


点阵结构性能的提高受许多因素制约,如点阵材料、芯体制备方法等,其中面板与芯体的连接质量是影响其性能的重要因素[9]。点阵结构的面芯连接,可使用胶接、钎焊、超塑成形/扩散连接等方法[10, 11]。与传统焊接方法相比,激光焊接是一种高效精密的焊接方法,使用高能量密度的激光束作为热源,有加工速度和效率高、焊接变形小、工艺灵活、污染小、缺陷少等优点[12]。可根据微观组织分析和力学性能测试评价焊接节点的质量[13],焊接参数的选择对焊接接头的微观组织、缺陷的产生和力学性能有重要的影响 [14~16]。因此,得到优化的激光焊接参数非常有必要。Quazi等[17]研究了激光参数对钛合金与钢、铝、镁等不同工程合金焊接的影响,发现高功率有利于抑制脆性IMC的生成。Xu等[18]分析了用不同速度激光焊接TC4钛合金接头的微观组织和力学性能,研究了显微硬度与晶粒取向的关系。结果表明:随着焊接速度的的提高显微硬度的梯度增大。张颖云等[19]用正交试验法研究了焊接参数对1.2 mm TC4激光焊接焊缝力学性能的影响,有效控制了孔洞的出现。Gao等[20]优化0.8 mm厚TC4薄板的激光焊接工艺参数,抑制了焊接气孔的生长。Kumar等[21]研究了激光焊接2 mm钛合金中保护气体的有效性,证明氩气能使熔池免于污染。
基于激光焊接钛合金的优势,本文以TC4钛合金为面板、以用节点下压法成形的TC4金字塔点阵为芯体研究激光功率、离焦量和停留时间对面芯连接中焊点直径的影响。进行点阵结构的面芯连接制备钛合金金字塔点阵结构,分析焊接节点的微观组织以得到熔焊区、热影响区和母材区的组织变化和显微硬度的分布规律。进行点阵结构的平压实验以得到桁架杆的变形和失效规律。
1 实验方法
表1 TC4钛合金的成分
Table 1
| Element | Al | V | Fe | C | O | Ti |
|---|---|---|---|---|---|---|
| Content | 6.0 | 4.1 | 0.19 | 0.02 | 0.16 | Bal. |
图1
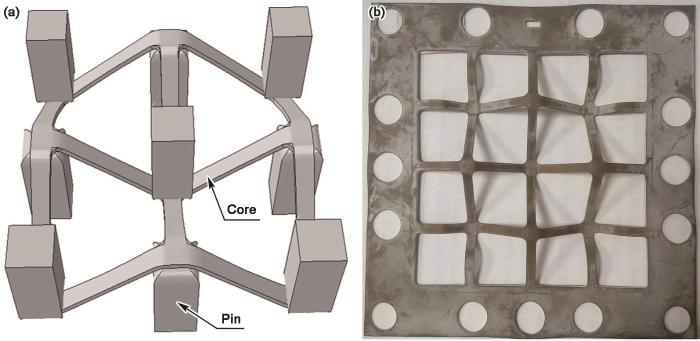
图1
用高温节点下压法制备的金字塔点阵芯体
Fig.1
Pyramid lattice core manufactured by high-temperature alternating pin-press method (a) schematic, (b) pyramid lattice core
使用TLR-6000型光纤激光器进行激光焊接,激光波长为1070 nm,聚焦光斑直径为0.2 mm,最大输出功率6 kW,保护气体为氩气。使用快速夹具加持待焊试件,如图2所示。
图2
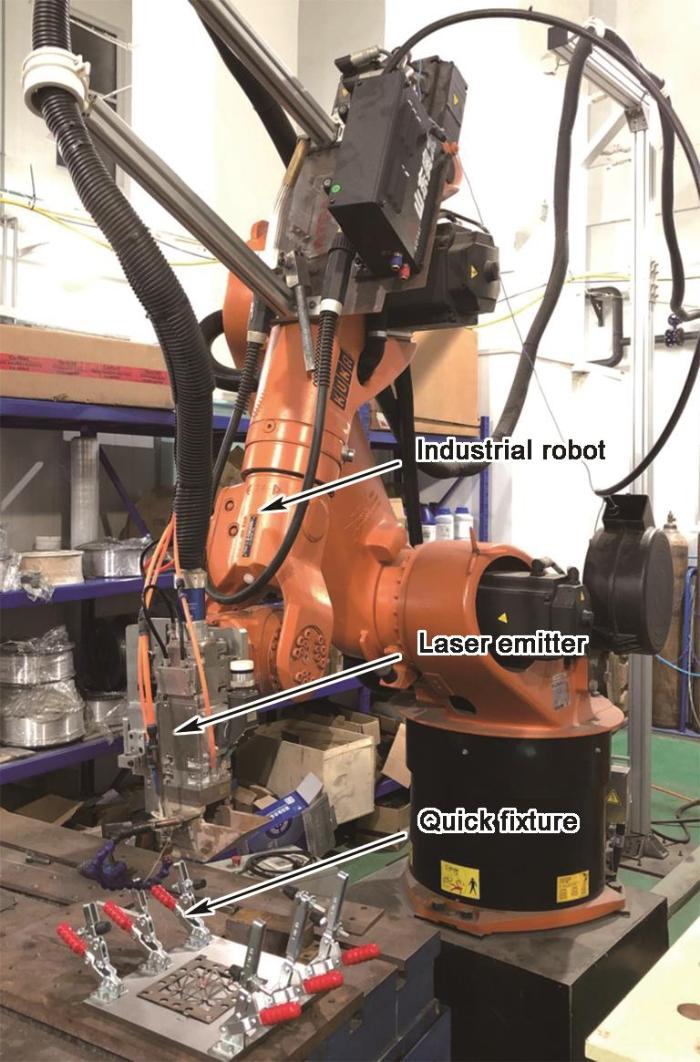
图3
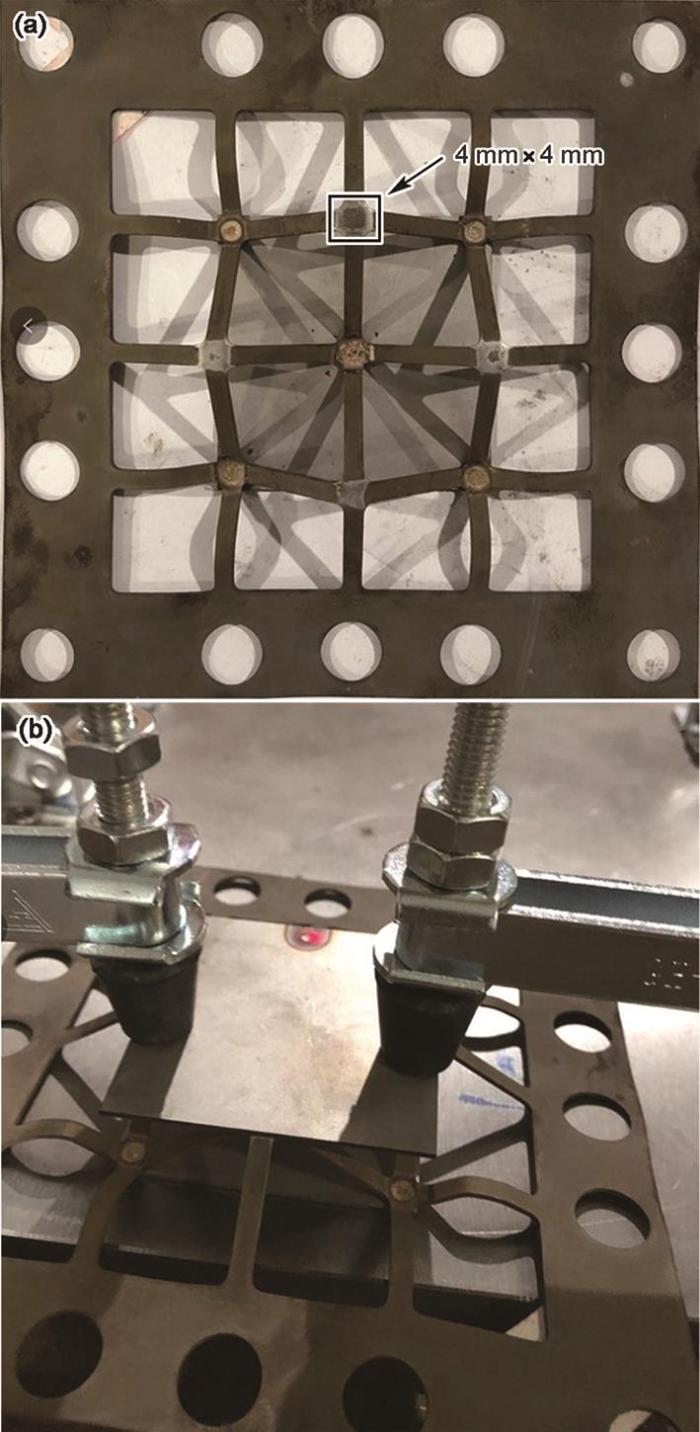
图3
点阵芯体的焊接
Fig.3
Welding of the lattice structure (a) lower panel, (b) upper panel
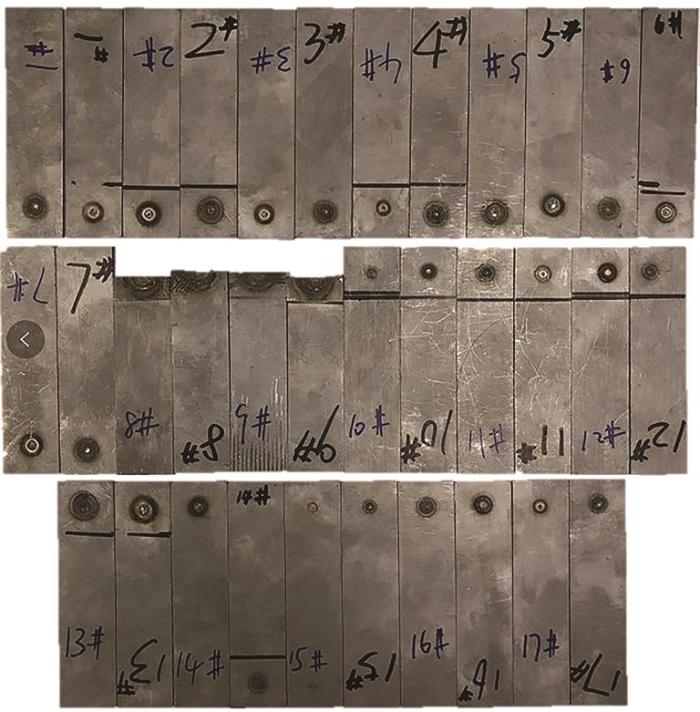
TC4点阵芯体与面板的激光焊接,即芯体节点平面与面板的激光搭接焊,搭接件的激光焊强度随焊接面积的增加而增大,待焊点阵芯体节点的平面区域如图3所示,尺寸为4 mm×4 mm。点焊的焊接区域为圆形,焊点直径为4 mm对应的焊接参数为较佳参数。为了得到尺寸合适、性能良好的焊接接头,必须精确控制激光焊的热输入。实验中优化了焊接热输入的主要影响因素激光功率、离焦量和停留时间。Box-Behnken design (BBD)是一种适合三因素三水平的高效实验设计方法,所需实验较少。为了得到理想的焊点直径,选用BBD实验设计方法优化焊接参数。选用尺寸为50 mm×10 mm×1.1 mm的TC4钛合金试件进行搭接点焊和拉剪实验,并测量拉断后断裂面的焊点直径。
为了评价芯体和面板的激光焊接质量,对点阵结构焊后节点区域进行线切割、打磨、抛光和腐蚀,然后用金相显微镜观察各处的微观组织。实验的腐蚀液是成分为3% HF+6% HNO3+90% H2O(均为体积分数)的Koll’s试剂。为了分析接头处微观硬度的分布规律,用400#砂纸打磨试件表面,用MHV-1000Z+LCD显微维氏硬度计测量试件的显微硬度,载荷为0.1 kg,保载时间为10 s。分别在距焊接中心0、2、3、4、5 mm处各取三个点,测量其显微硬度取其平均值。
使用MTS-E45万能试验机测量点阵结构的平压性能,使用球形支座以保证压缩载荷始终沿垂直点阵面板方向。参考国标《GB/T 1453-2005夹层结构或芯子平压性能试验方法》,采用位移加载方式,下压位移为10 mm,加载速度为0.5 mm/min,使用摄像机全程录像。
2 结果和讨论
2.1 用响应曲面法优化焊接参数
表2 用响应曲面法分析激光焊接的参数因素和水平
Table 2
| Label | Factors | Levels | ||
|---|---|---|---|---|
| -1 | 0 | 1 | ||
| A | Laser power/kW | 1 | 1.5 | 2 |
| B | Defocus quantity/mm | 20 | 30 | 40 |
| C | Residence time/s | 0.5 | 1 | 1.5 |
表3 激光焊接参数优化响应曲面的实验设计和结果
Table 3
| No. | Laser power /kW | Defocus quantity /mm | Residence time/s | Diameter of solder spot /mm |
|---|---|---|---|---|
| 1 | -1 | 1 | 0 | 1.85 |
| 2 | 1 | 0 | 1 | 4.06 |
| 3 | 0 | 0 | 0 | 2.21 |
| 4 | 0 | 0 | 0 | 2.53 |
| 5 | 1 | 0 | -1 | 1.93 |
| 6 | -1 | 0 | 1 | 1.83 |
| 7 | 0 | -1 | 1 | 7.43 |
| 8 | 0 | 0 | 0 | 2.67 |
| 9 | -1 | 0 | -1 | 1.19 |
| 10 | 0 | 0 | 0 | 2.3 |
| 11 | 0 | -1 | -1 | 4.58 |
| 12 | -1 | -1 | 0 | 3.35 |
| 13 | 0 | 1 | 1 | 3.23 |
| 14 | 0 | 1 | -1 | 0.89 |
| 15 | 1 | -1 | 0 | 8.6 |
| 16 | 0 | 0 | 0 | 2.3 |
| 17 | 1 | 1 | 0 | 2.32 |
图4
通过Design-Expert将功率、离焦量与停留时间对焊点直径D的影响进行回归分析,得到焊点直径D与激光功率A、离焦量B和停留时间C的函数关系,其多元二次回归方程为
对回归方程进行方差分析以确定功率、离焦量和停留时间对焊点直径影响的显著性和对焊点直径预测的精度,方差分析结果列于表4。
表4 焊点直径数学模型的方差分析表
Table 4
| Source | Sum of squares | Degree of freedom | Mean square | F value | P value |
|---|---|---|---|---|---|
| Model | 66.61 | 9 | 7.40 | 28.39 | 0.0001 |
| A | 9.44 | 1 | 9.44 | 36.21 | 0.0005 |
| B | 30.69 | 1 | 30.69 | 117.74 | <0.0001 |
| C | 7.92 | 1 | 7.92 | 30.38 | 0.0009 |
| AB | 5.71 | 1 | 5.71 | 21.91 | 0.0023 |
| AC | 0.56 | 1 | 0.56 | 2.13 | 0.189 |
| BC | 0.065 | 1 | 0.065 | 0.25 | 0.6328 |
| A2 | 0.024 | 1 | 0.024 | 0.093 | 0.7689 |
| B2 | 12.23 | 1 | 12.23 | 46.90 | 0.0002 |
| C2 | 0.023 | 1 | 0.023 | 0.087 | 0.7763 |
| Residual | 1.82 | 7 | 0.26 | - | - |
| Lack of fit | 1.68 | 3 | 0.56 | 15.34 | 0.0117 |
| Pure error | 0.15 | 4 | 0.036 | - | - |
| Cor total | 65.44 | 16 | - | - | - |
用F值检验样本的结果代表总体的真实程度,与拟合方程显著性成正相关。该模型的F值为28.39,说明其拟合程度较好。P值为假设几率,其大小反映各因素和模型对响应值影响的显著性。P值为0.0001,说明干扰产生如此大F值的几率只有0.01%。P值小于0.05说明该项目的影响是显著的,因此项目A、B、C、AB、B2是显著项目;P值大于0.1000表明该项目的影响不显著,因此AC、BC、A2、C2的影响是不显著的。将不显著的项去除以提高模型精度,得到简化后的回归方程
图5
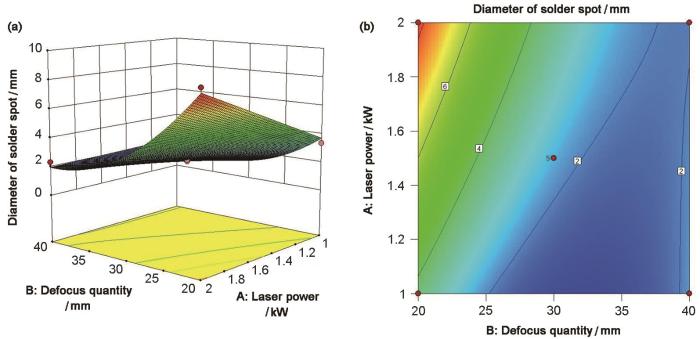
图5
焊点直径、功率和离焦量的响应曲面和等高线
Fig.5
Response surface and contour map of welding spot diameter, laser power and defocus quantity
金字塔型点阵芯体节点与面板焊接时的散热条件比较差(对比焊接拉伸试件),即在工艺参数相同的条件下焊接点阵芯体与面板时焊点直径与热影响区域更大。同时,焊接芯体与上、下面板时的散热条件也不同,焊接下面板时的散热条件比较差,如图3所示。因此,需要确定一组基础焊接参数,再通过试焊确定最终的焊接参数,使焊接点阵芯体与面板时的焊点直径约为4 mm。对激光焊接参数响应曲面模型的分析结果表明,该模型的显著性高,具有较好的预测精度,因此用该数学模型优选焊接参数。设焊点直径的取值范围为3 mm~4 mm以优化出基础焊接参数,约束函数为
使用Design-Expert软件可得优化条件为A=1.745 kW,B=29.293 mm,C=1.097 s。焊接上下面板时的散热条件不同,因功率的影响最显著而选择B=30 mm,C=1 s,调整功率参数后确定最终的焊接参数为:焊接上面板的功率为1.4 kW,离焦量为30 mm,停留时间为1 s;焊接下面板的功率为1.2 kW,离焦量为30 mm,停留时间为1 s。基于优化的焊接参数通过激光焊接点阵芯体和面板所得的TC4金字塔三维点阵结构,如图6所示。图6b、c分别给出了图6a中的上下面板。激光焊接对面板表面形貌的影响较大,在焊点周围出现金属堆积,在焊点中心出现下塌。上面板表面的质量比下面板差,因为焊接上面板时激光束直接照射面板,热输入较高。
图6

图6
激光焊TC4 1×1单元点阵结构
Fig.6
Laser welding TC4 1×1 unit lattice structure (a) pyramid lattice structure connected by laser weld-ing, (b) upper panel, (c) lower panel
2.2 对焊接节点的微观组织
TC4是α+β双相钛合金,从图7可见TC4板材未加工时的原始组织,由等轴α组织及其中分布的点状β组织组成。
图7

图8a~d给出了与图6所示激光焊接TC4 1×1单元点阵结构中Ⅰ、Ⅱ、Ⅲ和Ⅳ区域对应的微观组织。从图8a可见,与原始组织相比,只参与高温芯体成形的母材区其微观组织晶粒更加细化,为分布均匀的等轴α相+β相组织。由图8b可见,热影响区受热传导影响其温度高于相变温度。在高温下α相转变成高温β相,高温β相在冷却过程中析出若干平行针状马氏体组织。由图8c可以看出,熔焊区主要由粗大的β相组成,其中镶嵌有针状的α相。其原因是,熔焊区的热量输入最高,大量α相转变为β相,β相晶粒受热长大成大尺寸晶粒,焊后急冷时有更多的针状α相从β相中析出。由图8d可以看出,母材区和熔焊区之间为热影响区,热影响区的长度约为1.424 mm,晶粒比母材区的粗大。
图8
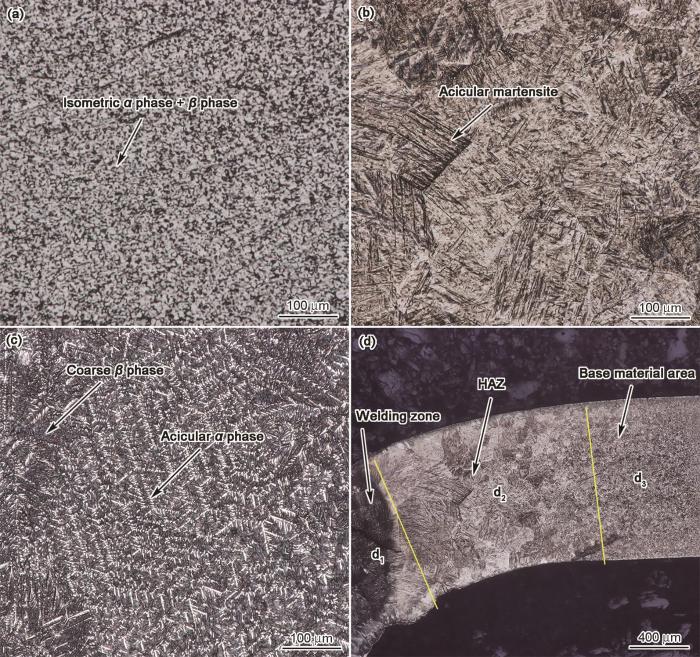
图8
不同区域的微观组织
Fig.8
Microstructure in different zone (a) base material zone, (b) heat affected zone, (c) welding zone, (d) plastic hinge zone
测试了从焊接中心沿芯体板截面的显微硬度,图9给出了焊接接头区域的显微硬度分布。可以看出,焊接中心区域的显微硬度为581HV,母材的硬度为319HV,而热影响区的显微硬度在二者之间,且越靠近熔焊区硬度越高。针状马氏体相中有较高密度的位错和较多的孪晶,其中大量的相界使接头的硬度提高。这表明,焊接接头的硬度与针状马氏体的含量有关。在焊接过程中熔焊区的温度最高,越靠近熔焊区针状马氏体的含量越高(图8),因此焊接中心的显微硬度高于热影响区,热影响区的显微硬度高于母材。使钛合金马氏体转化的快速冷却,产生了更多的晶格缺陷[18]。还有研究[25]表明,钛合金塑性下降的原因之一是晶粒粗大。与母材相比,熔焊区和热影响区的晶粒较为粗大,塑性较低。因此,受力时点阵结构的破坏可能先发生在熔焊区或热影响区。
图9
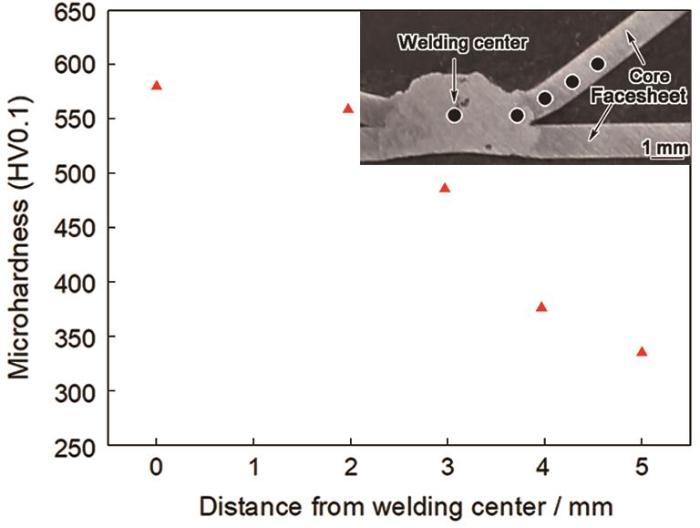
图9
激光焊接点阵结构接头处显微硬度的分布
Fig.9
Distribution of microhardness at the joint of laser welded lattice structure
2.3 激光焊接点阵结构的平压性能
图10
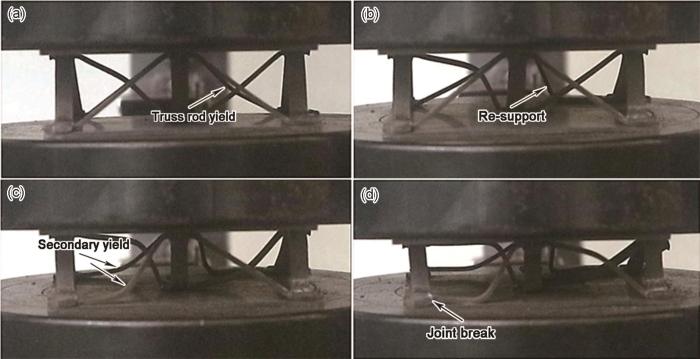
图10
激光焊接点阵压缩实验中金字塔点阵的失效过程
Fig.10
Failure process during compression of laser welding lattice structure
图11
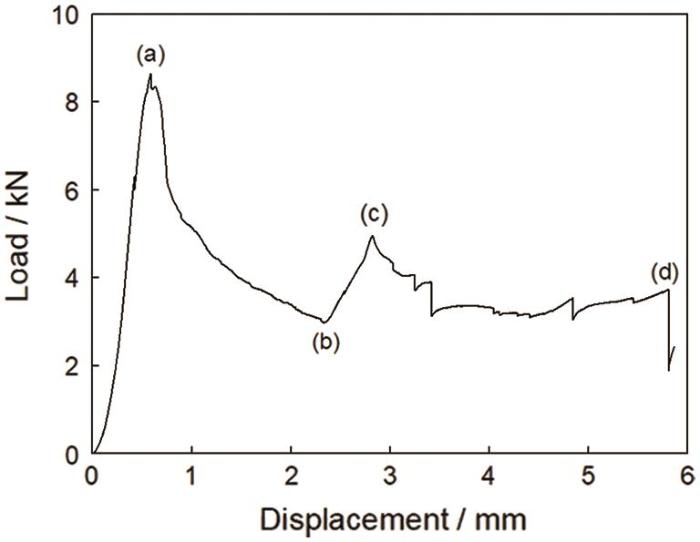
图11
激光焊点阵结构的压缩载荷位移曲线
Fig.11
Compression load displacement curve of laser welding lattice structure
桁架杆断裂的位置在热影响区。桁架杆断裂,可能是平压实验加载时载荷的不连续性和焊接缺陷造成[16]。微观分析结果表明,在热影响区分布着大量针状马氏体。针状马氏体的显微硬度较高,且晶粒粗大、塑性较差,受力时易发生破坏。这是实验中断裂发生在热影响区的原因。在压缩过程中一根桁架杆先屈服,可能是成形后的芯体有缺陷或激光焊接产生的热变形造成的。
参照国标中对夹心结构平压强度和平压弹性模量(以下简称平压模量)计算的规定,点阵结构的平压强度可表示为
式中σ为点阵结构平压强度(MPa);p为破坏载荷(N);F为点阵结构横截面积(mm2)。点阵结构的平压模量(MPa)为
式中∆P为载荷-位移曲线上直线段的载荷增量(N);h为点阵结构厚度(mm);tf为面板厚度(mm);∆h为对应于∆P的压缩变形增量(mm)。计算结果表明,激光焊点阵结构的平压强度为3.09 MPa,平压模量为153.25 MPa。
3 结论
(1) 用响应曲面法优化TC4钛合金金字塔点阵结构激光焊接工艺参数,激光功率、离焦量和停留时间对焊接直径的影响都非常显著,以激光功率的影响为最。点阵结构面芯激光焊接的优化参数为:上面板焊接功率1.4 kW,离焦量30 mm,停留时间为1 s;下面板焊接功率1.2 kW,离焦量30 mm,停留时间1 s。
(2) 在焊接节点的热影响区发生钛合金马氏体转变,分布着大量针状马氏体,使其显微硬度高于母材。熔焊区组织的变化明显,双相等轴晶转变为镶嵌大量针状马氏体相的粗晶粒β相,其显微硬度更高为581HV。针状马氏体含量影响焊接显微硬度,从熔焊区到母材的显微硬度随着马氏体相的减少而降低。
(3) TC4钛合金金字塔点阵结构的平压可分为明显的四个变形阶段:桁架杆弹性变形、塑性屈曲、接触面板形成支撑和支撑屈服阶段。芯体成形和连接效果的影响,使各桁架杆的变形不同。在平压实验中,桁架杆的失效断裂发生在热影响区。用激光焊接制备的TC4钛合金金字塔点阵结构,其平压强度为3.09 MPa,平压模量为153.25 MPa。
参考文献
Honeycomb sandwich plate and its application in automotive industry
[J].
蜂窝夹芯复合板及其在汽车工业中的应用
[J].
Compression after impact strength of composite sandwich panels
[J].
Fabrication and structural performance of periodic cellular metal sandwich structures
[J].
Fiber laser welding of dissimilar titanium (Ti-6Al-4V/cp-Ti) T-joints and their laser forming process for aircraft application
[J].
Titanium alloys for biomedical applications
[J].
Wear behavior of Ti6Al4V biomedical alloys processed by selective laser melting, hot pressing and conventional casting
[J]. T.
Cellular truss core sandwich structures
[J].
Study on preparation of Ti6Al4V three-dimensional lattice structure and its mechanical behavior
[D].
钛合金三维点阵结构制备和力学行为研究
[D].
Research progress on fabrication methods of metal three dimensional lattice structure
[J].
金属三维点阵结构制备技术研究进展
[J].
Research Progress of Metal Lattice Materials
[J].
金属点阵材料的研究进展
[J].
Microstructural evolution and microhardness of a selective-laser-melted Ti-6Al-4V alloy after post heat treatments
[J].
Effect of strain rate on tensile deformation behavior of laser welded joints of superalloy GH4169
[J].
应变速率对GH4169合金焊接接头拉伸变形行为的影响
[J].
Effect of laser beam welding on microstructure and mechanical properties of commercially pure titanium
[J].
Fibre laser joining of highly dissimilar materials: commercially pure Ti and PET hybrid joint for medical device applications
[J].
Microstructure and properties of laser micro welded joint of TiNi shape memory alloy
[J].
Current research and development status of dissimilar materials laser welding of titanium and its alloys
[J].
Relationships between microhardness, microstructure, and grain orientation in laser-welded joints with different welding speeds for ti6al4v titanium alloy
[J]. T.
Research on laser welding of 1.2 mm thick TC4 titanium alloy
[J].
1.2 mm厚TC4钛合金薄板激光焊工艺研究
[J].
Effects of weld cross-section profiles and microstructure on properties of pulsed Nd: YAG laser welding of Ti6Al4V sheet
[J].
Comparison of bead shape, microstructure and mechanical properties of fiber laser beam welding of 2 mm thick plates of Ti-6Al-4V alloy
[J].
Hot workability of Ti6Al4V alloy based on processing map
[J].
基于热加工图的TC4合金热成形性能研究
[J].
Study on fine-grain size titanium 6Al-4V alloy material for low temperature superplasticity
[D].
细晶TC4合金的低温超塑性变形研究
[D].
Research on laser welding technology for car battery covers
[D].
汽车动力电池盖板激光焊接工艺研究
[D].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}