


GH4169G合金是在GH4169合金基础上,添加了适量P、B元素进行微合金化发展而成的一种先进合金[1,2],该合金在保持了GH4169合金优异综合使用性能的同时,显著延长了650℃的使用寿命,同时将使用温度提高了30℃[3,4],已成功应用于航空发动机的关键结构件[5]。目前,关于GH4169G合金的研究主要集中在热变形行为及变形后组织和热处理工艺等方面[6~8],在冶炼工艺方面的研究报道较少。同其他先进变形高温合金一样,GH4169G 合金采用“真空感应+保护气氛电渣重熔+真空自耗重熔”三联冶炼工艺生产。尽管三联冶炼工艺已实现工业化生产,但与国外相比,技术成熟度较低,冶炼过程中产生的非金属夹杂物等缺陷较多,严重影响合金的服役性能。因此,研究不同冶炼工艺条件对合金锭组织及夹杂物的影响有重要意义。
电渣重熔(ESR)作为三联冶炼工艺的中间工序,具有降低杂质元素和大块夹杂物等含量、消除真空感应熔炼(VIM)铸锭中的缩孔等缺陷、有效提高真空自耗(VAR)电极的质量以及降低高温合金出现白斑的概率[9,10]等优点。其中,熔速作为ESR技术的关键参数之一,会在很大程度上影响合金的宏微观组织及表面质量[11,12],但对铸锭纯净度方面的影响程度及机理仍存在争议。Ahmadi S[13]认为提高熔速会使夹杂物穿过渣池的频率变快,导致夹杂物数量增多。Shi X等[14]研究了实验室尺寸下的IN718合金铸锭,发现提高熔速有利于渣-金界面反应和熔渣吸附作用的动力学条件,减少铸锭中的夹杂物含量。Liu Y等[15]认为增加ESR熔速时,会导致电极增氧严重,因而降低铸锭纯净度,但没有考虑保护气氛的影响。Shi C B等[16]发现保护气氛电渣重熔(PESR)后的工具钢铸锭,由于渣中氧势较金属熔池高,铸锭中的氧含量显著增加,但熔速对铸锭的除杂效率,夹杂物尺寸及分布情况的影响较小。
本文基于氩气保护生产的ϕ430 mm GH4169G工业用电渣锭,研究了熔速对铸锭结晶组织生长过程以及夹杂物分布规律的影响,利用MeltFlow-ESR模拟软件,探究不同熔速下铸锭组织演变规律及夹杂物的运动情况,为GH4169G合金重熔过程的相关工艺提供理论依据。
1 实验方法
采用12 t真空感应炉冶炼浇铸成ϕ320 mm GH4169G合金感应电极锭,其化学成分(质量分数,%)为:Ni 52.80,Cr 18.83,Nb 5.41,Mo 3.05,Ti 1.03,Al 0.59,C 0.04,P 0.024,B 0.008,Fe余量。然后将其中2支感应电极在2 t氩气保护气氛电渣重熔炉中重熔成ϕ430 mm铸锭。两支电渣铸锭的熔速不同,其中一支铸锭采用较低熔速(LMR-Lower Melting Rate),另一支铸锭在较低熔速基础上增加1 kg/min(LMR+1 kg/min),其它工艺参数均相同。在铸锭尾部径向过中心线切取约430 mm×320 mm×20 mm的纵向低倍片,在大型磨床上将径轴面磨平并进行抛光,用CuSO4(150 g)+HCl(500 mL)+H2SO4(35 mL)溶液进行低倍组织腐蚀,再用(NH4)2SO4(10 g)+H2O(90 mL)溶液清洗试片表面,然后进行低倍组织观察。在低倍片边缘和中心切取30 mm×30 mm×20 mm的样品,分析主要易偏析元素和杂质元素在铸锭表面和心部的分布,用PW4400X射线荧光光谱仪测量合金中的Ti、Nb、Mg元素,用TCH600氧/氮/氢分析仪测定O和N含量,用IECO CS844碳硫分析仪测定S含量。
沿铸锭表面向内每隔2 mm切取一个金相试样,共切取5个试样,观察分析从铸锭表面至内部10 mm范围内夹杂物的成分、形态和分布特征;在铸锭边缘、3/4R、1/2R、1/4R及中心处切取20 mm×20 mm×20 mm的金相试样,分析不同部位的显微组织和夹杂物分布情况。以上所有试样均观察纵轴向剖面。金相试样经SiC砂纸逐级打磨后进行机械抛光,然后用HNO3(20 mL)+HCl(60 mL)+甘油(80 mL)腐蚀液进行电解腐蚀,腐蚀电压为3 V、时长4 s。采用Axiovert 200 MAT型金相显微镜(OM)和FEI INSPECT F50型扫描电子显微镜(SEM)分析铸态组织和夹杂物形态特征和分布,采用FEI INSPECT F50型扫描电子显微镜(SEM)附带的能谱仪(EDS)和岛津1600型电子探针(EPMA)对夹杂物和其它微区成分进行分析,采用Image-Pro Plus软件对夹杂物数量、尺寸,二次枝晶间距等进行定量分析和统计。采用MeltFlow-ESR软件对二次枝晶间距和夹杂物在电渣重熔过程中的行为进行了模拟分析。
2 结果与讨论
2.1 熔速对铸锭宏观组织的影响
两种熔速下的氩气保护GH4169G电渣锭的宏观组织如图1所示,它们的外侧均呈典型的柱状晶组织,心部有少量等轴晶,未见黑斑、白斑等宏观冶金缺陷。采用与枝晶生长方向垂直的方法描绘固/液界面,测量熔池深度,如图1所示,LMR和LMR+1 kg/min熔速对应的熔池深度分别为56 mm和67 mm,即提高熔速增大熔池深度。由图1还可以看出,高熔速铸锭心部的等轴晶明显增多,且枝晶组织更细。当熔速较低时,热量可以通过水冷结晶器充分地带走,也就是说由铸锭表面至心部的温度梯度可以维持在较高的水平,这显然有助于柱状晶沿热流方向由表面向内部生长。当熔速升高后,凝固速率增大,单位时间释放出的凝固潜热增加,沿铸锭表面向内部的温度梯度降低;同时如图1所示,熔池变深,这将导致熔池周围的热流变得更加紊乱,不利于柱状晶的生长,因此铸锭心部形成了更多的等轴晶[21,22]。
图1

图1
不同熔速电渣锭宏观组织
Fig.1
Macrostructure of electroslag ingot remelted with the rates of LMR (a) and LMR+1 kg/min (b)
表1为采用化学分析法测定的电渣锭边缘及中心处的化学成分。无论熔速高低,铸锭边缘和心部的S含量均<0.0005%,表明电渣重熔工艺具有良好的去S能力。在同一铸锭中,易偏析元素Nb和Ti在中心和边缘处的含量基本相同,Nb、Ti在不同熔速铸锭心部和边缘部位的含量也基本相同,表明Nb和Ti在铸锭同一高度平面内基本不存在宏观偏析,且熔速对Nb和Ti元素的宏观元素偏析无明显影响。Mg元素在不同熔速铸锭边缘和心部处的含量均<0.003%,说明其分布比较均匀。两种熔速铸锭的O含量分布基本相同,心部处含量高于边缘处。而N含量分布则相反,低熔速铸锭边缘处高于心部,而高熔速铸锭边缘处低于心部。O和N的分布可能与氧化物和氮化物夹杂分布有一定的关系。
表1 不同熔速电渣锭边缘及中心部位的化学成分
Table 1
| Melting rate | Position | Ti | Nb | Mg | N | O | S |
|---|---|---|---|---|---|---|---|
| LMR | Edge | 1.03 | 5.35 | <0.003 | 0.0090 | 0.0009 | <0.0005 |
| Center | 1.03 | 5.36 | <0.003 | 0.0060 | 0.0014 | <0.0005 | |
| LMR+1 kg/min | Edge | 0.96 | 5.37 | <0.003 | 0.0062 | 0.0009 | <0.0005 |
| Center | 0.98 | 5.40 | <0.003 | 0.0071 | 0.0013 | <0.0005 |
2.2 熔速对铸锭微观组织的影响
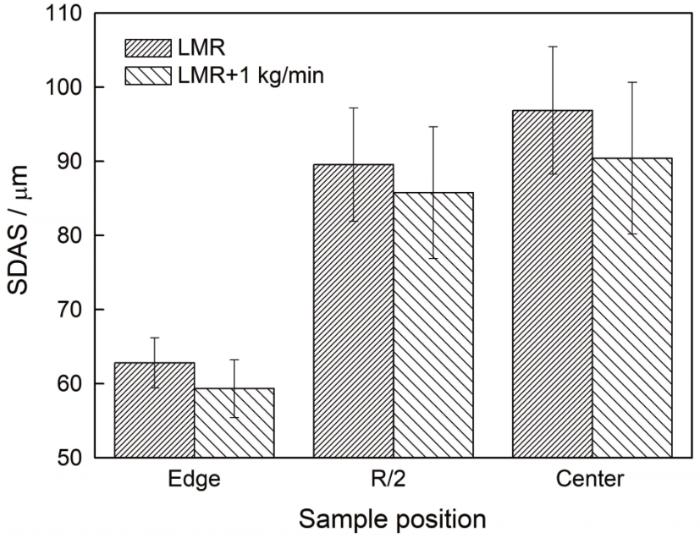
其中β1和β2是合金的成分参数,可以认为两个不同熔速熔炼铸锭的β1和β2值是相同的。因此,由于局部凝固时间LST随熔速升高而降低,所以二次枝晶间距也随熔速升高而降低。采用MeltFlow-ESR软件对二次枝晶间距进行了数值模拟,其结果如图4c、d所示,可以看出,适当增加熔速有利于提高铸锭边缘细晶区的分布范围。
2.3 夹杂物
2.3.1 熔速对夹杂物及其分布的影响
图2
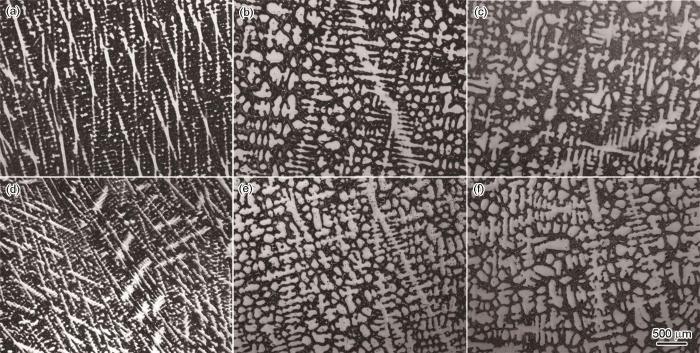
图2
电渣锭微观组织
Fig.2
Microstructures of the electroslag ingots (a) LMR edge; (b) LMR R/2; (c) LMR center; (d) LMR+1 kg/min edge; (e) LMR+1 kg/min R/2; (f) LMR+1 kg/min center
图3
低熔速和高熔速电渣锭表面不同位置处的夹杂物形貌如图5所示。扫描电镜能谱分析表明,图5a和图5e中尺寸较大且表面不平整的夹杂物可以分为两种,衬度较浅的多为富Al、Mg、Ca、Ti型氧化物夹杂(Oxide),衬度较深的多为富Ca型氟化物夹杂(Fluoride),此外,大颗粒夹杂物之间弥散分布一些小颗粒夹杂物,EDS分析表明其为氮化物夹杂(Nitride),成分列于表2中。如图5d和图5g所示,在铸锭表面之下的正常组织中,夹杂物多为以氧化物为核心析出的氮化物,很难发现独立存在的氧化物和氟化物。对夹杂物分布达到稳定态的组织进行分析,发现氮化物通常以氧化物为异质形核核心优先析出,而后又会作为碳化物的形核核心,形成三层包覆结构,如图6b所示。当氧化物等异质核心数量较少时,氮化物可以从液相中独立析出,如图7所示。无论氮化物独立析出或以氧化物为异质核心析出,其形态都比较规则,边角都比较明锐,说明其是在合金凝固过程中新析出的或原有核心继续长大的。综上可知,氧化物夹杂对于氮化物夹杂的析出具有明显的影响,在铸锭边缘,氧化物核心的密度很高,所以可见氮化物密集弥散析出的情况;在铸锭内部,氧化物核心减少,所以氮化物也呈零星分布。
图4
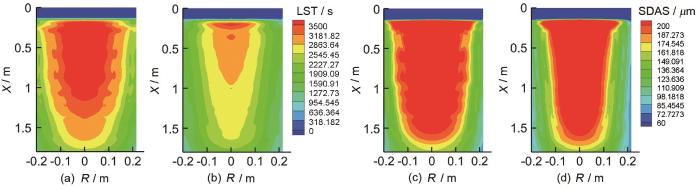
图4
采用MeltFlow-ESR软件模拟电渣重熔熔速对GH4169G铸锭局部凝固时间及二次枝晶间距的影响
Fig.4
Effects of ESR melting rate on LST and SDAS of the GH4169G alloy simulated by Meltflow-ESR software (a) LST of LMR ingot; (b) LST of LMR+1 kg/min ingot; (c) SDAS of LMR ingot; (d) SDAS of LMR+1 kg/min ingot
图5
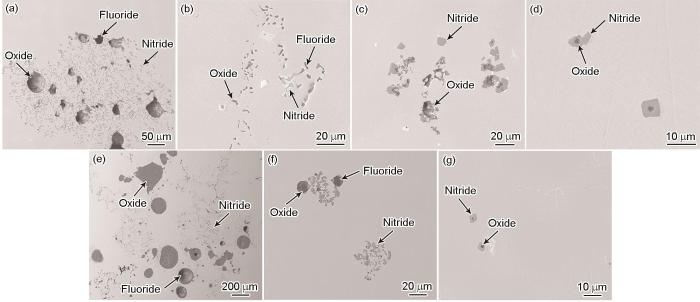
图5
铸锭距表面不同位置处夹杂物分布
Fig.5
Morphologies and distribution of inclusions at positions with different distances away from surface in ingots (a, b, c, d) LMR; (e, f, g) LMR+1 kg/min. (a, e) 2 mm; (b, f) 4 mm; (c, g) 6~8 mm; (d) ≥10 mm
表2 GH4169G电渣锭表面夹杂物成分
Table 2
| Inclusion type | O | N | C | Al | Ti | Ca | F | Mg | Nb | Ni | Cr | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fluoride | 29.28 | - | - | 9.52 | 13.89 | 9.23 | 15.61 | 5.86 | - | 10.61 | 2.69 | 3.31 |
| Oxide | 13.59 | - | - | 1.99 | 49.86 | 10.05 | - | - | - | 14.31 | 5.22 | 4.99 |
| Nitride | - | 18.38 | 5.15 | - | 58.37 | - | - | - | 14.17 | 2.22 | 1.06 | 0.64 |
在铸锭表面附近,夹杂物数量和尺寸均随着距铸锭表面距离增大而迅速降低,如图5所示。熔速对于夹杂物分布具有明显影响,对于低熔速铸锭,距表面10 mm后夹杂物数量降至最低,而高熔速铸锭距表面6 mm后夹杂物数量降至最低。对铸锭表面夹杂物数量进行统计分析结果如图8所示,从铸锭表面到心部位置,夹杂物数量呈减小后趋于稳定的变化趋势,高熔速铸锭近边缘位置单位面积内的夹杂物数量为651 个/mm2,在距边缘位置6 mm处下降到71个/mm2并基本达到稳定态;低熔速铸锭近边缘位置单位面积内的夹杂物数量为510 个/mm2,在距边缘位置10 mm处,夹杂物数量下降到84 个/mm2并基本到稳定态。高熔速铸锭较低熔速铸锭夹杂物数量的变化更显著。
图8
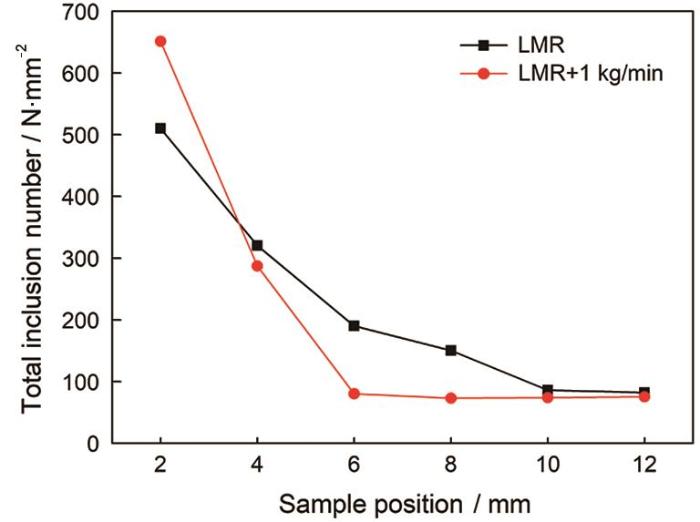
图8
铸锭距表面不同位置处单位面积内的夹杂物数量
Fig.8
Number of inclusions per unit area at different positions of ingot from surface
图 6

图 6
以MgO∙Al2O3为核心的复合夹杂物形貌及元素分布
Fig.6
Morphologies and element scanning of composite inclusions with MgO∙Al2O3 core
对于夹杂物分布达到正常状态后,其尺寸在铸锭内部各处的分布进行了统计分析,结果如图10所示。从边缘到心部,氧化物和氮化物夹杂的尺寸均逐渐增大。但从边缘到1/2R,尺寸增长速率较大,而从1/2R到心部尺寸增长速率显著降低。熔速增大,铸锭中的夹杂物尺寸减小。
图7
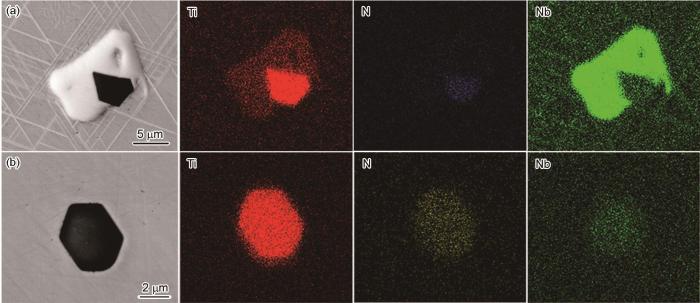
图7
以(Ti, Nb)N为核心的复合夹杂物形貌及元素分布
Fig.7
Morphologies and element scanning of composite inclusions with (Ti, Nb) N core
2.3.2 夹杂物在电渣重熔过程中的行为及熔速的影响
利用MeltFlow-ESR模拟软件,分析了不同熔速电渣锭中夹杂物的运动轨迹。在图11a~d中,熔速依次增加,其中图11b、c分别为本文采用的两个熔速。图中粉色实线代表密度较小的夹杂物,如部分氧化物夹杂;绿色实线代表与液态金属密度相近的夹杂,如氮化物夹杂;蓝色实线代表密度大于金属熔池的,受熔池浮力影响较小的夹杂,如部分富铌类夹杂。自耗电极熔化过程中液体会在电极端头汇聚形成金属液滴,当液滴受到的重力和洛伦兹力之和大于表面张力时,将会脱离电极端头向下运动进入渣池。在渣池心部,由于渣池中的流场搅动,将在渣池中形成逆时针涡流;而在结晶器侧壁区域的渣池,由于水冷作用较强,热量被大量带走,熔渣密度随温度下降而升高,在重力作用下形成顺时针涡流。而在金属熔池中,会受热场、溶质场、磁场等因素共同作用,在熔池中产生一个顺时针方向的涡流[19]。受两种涡流作用,夹杂物会向外排出。当夹杂物运动到铸锭外侧时,由于结晶器的激冷作用导致合金迅速冷却而使夹杂物被捕捉到铸锭表面。因此随着铸锭从边缘到心部距离的增加,夹杂物数量逐渐减少。由图11可以看出,当熔速增加时,渣池和熔池中的涡流强度增大,对夹杂物的去除效果更好,与低熔速铸锭相比,高熔速铸锭表面的夹杂物数量多,深度浅,如图5、8所示;内部的氧化物夹杂数量少(图9a),尺寸也小(图10a)。
图9

图9
夹杂物沿径向的数量分布情况
Fig.9
Quantity distribution of inclusions along radial direction (a) oxide; (b) nitride
图10

图10
夹杂物沿径向的平均尺寸分布情况
Fig.10
Average size distribution of inclusions along radial direction (a) oxide; (b) nitride
图 11
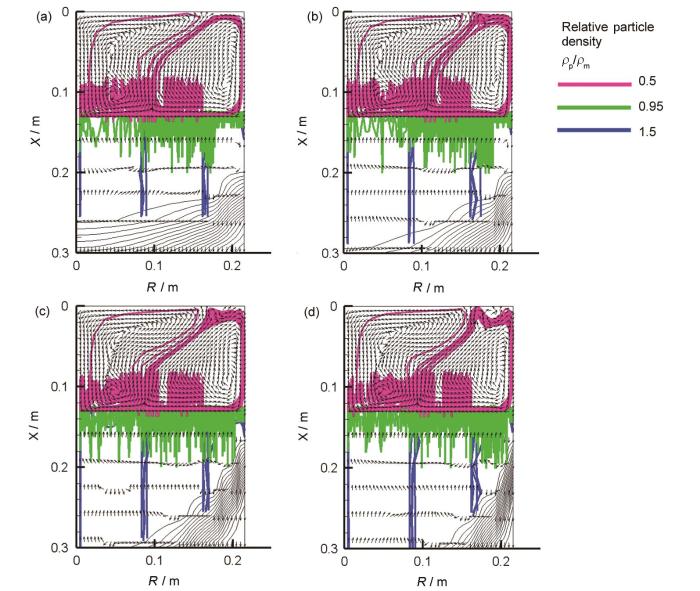
图 11
采用MeltFlow-ESR软件对不同熔速下夹杂物运动轨迹的模拟结果
Fig.11
Effects of melting rate on the inclusion trajectories simulated by using MeltFlow-ESR software (a) LMR-1 kg/min; (b) LMR; (c) LMR+1 kg/min;(d) LMR+2 kg/min
受原材料影响,GH4169G合金中的氮含量一般高于氧含量。高的氮含量易与Ti元素结合,形成氮化物夹杂,其表面能较小,凝固过程不易聚集,难以被熔渣吸收[24]。由于渣池中的温度较高,氮化物夹杂会在渣池中分解为[N]和[Ti],当这些元素随渣池涡流运动到渣皮附近。由于温度降低和一些大尺寸氧化物夹杂的脱落碎屑而快速形核,并在后续碰撞过程中长大,因此铸锭表面的氮化物夹杂尺寸不一,且呈聚集状分布于氧化物夹杂周围。高熔速铸锭由于渣池中的抛渣效果更好,因此在铸锭表面分布有更多的氧化物夹杂,为氮化物提供了更多的形核基础,因此高熔速铸锭中的氮化物夹杂在表面更集中,而在内部则相应减少。
当金属熔滴进入熔池后,会在渣/金界面之间产生剧烈波动。熔滴中密度较小的夹杂物可能会返回渣池继续溶解,但是,电渣重熔对小尺寸夹杂的去除作用有限,仍会有部分小尺寸氧化物夹杂进入熔池,最终留在铸锭当中;密度介于渣池与金属熔池之间的夹杂会在熔池中上下浮动,这部分夹杂或留在熔池当中与新生夹杂物发生混合作用,或被糊状区捕获留在铸锭内部,或随熔池中涡流运动到结晶器表面而被捕获;密度大于金属熔池的夹杂物则在重力作用下直接沉入铸锭内部。
当金属熔池中的元素含量波动满足夹杂物的析出条件后,夹杂物会直接在金属熔池中析出。由文献可知[15,24],MgO·Al2O3夹杂物的生成温度约为1600℃,TiN的生成温度约为1450℃,都远高于GH4169G合金液相线温度(约1350℃),因此会有少量氧化物夹杂优先在金属熔池中形核,当熔体中存在MgO·Al2O3质点时,它们可以作为氮化物的形核核心,使氮化物依附于它们长大(图6)。当氧化物核心被完全占据后,才会有单相氮化物析出,碳化物则在后续过程中以氮化物为异质核心点继续形核(图7)。但氧化物夹杂生长所需元素较氮化物更多,且氮化物对氧化物夹杂的依附形核,抑制了氧化物夹杂的进一步长大,因此铸锭中的氧化物夹杂尺寸要明显小于氮化物。并且由于铸锭心部的液体凝固时间延长,所以相对边缘位置,夹杂物可以生长到更大的尺寸。同样地,熔速增大也不利于夹杂物的长大,所以高熔速铸锭中夹杂物的尺寸较小,如图10所示。
3 结论
(1) 实验熔速范围内,适当提高电渣重熔熔速可以减少GH4169G铸锭局部凝固时间,进而缩短二次枝晶间距,但对Nb、Ti等易偏析元素的宏观分布影响不大。
(2) GH4169G合金电渣锭中的夹杂物主要有氧化物、氟化物和氮化物三类,熔速对铸锭中夹杂物类型影响较小。夹杂物在铸锭表面的数量最多,向内部迅速减少并趋于稳态。氮化物依附于氧化物核心长大,碳化物依附于氮化物核心长大。
(3) 提高熔速有利于夹杂物向铸锭表面运动而被捕获,因而降低铸锭表面夹杂物富集区的厚度,以及铸锭内部夹杂物的数量。此外,提高熔速缩短了夹杂物析出长大的时间,降低了夹杂物的尺寸。
参考文献
Microstructure and mechanical properties of GH4169G forging billet and disc
[J].
工业生产GH4169G合金棒材和盘锻件的组织性能
[J].
Effect of trace phosphorus and boron on the stress rupture and creep properties of direct aging In718 alloy
[J].
微量元素磷、硼对直接时效IN718合金持久蠕变性能的影响
[J].
Influence of solution treatment on creep of a new superalloy GH4169G
[J].
Effects of solution temperature on grain structure, grain boundary precipitation and creep behavior of GH4169G alloy have been investigated, and the creep mechanism and the reason for solution temperature influencing the creep of the alloy has been discussed. When the solution temperature is increased from 980℃ to 1020℃ the d phase precipitation at the grain boundaries markedly decreased, and the grain size largely increased, but the g″precipitation within the grain matrix is not influenced noticeably. In addition, the steady state creep rate at 650℃/700 MPa is greatly lowered, and the apparent activation energy is largely increased, and the creep rupture life is noticeably extended. It was determined through TEM observation that GH4169G alloy creeps mainly by twinning. The decreasing d phase precipitation helps to inhibit the creep through grain boundary slip, and the enlarged grain size naturally prohibits the twinning and hence mitigates the creep through grain deformation. As a result, the steady state creep rate of GH4169G alloy is decreased and the creep rupture life is extended.
固溶处理对GH4169G合金蠕变的影响
[J].
Evolution of microstructures and properties of the GH4169 superalloy during short-term and high-temperature processing
[J].
Research progress of wrought superalloys in China
[J].Wrought superalloys are high temperature alloys produced by casting-forging-hot rollingcold drawing, including disc, plate, bar, wire, tape, pipe etc. These products are widely used in aviation, aerospace, energy, petrochemical, nuclear power and other industrial fields. In this paper, domestic progress of wrought superalloys in recent ten years was reviewed, including advances in fabrication process, research in new alloys (GH4169G, GH4169D, GH4065 and GH4068 alloy et al.) and new techniques (deforming of FGH4096 alloy, nitriding of NGH5011 alloy and 3D printing of In718 alloy et al.).
国内变形高温合金研制进展
[J].
Dynamic recrystallization behavior of GH4169G alloy during hot compressive deformation
[J].The microstructure evolutions and nucleation mechanisms of GH4169 G alloy were studied by optical microscope, electron backscatter diffraction (EBSD) and transmission electron microscope (TEM). The hot compression tests were performed different imposed reductions in the range of true strain from 0.12 to 1.2 at the temperatures of 930 ℃-1050 ℃ with strain rates of 0.01 s-1-1 s-1. It is found that cumulative and local misorientation increase firstly and then decrease when the strain is increased due to the progress of dynamic recrystallization (DRX). The low angle boundaries (LAGBs) rapidly develop to high angle boundaries (HAGBs) at relatively high deformation temperature or the low strain rate. There are three DRX mechanisms observed for GH4169 G alloy during hot deformation. Discontinuous dynamic recrystallization (DDRX) as the dominant mechanism for GH4169 G alloy is characterized by typical necklace structures and bulged-original boundaries. Besides, different deformation bands with dislocation cells formed in deformed matrix at low temperature and large strain, which indicates that continuous dynamic recrystallization (CDRX) contributed to the DRX process. The twin boundaries lost their coherent characteristics and provide sites for nucleation, which also accelerates the nucleation of DRX.
Characteristic and mechanism of phase transformation of GH4169G alloy during heat treatment
[J].<p>By means of heat treatment at different regimes, microstructure observation and XRD analysis, an investigation has been made into the influence of heat treatment on the phases constitution and distribution regularity of GH4169G alloy. The results show that under the experimental conditions, microstructure of GH4169G alloy consists of <em>γ</em> matrix, particle-like <em>γ′</em>,disc-like <em>γ</em><sup>〞</sup>and <em>δ</em> phases, and the coherent interfaces are kept between the phases. Thereinto, microstructure of directional aging treatment ITF-DA-GH4169G alloy consists of a few <em>γ′</em>phase, lots of <em>γ</em><sup>〞</sup> and <em>γ</em> phases, however, long-time aging treatment ITF-DA-LTA-GH4169G consists of a few <em>γ′</em>,lots of <em>γ</em><sup>〞</sup>, <em>γ</em> and needle-like <em>δ</em> phases. As the Nb atom diffuses into the lattice of <em>γ′ </em> phase during the aging treatment,<em>γ</em><sup>′ </sup>-Ni<sub>3</sub>Al phase with L1<sub>2</sub> structure is transformed into<em>γ</em><sup>〞</sup>-Ni<sub>3</sub>Nb phase with DO<sub>22</sub> structure when the Nb and Ni atoms on (001) plane of <em>γ′</em> phase migrate along 1/2<110> direction. With the growth of <em>γ</em><sup>〞</sup> phase during the long term aging, the given crystal plane in the new parallelepiped migrates along the 1/6<112> direction, which makes the <em>γ</em><sup>〞</sup> phase transform into <em>δ</em>-Ni<sub>3</sub>Nb phase with DO<sub>a</sub> structure. Moreover, the <em>γ</em><sup>〞</sup> phase may grow up into the disc-like configuration along the <em>c</em>-axis direction due to the restriction of the <em>a</em>- and <em>b</em>-axis coherent interfaces. And it is a main reason that the <em>δ</em>-Ni<sub>3</sub>Nb phase grows into needle-like configuration along the (100) plane due to the {200}<em><sub>δ</sub></em> plane of<em>δ</em> phase keeps coherent interface with {111}<em><sub>γ</sub></em> plane of <em>γ</em> matrix phase.</p>
GH4169G合金热处理期间的相转变特征与机理分析
[J].通过组织形态观察和XRD分析, 研究了热处理对GH4169G合金相组成和分布规律的影响.结果表明, 在实验条件下, 合金的组织结构由γ基体、粒状γ′相、圆盘状γ<sup>〞</sup>相和δ相组成, 且各相之间保持共格界面, 其中,直接时效处理ITF-DA-GH4169G合金由少量γ′相、大量γ<sup>〞</sup>相和γ基体组成, 而长期时效处理ITF-DA-LTA-GH4169G合金由少量γ<sup>′</sup>相、大量γ<sup>〞</sup>相和γ相及针状δ相组成. 时效期间,随着合金中Nb原子扩散进入γ′相, 使γ′相(001)面的Nb和Ni原子沿1/2方向迁移, L1<sub>2</sub>结构的γ′-Ni<sub>3</sub>Al相可转变成DO<sub>22</sub>结构的γ<sup>〞</sup>-Ni<sub>3</sub>Nb相. 随时效时间延长, γ<sup>〞</sup>相长大,γ<sup>〞</sup>相单胞中的平行六面体沿特定晶面发生1/6位移,促使γ<sup>〞</sup>相转变成DO<sub>a</sub>结构的δ-Ni<sub>3</sub>Nb. 其中,γ<sup>〞</sup>相中的a, b轴与γ基体和γ<sup>′</sup>相保持共格界面,可使其沿c轴生长成为圆盘状形态; 而δ-Ni<sub>3</sub>Nb相的{200}<sub>δ</sub>晶面与γ基体的{111}<sub>γ</sub>晶面保持共格界面, 是促使δ相沿(100)晶面生长成为针状的主要原因.
Microstructure and creep property of isothermal forging GH4169G superalloy
[J].
Reducing defects in remelting processes for high-performance alloys
[J].
Effects of different melting technologies on the purity of superalloy GH4738
[J].
Study on formation mechanism and prevention methods for electros lag remelting steel ingots
[D].
电渣重熔钢锭中黑斑的形成机理及控制措施研究
[D].
Research on the surface quality of ESR large slab ingots
[J].
Evaluation of the electroslag remelting process in medical grade of 316LC stainless steel
[J].This study is focused on the effects of electroslag remelting by prefused slag (CaO, Al2O3, and CaF2) on macrostructure and reduction of inclusions in the medical grade of 316LC (316LVM) stainless steel. Analysis of the obtained results indicated that for production of a uniform ingot structure during electroslag remelting, shape and depth of the molten pool should be carefully controlled. High melting rates led to deeper pool depth and interior radial solidification characteristics, while decrease in the melting rates caused more reduction of nonmetallic inclusions. Large shrinkage cavities formed during the conventional casting process in the primary ingots were found to be the cause of the fluctuation in the melting rate, pool depth and extension of equiaxed crystals zone.
Effects of remelting current on structure, composition, microsegregation, and inclusions in Inconel 718 electroslag remelting ingots
[J].
Effect of current on segregation and inclusions characteristics of dual alloy ingot processed by electroslag remelting
[J].
Evolution of oxide-sulfide complex inclusions and its correlation with steel cleanliness during electroslag rapid remelting (ESRR) of tool steel
[J].
Research on the development of mathematical model of the whole process of electroslag remelting and the process simulation
[J].<p>Electroslag remelting (ESR) is duly an important process for the production of high quality special steels and superalloys. Conventional ESR research has long been known as trial and error approach, which is excessively expensive and time-consuming, due to the complex process mechanism involving interactions of multiple physical fields, simultaneous phase transformations and chemical reactions. As the alternative way of study, ESR numerical simulation has been profoundly developed. Till now, systematically formulated model could demonstrate so many aspects of the process including electromagnetic field, fluid flow, heat and mass transfer, electrode melting, ingot solidification, slag/metal interface phenomenon, solidification structure parameters, ingot elements distribution, <i>etc</i>. There is a trend of multi-scale combined simulation, trying to bridge the gap between macro- and micro-scopes, thus could realize the control of solidified structure. Numerical modeling and simulation of ESR process have been widely accepted for its superiority of low cost, high speed, flexible adaptability and systematic results. Through combination of simulation and experiment, the ESR R&D process can be significantly promoted. Further, with the newly developed control technology supported by theoretical models, high precision and perfect quality control are expected to achieve. In this work, a mathematical model and the calculating code for the simulation of practical ESR process were developed based on multi-physics coupling calculation. The model considers many features of the process including the heat of the dropping liquid metal from the electrode, the naturally formed melt pool and the growing of the ingot, the cooling shrinkage of the solidified ingot away from the mould boundary, the changed slag skull thickness along the ingot growing direction, the matching between melt rate and input melting parameters, the specific boundary conditions, <i>etc</i>. The model covers physics of electromagnetic field, fluid flow, heat transfer, and melting and solidification during the remelting process, giving the characteristic information about distributions of temperature and liquid phase volume fraction, shape and size of melt pool and mushy zone, <i>etc</i>. highly concerned with the process control. Using history of temperature distributions and evolution, the model can compute various solidification parameters closely related to the ingot quality. The model realizes predictions for the unknown ESR process with steady state mode calculation and also analysis in transient mode of the whole ESR process from the melting start point of electrode to the end of cooling stage of ingot within the mould. Electromagnetic fields and steady and transient process simulations were carried out and discussed here for the practical IN718 alloy ESR process. The simulated melt pool profile and its depth size approximate to the experimental result of the ingot dissection analysis, and the predicted secondary dendrite spacing distribution coincides with the pictures of dendrite structure analysis fairly well. The model could be applied to the process analysis and optimization, and provide important technical support for the R&D of new product and technology.</p>
电渣重熔全过程的数学模型开发及过程模拟研究
[J].
Numerical study on the removal and distribution of non-metallic inclusions in electroslag remelting process
[J].
Numerical analysis of inclusion motion behavior in electroslag remelting process
[J].
Investigation on slag–metal-inclusion multiphase reactions during electroslag remelting of die steel
[J].
Effect of melting rate on microstructure of IN718 alloy vacuum arc remelting ingot
[J].
熔速对IN718合金真空自耗铸锭组织的影响
[J].
Structure, microsegregation, and precipitates of an alloy 690 ESR Ingot in industrial scale
[J].
Review of mathematical models of fluid flow, heat transfer, and mass transfer in electroslag remelting process
[J].
Mechanism of removal of non-metallic inclusions in the ESR process
[J].
电渣重熔去除夹杂的机理
[J].
An investigation of mechanism on the removal of oxide inclusions during ESR process
[J].The mechanism on the removal of oxide inclusions during ESR process hasbeen investigated. The alumina inclusions may effectively migrate from moltenmetal into CaF_2-Al_2O_3-SiO_3 liquid slag pool contained 30% alumina and 7%silica. The oxidation of Al by SiO_2 at the slag/metal interface did not result anincrease of alumina inclusions in metal. Atmospheric oxygen was found to be de-leterious for the removal of alumina inclusions. It has been proposed that thevariation of interface energy may directly affect the behaviour of oxide inclusions inESR process. The thermodynamic requirements for removal of oxide inclusionsby the slag/metal interaction should be: ΔF=(c-σ_(m/i))2πRh+σ_(m/s)πr~2<0where σ_(s/i), σ_(m/i) and σ_(m/s)——interface energy of slag/inclusion, metal/inclusionand metal/slag interaction respectively. From viewpoint of interface enrgy, an explanation would be possible to cla-rity why the migration of the oxide inclusion clusters tends to stay along the freesurface of metal or the refractory/metal interface.
电渣重熔过程中氧化物夹杂去除机理的探讨
[J].
Oxide inclusion behaviour during consumable electrode remelting
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}