


目前,Inconel 718合金的连接,主要有摩擦焊、高能束流焊和钨极惰性气体保护焊(Tungstun inert gas arc welding,TIG)等方式。摩擦焊不涉及熔化和凝固等冶金变化,焊缝不存在偏析、气孔和液化裂纹,因此大量应用于圆形截面、板材等构件的连接[6~8]。高能束流焊的能量密度高、热输入小、焊缝深宽比高且需要一定的真空环境,主要用于钛合金等活性材料以及难焊接材料的连接[9~11]。摩擦焊和高能束流焊设备灵活性差且受构件结构的限制,因此在某些区域难以实现构件的连接;TIG焊的结构限制小、焊接热的输入容易调控以及适用于现场操作,是目前应用广泛的低成本焊接技术[12~14]。
在Inconel 718合金的焊后凝固过程中难熔元素(Nb和Mo等)往往发生偏析而在枝晶间生成Laves相,加之焊接产生的残余应力使材料焊接后的力学性能恶化[15,16]。为了消除焊接应力和显微偏析,对Inconel 718变形合金焊接和增材制造合金的热处理进行了大量研究。Chlebus E和M Cao等[17~20]研究了不同热处理制度对用激光性选择熔化法制备的Inconel 718合金显微组织和力学性能的影响。结果表明,合适的热处理工艺可使Inconel 718合金具有最佳的综合高温力学性能,各项性能均满足锻造标准。Reddy G M等[21]研究了锻造合金焊接工艺和焊后热处理对电子束焊接接头力学性能的影响,发现震荡电子束焊后固溶时效处理比直接时效处理的延伸率更高。关于锻造Inconel 718合金的焊接和增材制造合金的后热处理的研究较多,而关于用热等静压工艺制备的粉末冶金Inconel 718合金的焊接热处理的研究较少。鉴于此,本文用真空感应熔炼惰性气体雾化法(Vacuum induction melting inert gas atomization, VIGA)制备Inconel 718预合金粉末,然后用热等静压(Hot isostatic pressing, HIP)工艺制备粉末Inconel 718高温合金板材,测试粉末Inconel 718板材焊接接头的室温和高温拉伸性能并分析接头断裂的原因。
1 实验方法
用VIGA法制备Inconel 718合金粉末,用ICP 7300DV光谱仪测试其化学成分,用TCH600氢氧氮测试仪检测粉末中H、O和N的含量,用Masterlizer粒度仪测试粉末的粒度,用S-3400N型扫描电镜(SEM)观察预合金粉末的表面形貌。
将Inconel 718粉末装入不锈钢包套内,振实、真空脱气和封焊后放入热等静压炉中压制成形,热等静压制度为:1220~1260℃/0.5~2 h→FC→1090~1130℃/2~6 h→FC→RT,压力均高于120 MPa[22]。
为了研究粉末冶金Inconel 718合金的焊接性能,在两块180 mm×50 mm×5 mm热等静压板材上开一个60°坡口。进行TIG焊后对板材进行热处理,热处理制度为:(1) 固溶时效处理:980℃/1 h/AC+720℃/8 h→2 h→620℃/8 h/AC,记为SA;(2) 均匀化处理:1095℃/1.5 h/AC+955℃/1.5 h/AC+720℃/8 h→2 h→620℃/8 h/AC,记为HT;(3) 热等静压:将板材放到密闭容器中,在高温基础上施以各向同等的压力,记为HIP。
将金相样品打磨、抛光后进行腐蚀。腐蚀液的配比为:35 g氯化铁,100 mL盐酸,40 mL乙醇,10 mL氢氟酸和40 mL去离子水。将腐蚀液配好后,静置0.5 h。用TESCAN MIRA3型扫描电子显微镜观察合金的微观组织和断口的形貌。将样品表面抛光3~6 h以去除表面应力,通过EBSD数据分析得到晶粒尺寸和取向特征。
使用FM-700e维氏显微硬度计测试焊接接头的硬度,加载力为200 g,加载时间为15 s,相邻两点间距为500 μm。分别在INSTRON 5982和5582系列万能试验机上进行室温和高温拉伸实验,拉伸屈服前的速率为0.3 mm/min,屈服后的速率为2.3 mm/min,高温拉伸屈服前的速率为0.1 mm/min,屈服后的拉伸速率为1.6 mm/min。图1给出了拉伸试样的取样位置和尺寸。
图1

图1
焊接板尺寸和拉伸试样示意图
Fig.1
Welding plate size (a) and diagram of tensile specimen (b) (unit: mm)
2 结果和讨论
2.1 粉末的成分和形貌
表1 Inconel 718预合金粉末的化学成分(质量分数,%)
Table 1
| Element | B | C | Al | Si | Ti | Cr | Fe | Ni | Nb | Mo | H | O | N |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Content | 0.001 | 0.041 | 0.53 | 0.12 | 0.99 | 18.76 | Bal | 53.4 | 4.85 | 3.04 | <0.0010 | 0.015 | 0.017 |
图2
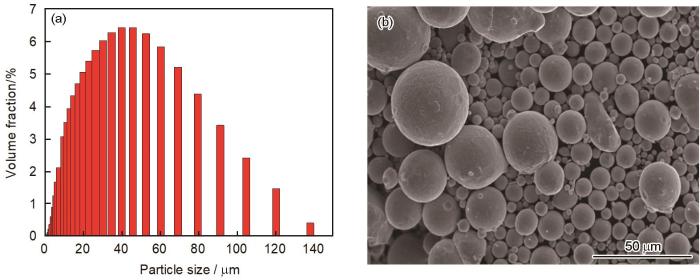
图2
Inconel 718预合金粉末的独立粒度分布和粉末颗粒的表面形貌
Fig.2
Independent particle size distribution (a) and surface morphology (b) of Inconel 718 pre-alloyed powder
2.2 Inconel 718粉末合金的组织和力学性能
采用相同的热等静压制度制备Inconel 718粉末合金坯料,观察不同热处理状态坯料的微观组织和测试其力学性能。
图3

图3
粉末合金内显微孔洞的大小和分布
Fig.3
Micro-porosity size and distribution of powder metallurgy alloy
图4

图4
不同状态粉末冶金Inconel 718合金的组织
Fig.4
Microstructure of powder metallurgy Inconel 718 alloy in different states (a) hot isostatic pressing (b) 980℃ solution and aging (c) 960℃ solution and aging
三种状态合金的室温和650℃拉伸性能的测试结果,列于表2。可见三种状态合金的强度略低于锻件,延伸率均达到锻件标准。其中热等静压态、980℃固溶处理合金的室温和650℃的延伸率,均接近20%。在960℃长时间固溶的合金其650℃延伸率为12%,与锻件的最低延伸率相当。这表明,用这种热等静压工艺成形的Inconel 718粉末合金母材具有优异的性能,可进行后续的焊接。用SA(980℃)热处理制度可制备出更加优异的综合性能,因此对后续的焊接接头用该热处理制度处理。
表2 不同状态Inconel 718合金的拉伸性能
Table 2
| State | T / ℃ | Rp0.2 / MPa | Rm / MPa | A / % |
|---|---|---|---|---|
| As-HIPed | RT | 912 | 1244 | 28 |
| SA | RT | 1065 | 1297 | 21 |
| SA2 | RT | 1083 | 1379 | 22 |
| Wrought[24] | RT | 1100 | 1345 | 15 |
| As-HIPed | 650 | 787 | 1036 | 20 |
| SA | 650 | 864 | 1043 | 20 |
| SA2 | 650 | 893 | 1115 | 12 |
| Wrought[24] | 650 | 930 | 1080 | 12 |
2.3 粉末合金Inconel 718的可焊性分析和焊接接头的组织
焊接后焊缝区域的组织和基体组织的差别,是评价焊缝质量的重要参数。X射线探伤未观察到焊接接头有宏观裂纹、气孔和夹杂等缺陷。Inconel 718的焊接接头分为三个区域:母材(Base metal, BM)焊缝(Weld metal, WM)和热影响区(Heat affected zone, HAZ),如图5所示。图6a给出了Inconel 718合金的焊接态显微组织。可以看出,焊缝区有不同形态的富含Nb的脆性金属间化合物Laves相。Laves相的化学式为(Ni, Cr, Fe)2(Nb, Mo, Ti),在枝晶间区域形成。Laves相对材料的拉伸延性、疲劳和蠕变断裂性能有害[25],因为它耗尽了沉淀强化相所需的主要元素并使裂纹萌生和扩展降低了合金的力学性能。因此,必须进行适当的热处理消除Laves相以提高合金的性能。Inconel 718合金中Laves相的溶解过程分为三个阶段,即Laves相颗粒的破碎、沿界面转移和向基体内扩散。前两个过程较快完成,长程扩散过程是影响Laves相溶解速率的决定因素[26]。在980℃固溶处理,较低的温度不足以促进Nb元素长程扩散,只有Laves相部分溶解并在其周围形成δ相(图6b)。在1095℃均匀化处理时,因升温速率较高很快达到了Laves相的溶解温度,Nb、Mo等易偏析元素向基体的长程扩散使Laves相溶解;根据不少于10张扫描图片衬度的对比,使用Image pro plus软件统计了Laves相的含量,发现焊接态Laves相的含量约为2.9%;在固溶时效处理过程中,含量约为2.4%的Laves相溶解并在其周围析出针状δ相,如图6b所示。均匀化处理后Laves相基本上全部溶解,如图6c所示。
图5
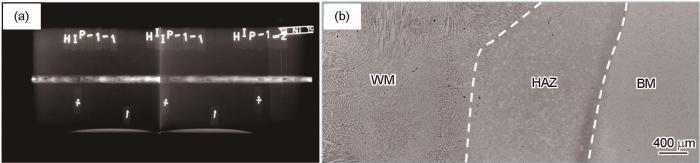
图5
Inconel 718粉末合金焊缝的X射线探伤结果和焊缝组织
Fig.5
X-ray inspection results of Inconel 718 welding joints (a) and microstructure of the welding joints (b)
图6
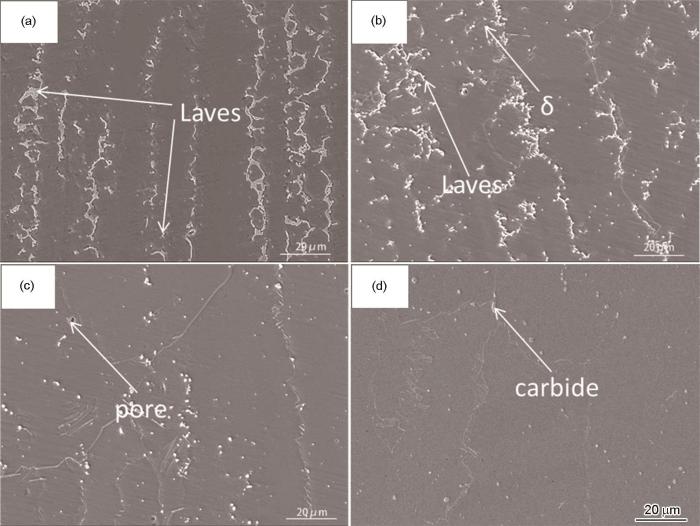
图6
不同热处理状态焊接接头横截面的显微组织
Fig.6
Microstructure of cross sections of welding joints after various heat treatments (a) as welded; (b) solution and aging; (c) homogenization and (d) hot isostatic pressing
由图5b可见,在焊缝内出现一定数量的显微孔洞。显微孔洞的存在使合金的组织不连续,受到外力作用时产生应力集中而成为潜在的裂纹源。裂纹源进一步成为裂纹扩展的通道,使合金的力学性能降低,成为构件的安全隐患。进行高温热处理在一定程度上可消除Laves相和原始颗粒边界,但是也可能产生热诱导孔洞(Thermal induced porosity,TIP)。用热等静压工艺,可对构件中的孔洞进行组织修复[27,28]。进行热等静压热处理可防止热诱导孔洞的产生,通过扩散使组织致密化可消除显微孔洞,提高合金的综合力学性能和力学性能的稳定性,从而提高合金的安全性和可靠性。图6d给出了热等静压处理后的组织。较高的热处理温度超过了Laves相的溶解温度,使Laves相的溶解扩散过程顺利进行,压力的存在使显微孔洞愈合和气孔明显减少。
2.4 粉末合金Inconel 718焊接接头的晶粒尺寸和织构分析
图7

图7
TIG焊接接头横截面不同热处理态的EBSD取向图、极图和反极图
Fig.7
EBSD analyse of cross sections of TIG welding joints after different heat treatments (a) base metal; (b) as welded and (c) homogenization
2.5 粉末合金Inconel 718焊接接头的显微硬度
显微硬度在一定条件下能敏感地反映出焊接接头不同区域的化学成分、组织结构和性能的差异[30]。进行硬度测试,可研究不同热处理工艺改变合金组织和性能变化的规律。Inconel 718 TIG焊后焊接接头的显微硬度曲线,如图8所示。焊接状态下的焊缝区其硬度明显较低,约为200~250 HV,其原因是是其缓慢应变时效的特点。在焊接凝固过程中冷却速度较高,没有析出强化相;母材的硬度也比热处理态的低,约为380 HV。主要原因是,较高的热等静压温度使强化相溶解,而在随炉冷却过程中较低的冷速使强化相析出并长大,导致硬度降低。焊后热处理,使焊缝和热影响区的硬度与母材接近。固溶时效态焊缝的硬度波动,高于均匀化处理态。其原因是,固溶时效态熔合区的Laves相没有完全溶解并在Laves相周围析出较多的针状δ相,消耗了基体中大量的Nb,而化学式为Ni3Nb的γ"强化相其形成需要一定的Nb,从而使部分区域γ"的形成量减少,使熔合区的硬度波动较大。
图8

图8
Inconel 718合金焊接接头不同热处理态的硬度分布
Fig.8
Hardness distribution of Inconel 718 alloy welded joints in different heat treatment conditions Note:WM—Weld metal; HAZ—Heat affected zone; BM—Base metal
2.6 粉末合金Inconel 718焊接接头的拉伸性能
焊接态试样的强度最低,室温抗拉强度仅为813 MPa。其原因是,焊接使γ"和γ'强化相溶解,较快的冷却使γ"和γ'相来不及析出,因此其强度比母材明显降低。固溶时效处理后抗拉强度明显提高,约为1259 MPa,强化相析出,Laves相部分溶解并在其周围析出针状δ相,δ相与Laves相连接成网使其塑性有所降低;均匀化处理后Laves相基本上全部溶解,与固溶时效处理相比,Laves相的溶解使γ基体中Nb的含量提高,从而使γ"的形成量增加,强度提高,抗拉强度达到1295 MPa。Laves相作为硬脆相,其溶解同时使合金塑性提高。均匀化处理后的合金,其综合力学性能较高。热等静压处理后Laves相溶解,组织更加均匀,显微孔洞减少,使力学性能更加稳定。650℃拉伸性能如图9b所示,与室温拉伸性能的变化趋势相似,但是高温拉伸强度和室温相比,都有所降低。
图9

图9
Inconel 718合金TIG焊后的拉伸性能
Fig.9
Tensile properties of Inconel 718 TIG welding joints at room (a) andelevated temperature 650℃ (b)
2.7 粉末合金Inconel 718焊接接头断口的形貌
图10给出了焊接接头室温拉伸试样的断口形貌。可以看出,所有拉伸断裂样品的断口均呈杯锥形,芯部为正断区或纤维区,边缘为切断区或剪切唇。焊接接头的断裂位置位于焊缝区域,焊缝经过合金熔化和凝固出现微小气孔缺陷、共晶Laves相和粗大晶粒,在拉伸实验过程中容易开裂。在焊缝向母材的过渡区域,焊接过程中的热传递使热影响区的晶粒长大。焊接接头沿枝晶优先断裂,Laves相的存在使基体与Laves相界面易出现微孔洞形核、长大并联通形成裂纹,裂纹的扩展最终断裂从而降低了焊接接头的延性。在焊接态室温拉伸断口出现许多分布比较均匀的韧窝,且表面裂纹扩展路径比较曲折。其原因是,在焊缝冷却过程中没有析出γ"相,裂纹扩展到Laves相时基体γ相协调发生塑性变形,改变了原有裂纹的扩展路径;固溶时效态韧窝沿枝晶间排列,在韧窝周围出现较薄的撕裂棱,在其表面分布有Laves相;而在均匀化处理态断口的表面没有Laves相,只有较浅的韧窝。热等静压处理后断口呈颗粒状,表面分布有浅韧窝且在颗粒之间出现裂纹。焊缝于母材的过渡区域成为薄弱的结合界面,裂纹由此产生并扩展,最终断裂。650℃拉伸断口如图11a~d所示,剪切断裂主要沿45°方向,断口的起伏较大,主要为切断区。图11a~d也给出了焊接接头的拉伸断口,与室温拉伸相似,接头优先沿枝晶扩展断裂。
图10
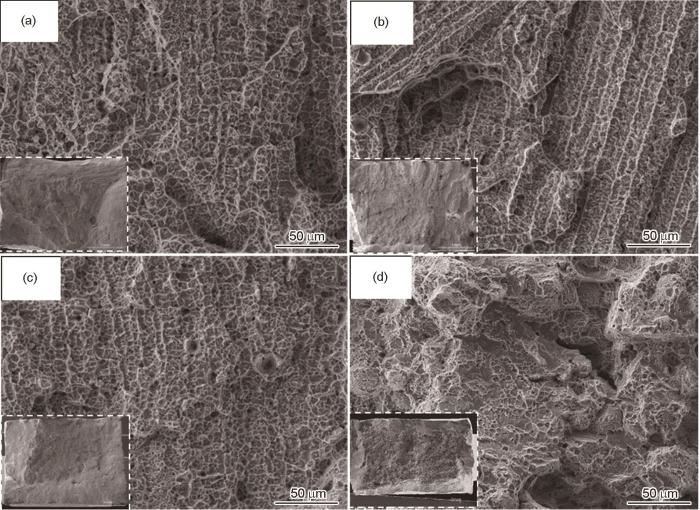
图10
TIG焊接接头不同热处理态的室温拉伸断口
Fig.10
Tensile fracture of TIG welding joints after different heat treatment at room temperature (a) as welded; (b) solution and aging; (c) homogenization (d) hot isostatic pressing
图11

图11
TIG焊接接头不同热处理态在650℃的拉伸断口
Fig.11
Tensile fracture of TIG welding joints after different heat treatment at 650℃ (a) as welded; (b) solution and aging; (c) homogenization (d) hot isostatic pressing
3 结论
(1) 用包套热等静压工艺制备的粉末Inconel 718合金为细小均匀的等轴晶,冶金结合良好,热处理后拉伸性能接近锻造的要求。
(2) 粉末冶金Inconel 718合金的可焊性好,在焊接接头未观察到宏观气孔和夹杂等焊接缺陷,热处理后接头的强度与母材的性能相当。Laves相是影响焊接接头力学性能的关键因素,均匀化处理后Laves相基本溶解,组织均匀,塑性明显提高。热等静压处理可消除焊接接头中的显微孔洞,使力学性能的稳定性提高。
(3) 在拉伸过程中微气孔优先在Laves相与基体界面处生成,其聚集形成微裂纹并最终断裂。
参考文献
Development and innovation of superalloy in China
[J].
我国高温合金的发展与创新
[J].
本文描述了我国高温合金的发展历程, 近期的科技进步与创新和今后需进行的工作.
Recent progress on evolution of precipitates in inconel 718 superalloy
[J].
Inconel718高温合金中析出相演变研究进展
[J].Inconel 718高温合金广泛应用于航空、航天、电力和国防等领域中复杂金属结构构件的制造, 其高温抗疲劳性能和蠕变持久强度与成形加工过程中微观组织的演变密切相关. 以往的研究侧重于镍基合金热加工(如定向凝固、热处理、锻造和焊接等)工艺参数的优化, 较少从析出相控制的角度来阐明冷轧、热变形、焊接等工艺与高温服役性能之间的内在联系. 本文介绍了该合金中不同类型的析出相, 包括: 主要强化相(γ'' 相)、辅助强化相(γ' 相)、γ'' 相的平衡相(δ相), 以及MX型碳氮化物和Laves相; 论述了镍基合金制备过程中不同类型析出相的析出机制及其对合金高温性能的影响; 指出了镍基合金高能电子束焊接过程中, 焊接热影响区微裂纹形成的影响因素.
Progress in the research and manufacture of GH4169 alloy
[J].
New research development of superalloy GH4169
[J].
GH4169合金的研究新进展
[J].
An overview on welding of Inconel 718 alloy - Effect of welding processes on microstructural evolution and mechanical properties of joints
[J].
Microstructure and mechanical properties of friction welded alloy 718
[J].
Microstructural characterization and mechanical property of GH4169 superalloy joints obtained by linear friction welding
[J].
Modeling of rotary friction welding process based on maximum entropy production principle
[J].
Research status of electron beam welding technology at home and abroad
[J].
国内外电子束焊接技术研究现状
[J].
Heterogeneous microstructure and associated mechanical properties of thick electron beam welded Ti-5Al-2Sn-2Zr-4Mo-4Cr alloy joint
[J].
Microstructure and hardness studies of Inconel 718 manufactured by selective laser melting before and after solution heat treatment
[J].
The failure mechanism of 50% laser additive manufactured Inconel 718 and the deformation behavior of Laves phases during a tensile process
[J].
Microstructure evolution of partially melted zone of TIG welding joint of Ni-based Inconel-718 superalloy
[J].
镍基Inconel-718合金TIG焊部分熔化区组织变化
[J].
Microstructural and mechanical properties of Inconel 718 TIG weldments
[J].
Microstructure and mechanical properties of Inconel 718 electron beam welds
[J].
Control of Laves phase in Inconel 718 GTA welds with current pulsing
[J].
Effect of heat treatment on the microstructure and mechanical properties of Inconel 718 processed by selective laser melting
[J].
Studies of standard heat treatment effects on microstructure and mechanical properties of laser net shape manufactured Inconel718
[J].
The effect of homogenization temperature on the microstructure and high temperature mechanical performance of SLM-fabricated IN718 alloy
[J].
Effect of pre- and post-weld heat treatment on metallurgical and tensile properties of Inconel 718 alloy butt joints welded using 4 kW Nd:YAG laser
[J].
Improvement of mechanical properties of Inconel 718 electron beam welds—influence of welding techniques and postweld heat treatment
[J].
Influences of hot-isostatic-pressing temperature on microstructure, tensile properties and tensile fracture mode of Inconel 718 powder compact
[J].
Preparation of powder metallurgy Ti-22Al-24Nb-0.5Mo alloys and electron beam welding
[J].
Ti-22Al-24Nb-0.5Mo粉末合金的制备及电子束焊接
[J].
Studies of standard heat treatment effects on microstructure and mechanical properties of laser net shape manufactured inconel 718
[J].
Research on laves phase re-dissolution behaviors of Gh4169 alloy steel during heat treatment process based on mathematical model
[J].
基于数学模型的GH4169合金钢在热处理过程中Laves相回溶行为的研究
[J].
Effect of re-HIPing on microstructure of HIPed TC4 alloy
[J].
二次热等静压对TC4合金组织的影响
[J].
Applications of hot isostatic pressing on cast superalloy
[J].
热等静压在铸造高温合金领域的应用
[J].
The effects of heat treatments on the microstructure and properties of Inconel 718 electron beam welding joints
[J].
热处理对Inconel 718合金电子束焊接头微观组织和性能的影响
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}