


因为采用多层多道焊接,Cr-Mo钢焊缝金属的组织分布不均匀。目前广泛接受的观点是,二次焊接热循环的影响使C元素重新分布,在临界再热粗晶区(ICCGHAZ)生成沿原奥晶界分布的链状M-A组元,从而使焊缝金属的冲击韧性恶化[3~5]。研究表明,M-A组元受焊接工艺参数的影响。李学达等[6]研究发现,粗晶区中原奥氏体的晶粒越粗大,在ICCGHAZ中形成的M-A组元越粗大。二次焊接热循环峰值温度,对M-A组元的生成也有重要的影响。尚成嘉等[7]发现,随着二次焊接热循环峰值温度的提高(760~840℃)M-A组元尺寸减小且呈弥散分布,从而改善焊缝金属冲击韧性。但是,Emin等[8]发现,二次焊接热循环峰值温度约为AC1+(15-50℃)时M-A组元的含量最高。同时,增大热输入使M-A组元的含量提高。冷却时间t8/5足够长,使M-A组元分解[9]。上述研究,主要是关于材料原始组织、二次焊接热循环峰值温度以及热输入对M-A组元形成的影响。另一方面,合金元素也对M-A组元的形成有重要的影响。Y.Li等[10]研究C-Mn钢时发现,添加过量的Nb、V等元素会促进M-A组元的生成并使M-A组元粗化。Kiani-Rashid[11]发现,在贝氏体铸铁中添加Al元素会提高Ar3,从而降低M-A组元的含量。低合金Cr-Mo钢焊材是俄罗斯开发的一种钠冷快堆用2.25Cr1Mo钢焊接同质匹配焊材,其C含量(≤0.06%)略低于ASME中同类型焊材C的含量(0.07~0.12%)。C元素的扩散是影响M-A组元形成的关键因素,但是目前关于低合金Cr-Mo钢焊材中C含量对多层多道焊缝金属中M-A组元的影响尚不明确;另一方面,以W元素代替部分2.25Cr1Mo钢中的Mo元素能提高组织稳定性,从而提高钢的持久强度[12]。但是,目前并未规定低合金Cr-Mo钢焊材W含量的范围,且关于W对2.25Cr1Mo钢焊缝金属组织及性能影响也未见报道。为了揭示Cr-Mo钢中关键性元素C和W对低合金Cr-Mo焊缝金属中M-A组元及力学性能的影响,本文设计不同C和W含量的低合金Cr-Mo钢焊材,研究其组织和冲击韧性的变化规律。
1 实验方法
表1 TIG焊接工艺参数
Table 1
| Current/A | Voltage/V | Feed speed /m·min-1 | Travel speed /m·min-1 |
|---|---|---|---|
| 170 | 13.5-15.0 | 0.7 | 0.07 |
图1

表2 熔敷金属和母材的化学成分
Table 2
| Elements | C | W | Cr | Mo | Si | Mn | Fe |
|---|---|---|---|---|---|---|---|
| 02C | 0.021 | 0.04 | 2.03 | 0.62 | 0.29 | 0.57 | Bal. |
| 05C/04W | 0.042 | 0.038 | 2.02 | 0.62 | 0.24 | 0.49 | Bal. |
| 08C | 0.075 | 0.04 | 2.05 | 0.63 | 0.25 | 0.49 | Bal. |
| 0W | 0.058 | 0 | 2.04 | 0.63 | 0.23 | 0.51 | Bal. |
| 09W | 0.054 | 0.086 | 1.97 | 0.64 | 0.24 | 0.43 | Bal. |
| Base metal | 0.13 | <0.05 | 2.17 | 0.95 | 0.24 | 0.46 | Bal. |
图2
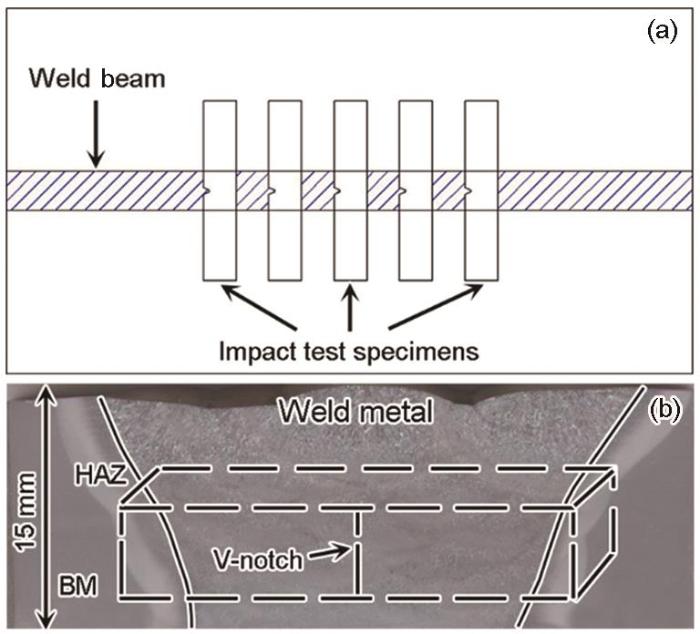
截取焊缝横截面制备金相试样,用4%硝酸酒精腐蚀和Beraha彩色染色剂[13](16 g Na2S2O3·5H2O+3 g K2S2O5+94 mL H2O)进行染色以观察残余奥氏体。使用Zeiss金相显微镜观察焊缝的金相组织,用F50场发射扫描电子显微镜(SEM)观察焊缝金属微观组织及二次裂纹。使用L78 QDT热膨胀仪对直径为3长度为10 mm的焊缝金属试样进行热处理,记录焊缝金属冷却过程中的膨胀曲线,热循环曲线如图3所示。使用EPMA-1610电子探针微分析仪表征焊缝金属中链状组织元素的分布。用XL-30FEG型扫描电镜上配套的电子背散射衍射(EBSD)系统表征焊缝金属中的贝氏体和链状组织,电压为20 KV,步长为0.2 μm。
图3

2 结果和讨论
2.1 焊缝金属的组织
采用多层多道焊制备焊缝金属,后续焊道的焊接热循环作用使整个焊缝金属的组织不均匀,分为表层焊缝组织和中间焊缝组织,如图4a所示。由图4b可见,表层焊缝分为熔化区(MZ)、粗晶区(CGHAZ)、细晶区(FGHAZ)、不完全相变区(ICHAZ)、临界再热粗晶区(ICCGHAZ)以及亚临界再热区(SCHAZ)。由于不同成分的表层焊缝金属组织的演变规律相同,以08C熔敷金属为例,分析表层焊缝各亚区显微组织的演变。由图5a可见,熔化区(MZ)为粗大的柱状晶组织,主要为板条贝氏体以及少量的粒状贝氏体。如表3所示,粗晶区(CGHAZ)、细晶区(FGHAZ)以及不完全相变区(ICHAZ),是熔化区受一次焊接热循环影响而形成。粗晶区的组织粗大,其形貌与熔化区类似(图5b);细晶区发生完全奥氏体化的温度较低,因此晶粒尺寸细小,主要为粒状贝氏体(图5c);不完全相变区的焊接热循环峰值温度为AC1<Tp<AC3,部分组织发生奥氏体化,组织类型较为复杂(图5d)。粗晶区受二次焊接热循环影响而形成了临界再热粗晶区(ICCGHAZ)和亚临界再热区(SCHAZ)。如图5e所示,临界再热粗晶区(ICCGHAZ)[14]中出现沿原奥晶界分布的链状组织,其形成过程为:(1)一次焊接热循环温度为Tp>1200℃时发生完全奥氏体化,冷却后形成粗晶区组织;(2)二次焊接热循环温度为AC1<Tp<AC3时原奥晶界能够为逆变奥氏体形核提供足够的形核能,使原奥晶界的部分组织优先逆变生成细小的奥氏体。随后,这些新生的奥氏体在冷却过程中生成沿原奥晶界分布的链状(Necklace-type)组织[15, 16]。亚临界再热区(SCHAZ)的焊接热循环峰值温度为TP<AC1[17],相当于短时间的回火,其组织主要为回火贝氏体,如图5f所示。
图4

图4
多层多道焊缝金属的OM图
Fig.4
OM images of multi-pass weld metal (a) OM image of weld joint; (b) OM image of upper weld metal
图5

图5
表层焊缝各亚区显微组织的SEM图
Fig.5
SEM images of various zones in upper weld metal (a) Melt zone (MZ), (b) Coarse grain heat affected zone (CGHAZ), (c) Fine grain heat affected zone (FGHAZ), (d) Inter-critical heat affected zone (ICHAZ), (e) Inter-critical coarse grain heat affected zone (ICCGHAZ), (f) Sub-critical heat affected zone (SCHAZ)
表3 表层焊缝各亚区的焊接热循环温度范围
Table 3
| Primary zone | First thermal cycle | Second thermal cycle |
|---|---|---|
| MZ | CGHAZ(Tp>1200℃) | ICCGHAZ(AC1<Tp<AC3) |
| SCHAZ(Tp<AC1) | ||
| FGHAZ(AC3<Tp<1200℃) | ||
| ICHAZ(AC1<Tp<AC3) |
图6

图6
中间焊缝金属组织表征
Fig.6
Characterization of intermediate weld metal (a, b) OM images, (c) OM image of necklace microstructure, (d) OM image of equiaxed crystal microstructure
图7

图7
链状组织表征
Fig.7
Characterization of necklace microstructure (a) SEM images, (b) Color image of necklace microstructure,(c-d) EPMA maps
由图8a、b可见,在链状组织中有残余奥氏体,与上述彩色金相的结果一致。图8c给出了链状组织的KAM图,代表任意一点与其周围点之间的平均取向差。当颜色越靠近红色时表示局部取向差越大,局部取向差与局部应力分布相对应[19]。图8c中框选的绿色区域表示局部应力集中的位置,与图8a中所示的链状组织对应。由此可见,在链状组织处出现应力集中,易促进裂纹形核[20]。产生这一现象的原因是,在链状组织中有M-A组元且大部分为马氏体,只有少量的奥氏体[21]。马氏体通过切变生成,在此过程中产生较大的应变能[22],从而产生应力集中。当应力超过材料断裂的许用应力值时,便在M-A组元附近产生微裂纹[23, 24]。因此链状组织使焊缝金属的冲击韧性恶化,是焊缝金属的局部脆化区(LBZ)[25]。
图8

图8
链状组织的EBSD分析
Fig.8
EBSD analysis of necklace microstructure (a) Image quality map, (b) Phase map, (c) Kernel average misorientation map
2.2 C对表层焊缝金属组织演变的影响
选择0.021%C (02C)、0.042%C (05C)、0.075%C (08C)三种不同C含量焊缝金属熔化区组织,进行分析。如图9a所示,02C中主要是粒状贝氏体(GB)和少量沿原奥晶界形核并向晶内生长的贝氏体铁素体(BF)。05C中有板条贝氏体(图9b),主要是粒状贝氏体与板条贝氏体(LB)的混合组织。由图9c可知,08C中全为板条贝氏体。而且,贝氏体板条块中有不同取向的贝氏体板条束。这表明,随着C含量的提高焊缝金属组织由粒状贝氏体向板条贝氏体转变。图9d~f给出了不同C含量的彩色金相图,其中棕红色和灰蓝色为不同取向的贝氏体组织,黄色和白色粒状组织为未转变的残余奥氏体。可以看出,02C中没有残余奥氏体,05C和08C中由残余奥氏体。其原因是,C为奥氏体化元素,提高其含量使过冷奥氏体的稳定性提高。因此,提高C含量使残余奥氏体增多。
图9

图9
不同C含量焊缝金属显微组织OM图
Fig.9
OM images of weld metal microstructure in different C contents (a, d) 02C, (b, e) 05C, (c, f) 08C; (a~c) OM images, (d~f) color images (GB represents granular bainite, LB represents lath bainite, BF represents bainite ferrite)
图10

图10
不同C含量焊缝金属的CCT曲线
Fig.10
CCT curves in different C contents (a) 02C, (b) 05C, (c) 08C (F represents ferrite, P represents pearlite)
2.3 W对表层焊缝金属组织演变的影响
选择0%W (0W)、0.038%W (04W)、0.086%W (09W)等三种不同W含量焊缝金属熔化区组织进行分析。由图11a~c可见,0W中主要有粒状贝氏体和少量的贝氏体铁素体(BF),04W中主要有粒状贝氏体和板条贝氏体的混合组织,09W中大部分是板条贝氏体。这表明,提高W含量可促进板条贝氏体的生成。产生这一现象的原因是,W元素能降低贝氏体相变点[28],提高W含量使过冷奥氏体向板条贝氏体转变。而且,Kluch等[29]研究发现,板条贝氏体的生成与钢的淬硬性呈正相关。提高W含量使钢的淬硬性增大,从而促进板条贝氏体的生成。图11d~f给出了不同W含量的彩色金相图。可以看出,0W和04W中有大量的残余奥氏体,而09W中没有残余奥氏体。由于W是铁素体化元素,提高W含量会降低过冷奥氏体稳定性,使残余奥氏体含量降低。Zhao Jingwei[30]等发现,在微合金钢中添加适量的W元素能降低发生贝氏体相变的临界冷却速率。结合不同W含量焊缝金属CCT曲线可知(图12a~c),不含W元素时板条贝氏体相变的临界冷却速率为10℃/s;W含量为0.04%和0.09%时,板条贝氏体相变的临界冷却速率为1℃/s。这表明,提高W含量会扩大板条贝氏体相变区,促进板条贝氏体的生成,与上述分析结果一致。
图11

图11
不同W含量焊缝金属显微组织OM图
Fig.11
OM images of weld metal microstructure in different C contents (a, d) 0W, (b, e) 04W, (c, f) 09W; (a~c) OM images, (d~f) color images
图12
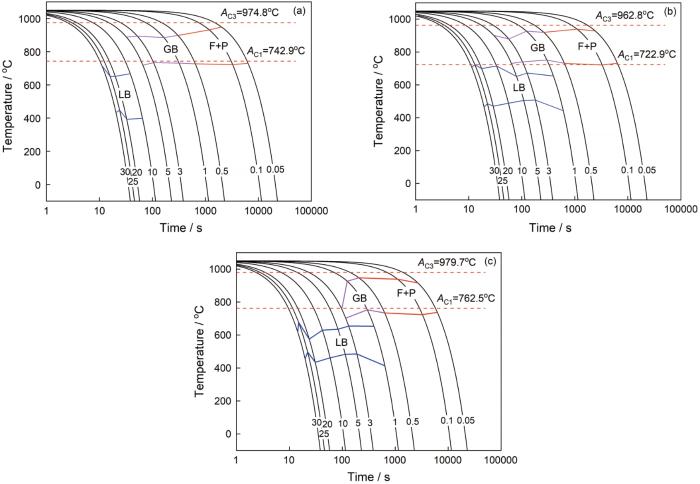
图12
不同W含量焊缝金属的CCT曲线
Fig.12
CCT curves in different W contents (a) 0W, (b) 04W, (c) 09W
2.4 C对焊缝金属冲击性能的影响
由图13可见,提高C含量使焊缝金属的冲击韧性降低。冲击试样的取样位置位于中间焊缝,因此分析了中间焊缝金属的组织。如图14a~c所示,02C中没有链状组织(图14a),随着C含量的提高中间焊缝链状组织增多(图14b和图14c)且沿晶界分布更加密集。产生这一现象的原因是:链状组织的形成伴随着C元素的富集。当粗晶区组织受到二次焊接热循环影响时因C含量较低而不能生成沿晶界分布的逆变奥氏体,结果是在冷却过程中不能形成链状组织。根据上述分析,链状组织中因存在M-A组元而易萌生裂纹。同时,Takayama等研究发现[18],M-A组元的生成是C富集降低了相变驱动力。即奥氏体稳定性越高,越易生成M-A组元。这表明,C含量提高使焊缝金属中链状组织增多,M-A组元的含量的提高使链状组织内的裂纹形核点增多。由图14d~f可见,02C焊缝金属中等轴晶组织为贝氏体铁素体(BF),05C和08C焊缝金属中为回火贝氏体。由于贝氏体铁素体(BF)实质为铁素体[31],而且回火贝氏体晶粒尺寸细小能阻止裂纹扩展,使其韧性较好[32]。因此,提高C含量会恶化焊缝金属的韧性。
图13

图13
不同C含量焊缝金属的冲击吸收功
Fig.13
Impact energy of weld metal in different C contents
图14

图14
不同C含量中间焊缝组织的SEM图
Fig.14
SEM images of intermediate weld metal in different C contents (a, d) 02C, (b, e) 05C, (c, f) 08C; (a~c) necklace microstructure, (d~f) equiaxed crystal microstructure
图15

图15
不同C含量焊缝金属二次裂纹的SEM图
Fig.15
SEM images of secondary cracks in different C contents (a) 02C, (b) 05C, (c) 08C
图16

图16
二次裂纹的SEM图
Fig.16
SEM images of secondary cracks (a) secondary cracks in necklace microstructure, (b) the enlarged view of the secondary crack
2.5 W对焊缝金属冲击性能的影响
如图17所示,随着W含量的提高焊缝金属的冲击韧性提高。由图18a~c可见,W含量的提高使中间焊缝金属中链状组织的数量和尺寸减少,M-A组元含量降低,且沿晶界分布更加稀疏,因此09W焊缝金属中的裂纹形核点比0W少。产生这一现象的原因是:W易与C产生并析出富W碳化物M6C[33],从而抑制C元素扩散,使得发生不完全相变时因C元素富集程度较低而不能沿原奥晶界生成较多的逆变奥氏体。其结果是,在冷却过程中不能形成较多的链状组织,M-A组元含量降低,裂纹形核点减少。由图18d~f可见,三种W含量等轴晶组织均为回火贝氏体,韧性较好[32]。因此,0W焊缝金属冲击功最低。分析不同W含量冲击断口表面下方的二次裂纹,结果如图19a~c所示。0W中二次裂纹数量最多且平均长度70.3 μm,而09W中二次裂纹数量最少且平均长度为8.5 μm。因此,提高W含量能改善焊缝金属韧性。
图17

图17
不同W含量焊缝金属的冲击吸收功
Fig.17
Impact energy of weld metal in different W contents
图18

图18
不同W含量焊缝金属中间焊缝组织的SEM图
Fig.18
SEM images of intermediate weld metal in different W contents (a, d) 0W, (b, e) 04W, (c, f) 09W; (a~c) necklace microstructure, (d~f) equiaxed crystal microstructure
图19

图19
不同W含量焊缝金属二次裂纹的SEM图
Fig.19
SEM images of secondary cracks in different W contents: (a) 0W, (b) 04W, (c) 09W
3 结论
(1) 低合金Cr-Mo钢多层多道焊缝金属中发生不完全相变而生成沿原奥晶界分布的链状组织,其中含有M-A组元且出现应力集中,易促进裂纹的萌生。
(2) C含量的提高促进焊缝金属表层中板条贝氏体和残余奥氏体的生成,但是提高中间焊缝金属中链状组织的含量会恶化焊缝金属韧性。
(3) W含量的提高促进表层焊缝金属中板条贝氏体的生成,使表层焊缝金属中残余奥氏体和中间焊缝金属中链状组织的含量降低,从而改善焊缝金属的韧性。
参考文献
Development of steam generator main materials for fast reactor
[J].
钠冷快堆蒸汽发生器主材研究进展
[J].
Lessons Learned from Sodium-Cooled Fast Reactor Operation and Their Ramifications for Future Reactors with Respect to Enhanced Safety and Reliability
[J].
Influence of necklace-type M-A constituent on impact toughness and fracture mechanism in the heat affected zone of X100 pipeline steel
[J].
X100管线钢焊接热影响区中链状M-A组元对冲击韧性和断裂机制的影响
[J].
Cleavage Fracture Initiation at M-A Constituents in Intercritically Coarse-Grained Heat-Affected Zone of a HSLA Steel
[J].
Effect of morphology of martensite-austenite phase on fracture of weld heat affected zone in vanadium and niobium microalloyed steels
[J].
Influence of prior austenite grain size on martensite-austenite constituent and toughness in the heat affected zone of 700 MPa high strength linepipe steel
[J].
Influence of martensite-austenite constituents formed at different intercritical temperatures on toughness
[J].
Mechanical and metallurgical investigation of martensite-austenite constituents in simulated welding conditions
[J].
Effect of tandem submerged arc welding process and parameters of Gleeble simulator thermal cycles on properties of the intercritically reheated heat affected zone
[J].
The effect of vanadium and niobium on the properties and microstructure of the intercritically reheated coarse grained heat affected zone in low carbon microalloyed steels
[J].
Effect of aluminum on stability of retained austenite in bainitic malleable cast iron
[J].
Effect of Mo and W on the phase stability of precipitates in low Cr heat resistant steels
[J].
Effect of chromium content on the microstructure and mechanical properties of multipass MMA, low alloy steel weld metal
[J].
Correlation of martensite–austenite constituent and cleavage crack initiation in welding heat affected zone of low carbon bainitic steel
[J].
Cleavage initiation in the intercritically reheated coarse-grained heat-affected zone: Part I. Fractographic evidence
[J].
Investigation on the crystallography of the transformation products of reverted austenite in intercritically reheated coarse grained heat affected zone
[J].
Effect of welding thermal cycles on the heat affected zone microstructure and toughness of multi-pass welded pipeline steels
[D].
Chemistry and three-dimensional morphology of martensite-austenite constituent in the bainite structure of low-carbon low-alloy steels
[J].
Effect of cross rolling cycle on the deformed and recrystallized gradient in high-purity tantalum plate
[J].
交叉轧制周期对高纯Ta板变形及再结晶梯度的影响
[J].
A review of strain analysis using electron backscatter diffraction
[J].
Structure and crystallography of martensite-austenite constituent in the intercritically reheated coarse-grained heat affected zone of a high strength pipeline steel
[J].
Relationship between critical tensile stress and fracture toughness in mild steel
[D].
An elastic-plastic stress analysis for a notched bar in plane strain bending
[J].
Influence of local brittle zone on the fracture toughness of high-strength low-alloyed multipass weld metals
[J].
New developments with C-Mn-Ni high strength steel weld metals, Part A. Microstructure
[J].
Tessellated stresses associated with some inclusions in steel
[J].
Development of low-chromium, chromium-tungsten steels for fusion
[J]. J.
Effects of tungsten on continuous cooling transformation characteristics of microalloyed steels
[J].
Characterisation and quantification of complex bainitic microstructures in high and ultra-high strength linepipe steels
[J].
Impact properties of tempered bainite-ferrite dual phase steels
[J].
Tungsten carbide as an addition to high speed steel based composites
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}