Research progress on microstructure and coalesced bainite of welded deposited metal to high-strength steel with tensile strength above 690 MPa
2
2019
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
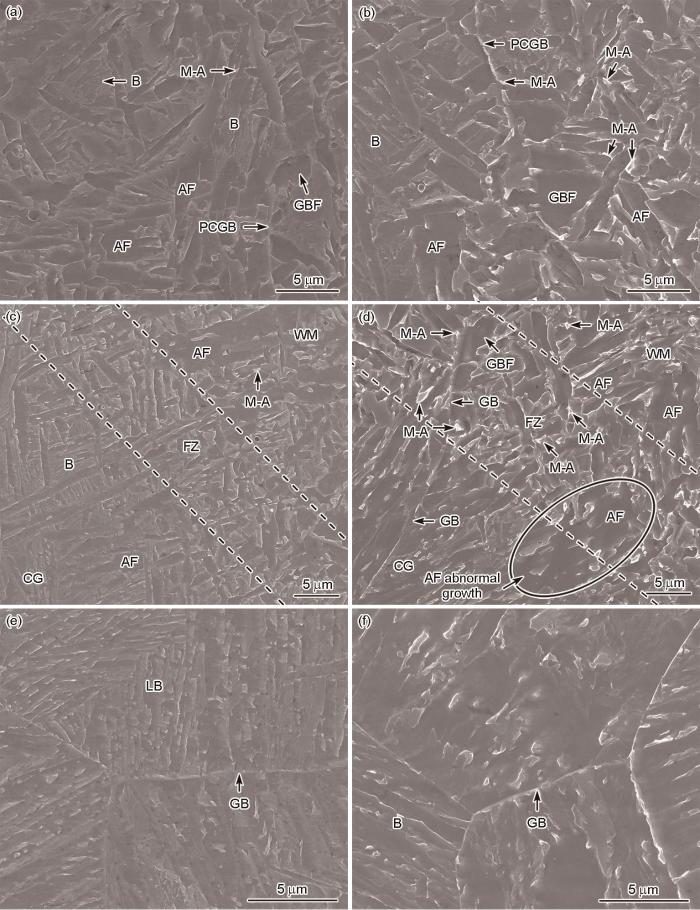
... 母材C含量不超过0.05%,不预热和低预热粗晶热影响区组织主要是超低碳贝氏体组织,在其边界未出现M-A组元.在不预热条件下,贝氏体板条结构十分清晰,含有一定量的联合贝氏体组织;在低预热条件下,粗晶区中的贝氏体板条结构显著弱化使其强度降低,联合贝氏体增多,如图4e,f、图5c和图6e,f所示.通常,超低碳贝氏体组织的强韧性匹配良好[33].粗晶热影响区中超低碳贝氏体组织确保了高韧性,且在不预热及低预热条件下粗晶热影响区中没有M-A组元,其-50 ℃冲击功的平均值维持在257~260 J.与不预热相比,低预热降低了贝氏体的强度而使其塑性提高,促进了联合贝氏体的形成.但是,联合贝氏体对韧性的负面影响不显著.通常,联合贝氏体不利于韧性的提高[1],但是其强度低于板条马氏体,硬相中一定量弥散分布的软相不会降低其韧性[34].综上所述,热影响区的组织主要是超低碳贝氏体,晶界没有M-A组元,其-50 ℃冲击功平均值维持在257~260 J.与不预热相比,低预热粗晶热影响区中的板条贝氏体退化并促进联合贝氏体的形成,联合贝氏体对韧性负面影响较小. ...
690 MPa级以上高强钢焊接熔敷金属微观组织及其联合贝氏体的研究进展
2
2019
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
... 母材C含量不超过0.05%,不预热和低预热粗晶热影响区组织主要是超低碳贝氏体组织,在其边界未出现M-A组元.在不预热条件下,贝氏体板条结构十分清晰,含有一定量的联合贝氏体组织;在低预热条件下,粗晶区中的贝氏体板条结构显著弱化使其强度降低,联合贝氏体增多,如图4e,f、图5c和图6e,f所示.通常,超低碳贝氏体组织的强韧性匹配良好[33].粗晶热影响区中超低碳贝氏体组织确保了高韧性,且在不预热及低预热条件下粗晶热影响区中没有M-A组元,其-50 ℃冲击功的平均值维持在257~260 J.与不预热相比,低预热降低了贝氏体的强度而使其塑性提高,促进了联合贝氏体的形成.但是,联合贝氏体对韧性的负面影响不显著.通常,联合贝氏体不利于韧性的提高[1],但是其强度低于板条马氏体,硬相中一定量弥散分布的软相不会降低其韧性[34].综上所述,热影响区的组织主要是超低碳贝氏体,晶界没有M-A组元,其-50 ℃冲击功平均值维持在257~260 J.与不预热相比,低预热粗晶热影响区中的板条贝氏体退化并促进联合贝氏体的形成,联合贝氏体对韧性负面影响较小. ...
State of the art development of the manufacturing technologies of new generation war ship steels
0
2014
新一代舰船用钢制备技术的现状与发展展望
0
2014
Research status of weldability of advanced steel
1
2020
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
先进钢铁材料焊接性研究进展
1
2020
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
Effect of microstructure on hydrogen embrittlement of weld-simulated HSLA-80 and HSLA-100 steels
1
2003
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
Dynamic and static characterization of compact crack arrest tests of navy and nuclear steels
0
2010
Approach to development of marine high strength structural steels weldable at low preheating temperature
3
1997
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
... [6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
... [6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
低预热焊接高强度舰船结构钢的发展途径
3
1997
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
... [6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
... [6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
Weldability and microstructural aspects of shielded metal arc welded HSLA-100 steel plates
1
2002
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
Advanced ultra-low carbon bainitic steels with high toughness
0
1997
United States marine evolution and analysis of plate specifications
1
2012
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
美国舰船用钢板规范的演变与分析
1
2012
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
Implementation of HSLA-100 steel in aircraft carrier construction-CVN 74
1
1995
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
Effect of preheating on weldability and corrosion resistance in 690 MPa grade quenched and tempered steel weld metals
4
2014
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
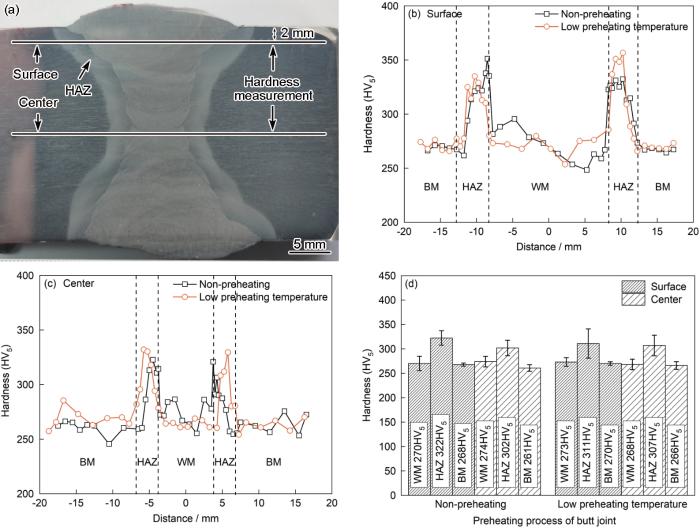
... 图3给出了预热对对接接头硬度分布和平均硬度的影响.测量位置如图3a所示,硬度分布和平均硬度分别如图3b~d所示.可以看出,焊缝金属的硬度与母材的硬度接近,对接接头为等强匹配,2者的平均硬度分别为268~274HV5和261~270HV5.最高硬度出现在热影响区,其平均硬度为302~322HV5,最大硬度不高于357HV5.热影响区的最高硬度超过350HV5,但是在360HV5之内,表明其具有一定淬硬性及冷裂纹敏感性,但是并不显著,主要与母材的超低碳相关.此外,热影响区的最小硬度为266~291HV5,而母材的平均硬度为261~270HV5,可见对接接头热影响区的软化并不显著.另一方面,与不预热相比,在低预热条件下焊缝金属的平均硬度由270~274HV5降低至268~273HV5,热影响区的平均硬度由302~322HV5降低至307~311HV5,焊缝、热影响区的硬度呈现一定程度的降低.其主要原因是,预热降低了对接接头焊后的冷速,使强度降低.此现象,与Strötgen等[25]、Park和Lee[11]的结果一致.另一方面,预热能改善焊缝硬度的均匀性,有利于提高其冲击韧性.预热的焊缝硬度波动幅度降低,不预热、低预热的焊缝金属硬度变化范围分别为248~296HV5和254~294HV5.以上结果表明,690 MPa级HSLA钢对接接头为等强匹配,最高硬度出现在热影响区,不超过360HV5.热影响区具有一定的淬硬性和冷裂纹敏感性,但是并不显著,其软化现象也不显著. ...
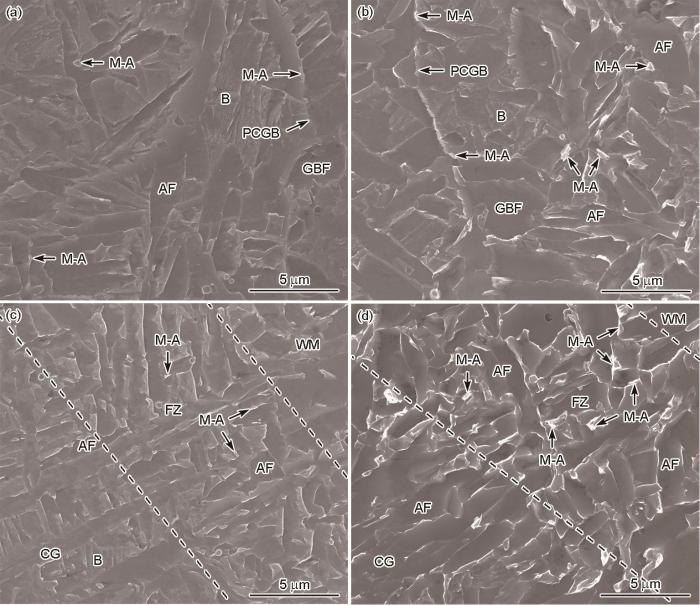
... 图6给出了不预热、低预热对接接头焊缝金属、熔合区和粗晶热影响区微观组织的SEM像,图7给出了对接接头焊缝金属、熔合区中M-A组元微观组织的SEM像.可以看出,不预热焊缝金属中的贝氏体板条结构较为清晰,组织中有细小的团块状和长宽比较大的针状铁素体,其中有一定量的M-A组元以及少量尺寸为2~4 μm的晶界铁素体,其柱状晶的晶界有少量的M-A组元,如图6a和7a所示.低预热焊缝金属中的贝氏体板条结构退化,针状铁素体形貌趋于团块状和棒状,其体积分数呈上升趋势.其中还出现了较多的颗粒状M-A组元,晶界铁素体的尺寸接近3~6 μm,柱状晶晶界上有一些细小、不连续的M-A组元,如图6b和7b所示.预热降低了对接接头的焊后冷速[25],焊缝金属中的针状铁素体、M-A组元、晶界铁素体在焊后充分生成,在其比例增大的同时尺寸也增大,贝氏体中的板条结构退化.这表明,与不预热相比,低预热使冷速降低,促进了焊缝金属中针状铁素体的生成,降低了针状铁素体及贝氏体的强度而提高了其塑性和使焊缝金属的强度降低.冷速降低也改善了C等元素的扩散条件,在焊缝金属和熔合区中形成了尺寸较大、数量较多的M-A组元.但是,焊缝金属的-50 ℃冲击功并未降低,应该与针状铁素体等组织塑性的提高有关.针状铁素体能抑制裂纹的生成而降低了裂纹形成率[15,29].Strötgen等[25]、Park和Lee[11]研究了690 MPa级HSLA钢的焊接接头,也发现了以上现象.Strötgen等[25]的研究表明,在热输入为11 kJ/cm、预热温度由20~30 ℃提高至70~80 ℃时焊缝金属的-40 ℃冲击功呈上升趋势,并且其-30 ℃裂纹尖端张开位移提高.Park和Lee[11]的研究表明,在药芯焊丝电弧焊、埋弧焊预热焊接条件下,焊缝金属-20~-60 ℃冲击功比不预热的高.这表明,在不同的焊接工艺中都有以上焊缝金属韧性的变化规律. ...
... [11]的研究表明,在药芯焊丝电弧焊、埋弧焊预热焊接条件下,焊缝金属-20~-60 ℃冲击功比不预热的高.这表明,在不同的焊接工艺中都有以上焊缝金属韧性的变化规律. ...
Evaluation on reheat cracking of multi-pass weld metal of YP 690 QT steel
1
2018
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
Effect of interpass temperature on mechanical properties of P-GMAW on X100 pipeline steel
2
2006
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
... [13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
Effect of interpass temperature on microstructure and mechanical properties of weld metal of 690 MPa HSLA steel
1
2012
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
Effect of acicular ferrite on cracking sensibility in the weld metal of Q690 + Q550 high strength steels
2
2011
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
... 图6给出了不预热、低预热对接接头焊缝金属、熔合区和粗晶热影响区微观组织的SEM像,图7给出了对接接头焊缝金属、熔合区中M-A组元微观组织的SEM像.可以看出,不预热焊缝金属中的贝氏体板条结构较为清晰,组织中有细小的团块状和长宽比较大的针状铁素体,其中有一定量的M-A组元以及少量尺寸为2~4 μm的晶界铁素体,其柱状晶的晶界有少量的M-A组元,如图6a和7a所示.低预热焊缝金属中的贝氏体板条结构退化,针状铁素体形貌趋于团块状和棒状,其体积分数呈上升趋势.其中还出现了较多的颗粒状M-A组元,晶界铁素体的尺寸接近3~6 μm,柱状晶晶界上有一些细小、不连续的M-A组元,如图6b和7b所示.预热降低了对接接头的焊后冷速[25],焊缝金属中的针状铁素体、M-A组元、晶界铁素体在焊后充分生成,在其比例增大的同时尺寸也增大,贝氏体中的板条结构退化.这表明,与不预热相比,低预热使冷速降低,促进了焊缝金属中针状铁素体的生成,降低了针状铁素体及贝氏体的强度而提高了其塑性和使焊缝金属的强度降低.冷速降低也改善了C等元素的扩散条件,在焊缝金属和熔合区中形成了尺寸较大、数量较多的M-A组元.但是,焊缝金属的-50 ℃冲击功并未降低,应该与针状铁素体等组织塑性的提高有关.针状铁素体能抑制裂纹的生成而降低了裂纹形成率[15,29].Strötgen等[25]、Park和Lee[11]研究了690 MPa级HSLA钢的焊接接头,也发现了以上现象.Strötgen等[25]的研究表明,在热输入为11 kJ/cm、预热温度由20~30 ℃提高至70~80 ℃时焊缝金属的-40 ℃冲击功呈上升趋势,并且其-30 ℃裂纹尖端张开位移提高.Park和Lee[11]的研究表明,在药芯焊丝电弧焊、埋弧焊预热焊接条件下,焊缝金属-20~-60 ℃冲击功比不预热的高.这表明,在不同的焊接工艺中都有以上焊缝金属韧性的变化规律. ...
Progress of non-preheating welding technique of high-strength steel for hull construction
1
2002
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
船用高强钢不预热焊接技术研究进展
1
2002
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
Effects of welding parameters on weld zone toughness and hardness in 690 MPa steel
1
1995
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
Cold cracking in weldments of steel S 690 QT
1
2005
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
Non-preheating welding technology of 690 MPa high strength steel for coal mine machinery
1
2024
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
煤矿机械用690 MPa级高强钢不预热焊接技术
1
2024
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
Development of 80 kg class high strength steel of non-preheat welding at low temperature
0
2021
80 kg级低温不预热焊接高强钢的开发
0
2021
Non-preheated welding test of Q690qNH high strength and toughness atmospheric corrosion resisting steel for bridge
0
2022
高强韧耐候桥梁钢Q690qNH的不预热焊接试验
0
2022
Study on crack resistance and microstructure analysis of Q690D quenched and tempered high strength steel
0
2019
Q690D调质高强钢抗裂性研究及显微组织分析
0
2019
Microstructures and properties of heat affected zone for Q690q weathering bridge steel without preheating welding
1
2022
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
Q690q耐候桥梁钢免预热焊接热影响区的组织性能
1
2022
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
Process-structure-property characterisation of plasticity and fatigue damage in X100 welded joints for steel catenary risers
1
2020
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
Welding performance of high strength X100Q/S690QLHHO seamless pipes without preheating for offshore structural applications
6
2021
... 屈服强度为690 MPa级的高强度低合金钢(High strength low alloy steel,HSLA钢)具有优异的综合力学性能和焊接性能,可用于制造桥梁、工程结构、海洋平台、大型船舶以及工程机械[1~3].但是,这种钢的焊接材料和焊接工艺显著落后,在一定程度上影响其应用.690 MPa级HSLA钢的C含量低于0.06% (质量分数,下同),合金元素 (Mn + Ni + Cr + Mo + Cu)的总含量接近4.0%~8.0%,C当量为0.70%~0.90%[4~6].这种钢的碳含量较低而合金元素的总量和碳当量较高,使其处于难焊与易焊区域的交接区域[7~9].为了减少或避免出现焊接裂纹,须在预热条件下焊接并控制预热和道间温度.Christein和Warren[10]研究表明,焊接厚度小于25.4 mm的690 MPa级HSLA钢板,预热温度可低到16 ℃,但是板厚为25.4~31.7 mm时最低预热温度为52 ℃;板厚为31.7~69.8 mm时最低预热温度为66~93 ℃,板厚超过69.8 mm时最低预热温度不低于93 ℃.钢种的强度级别越高,其塑性和韧性越低、裂纹敏感性越高,不预热或低温预热焊接的难度越大.不预热或低预热焊接可极大地降低对焊接要求,提高焊接效率和降低焊接成本[6].但是,目前尚未较好地解决690 MPa级HSLA钢等强匹配不预热、低预热的焊接问题.690 MPa级HSLA钢不预热、低预热焊接的配套焊材匮乏,对配套焊接工艺的研究显著存在不足.研制690 MPa级HSLA钢的配套等强低预热焊接材料,能够满足海洋工程等领域高效、低成本建造,具有显著的工程实用价值.不预热或低预热焊接,对工艺和焊缝金属强韧性及抗裂性的要求较为严苛.焊接工艺参数包括焊接方法、热输入、预热温度、道间温度、环境温度及湿度等,是影响焊缝金属强韧性及抗裂性的关键因素.预热温度,与焊接热输入、道间温度的关系密切.Park和Lee[11]对相关焊接工艺的研究表明,不预热、预热及焊接工艺类型(药芯焊丝电弧焊(Flux cored arc welding,FCAW)、埋弧焊(Submerged arc welding,SAW))影响690 MPa钢的焊接接头组织及强韧性,预热易使粗晶区的组织粗大,焊缝金属强度降低和韧性提高.Shin和Jo[12]、Elmozoge等[13]和Peng等[14]分别研究了690 MPa级HSLA钢焊缝金属强韧性与预热温度(50~130 ℃)、道间温度(800~200 ℃)的关系.Zhang等[15]研究表明,690 MPa级HSLA钢在不预热焊接中易产生裂纹.Elmozoge等[13]研究表明,690 MPa级HSLA钢在室温不预热(20 ℃)焊接过程中出现裂纹,50 ℃预热则不产生裂纹,2者的冷裂纹敏感性较高主要与其C含量较高(焊丝C含量0.07%~0.11%)有关[6,16].Dixon和Hakansson[17]和Alexandrov等[18]研究表明,焊接预热温度和热输入协同影响690 MPa钢焊缝金属和热影响区的强韧性,2者对裂纹起裂、扩展过程以及失效机制的影响显著不同.目前,国内对690 MPa级HSLA钢预热的相关研究逐渐增多,详见文献[19~23].但是,对预热相关现象后的机理研究较少.C对焊缝强韧性及抗裂性匹配有显著的影响,对不预热、低预热焊接的作用也比较大.Devaney[24]和Strötgen等[25]研究690 MPa级HSLA钢的焊接时采用预热温度计算公式,考虑了C当量、母材厚度、焊缝中H含量、热输入等变量的影响.目前,对690 MPa级HSLA钢焊接工艺的研究取得了一些进展,但是对690 MPa级HSLA钢不预热、低预热焊接工艺参数的研究较少,尤其是超低碳(C含量不超过0.05%)焊缝金属及母材不预热和低预热的研究.此外,不预热、低预热相关工艺的组织、性能调控及其强韧化机制仍须进一步研究.鉴于此,本文研究焊条电弧焊(Shielded metal arc welding,SMAW)不预热和低预热对焊缝金属显微组织与力学性能的影响及其机制. ...
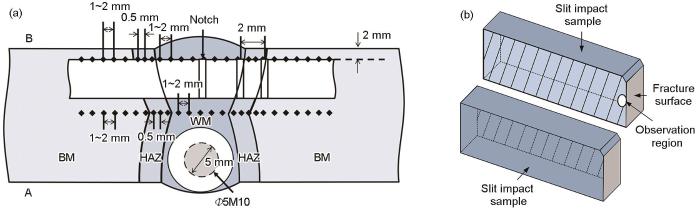
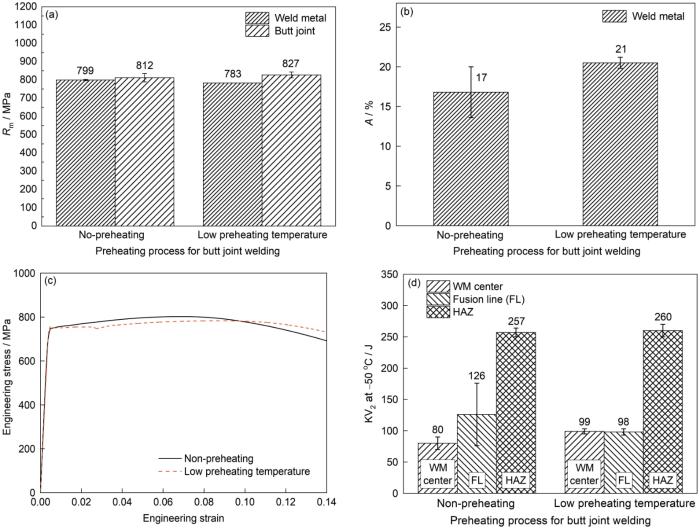
... 图2给出了预热对对接接头抗拉强度和冲击韧性的影响.可以看出,与不预热相比,低预热焊缝金属的抗拉强度平均值由799 MPa小幅度降至783 MPa,焊接接头的抗拉强度变化较小,其平均值维持在812~827 MPa,如图2a所示.对接接头的拉伸断裂位置均为母材.焊缝金属的塑性得到改善,断后伸长率平均值由17%提高至21%,如图2b所示.在低预热条件下焊缝的拉伸曲线在屈服阶段出现显著的屈服平台,如图2c所示,表明焊缝金属中存在组织动态回复,组织中的位错密度降低,与预热温度的提高使接头冷速降低有关[25].焊缝金属的-50 ℃冲击功(KV2,下同)平均值由80 J较显著提高至99 J;熔合线-50 ℃冲击功平均值由126 J降低至98 J,呈降低趋势.热影响区(熔合线外2 mm)的-50 ℃冲击功平均值变化较小,为257~260 J,如图2d所示.对接接头焊缝中心、熔合线和热影响区的冲击韧性依次提高,-50 ℃冲击功平均值分别为80~99、98~126和257~260 J.这表明,用这种直径为4.0 mm的焊条焊接690 MPa级HSLA钢,不预热、低预热对其对接接头的强度、硬度有一定的影响,对塑韧性的影响较为显著.预热对焊缝金属及熔合线的强韧性的影响也较显著,但是对热影响区强韧性的影响较小.在不预热条件下焊缝金属的强度稍高、塑韧性稍低,低预热在一定程度上降低了焊缝金属的强度、提高了塑性及韧性,熔合线的-50 ℃冲击功呈现降低趋势,而低预热对热影响区的冲击韧性没有显著的影响. ...
... 图3给出了预热对对接接头硬度分布和平均硬度的影响.测量位置如图3a所示,硬度分布和平均硬度分别如图3b~d所示.可以看出,焊缝金属的硬度与母材的硬度接近,对接接头为等强匹配,2者的平均硬度分别为268~274HV5和261~270HV5.最高硬度出现在热影响区,其平均硬度为302~322HV5,最大硬度不高于357HV5.热影响区的最高硬度超过350HV5,但是在360HV5之内,表明其具有一定淬硬性及冷裂纹敏感性,但是并不显著,主要与母材的超低碳相关.此外,热影响区的最小硬度为266~291HV5,而母材的平均硬度为261~270HV5,可见对接接头热影响区的软化并不显著.另一方面,与不预热相比,在低预热条件下焊缝金属的平均硬度由270~274HV5降低至268~273HV5,热影响区的平均硬度由302~322HV5降低至307~311HV5,焊缝、热影响区的硬度呈现一定程度的降低.其主要原因是,预热降低了对接接头焊后的冷速,使强度降低.此现象,与Strötgen等[25]、Park和Lee[11]的结果一致.另一方面,预热能改善焊缝硬度的均匀性,有利于提高其冲击韧性.预热的焊缝硬度波动幅度降低,不预热、低预热的焊缝金属硬度变化范围分别为248~296HV5和254~294HV5.以上结果表明,690 MPa级HSLA钢对接接头为等强匹配,最高硬度出现在热影响区,不超过360HV5.热影响区具有一定的淬硬性和冷裂纹敏感性,但是并不显著,其软化现象也不显著. ...
... 图6给出了不预热、低预热对接接头焊缝金属、熔合区和粗晶热影响区微观组织的SEM像,图7给出了对接接头焊缝金属、熔合区中M-A组元微观组织的SEM像.可以看出,不预热焊缝金属中的贝氏体板条结构较为清晰,组织中有细小的团块状和长宽比较大的针状铁素体,其中有一定量的M-A组元以及少量尺寸为2~4 μm的晶界铁素体,其柱状晶的晶界有少量的M-A组元,如图6a和7a所示.低预热焊缝金属中的贝氏体板条结构退化,针状铁素体形貌趋于团块状和棒状,其体积分数呈上升趋势.其中还出现了较多的颗粒状M-A组元,晶界铁素体的尺寸接近3~6 μm,柱状晶晶界上有一些细小、不连续的M-A组元,如图6b和7b所示.预热降低了对接接头的焊后冷速[25],焊缝金属中的针状铁素体、M-A组元、晶界铁素体在焊后充分生成,在其比例增大的同时尺寸也增大,贝氏体中的板条结构退化.这表明,与不预热相比,低预热使冷速降低,促进了焊缝金属中针状铁素体的生成,降低了针状铁素体及贝氏体的强度而提高了其塑性和使焊缝金属的强度降低.冷速降低也改善了C等元素的扩散条件,在焊缝金属和熔合区中形成了尺寸较大、数量较多的M-A组元.但是,焊缝金属的-50 ℃冲击功并未降低,应该与针状铁素体等组织塑性的提高有关.针状铁素体能抑制裂纹的生成而降低了裂纹形成率[15,29].Strötgen等[25]、Park和Lee[11]研究了690 MPa级HSLA钢的焊接接头,也发现了以上现象.Strötgen等[25]的研究表明,在热输入为11 kJ/cm、预热温度由20~30 ℃提高至70~80 ℃时焊缝金属的-40 ℃冲击功呈上升趋势,并且其-30 ℃裂纹尖端张开位移提高.Park和Lee[11]的研究表明,在药芯焊丝电弧焊、埋弧焊预热焊接条件下,焊缝金属-20~-60 ℃冲击功比不预热的高.这表明,在不同的焊接工艺中都有以上焊缝金属韧性的变化规律. ...
... [25]、Park和Lee[11]研究了690 MPa级HSLA钢的焊接接头,也发现了以上现象.Strötgen等[25]的研究表明,在热输入为11 kJ/cm、预热温度由20~30 ℃提高至70~80 ℃时焊缝金属的-40 ℃冲击功呈上升趋势,并且其-30 ℃裂纹尖端张开位移提高.Park和Lee[11]的研究表明,在药芯焊丝电弧焊、埋弧焊预热焊接条件下,焊缝金属-20~-60 ℃冲击功比不预热的高.这表明,在不同的焊接工艺中都有以上焊缝金属韧性的变化规律. ...
... [25]的研究表明,在热输入为11 kJ/cm、预热温度由20~30 ℃提高至70~80 ℃时焊缝金属的-40 ℃冲击功呈上升趋势,并且其-30 ℃裂纹尖端张开位移提高.Park和Lee[11]的研究表明,在药芯焊丝电弧焊、埋弧焊预热焊接条件下,焊缝金属-20~-60 ℃冲击功比不预热的高.这表明,在不同的焊接工艺中都有以上焊缝金属韧性的变化规律. ...
Elemental distribution in the martensite-austenite constituent in intercritically reheated coarse-grained heat-affected zone of a high-strength pipeline steel
2
2017
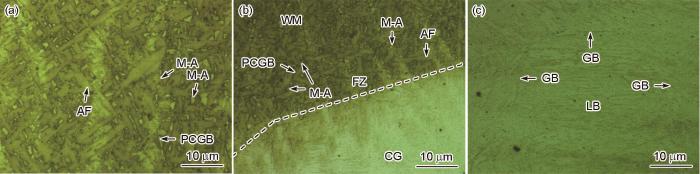
... 图4给出了不预热、低预热对接接头微观组织的OM像.可以看出,不预热、低预热的焊缝金属组织主要为贝氏体(B)、针状铁素体(AF)、晶界铁素体(GBF)、M-A组元等.热影响区的组织主要为板条贝氏体组织(LB)、联合贝氏体(CB),熔合区两侧的组织分别与焊缝金属及粗晶热影响区的组织接近,熔合区的边界比较清晰.M-A组元是在奥氏体向铁素体转变过程中形成的,C和合金元素向未转变奥氏体中扩散使奥氏体中富集C,冷却至室温贝氏体等组织转变完成后未转变为富C奥氏体而转变为富C马氏体及残留奥氏体.M-A组元是C等元素扩散富集后在冷却过程中形成的组织,M-A组元界面及M-A组元中C、Mn元素富集,其余的Cr、Mo、Si元素在基体中与M-A组元中分布大致相同[26].M-A组元的形成,与合金成分、相变温度、冷速、晶粒尺寸、组织间应力分布等因素相关[27]. ...
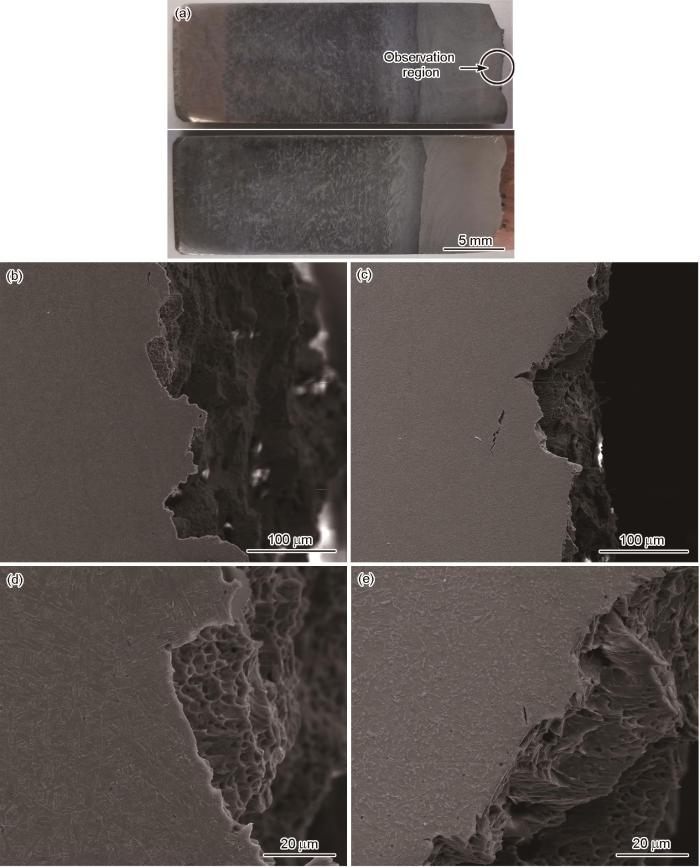
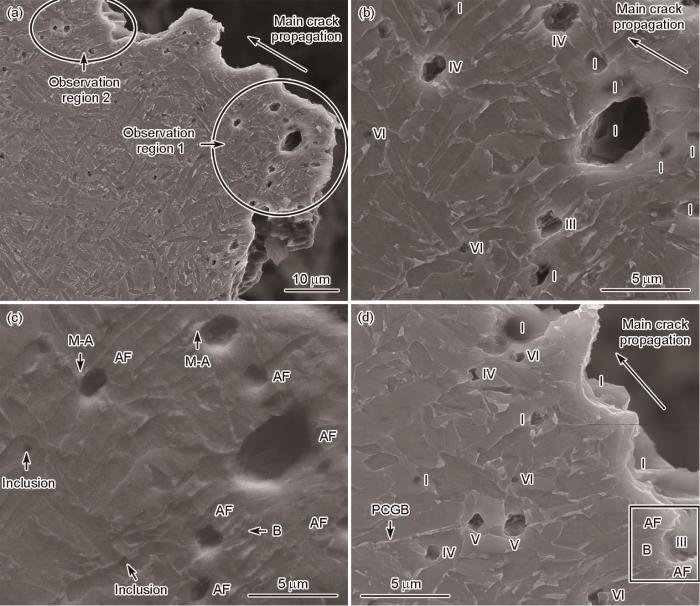
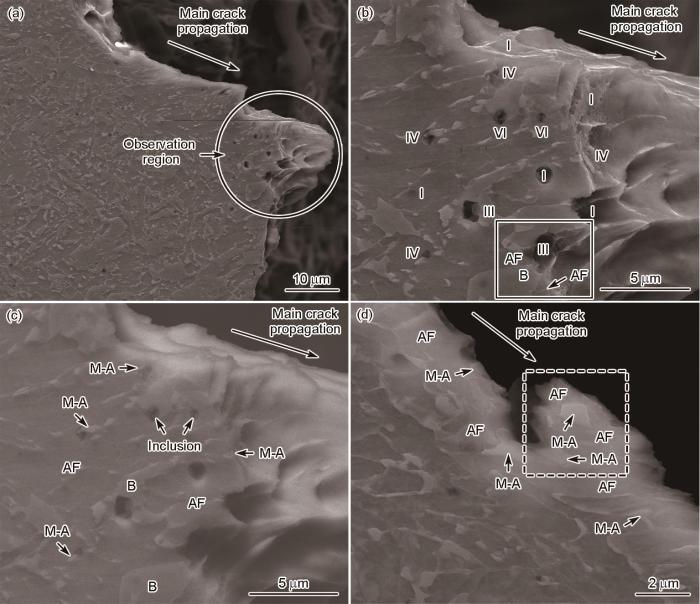
... 在不预热条件下,在冲击断口主裂纹边部位置M-A组元附近的基体中,形成了数量较少、尺寸较大的微孔,主裂纹边界没有M-A组元,如图10b~d所示.与不预热相比,低预热焊缝金属的冷速较低,形成了数量较多、尺寸较大的M-A组元.在低预热条件下,在冲击断口主裂纹边部M-A组元附近的基体中,形成了数量较多、尺寸较小的微孔,主裂纹边界有少量的M-A组元,如图11b,c所示.M-A组元是富C奥氏体冷却后形成的产物,其强度较高而塑性较低.同时,M-A组元界面的C含量比内部高,其界面塑性较低[26].由于M-A组元及其边界的塑性较低,冲击裂纹易沿着或穿过M-A组元扩展,由此使冲击韧性降低.数量较多和尺寸较大的M-A组元,不利于焊缝金属韧性提高.但是,焊缝金属超低C使M-A组元与针状铁素体的界面结合强度发生了显著改变.在低预热冲击断口中主裂纹依然易于沿着M-A组元与针状铁素体界面扩展,但是部分主裂纹扩展进入针状铁素体中,主裂纹断裂边界上M-A组元周围包裹了一层针状铁素体,如图11d中方框区域所示.由此可知,M-A组元与针状铁素体的界面结合强度较高,并且针状铁素体的塑性十分优良,显著改变了M-A组元断裂行为并提高了冲击吸收功.其原因是,焊缝金属超低C和低预热较低的冷速条件下,使针状铁素体的塑性改善.低预热条件促进M-A组元形成,不利于冲击韧性的提高.焊缝金属超低C改善了M-A组元与针状铁素体的界面结合强度,抑制了M-A组元对其韧性的不利影响.另一方面,预热及冷速改变影响了针状铁素体与贝氏体的分布.低预热在一定程度上使组织非交织分布,降低了冲击扩展功.焊缝金属中铁素体塑性高于贝氏体,主裂纹在穿过铁素体和贝氏体分别呈现曲折和平直现象.在不预热条件下冷速适中,焊缝金属中生成的针状铁素体与贝氏体交织分布,主裂纹进入和扩展出贝氏体时均呈现大角度,受到的阻碍较大;在低预热条件下冷速较低,焊缝金属中的针状铁素体粗化及贝氏体组织退化降低了组织的交织分布倾向,主裂纹在进入和扩展出贝氏体时没有显著偏折,受到的阻碍较小,如图10d和11b中方框区域所示.这是低预热冲击断口主裂纹边界比不预热平直的主要原因,如图9b, c所示.其次,在不预热、低预热冲击断口主裂纹边部的基体中,夹杂物微孔均呈现弥散形核,其对裂纹扩展没有显著的影响.并且,预热不影响夹杂物数量及尺寸,仅对夹杂物周围VI型微孔尺寸有一定的影响,如图10d和11b所示.这表明,夹杂物只在一定程度上影响起裂功,对裂纹扩展功的影响较小,并不是影响焊缝金属韧性的主要因素. ...
Austenite grain size and the martensite-start temperature
1
2009
... 图4给出了不预热、低预热对接接头微观组织的OM像.可以看出,不预热、低预热的焊缝金属组织主要为贝氏体(B)、针状铁素体(AF)、晶界铁素体(GBF)、M-A组元等.热影响区的组织主要为板条贝氏体组织(LB)、联合贝氏体(CB),熔合区两侧的组织分别与焊缝金属及粗晶热影响区的组织接近,熔合区的边界比较清晰.M-A组元是在奥氏体向铁素体转变过程中形成的,C和合金元素向未转变奥氏体中扩散使奥氏体中富集C,冷却至室温贝氏体等组织转变完成后未转变为富C奥氏体而转变为富C马氏体及残留奥氏体.M-A组元是C等元素扩散富集后在冷却过程中形成的组织,M-A组元界面及M-A组元中C、Mn元素富集,其余的Cr、Mo、Si元素在基体中与M-A组元中分布大致相同[26].M-A组元的形成,与合金成分、相变温度、冷速、晶粒尺寸、组织间应力分布等因素相关[27]. ...
Structure-property-fracture mechanism correlation in heat-affected zone of X100 ferrite-bainite pipeline steel
1
2015
... 图5给出了不预热对接接头的M-A组元的OM形貌,其中偏亮白色的为M-A组元.对接接头中焊缝金属、熔合区靠焊缝一侧中的针状铁素体之间有弥散分布的M-A组元,焊缝金属中M-A组元的尺寸大于熔合区靠焊缝一侧,粗晶热影响区中没有形成M-A组元.这表明,焊缝金属、熔合区至热影响区M-A组元的尺寸呈现梯度分布,主要与对接接头焊后焊缝金属至母材的温度递减和冷速提高相关.焊缝金属的冷却速率较低,C等合金元素的充分扩散促进了团块状富C奥氏体的生成,在焊后冷却至室温的过程中容易形成数量较多、尺寸较大的M-A组元.热影响区的冷速比焊缝金属的高,在一定程度上抑制了C的扩散.富C奥氏体的尺寸较小,因此形成的M-A组元尺寸也较小且弥散分布在针状铁素体之间.在粗晶热影响区中母材的超低C和高冷速抑制了M-A组元的形成.Li等[28]的结果表明,C含量较高(0.07%)的690 MPa级HSLA钢母材热影响区中生成了较多的M-A组元.M-A组元显著影响冲击韧性.M-A组元的尺寸越大、含量越高、分布越集中,则冲击韧性越低.由此可见,不预热对接接头的焊缝中心、熔合线、热影响区冲击韧性依次提高,主要与焊缝金属及母材的超低C和由焊缝至母材M-A组元尺寸的梯度分布相关.另一方面,与不预热相比,低预热降低了对接接头焊后冷速,促进了焊缝金属中M-A组元等组织的形成,但是焊缝金属的冲击吸收功却呈上升趋势,如图2d所示.这表明,影响焊缝金属冲击韧性的因素,除了M-A组元还有其他因素. ...
Effects of inclusions on formation of acicular ferrite and propagation of crack in high strength low alloy steel weld metal
1
2011
... 图6给出了不预热、低预热对接接头焊缝金属、熔合区和粗晶热影响区微观组织的SEM像,图7给出了对接接头焊缝金属、熔合区中M-A组元微观组织的SEM像.可以看出,不预热焊缝金属中的贝氏体板条结构较为清晰,组织中有细小的团块状和长宽比较大的针状铁素体,其中有一定量的M-A组元以及少量尺寸为2~4 μm的晶界铁素体,其柱状晶的晶界有少量的M-A组元,如图6a和7a所示.低预热焊缝金属中的贝氏体板条结构退化,针状铁素体形貌趋于团块状和棒状,其体积分数呈上升趋势.其中还出现了较多的颗粒状M-A组元,晶界铁素体的尺寸接近3~6 μm,柱状晶晶界上有一些细小、不连续的M-A组元,如图6b和7b所示.预热降低了对接接头的焊后冷速[25],焊缝金属中的针状铁素体、M-A组元、晶界铁素体在焊后充分生成,在其比例增大的同时尺寸也增大,贝氏体中的板条结构退化.这表明,与不预热相比,低预热使冷速降低,促进了焊缝金属中针状铁素体的生成,降低了针状铁素体及贝氏体的强度而提高了其塑性和使焊缝金属的强度降低.冷速降低也改善了C等元素的扩散条件,在焊缝金属和熔合区中形成了尺寸较大、数量较多的M-A组元.但是,焊缝金属的-50 ℃冲击功并未降低,应该与针状铁素体等组织塑性的提高有关.针状铁素体能抑制裂纹的生成而降低了裂纹形成率[15,29].Strötgen等[25]、Park和Lee[11]研究了690 MPa级HSLA钢的焊接接头,也发现了以上现象.Strötgen等[25]的研究表明,在热输入为11 kJ/cm、预热温度由20~30 ℃提高至70~80 ℃时焊缝金属的-40 ℃冲击功呈上升趋势,并且其-30 ℃裂纹尖端张开位移提高.Park和Lee[11]的研究表明,在药芯焊丝电弧焊、埋弧焊预热焊接条件下,焊缝金属-20~-60 ℃冲击功比不预热的高.这表明,在不同的焊接工艺中都有以上焊缝金属韧性的变化规律. ...
Fine microstructure in fusion zone of HQ130 high strength steel
1
1999
... 不预热和低预热的对接接头,其熔合区的组织有一定的差异.在不预热条件下,熔合区靠近焊缝一侧组织的类型与焊缝组织接近,有一定量的细小M-A组元.靠近粗晶区一侧为板条贝氏体、长条状针状铁素体组织,熔合区晶界上没有M-A组元,如图6c和7c所示.在低预热条件下,熔合区靠近焊缝一侧的组织与焊缝的组织接近,与不预热相比其针状铁素体显著粗化,颗粒状M-A组元较多并出现了异常长大的针状铁素体组织,如图6d和7d所示,其中异常粗大的针状铁素体如图6d中圆圈区域所示.该组织的出现与熔合区的成分不均匀相关,不利于韧性的提高.靠近粗晶区一侧为退化贝氏体、长条状针状铁素体组织,在熔合区的晶界有少量M-A组元.另一方面,预热提高了焊缝金属及热影响区中的M-A组元的尺寸,与焊缝金属的组织相比熔合区的组织显著细化,如图7a~d所示.热影响区中M-A组元粗化的原因,与焊缝金属的相同,即低预热对接接头焊后冷速比不预热低,促进了热影响区中C等元素扩散及富C残留奥氏体生成.但是,熔合区的组织比焊缝金属的细化,主要与熔合区较高的温度梯度相关.邹增大和李亚江[30]、李擘等[31]研究高强钢焊接时发现,熔化边界处较大的温度梯度促进等轴晶的生成,界面温度梯度较小有利于促进枝状晶生成.姚成武[32]在管线钢埋弧焊焊接研究中也发现此现象,即熔合区附近晶粒尺寸比粗晶热影响区小.但是,对接接头熔合区界面的温度梯度较高,应该是其细化的主要原因:在不预热及低预热条件下,熔合区界面的温度梯度较高,容易形成长宽比及尺寸较小的针状铁素体等组织,如图7a~d所示.与焊缝金属相比,熔合区组织细化导致M-A组元之间距离缩短,促进了冲击裂纹扩展从而使其韧性降低.综上所述,与不预热相比,在低预热条件下熔合线-50 ℃冲击功降低主要与异常长大的针状铁素体及大尺寸M-A组元较密集分布相关,以上的组织形态分别与熔合区成分不均匀、熔合区较焊缝金属晶粒细化相关,促进了冲击裂纹扩展使其冲击韧性降低.与焊缝金属相比,熔合区的晶粒细化,主要与不预热及低预热条件下熔合区较高的温度梯度有关.此外,过高的预热温度将显著促进焊缝金属和熔合区中粗大M-A组元形成,不利于接头冲击韧性的提高.因此,为了实现良好的强韧性配合,预热温度需要适宜. ...
HQ130高强钢焊接熔合区的精细组织特征
1
1999
... 不预热和低预热的对接接头,其熔合区的组织有一定的差异.在不预热条件下,熔合区靠近焊缝一侧组织的类型与焊缝组织接近,有一定量的细小M-A组元.靠近粗晶区一侧为板条贝氏体、长条状针状铁素体组织,熔合区晶界上没有M-A组元,如图6c和7c所示.在低预热条件下,熔合区靠近焊缝一侧的组织与焊缝的组织接近,与不预热相比其针状铁素体显著粗化,颗粒状M-A组元较多并出现了异常长大的针状铁素体组织,如图6d和7d所示,其中异常粗大的针状铁素体如图6d中圆圈区域所示.该组织的出现与熔合区的成分不均匀相关,不利于韧性的提高.靠近粗晶区一侧为退化贝氏体、长条状针状铁素体组织,在熔合区的晶界有少量M-A组元.另一方面,预热提高了焊缝金属及热影响区中的M-A组元的尺寸,与焊缝金属的组织相比熔合区的组织显著细化,如图7a~d所示.热影响区中M-A组元粗化的原因,与焊缝金属的相同,即低预热对接接头焊后冷速比不预热低,促进了热影响区中C等元素扩散及富C残留奥氏体生成.但是,熔合区的组织比焊缝金属的细化,主要与熔合区较高的温度梯度相关.邹增大和李亚江[30]、李擘等[31]研究高强钢焊接时发现,熔化边界处较大的温度梯度促进等轴晶的生成,界面温度梯度较小有利于促进枝状晶生成.姚成武[32]在管线钢埋弧焊焊接研究中也发现此现象,即熔合区附近晶粒尺寸比粗晶热影响区小.但是,对接接头熔合区界面的温度梯度较高,应该是其细化的主要原因:在不预热及低预热条件下,熔合区界面的温度梯度较高,容易形成长宽比及尺寸较小的针状铁素体等组织,如图7a~d所示.与焊缝金属相比,熔合区组织细化导致M-A组元之间距离缩短,促进了冲击裂纹扩展从而使其韧性降低.综上所述,与不预热相比,在低预热条件下熔合线-50 ℃冲击功降低主要与异常长大的针状铁素体及大尺寸M-A组元较密集分布相关,以上的组织形态分别与熔合区成分不均匀、熔合区较焊缝金属晶粒细化相关,促进了冲击裂纹扩展使其冲击韧性降低.与焊缝金属相比,熔合区的晶粒细化,主要与不预热及低预热条件下熔合区较高的温度梯度有关.此外,过高的预热温度将显著促进焊缝金属和熔合区中粗大M-A组元形成,不利于接头冲击韧性的提高.因此,为了实现良好的强韧性配合,预热温度需要适宜. ...
Microstructure and fine structure in fusion zone of welded joint for high strength fine grain steel
1
2003
... 不预热和低预热的对接接头,其熔合区的组织有一定的差异.在不预热条件下,熔合区靠近焊缝一侧组织的类型与焊缝组织接近,有一定量的细小M-A组元.靠近粗晶区一侧为板条贝氏体、长条状针状铁素体组织,熔合区晶界上没有M-A组元,如图6c和7c所示.在低预热条件下,熔合区靠近焊缝一侧的组织与焊缝的组织接近,与不预热相比其针状铁素体显著粗化,颗粒状M-A组元较多并出现了异常长大的针状铁素体组织,如图6d和7d所示,其中异常粗大的针状铁素体如图6d中圆圈区域所示.该组织的出现与熔合区的成分不均匀相关,不利于韧性的提高.靠近粗晶区一侧为退化贝氏体、长条状针状铁素体组织,在熔合区的晶界有少量M-A组元.另一方面,预热提高了焊缝金属及热影响区中的M-A组元的尺寸,与焊缝金属的组织相比熔合区的组织显著细化,如图7a~d所示.热影响区中M-A组元粗化的原因,与焊缝金属的相同,即低预热对接接头焊后冷速比不预热低,促进了热影响区中C等元素扩散及富C残留奥氏体生成.但是,熔合区的组织比焊缝金属的细化,主要与熔合区较高的温度梯度相关.邹增大和李亚江[30]、李擘等[31]研究高强钢焊接时发现,熔化边界处较大的温度梯度促进等轴晶的生成,界面温度梯度较小有利于促进枝状晶生成.姚成武[32]在管线钢埋弧焊焊接研究中也发现此现象,即熔合区附近晶粒尺寸比粗晶热影响区小.但是,对接接头熔合区界面的温度梯度较高,应该是其细化的主要原因:在不预热及低预热条件下,熔合区界面的温度梯度较高,容易形成长宽比及尺寸较小的针状铁素体等组织,如图7a~d所示.与焊缝金属相比,熔合区组织细化导致M-A组元之间距离缩短,促进了冲击裂纹扩展从而使其韧性降低.综上所述,与不预热相比,在低预热条件下熔合线-50 ℃冲击功降低主要与异常长大的针状铁素体及大尺寸M-A组元较密集分布相关,以上的组织形态分别与熔合区成分不均匀、熔合区较焊缝金属晶粒细化相关,促进了冲击裂纹扩展使其冲击韧性降低.与焊缝金属相比,熔合区的晶粒细化,主要与不预热及低预热条件下熔合区较高的温度梯度有关.此外,过高的预热温度将显著促进焊缝金属和熔合区中粗大M-A组元形成,不利于接头冲击韧性的提高.因此,为了实现良好的强韧性配合,预热温度需要适宜. ...
高强度细晶粒碳素钢焊接接头熔合区附近的显微组织及精细结构
1
2003
... 不预热和低预热的对接接头,其熔合区的组织有一定的差异.在不预热条件下,熔合区靠近焊缝一侧组织的类型与焊缝组织接近,有一定量的细小M-A组元.靠近粗晶区一侧为板条贝氏体、长条状针状铁素体组织,熔合区晶界上没有M-A组元,如图6c和7c所示.在低预热条件下,熔合区靠近焊缝一侧的组织与焊缝的组织接近,与不预热相比其针状铁素体显著粗化,颗粒状M-A组元较多并出现了异常长大的针状铁素体组织,如图6d和7d所示,其中异常粗大的针状铁素体如图6d中圆圈区域所示.该组织的出现与熔合区的成分不均匀相关,不利于韧性的提高.靠近粗晶区一侧为退化贝氏体、长条状针状铁素体组织,在熔合区的晶界有少量M-A组元.另一方面,预热提高了焊缝金属及热影响区中的M-A组元的尺寸,与焊缝金属的组织相比熔合区的组织显著细化,如图7a~d所示.热影响区中M-A组元粗化的原因,与焊缝金属的相同,即低预热对接接头焊后冷速比不预热低,促进了热影响区中C等元素扩散及富C残留奥氏体生成.但是,熔合区的组织比焊缝金属的细化,主要与熔合区较高的温度梯度相关.邹增大和李亚江[30]、李擘等[31]研究高强钢焊接时发现,熔化边界处较大的温度梯度促进等轴晶的生成,界面温度梯度较小有利于促进枝状晶生成.姚成武[32]在管线钢埋弧焊焊接研究中也发现此现象,即熔合区附近晶粒尺寸比粗晶热影响区小.但是,对接接头熔合区界面的温度梯度较高,应该是其细化的主要原因:在不预热及低预热条件下,熔合区界面的温度梯度较高,容易形成长宽比及尺寸较小的针状铁素体等组织,如图7a~d所示.与焊缝金属相比,熔合区组织细化导致M-A组元之间距离缩短,促进了冲击裂纹扩展从而使其韧性降低.综上所述,与不预热相比,在低预热条件下熔合线-50 ℃冲击功降低主要与异常长大的针状铁素体及大尺寸M-A组元较密集分布相关,以上的组织形态分别与熔合区成分不均匀、熔合区较焊缝金属晶粒细化相关,促进了冲击裂纹扩展使其冲击韧性降低.与焊缝金属相比,熔合区的晶粒细化,主要与不预热及低预热条件下熔合区较高的温度梯度有关.此外,过高的预热温度将显著促进焊缝金属和熔合区中粗大M-A组元形成,不利于接头冲击韧性的提高.因此,为了实现良好的强韧性配合,预热温度需要适宜. ...
The development of submerged arc welding material for X80 pipeline steel
1
2006
... 不预热和低预热的对接接头,其熔合区的组织有一定的差异.在不预热条件下,熔合区靠近焊缝一侧组织的类型与焊缝组织接近,有一定量的细小M-A组元.靠近粗晶区一侧为板条贝氏体、长条状针状铁素体组织,熔合区晶界上没有M-A组元,如图6c和7c所示.在低预热条件下,熔合区靠近焊缝一侧的组织与焊缝的组织接近,与不预热相比其针状铁素体显著粗化,颗粒状M-A组元较多并出现了异常长大的针状铁素体组织,如图6d和7d所示,其中异常粗大的针状铁素体如图6d中圆圈区域所示.该组织的出现与熔合区的成分不均匀相关,不利于韧性的提高.靠近粗晶区一侧为退化贝氏体、长条状针状铁素体组织,在熔合区的晶界有少量M-A组元.另一方面,预热提高了焊缝金属及热影响区中的M-A组元的尺寸,与焊缝金属的组织相比熔合区的组织显著细化,如图7a~d所示.热影响区中M-A组元粗化的原因,与焊缝金属的相同,即低预热对接接头焊后冷速比不预热低,促进了热影响区中C等元素扩散及富C残留奥氏体生成.但是,熔合区的组织比焊缝金属的细化,主要与熔合区较高的温度梯度相关.邹增大和李亚江[30]、李擘等[31]研究高强钢焊接时发现,熔化边界处较大的温度梯度促进等轴晶的生成,界面温度梯度较小有利于促进枝状晶生成.姚成武[32]在管线钢埋弧焊焊接研究中也发现此现象,即熔合区附近晶粒尺寸比粗晶热影响区小.但是,对接接头熔合区界面的温度梯度较高,应该是其细化的主要原因:在不预热及低预热条件下,熔合区界面的温度梯度较高,容易形成长宽比及尺寸较小的针状铁素体等组织,如图7a~d所示.与焊缝金属相比,熔合区组织细化导致M-A组元之间距离缩短,促进了冲击裂纹扩展从而使其韧性降低.综上所述,与不预热相比,在低预热条件下熔合线-50 ℃冲击功降低主要与异常长大的针状铁素体及大尺寸M-A组元较密集分布相关,以上的组织形态分别与熔合区成分不均匀、熔合区较焊缝金属晶粒细化相关,促进了冲击裂纹扩展使其冲击韧性降低.与焊缝金属相比,熔合区的晶粒细化,主要与不预热及低预热条件下熔合区较高的温度梯度有关.此外,过高的预热温度将显著促进焊缝金属和熔合区中粗大M-A组元形成,不利于接头冲击韧性的提高.因此,为了实现良好的强韧性配合,预热温度需要适宜. ...
X80管线钢用埋弧焊接材料的研制
1
2006
... 不预热和低预热的对接接头,其熔合区的组织有一定的差异.在不预热条件下,熔合区靠近焊缝一侧组织的类型与焊缝组织接近,有一定量的细小M-A组元.靠近粗晶区一侧为板条贝氏体、长条状针状铁素体组织,熔合区晶界上没有M-A组元,如图6c和7c所示.在低预热条件下,熔合区靠近焊缝一侧的组织与焊缝的组织接近,与不预热相比其针状铁素体显著粗化,颗粒状M-A组元较多并出现了异常长大的针状铁素体组织,如图6d和7d所示,其中异常粗大的针状铁素体如图6d中圆圈区域所示.该组织的出现与熔合区的成分不均匀相关,不利于韧性的提高.靠近粗晶区一侧为退化贝氏体、长条状针状铁素体组织,在熔合区的晶界有少量M-A组元.另一方面,预热提高了焊缝金属及热影响区中的M-A组元的尺寸,与焊缝金属的组织相比熔合区的组织显著细化,如图7a~d所示.热影响区中M-A组元粗化的原因,与焊缝金属的相同,即低预热对接接头焊后冷速比不预热低,促进了热影响区中C等元素扩散及富C残留奥氏体生成.但是,熔合区的组织比焊缝金属的细化,主要与熔合区较高的温度梯度相关.邹增大和李亚江[30]、李擘等[31]研究高强钢焊接时发现,熔化边界处较大的温度梯度促进等轴晶的生成,界面温度梯度较小有利于促进枝状晶生成.姚成武[32]在管线钢埋弧焊焊接研究中也发现此现象,即熔合区附近晶粒尺寸比粗晶热影响区小.但是,对接接头熔合区界面的温度梯度较高,应该是其细化的主要原因:在不预热及低预热条件下,熔合区界面的温度梯度较高,容易形成长宽比及尺寸较小的针状铁素体等组织,如图7a~d所示.与焊缝金属相比,熔合区组织细化导致M-A组元之间距离缩短,促进了冲击裂纹扩展从而使其韧性降低.综上所述,与不预热相比,在低预热条件下熔合线-50 ℃冲击功降低主要与异常长大的针状铁素体及大尺寸M-A组元较密集分布相关,以上的组织形态分别与熔合区成分不均匀、熔合区较焊缝金属晶粒细化相关,促进了冲击裂纹扩展使其冲击韧性降低.与焊缝金属相比,熔合区的晶粒细化,主要与不预热及低预热条件下熔合区较高的温度梯度有关.此外,过高的预热温度将显著促进焊缝金属和熔合区中粗大M-A组元形成,不利于接头冲击韧性的提高.因此,为了实现良好的强韧性配合,预热温度需要适宜. ...
Influence of carbon, manganese and nickel on microstructure and properties of strong steel weld metals: part 3-increased strength resulting from carbon additions
1
2006
... 母材C含量不超过0.05%,不预热和低预热粗晶热影响区组织主要是超低碳贝氏体组织,在其边界未出现M-A组元.在不预热条件下,贝氏体板条结构十分清晰,含有一定量的联合贝氏体组织;在低预热条件下,粗晶区中的贝氏体板条结构显著弱化使其强度降低,联合贝氏体增多,如图4e,f、图5c和图6e,f所示.通常,超低碳贝氏体组织的强韧性匹配良好[33].粗晶热影响区中超低碳贝氏体组织确保了高韧性,且在不预热及低预热条件下粗晶热影响区中没有M-A组元,其-50 ℃冲击功的平均值维持在257~260 J.与不预热相比,低预热降低了贝氏体的强度而使其塑性提高,促进了联合贝氏体的形成.但是,联合贝氏体对韧性的负面影响不显著.通常,联合贝氏体不利于韧性的提高[1],但是其强度低于板条马氏体,硬相中一定量弥散分布的软相不会降低其韧性[34].综上所述,热影响区的组织主要是超低碳贝氏体,晶界没有M-A组元,其-50 ℃冲击功平均值维持在257~260 J.与不预热相比,低预热粗晶热影响区中的板条贝氏体退化并促进联合贝氏体的形成,联合贝氏体对韧性负面影响较小. ...
Effect of Ni on the microstructure evolution of Cr-Ni-Mo series high strength weld metal
1
2014
... 母材C含量不超过0.05%,不预热和低预热粗晶热影响区组织主要是超低碳贝氏体组织,在其边界未出现M-A组元.在不预热条件下,贝氏体板条结构十分清晰,含有一定量的联合贝氏体组织;在低预热条件下,粗晶区中的贝氏体板条结构显著弱化使其强度降低,联合贝氏体增多,如图4e,f、图5c和图6e,f所示.通常,超低碳贝氏体组织的强韧性匹配良好[33].粗晶热影响区中超低碳贝氏体组织确保了高韧性,且在不预热及低预热条件下粗晶热影响区中没有M-A组元,其-50 ℃冲击功的平均值维持在257~260 J.与不预热相比,低预热降低了贝氏体的强度而使其塑性提高,促进了联合贝氏体的形成.但是,联合贝氏体对韧性的负面影响不显著.通常,联合贝氏体不利于韧性的提高[1],但是其强度低于板条马氏体,硬相中一定量弥散分布的软相不会降低其韧性[34].综上所述,热影响区的组织主要是超低碳贝氏体,晶界没有M-A组元,其-50 ℃冲击功平均值维持在257~260 J.与不预热相比,低预热粗晶热影响区中的板条贝氏体退化并促进联合贝氏体的形成,联合贝氏体对韧性负面影响较小. ...
Ni元素对Cr-Ni-Mo系高强焊缝组织演化的影响
1
2014
... 母材C含量不超过0.05%,不预热和低预热粗晶热影响区组织主要是超低碳贝氏体组织,在其边界未出现M-A组元.在不预热条件下,贝氏体板条结构十分清晰,含有一定量的联合贝氏体组织;在低预热条件下,粗晶区中的贝氏体板条结构显著弱化使其强度降低,联合贝氏体增多,如图4e,f、图5c和图6e,f所示.通常,超低碳贝氏体组织的强韧性匹配良好[33].粗晶热影响区中超低碳贝氏体组织确保了高韧性,且在不预热及低预热条件下粗晶热影响区中没有M-A组元,其-50 ℃冲击功的平均值维持在257~260 J.与不预热相比,低预热降低了贝氏体的强度而使其塑性提高,促进了联合贝氏体的形成.但是,联合贝氏体对韧性的负面影响不显著.通常,联合贝氏体不利于韧性的提高[1],但是其强度低于板条马氏体,硬相中一定量弥散分布的软相不会降低其韧性[34].综上所述,热影响区的组织主要是超低碳贝氏体,晶界没有M-A组元,其-50 ℃冲击功平均值维持在257~260 J.与不预热相比,低预热粗晶热影响区中的板条贝氏体退化并促进联合贝氏体的形成,联合贝氏体对韧性负面影响较小. ...





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}