
余芳 , 王习锋
, 王习锋
YU Fang, WANG Xifeng
中图分类号: TG146
文章编号: 1005-3093(2018)11-0853-08
通讯作者:
收稿日期: 2017-12-27
网络出版日期: 2018-11-20
版权声明: 2018 《材料研究学报》编辑部 《材料研究学报》编辑部
基金资助:
作者简介:
作者简介 余芳,女,1992年生,硕士生
展开
摘要
采用室温力学拉伸、光学显微镜(OM)、扫描电镜(SEM)等手段,研究了Cu含量对Al-Cu-Mn铝合金力学性能各向异性的影响。结果表明:随着Cu含量(质量分数)由6.51%降低到5.41%Al-Cu-Mn铝合金中微米级Al2Cu相的数量显著减少,聚集排布的趋势减弱,使材料的延伸率提高、各向异性降低。其主要机理是,Cu含量较高时微米级Al2Cu相应力集中,导致Al2Cu相优先断裂且裂纹相互连通;Cu含量较低时,Al2Cu相断裂后裂纹未扩展而晶界发生断裂。微米级Al2Cu相沿各取向的分布差异,是力学性能各向异性的主要原因。
关键词:
Abstract
The effect of Cu-content on microstructure and fracture behavior of Al-Cu-Mn alloy was investigated by tensile test, optical microscope (OM) and scanning electron microscope (SEM). The results show that with the decrease of Cu-content from 6.51% to 5.41% (in mass fraction) the quantity and size of the coarse Al2Cu phase in the alloy is reduced, the elongation of the alloy increases and thus the anisotropy of the alloy is decreased. The main mechanism is that for the alloy with relatively high Cu-content, the formed micron Al2Cu phase causes stress concentration, which induces preferentially breakage of Al2Cu phase and then the formed cracks are interconnected. However, for the alloy with lower Cu-content, the cracks do not expand and connect with each other after the breakage of Al2Cu phase, while fracture may expand along grain boundaries. The difference in orientation distribution of micron phases of Al2Cu in the matrix of alloy may be the main reason for the anisotropy of mechanical properties.
Keywords:
大推力运载火箭是我国实施太空发展战略的重要保证[1,2]。Al-Cu-Mn系高强铝合金具有高比强度、良好的焊接性、抗应力腐蚀和优异的低温性能,已用于制造火箭推进剂贮箱环件[3,4,5]。随着贮箱环件尺寸的增大,提高环件的综合性能特别是力学性能的低各向异性是亟待解决的问题。
为了提高Al-Cu-Mn系高强铝合金的综合性能,国内外学者重点研究了冷变形和时效热处理对其性能的影响。Jabeen[6]等发现,2219铝合金经过210℃/6 h与190℃/36 h时效处理后具有相同的力学性能,二者具有相似的微观结构;马征[7]研究冷变形及时效对2219铝合金组织性能的影响时发现,2219铝合金的主要析出相θ′相的强化效果大于θ″相,形变强化与时效强化在变形-时效过程有竞争相消关系;周蓉蓉[8]等对2219铝合金进行预拉伸处理,发现增大预拉伸量使时效脱溶序列提前出现;Wang[9]等发现,2219铝合金锻件预变形处理后时效析出相更加分散,使锻件的屈服强度显著提高。
Cu是Al-Cu-Mn系高强铝合金的主要合金元素,其主要作用是固溶时效后析出纳米级θ′相以提高强度。高含量的Cu以微米级的Al2Cu相的形式存在,使合金的塑性显著降低[10,11,12]。邢军[13]等研究Cu含量对2219铝合金锻件及其焊接接头组织与性能的影响时发现,降低Cu含量使合金的延伸率提显著高。本文研究Cu含量对Al-Cu-Mn系铝合金Al2Cu相与力学性能各向异性的影响,以及微米级Al2Cu相对Al-Cu-Mn系铝合金铝合金断裂的影响。
使用高纯Al(99.99%(质量分数,下同))、高纯Cu(99.99%)、Al-14.55Mn、Al-5.1Ti、Al-5.0Zr、Al-58.75V中间合金为原料制备Al-Cu-Mn铝合金铸锭。铸锭的熔炼温度为760℃~800℃,经六氯乙烷(C2Cl6)精炼扒渣后静置约30 min浇入直径为120 mm的水冷钢模中,配制出4种不同Cu含量的铸锭试样。用直读光谱仪测得的合金成分,列于表1。
表1 Al-Cu-Mn铝合金化学成分
Table 1 Chemical compositionof Al-Cu-Mn aluminum alloy (mass fraction, %)
| Sample No. | Cu | Mn | Zr | V | Fe | Ti | Al |
|---|---|---|---|---|---|---|---|
| 1# | 6.51 | 0.36 | 0.13 | 0.02 | 0.018 | 0.03 | Bal. |
| 2# | 6.22 | 0.36 | 0.13 | 0.01 | 0.016 | 0.03 | Bal. |
| 3# | 5.87 | 0.36 | 0.13 | 0.01 | 0.014 | 0.03 | Bal. |
| 4# | 5.41 | 0.35 | 0.13 | 0.02 | 0.017 | 0.04 | Bal. |
将铸锭在535℃均匀化退火处理24 h后空冷,随后采用多重形变固溶工艺对铸锭进行处理,其流程为:等温多向锻变形-固溶处理-等温多向锻变形。等温锻造在500 T压力机上进行,铸锭经均匀化、车皮,在450℃保温1-1.5 h后在X、Y、Z三个方向进行6道次墩拔,每道次变形量为50%,其中第3道次墩拔后进行固溶处理,固溶制度为541℃/4 h,完成后再进行后续3道次墩拔。
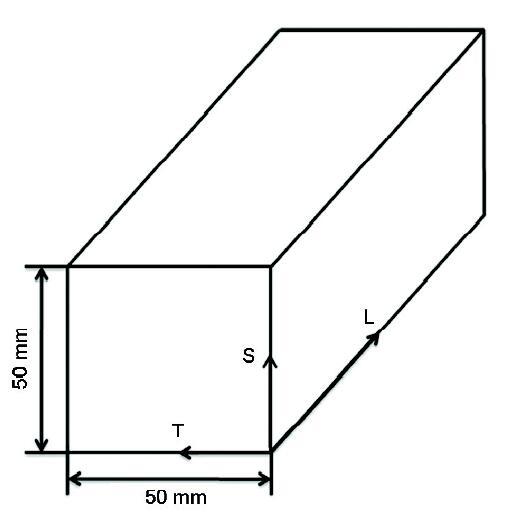
将等温多向锻后的试样进行挤压加工,挤压比为3.8: 1,得到横截面积为50 mm×50 mm的方形挤压棒材。再进行541℃/4 h固溶处理,在室温水淬后2 h内进行冷压加工,冷压量为3%,冷压方向垂直于挤压方向,随后进行153℃/35 h人工时效。图1给出了合金取样示意图,合金试样沿挤压方向记为L向,垂直于挤压与冷压方向记为T向,冷压方向记为S向。
用线切割机沿L向与T向切取拉伸试样,标准拉伸试样的厚度为2 mm。在Instron3369力学试验机上进行力学性能测试,测试速率为2.0 mm/min。测量三个试样,取其数据的平均值。测试时,L向试样加载力的方向垂直于T-S面,T向试样加载力的方向垂直于L-S面。
将合金时效态试样粗磨、细磨和抛光后用Keller试剂对样品进行腐蚀,在DM4000M智能型显微镜下观察金相组织。在Nova NanoSEM230型场发射扫描电镜上观察断口形貌和能谱分析,将拉伸后试样的厚度面进行粗磨、细磨、抛光,经Keller试剂轻微腐蚀,观察裂纹扩展情况[14]。
不同Cu含量的Al-Cu-Mn铝合金力学性能及平面各向异性指数(IPA),列于表2。各向异性指数为[15]
式中Xmax为不同方向延伸率或强度的最大值,Xmin为不同方向延伸率或强度的最小值。
表2 合金拉伸力学性能及IPA
Table 2 Tensile mechanical properties and the IPA index of the alloy
| Alloys | 6.51Cu | 6.22Cu | 5.87Cu | 5.41Cu | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| δ / % | Rm | Rp | δ / % | Rm | Rp | δ / % | Rm | Rp | δ / % | Rm | Rp | ||||
| L | 11.50 | 449.6 | 351.2 | 13.67 | 434.3 | 334.2 | 15.82 | 416.6 | 306.1 | 16.86 | 390.5 | 294.4 | |||
| T | 4.21 | 415.8 | 332.7 | 5.51 | 419.3 | 319.2 | 7.44 | 413.4 | 304.0 | 9.42 | 399.0 | 299.3 | |||
| IPA/% | 63.39 | 7.5 | 5.3 | 59.69 | 3.5 | 4.5 | 52.97 | 0.8 | 0.7 | 43.21 | 2.1 | 1.6 | |||
由表2可见,随着Cu含量的降低合金的抗拉强度和屈服强度降低,延伸率提高。对比合金L向和T向发现,随着Cu含量的降低L向强度较T向下降得更快;合金的L向延伸率均高于T向,随着Cu含量的降低T向延伸率的提高更为明显,从4.21%提高到9.42%,L向则从11.50%提高到16.86%。
Cu含量不同的合金其延伸率和强度各向异性指数(IPA)列于表2。可以看出,随着Cu含量由6.51.%降低到5.41%合金的延伸率IPA依次降低为63.39%、59.69%、52.97%、43.21%;抗拉强度IPA分别为7.5%、3.5%、0.8%、2.1%,屈服强度IPA分别为5.3%、4.5%、0.7%、1.6%。由此可见,随着合金Cu含量的降低合金的抗拉强度和屈服强度降低,延伸率提高,力学性能各向异性减小。
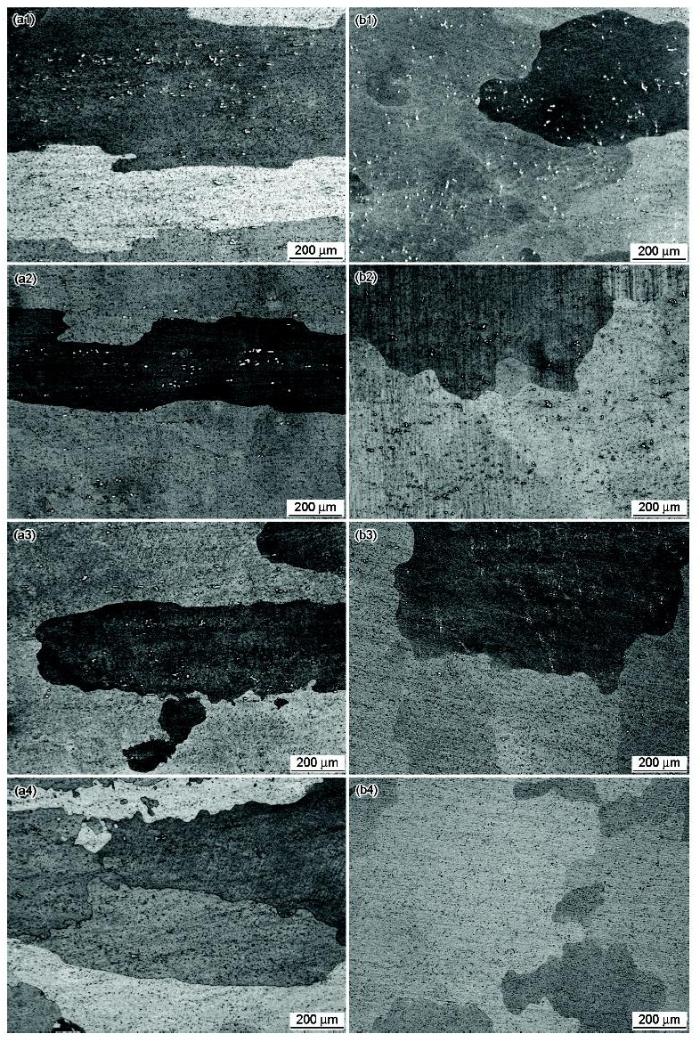
图2给出了不同Cu含量的Al-Cu-Mn合金试样固溶时效后的金相显微组织,其中(a)为L-S面,(b)为T-S面。由图2可见,合金经高温固溶后,L-S面或T-S面中晶粒形状、尺寸接近。图2a给出了合金L-S面金相显微组织。观察(a1)~(a4),可见合金L-S面中晶粒沿挤压方向拉长,Al2Cu相沿挤压方向分布排列。在图2(a1)中Al2Cu相尺寸粗大,数量较多,并沿S向呈层状分布;(a2)~(a4)中,随着Cu含量的降低基体中残余的Al2Cu相尺寸减小、数量减少;在(a3)中Al2Cu相沿挤压方向排列,但是层状排布较少;在(a4)中粗大的Al2Cu相基本消失,没有观察到排列的Al2Cu相。图2b给出了合金T-S面金相显微组织,可见晶粒均不具有方向性,形状呈扁盘状,基体中残余Al2Cu相分布较L-S面中更为离散,没有明显的排列现象。在(b1)~(b4)中粗大的残余Al2Cu相逐渐减小,在(b4)中没有观察到粗大的Al2Cu相。
图2 不同Cu含量Al-Cu-Mn铝合金的显微组织
Fig.2 The microstructure of Al-Cu-Mn aluminum alloy with different Cu cotents (a) L-S; (b) T-S; (1) 6.51Cu; (2) 6.22Cu; (3) 5.87Cu; (4) 5.41Cu
使用Image J软件计算了合金中Al2Cu相数目和面积分数,结果列于表3。表3中的数据依次为Al2Cu相数目、平均尺寸、面积分数及L-S面与T-S面Al2Cu相面积分数之差。合金的Cu含量为6.51%时L-S面和T-S面上Al2Cu相平均尺寸最大,分布面积最广。随着Cu含量的降低Al2Cu相面积分数减少,Cu含量为5.41%时合金中Al2Cu相细小弥散分布,面积分数最小。随着Cu含量的降低L-T/T-S面上Al2Cu相面积分数之差依次为3.66%、1.02%、0.74%、0.27%。
表3 合金中Al2Cu相数目、平均尺寸以及面积分数
Table 3 Count, average size and area fraction of Al2Cu phase in the alloy
| Alloy | Direction | Count | Average size/μm | %Area | Difference/% |
|---|---|---|---|---|---|
| 6.51Cu | L-S | 2340 | 13.55 | 9.27 | 3.66 |
| T-S | 1876 | 10.22 | 5.61 | ||
| 6.22Cu | L-S | 1227 | 8.10 | 3.11 | 1.02 |
| T-S | 974 | 5.42 | 2.09 | ||
| 5.87Cu | L-S | 1356 | 4.19 | 1.74 | 0.74 |
| T-S | 993 | 3.22 | 1.00 | ||
| 5.41Cu | L-S | 770 | 1.93 | 0.46 | 0.27 |
| T-S | 557 | 1.09 | 0.19 |
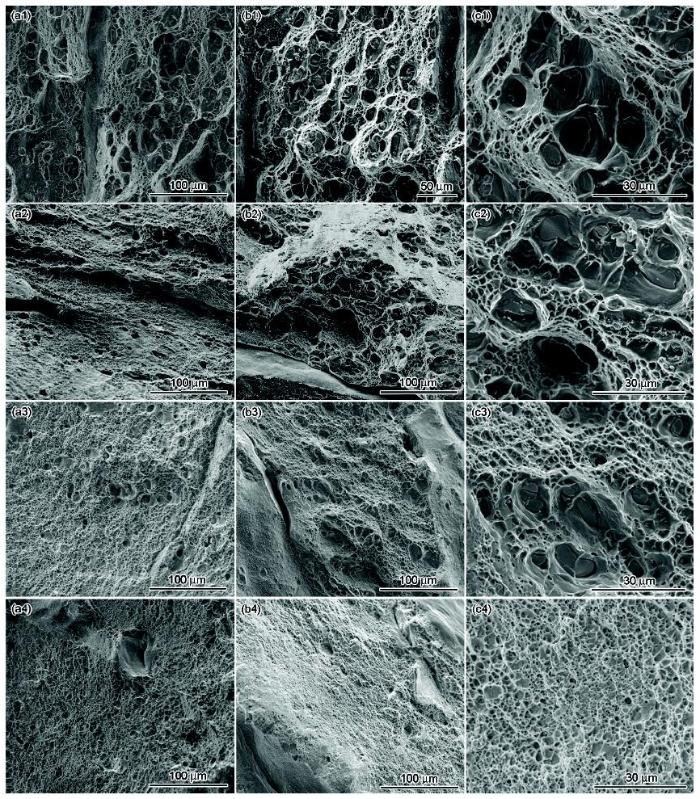
图3给出了不同Cu含量合金时效后的室温拉伸断口扫描照片,(a)、(b)分别为合金试样L向与T向的SEM照片,(c)为高倍照片。
图3 不同Cu含量合金试样断口形貌
Fig.3 SEM fractographs of tensile fracture of Al-Cu-Mn aluminum alloy with different Cu cotents (a) L;(b) T; (1) 6.51 Cu; (2) 6.22 Cu; (3) 5.87 Cu; (4) 5.41 Cu
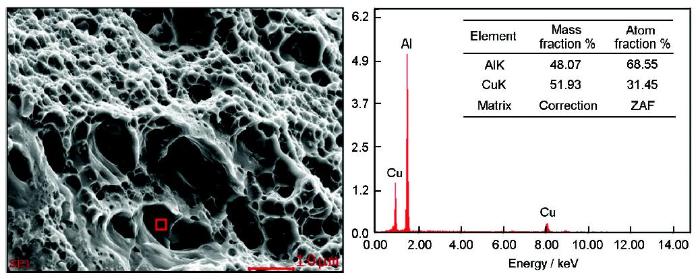
由图3可知,合金试样断口呈韧性断裂和脆性断裂,断口韧窝底部存在粗大第二相粒子,对其进行能谱分析为Al2Cu相,如图4所示。综合断口形貌来看,拉伸断裂过程中出现了Al2Cu粒子断裂、脱粘和晶界断裂的情况。图3(a1)、(b1)的断口中覆盖了大量的Al2Cu粒子,粗大的粒子较密集并且连接成片;图3(a2~a4)、(b2~b4)中,Cu含量逐渐降低,断口中Al2Cu粒子断裂减少,晶界断裂处起伏程度增加;由图3(a4)、(b4)可知,Cu含量较低时,断口中韧窝细小致密且韧窝很深,大韧窝中包含着小韧窝,韧窝底部未见粗大的第二相粒子,且晶界断裂面起伏较大,断裂面面积较小。
由图3中的断口形貌可见,在试样的室温拉伸过程中Al2Cu粒子断裂、脱粘和晶界断裂均是裂纹源,引发裂纹扩展与合金断裂。
图5给出了高Cu含量与低Cu含量合金拉伸试样厚度方向断口周围的金相组织,(a)为L向拉伸试样,(b)为T向拉伸试样,(a1)、(b1)为6.51%Cu合金,(a2)、(b2)为5.41%Cu合金,图中的箭头方向为拉伸时力的方向。
图5 合金L/T向试样拉伸断裂后厚度方向的显微组织
Fig.5 Images of the thickness direction after tensile in L/T direction (a) L, (b) T; (1) 6.51Cu; (2) 5.41Cu
在图5(a1)、(b1)中,在Cu含量为6.51%合金的断口附近出现较多粗大裂纹,而在图5(a2)、(b2)中,断口附近裂纹较少,在远离断口处出现粗大裂纹。在图5(a1)中Al2Cu粒子排列方向与力的方向平行,粒子拉断后粗大的裂纹未沿着粒子扩展连通;而在图5(b1)中Al2Cu粒子出现断裂、脱粘,而晶界并未断裂。这说明,裂纹优先在Al2Cu粒子上发生并有沿着Al2Cu相聚集排列方向扩展的趋势。在图5(a2)中未发现粗大Al2Cu粒子的断裂、脱粘,在断口远端的晶界处出现裂纹;在图5(b2)中Al2Cu相较少时,粒子孤立存在,虽然粒子出现断裂但是裂纹未扩展,晶界已发生断裂和裂纹扩展,晶界上的Al2Cu粒子也出现了断裂(或脱粘)。
实验用原料是高纯度Al(99.99%),三种合金Fe的含量基本上相同,都低于0.018%,且在铝合金中Fe的溶解度较低,在合金中形成的极少量Al7Cu2(Fe,Mn)相也会在后续的变形加工中破碎分散;而在Al、Cu、Mn形成的T相(Al12CuMn2)中Cu、Mn比是一定的,在Mn含量相同的情况下Cu含量的变化对T相没有影响。对于Zr元素,情况是相同的。不同Cu含量的试样在L向上的晶粒均沿挤压方向拉长,T向均为扁盘状,没有明显的差异。
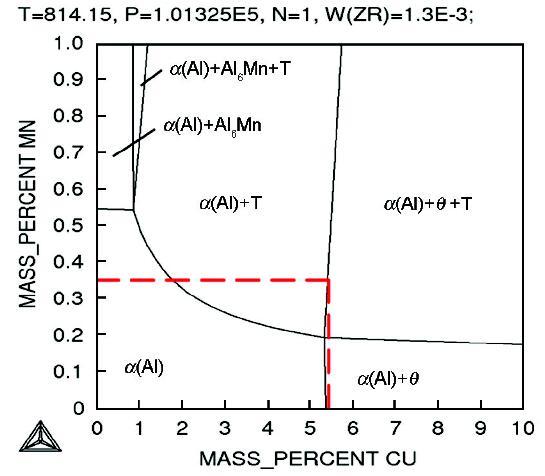
图6给出了Al-Cu-Mn合金在541℃时等温截面相图。可见Mn含量(质量分数)为0.36%时Cu在Al基体中的溶解度约为5.44%。综合以上因素,在控制成分、固溶、变形、时效等条件一致时,认为Cu含量的改变仅影响残余Al2Cu相。
图6 Al-Cu-Mn合金的等温(541℃)等Zr(Zr=0.13%)截面相图
Fig.6 Calculated isothermal (at 541℃) section phase diagram of Al-Cu-Mn system (Zr=0.13%)
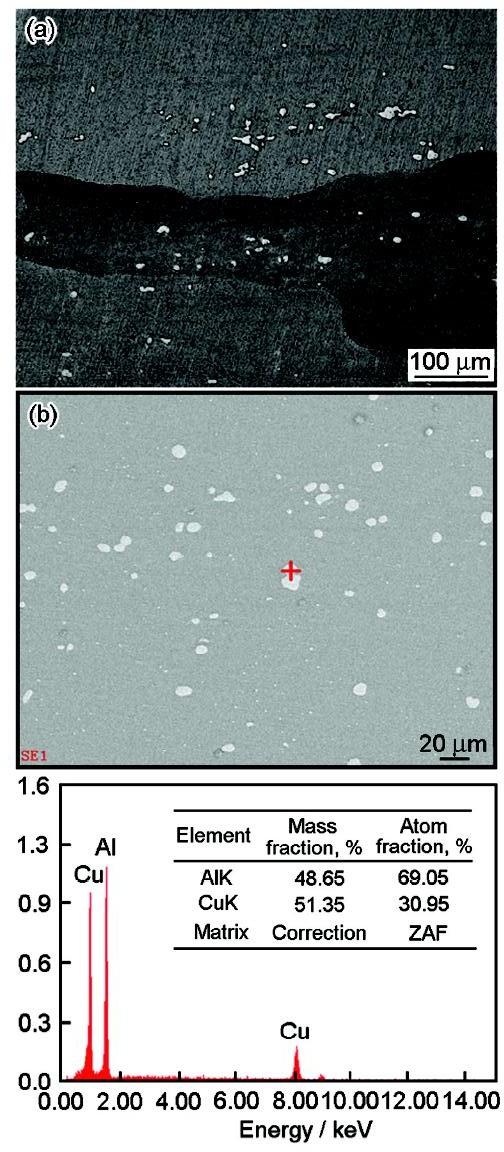
由图2可见,金相组织照片中部分粒子呈现黑色,因为Al2Cu粒子破碎,抛光、反光等而在光学显微镜下观察呈黑色,放大观察倍数可见其依然呈亮色(图7a)。在扫描电镜下进行能谱分析(图7b),结果表明为Al2Cu相。结合金相显微组织可知,随着Cu含量由6.51%降到5.41%合金中Al2Cu相减少,L向中大量Al2Cu相沿挤压方向排列、横向分层排布的趋势减弱,而T向中Al2Cu相较为分散,两向的差异减小。合金L、T方向上组织的差异,造成性能的各向异性。
图7 合金中残余第二相及能谱分析
Fig.7 Images and EDS analysis of residual second phase in the alloy
力学性能的结果表明,随着Cu含量的降低合金断口韧窝中连接成片的粗大Al2Cu相与孔洞减少,合金延伸率提高,不同方向上延伸率差异减小。粗大第二相颗粒长径比越大则断裂韧性越低,合金断口中韧窝致密,细小而深时塑性较好[17,18]。在图3中L向断口中韧窝更多更深,说明相对于合金T向试样,L向经过较强烈的变形后才发生断裂,部分晶粒在经过较强塑性变形后晶粒变形使晶界拉脱断裂。Cu的含量较高时T向断口中有大量Al2Cu粒子断裂后平整的断口,并连接成片,与在图5(b1)中观察到的现象一致。Al2Cu相聚集,特别是沿同一方向排布时裂纹将快速连通和传播。更严重的是,当大量Al2Cu相分层排布时在同一区域出现多个裂纹源,每个裂纹源中的Al2Cu粒子迅速断裂,使晶粒在此区域未经过较强塑性变形便脆断。在图5(b2)中,因Al2Cu相较少而断裂源减少,晶粒经过较强塑性变形后在晶界上产生的裂纹比Al2Cu粒子的断裂裂纹更快地扩展而造成断裂。裂纹源由晶界萌生或因晶界上的Al2Cu粒子断裂产生,再沿着晶界扩展,若Al2Cu相在晶界上则裂纹更易产生与扩展。在固溶过程中变形晶粒长大[19],晶界迁移,虽然原始晶界上的Al2Cu相迁入晶内,但是仍然有部分粒子在晶界上,Cu含量越低则残留的Al2Cu相越少,出现在晶界上的概率越小且Al2Cu相聚集、分层排布的趋势越弱,L向与T向的断裂情形更接近,各向异性更小。
(1) 随着Cu含量由6.51%降到5.41%,Al-Cu-Mn合金L-S与T-S面上Al2Cu相面积分数之差依次为3.66%、1.02%、0.74%、0.27%,Al2Cu相的分布差异减小。
(2) Al-Cu-Mn合金中Al2Cu相的脆性和与基体脱粘等因素易成为断裂源,使裂纹萌生和扩展并导致合金断裂。
(3) Cu含量较高时微米级Al2Cu相数量较多、应力集中,导致Al2Cu结晶相优先断裂且裂纹迅速扩展、连通,晶粒脆性断裂;Cu含量较低时Al2Cu相数量少,孤立分布,Al2Cu相粒子断裂后裂纹未扩展连通而晶界发生断裂。
(4) Al-Cu-Mn合金中微米级Al2Cu相沿各取向的分布差异是引起合金力学性能各向异性的主要原因。Cu含量由6.51%降低到5.41%,合金的延伸率各向异性指数(IPA)分别为63.39%、59.69%、52.97%、43.21%。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}