
张进 , 李丽婵
, 李丽婵
ZHANG Jin, LI Lichan
中图分类号: TG115
文章编号: 1005-3093(2018)06-0415-08
通讯作者:
收稿日期: 2017-07-31
网络出版日期: 2018-06-20
版权声明: 2018 《材料研究学报》编辑部 《材料研究学报》编辑部
作者简介:
作者简介 张进,男,1993年生,硕士生
展开
摘要
用声发射技术监测316LN母材和焊缝的断裂过程得到了材料断裂破坏的声发射特征,并对声发射信号进行分类,研究了316LN不锈钢材料的断裂韧性。结果表明:316LN母材和焊缝的断裂是韧性断裂,母材的塑性优于焊缝;断裂过程在时域上可划分为5个阶段:裂尖张开阶段、弹性变形阶段、塑性变形阶段、裂纹萌生阶段以及裂纹稳定扩展阶段;使用上升时间-持续时间关联分析法可将母材和焊缝断裂过程的声发射信号进行分类,可区分出噪声信号和有效断裂信号。
关键词:
Abstract
Fracture toughness tests of the matrix and weld joint of 316LN stainless steel (SS) were carried out, while the acoustic emission (AE) signals were monitored simultaneously during the fracture process in real time. Then the AE signals were classified. The results show that the fracture of the matrix of 316LN SS and the weld joint was ductile ones, and the plasticity of the matrix was better than that of the weld joint. The fracture process could be divided into five stages including the crack tip opening stage, the elastic deformation stage, the plastic deformation stage, the crack initiation stage and the stable crack propagation stage. Moreover, the correlation analyses of rise time and duration of the AE signals indicated that the fracture processes could be classified into several categories, which was available for distinguishing the noise signal and effective fracture signal within the AE signal spectrum.
Keywords:
检测声发射(AE)信号可采集材料缺陷发出的特征信息。根据AE参数的斜率变化以及断裂力学参数如裂尖张开位移(CTOD)、应力强度因子K等参数,可评估材料的断裂韧性[1,2,3]。根据AE信号的振幅分布或频谱,也可评估材料的断裂韧性值[4,5,6]。例如,Clark G等[4]根据识别高振幅的AE信号分析A533压力容器用钢的断裂韧性。Long X等[5]对声发射信号进行谱分析,估计导致裂纹萌生的对应载荷。Roy H等[6]对SA333 GR.6和AISI 304 LN开展断裂韧性试验,根据高幅值AE信号判断金属的裂纹萌生点。Mukhopadhyay C K等[7]基于声发射信号的二次微分放大小信号,用双差分法评价金属的断裂韧性,发现由AE确定的断裂韧性参数值比ASTM A-15的值小。Chai等[8]提出用累积能量和累积计数的突增及峰值幅值判断裂纹萌生点,并根据声发射信号估算材料的断裂韧性,发现计算结果偏于保守。Sindi C T等[9]的研究结果表明,断裂过程的声发射信号可分为三个阶段:第一阶段,试样仍处于弹性状态,仅出现微弱的声发射峰;第二阶段为微裂纹萌生和扩展阶段,可以看到一些高峰值的AE信号;第三阶段是裂纹快速扩展断裂阶段,会产生大量高幅值信号。
本文针对中国第三代核电站AP1000主管道材料316LN不锈钢焊接接头开展断裂韧性试验,研究母材和焊缝区域的断裂韧性特征,同时采集断裂过程中的声发射信号,获取声发射信号与材料损伤过程和损伤类型之间的关系,根据声发射参数特性反演声发射源的演化规律。
实验用材料为316LN奥氏体不锈钢,其化学成分列于表1。手工电弧焊使用ER316L焊条,焊接工艺参数列于表2。
表1 316LN不锈钢的化学成分
Table 1 Chemical composition of 316LN stainless steel (mass fraction, %)
| C | N | Cr | Ni | Mo | Mn | Si | P | S |
|---|---|---|---|---|---|---|---|---|
| 0.023 | 0.16 | 16.43 | 11.33 | 2.25 | 1.45 | 0.46 | 0.024 | 0.001 |
表2 焊接工艺参数
Table 2 Welding parameters of specimens
| Backing weld | Filling bead | Cosmetic bead | Welding speed /mmmin-1 | |||
|---|---|---|---|---|---|---|
| Current/A | Voltage/V | Current/A | Voltage/V | Current/A | Voltage/V | |
| 115 | 24.6 | 130 | 25.2 | 130 | 25.2 | 150 |
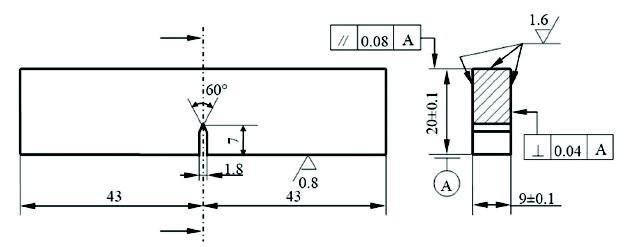
参照国家标准GBT 21143-2007[10]进行断裂实验,选用三点弯曲实验方法,加工尺寸相同的母材和焊缝三点弯曲试样各3个。试样尺寸如图1所示。按照实验标准预先加工机械缺口和预制疲劳裂纹,使初始裂纹长度约为试样宽度的1/2。用线切割加工出7 mm长的机械缺口,预制疲劳裂纹3 mm。
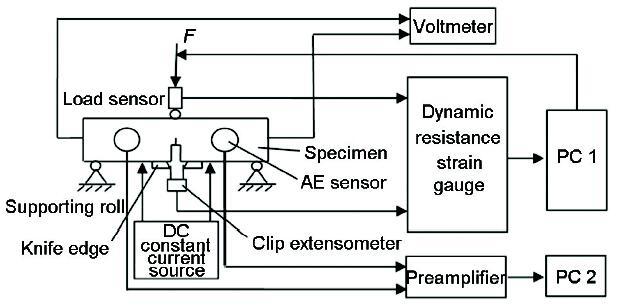
实验中使用24通道SAMOS声发射检测仪,声发射传感器为窄带谐振式传感器R15a。在INSTRON1195材料试验机上进行断裂实验,实验测试系统如图2所示。
用直流电位法监测加载过程中裂纹扩展长度。在缺口的两端对称的粘贴2 mm厚附加刀口,安装夹式引伸计,用于测量加载过程中的P-V曲线。用计算机1控制载荷和记录P-V曲线,选用恒载荷加载方式,加载速率为0.5 mm/min。用计算机2采集断裂过程的声发射信号,采用双通道采集,在裂纹两侧的表面上对称布置两个传感器,采用真空硅脂做耦合剂,两个通道的采集参数设置完全一致。
实验结束后打断试样进行断口检查,测定初始裂纹长度a0及裂纹稳定扩展量Δa。为了准确测量稳定裂纹扩展量,在试样打断前对稳定裂纹扩展范围进行标记。通常有着色法和二次疲劳法,本次实验中采用二次疲劳法对断口进行标记。初始裂纹长度a0的测量采用九点平均值法,将初始裂纹长度和终止裂纹长度做差值得到裂纹稳定扩展量Δa。经测量,所有试样初始裂纹长度均满足标准要求:0.45≤a0/W≤0.55,其中W为试样宽度。
2.1 316LN母材与焊缝的断裂韧性
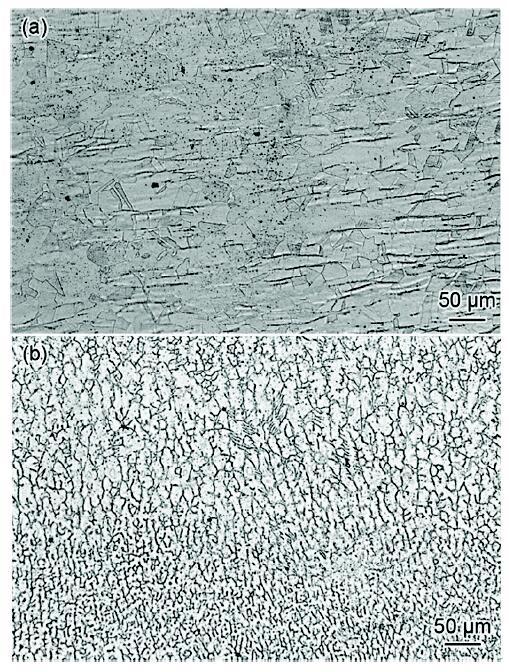
实验前母材和焊缝区金属的金相组织,如图3所示。可以看出,母材区具有铁素体带的奥氏体结构,焊缝区的铁素体晶粒更加细小,且具有蠕虫状的形貌特征。这表明,316LN在焊接过程中焊缝处的晶粒得到细化,且生成了一定量的铁素体。
图3 母材和焊缝的显微组织
Fig.3 Microstructures of the tested steels (a) base metal and (b) weld zone
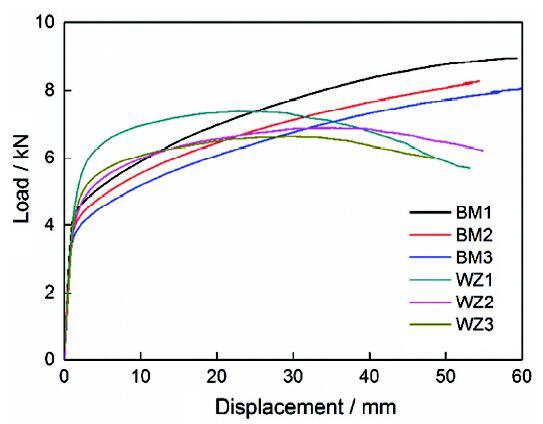
采用裂尖张开位移法研究材料的断裂韧性。316LN母材和焊缝断裂过程中的P-V曲线,如图4所示。可见焊缝试样在加载过程中出现最大载荷平台,然后载荷缓慢下降,而母材试样在夹式引伸计测量范围内未出现最大载荷。焊缝的屈服强度高于母材的屈服强度,而承受的最大弯曲载荷低于母材。
图4 母材(BM)和焊缝(WZ)试样加载过程的P-V曲线
Fig.4 P-V curves of loading process for base metal (BM) and weld zone (WZ) specimens
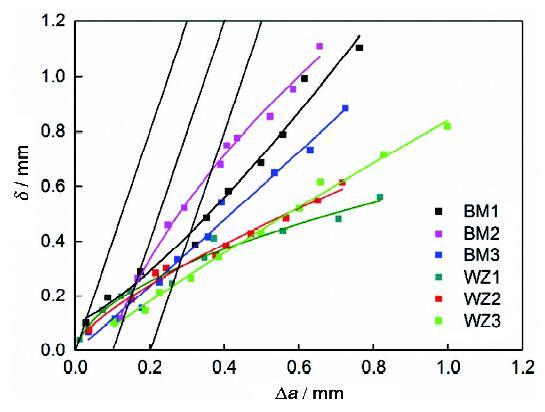
由于焊缝最大载荷出现时裂纹扩展量已经比较大,用最大载荷点值来预测材料的破坏意义不大。本文根据裂尖张开位移δ和裂纹稳定扩展量Δa画出一条裂纹扩展阻力曲线(R曲线),采用工程启裂韧度
裂尖张开位移CTOD的值δ由弹性部分δe和塑性部分δp组成,即
其中
式中B为试样厚度,W为试样宽度,S为跨距,a0为初始裂纹长度,ν为泊松比,E为材料弹性模量,Rp0.2是试验温度下材料在垂直于裂纹平面方向0.2%的规定非比例延伸强度,z为粘贴的刀口厚度,Vp为缺口张开位移的塑性分量,
根据实验数据并按照GBT 21143-2007推荐的幂乘拟合方程(4)对δ与
在图5上画出钝化线
图5 母材(BM)和焊缝(WZ)试样的拟合R曲线
Fig.5 Fitting curves of δ vs.
计算出的工程启裂韧度
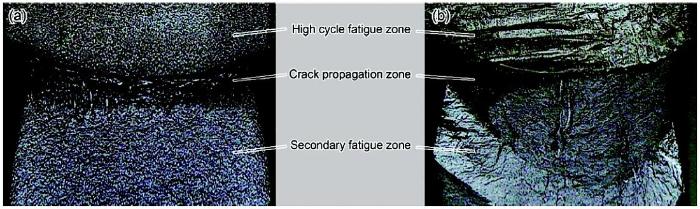
试样打断后母材和焊缝的宏观断口,如图6所示。可以看出,母材和焊缝在加载过程中均出现了颈缩,断口形状呈弓形,两端靠近试样表面处面积较小,中间区域面积较大。出现这种现象的原因是,靠近表面区域处于平面应力状态而中间区域处于平面应变状态。与母材相比,焊缝的裂纹扩展更加不均匀,两端面上裂纹扩展的长度远小于内部扩展的长度,是焊缝的力学不均匀性造成的。母材试样断口比焊缝试样断口更加凸凹不平整。
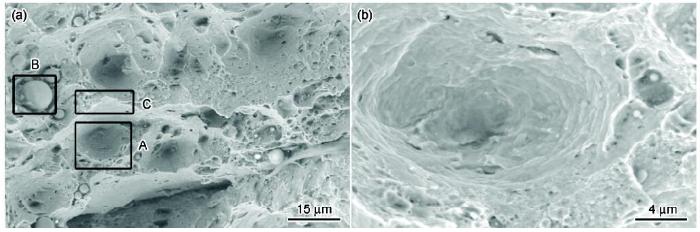
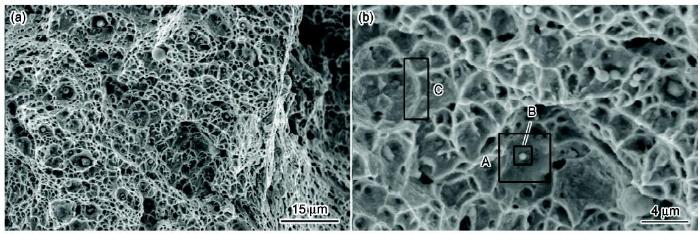
对母材和焊缝的断口进行微观观察和分析,得到母材和焊缝断口SEM照片,如图7和图8所示。由600倍扫描电镜照片可见,母材与焊缝的断口都存在大量的韧窝,如图中A标识,断裂方式均为延性断裂。母材断口的韧窝大而深,焊缝断口的韧窝小而浅。韧窝大说明断裂之前经受的塑性变形较大,反之则塑性变形较小,材料趋于脆性断裂,由此可知母材的塑性优于焊缝的塑性[9]。出现韧窝的原因是材料中存在夹杂物或第二相,在拉伸过程中夹杂物和第二相颗粒与周围的基体的延伸率不同。因此,许多韧窝的底部都存在夹杂物或第二相颗粒,如图中B标识。从扫描电镜照片上可以看出,焊缝中的夹杂物和第二相颗粒含量明显高于母材,而晶界部位是材料的薄弱部位,位错容易在晶界部位塞积,造成应力增大而产生开裂,因此焊缝断口的韧窝小而密集。
图7 母材试样的断口扫描电镜照片
Fig.7 SEM images of base metal (a) low magnification and (b) high magnification
由2000倍扫描电镜照片可以看出,韧窝内壁很光滑,说明韧窝是由位错滑移而不断积累长大,这个过程比较缓慢和均匀。断裂面凸凹不平整,韧窝与韧窝之间有明显的撕裂棱,如图中C标识,是微孔洞之间快速连通产生。此外,撕裂棱也可能起始于夹杂物或第二相粒子处。
对母材和焊缝断口进行能谱分析,得到断口元素质量分数,如表3所示。能谱分析结果表明,焊缝断口比母材断口铁元素含量降低,铬元素含量增大,其它元素含量变化不大。铬为强铁素体形成元素,能显著提高钢的强度、硬度、耐磨性、抗氧化性和耐腐蚀性,但同时降低了钢的塑性和韧性。这些结果,与实验中测试的焊缝与母材P-V曲线所表现出的力学性能的差异性相符合。
表3 母材和焊缝断口元素质量分数
Table 3 EDS results of fracture surfaces for base metal and weld zone (%, mass fraction)
| Element | Fe | Cr | Ni | Mo | Mn | Si |
|---|---|---|---|---|---|---|
| Base metal | 67.97 | 17.75 | 9.01 | 2.21 | 1.81 | 1.21 |
| Weld zone | 65.73 | 20.53 | 8.87 | 2.04 | 1.83 | 0.97 |
Ennaceur等对304L不锈钢的研究发现,中低强度和高韧性的材料在断裂过程中产生的有效声发射信号很少,裂尖释放的弹性能大部分被塑性区所吸收[12,13]。316LN的断裂实验过程一直伴随着大量的机电、摩擦等噪声信号,材料损伤信息的声发射信号强度很小时就被噪声信号淹没,难以辨别。在断裂过程的各个阶段,都有一部分声发射信号表征特定的损伤机理。对信号进行分类,可找出能代表各个阶段损伤机理的声发射信号,有助于判断工程结构处于断裂破坏的哪一阶段。
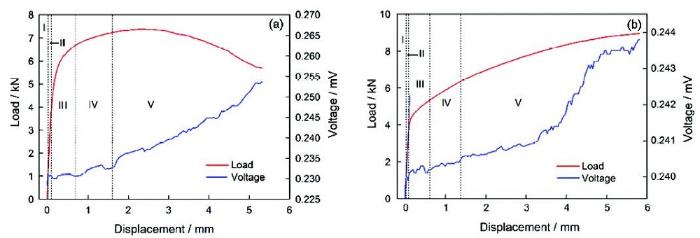
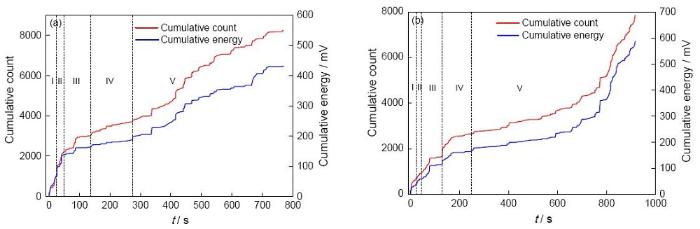
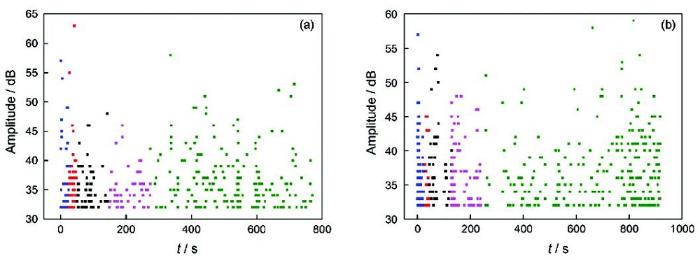
本文结合P-V曲线法、直流电位法和声发射法,对断裂过程进行划分。母材和焊缝试样在断裂过程中的载荷和电压随位移的变化曲线,如图9所示;累积计数和累积能量随时间的变化曲线,如图10所示;幅值分布,如图11所示。根据图中信号的变化趋势,可将断裂实验过程划分为5个阶段。
图9 焊缝和母材的载荷和电压随位移的变化
Fig.9 Load and voltage vs. displacement of weld zone (a) and base metal (b)
图10 焊缝和母材的累积计数和累积能量随时间的变化
Fig.10 Cumulative count and cumulative energy vs. time of weld zone (a) and base metal (b)
图11 焊缝和母材的声发射信号幅值分布图
Fig.11 AE amplitude vs. time of weld zone (a) and base metal (b)
Ⅰ区:加载初期电压随着应变快速增长,是裂尖在载荷作用下逐渐张开,试样电阻逐渐增大造成的。25 s后,电压不再随应变快速增长。在此阶段加载机滚柱与试样刚接触上,试样表面也有一定的粗糙度,产生了大量的撞击、摩擦等噪声信号,累积计数和累积能量快速上升。该区对应阶段称为裂尖张开阶段,对应时间为0~25 s。
Ⅱ区: P-V曲线直线上升段的切线与P-V曲线分离的点为拐点,在此拐点前试样发生弹性形变,拐点后试样开始出现塑性变形。电压在弹性变形期间几乎没有增长,累积计数和累积能量持续快速上升。由于弹性变形几乎不产生声发射信号,该阶段采集的声发射信号仍然为噪声信号。Ⅱ区对应的阶段称为弹性变形阶段,对应时间为25~50 s。
Ⅲ区:50 s后试样开始产生塑性变形,材料内部晶粒之间产生位错滑移和堆积,释放能量产生声发射信号。50 s后累积计数和累积能量的增长速度明显减缓。因为随着时间的延长夹具与试样表面逐渐贴合,噪声信号减少。大量声发射信号同时发生而产生一些特征参数很大的声发射信号,也导致在此区域累积计数和累积能量出现突增。90 s后位错密度急剧上升而形成位错塞积,位错扩展速度减小,间断的产生声发射信号,因此累积计数和累积能量的增长逐渐减缓。137 s时声发射累积计数和累积能量出现突增,说明声发射源产生变化,以此突变点作为下一阶段的起始点。由此确定的区域称为塑性变形阶段,对应时间为50~137 s。在此期间电压随着时间上下波动,几乎没有增长,说明在此阶段没有发生裂纹扩展。
Ⅳ区:137 s开始累积计数和累积能量出现突增并且增速较快,因为裂尖处严重的应力集中在局部高应力区产生了微裂纹,释放处的能量产生了声发射信号。275 s时累积计数和累积能量再次出现突增。电压在此阶段缓慢的波动上升,275 s时出现突增,说明裂纹开始扩展。电压突增点与累积计数和累积能量的突增点产生时刻相同,因此以此点作为下一阶段的起始点。由此确定的阶段称为裂纹萌生阶段,对应时间为137~275 s。
Ⅴ区:275 s后,电压、累积计数和累积能量都持续增长。初期间断的缓慢增长,主要是由于裂纹扩展是间断的,每扩展一次释放的大量能量产生声发射信号。410 s后电压、累积计数和累积能量的增长加快,说明裂纹扩展的速率加快。由于316LN焊缝试样的塑性很好,裂纹不会失稳扩展,因此该区域对应的阶段称为裂纹稳定扩展阶段,对应时间为275 s至实验结束。
母材试样与焊缝试样的分析过程类似,也可划分为5个阶段:0~25 s为裂尖张开阶段,25~45 s为弹性变形阶段,45~130 s为塑性变形阶段,130~248 s为裂纹萌生阶段,248 s至实验结束为裂纹稳定扩展阶段。
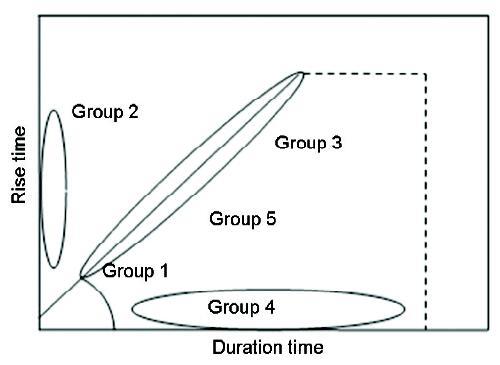
声发射关联分析法常用的有能量-持续时间、能量-幅值、上升时间-持续时间、平均频率-持续时间等。日本学者滕山邦久根据上升时间和持续时间将声发射信号类型划分为5个群,这个方法被众多学者引用[14,15,16]。上升时间是声波信号从通过门槛开始到达信号波形幅度最大值所经历的时间,持续时间是声波信号从通过门槛开始到信号波形衰减到门槛值所经历的时间,具体划分方法如图12所示。群1信号的上升时间和持续时间都非常短,群2信号的上升时间比持续时间长,这两个群主要反映了机电噪声的影响;群3信号的上升时间和持续时间大致呈线性关系,是有效声发射信号和噪声信号重叠的结果;群4信号的上升时间短且持续时间长,这是声发射信号受探头附近噪声影响的结果;群5的信号处于群3和群4之间,这是结构为主发出的声发射信号。因此,群3、群4和群5区域都包含了有效的声发射信号。
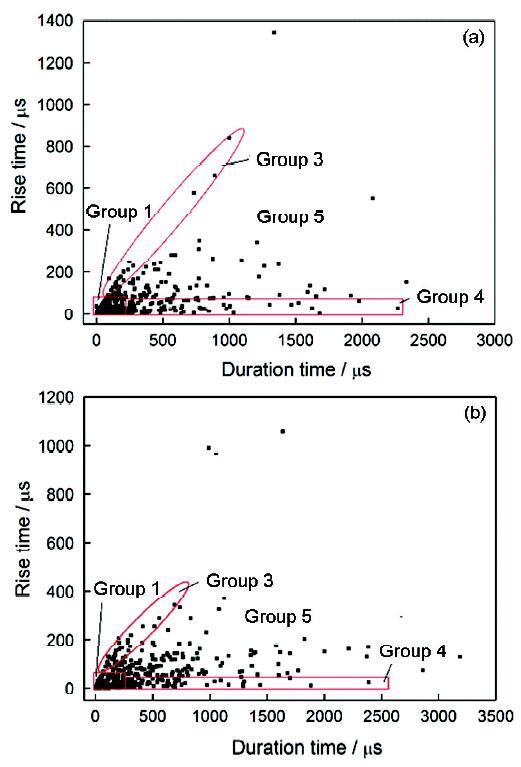
对采集到的声发射信号作上升时间-持续时间关联图,如图13所示。可以看出,母材和焊缝在群1区域的信号密度非常大,反映出实验过程中受到机电噪声的影响比较严重,但是群2区域没有信号,说明不存在上升时间非常长的噪声信号。因此,在数据处理过程中可采用滤波的手段将上升时间和持续时间较小的噪声信号过滤掉;群3区域的信号是有效声发射信号和噪声信号重叠的结果;群4区域的信号比较密集,说明声发射探头附近的噪声信号对实验数据的采集影响较大,且这一区域的信号包含部分有效声发射信号,如何区分群4区域的噪声信号和有效信号是声发射技术应用于实际检测的关键之一。根据滕山邦久的理论,群3、群4、群5中均包含有效信号。由图13可以看出,大多数有效信号分布在群5区域,这些信号的上升时间基本小于400 μs,而持续时间的分布范围较广,包含了裂纹萌生信号和裂纹扩展信号。除此之外,在关联图上有部分明显偏离的声发射信号,例如图中上升时间为1000 μs甚至更高的信号,以及持续时间明显偏大的信号,这类信号是由于受到突发型干扰而产生的噪声信号。由此可见,根据上升时间和持续时间可地区分不同类别的声发射信号,有助于从大量的声发射信号中提取有效信号。
图13 焊缝和母材的上升时间-持续时间关联图
Fig.13 Rise time vs. duration time of weld zone (a) and base metal (b)
(1) 316LN母材的工程启裂韧度优于焊缝,因此焊缝处的裂纹更容易扩展。
(2) 316LN母材和焊缝断口都出现大量的韧窝,断裂方式为韧性断裂。在焊接过程中焊缝处的晶粒得到细化且有铁素体生成,在提高焊缝处强度的同时降低了其塑性和韧性。
(3) 根据P-V曲线法、直流电位法和声发射法,在时域上可将断裂过程划分为5个阶段:裂尖张开阶段、弹性变形阶段、塑性变形阶段、裂纹萌生阶段以及裂纹稳定扩展阶段。
(4) 用上升时间-持续时间关联分析法,可将母材和焊缝的断裂过程的声发射信号分类。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}