
陈菲菲 , 马宗义
, 马宗义
CHEN Feifei, MA Zongyi
中图分类号: TG172
文章编号: 1005-3093(2018)01-0001-11
通讯作者:
收稿日期: 2017-02-22
网络出版日期: 2018-01-25
版权声明: 2018 《材料研究学报》编辑部 《材料研究学报》编辑部
基金资助:
作者简介:
作者简介 陈菲菲,女,1989年生,硕士生
展开
摘要
超细晶材料的力学性能明显提高,备受研究者的关注。但是,用传统的剧烈塑性变形工艺制备的超细晶通常处于高度的亚稳态,在拉伸及疲劳变形过程中极易发生局部变形,严重影响其力学性能。本文简述了一种搅拌摩擦加工制备超细晶材料的新型工艺,并将所制备的超细晶材料的微观组织和力学性能特点与传统超细晶材料对比,进行了总结和评述。
关键词:
Abstract
Ultrafine-grained (UFG) materials have caught much attention due to their significantly enhanced mechanical properties. However, local deformation easily occurred during tensile and fatigue processes of the traditional UFG materials produced by severe plastic deformation methods due to their metastable microstructure, resulting in the greatly reduced mechanical properties. This paper introduced a new method of preparing the UFG materials -friction stir processing (FSP), and the microstructure and mechanical properties of FSP UFG materials were summarized and discussed compared with other UFG materials.
Keywords:
提高材料的综合力学性能和使用寿命,一直是材料研究者关注的热点问题。根据Hall-Petch关系,细化晶粒能明显提高金属材料的强度和硬度。近30年来,由于具有独特的微观组织和力学性能,超细晶材料引起了材料科学工作者的广泛关注。目前,各种剧烈塑性变形(Severe plastic deformation, SPD)工艺,比如等通道转角挤压(Equal channel angular pressing,ECAP)、高压扭转(High pressure torsion, HPT)、动态塑性变形(Dynamic plastic deformation, DPD)等,是制备致密、无污染的块体超细晶和纳米晶金属结构材料的主要方法[1,2,3,4]。但是,由于在用SPD方法制备超细晶材料的过程中引入了大量的晶体缺陷,晶界大多处于非平衡态。极其细小的晶粒限制了位错活动的能力,使这些材料在随后的拉伸变形过程中无法累积更多的缺陷来维持均匀塑性变形的进行,因此用SPD制备的超细晶材料普遍存在强度高但是塑性低的问题[1,2]。同时,用SPD制备的超细晶材料在循环变形时晶粒粗化和大尺度剪切带的方式使结构不稳定,从而限制了其在工程中的应用[5,6,7,8]。因此,制备具有均匀稳定组织的大尺寸块体超细晶材料仍然面临很大的挑战。
近年来,一种新型的超细晶材料制备工艺—搅拌摩擦加工(Friction stir processing, FSP)受到了越来越多的关注。国内外研究者用FSP技术制备出了具有超细晶组织的Al、Mg、Cu等合金以及钢铁等材料[9,10,11,12,13,14,15];同时,用多道次重叠加工工艺制备出了大面积的块体超细晶材料[16, 17]。与SPD制备的超细晶材料相比,FSP超细晶组织均匀稳定,力学性能优异。本文以FSP超细晶材料的微观组织和力学性能为重点简述近年来FSP超细晶材料的研究进展。
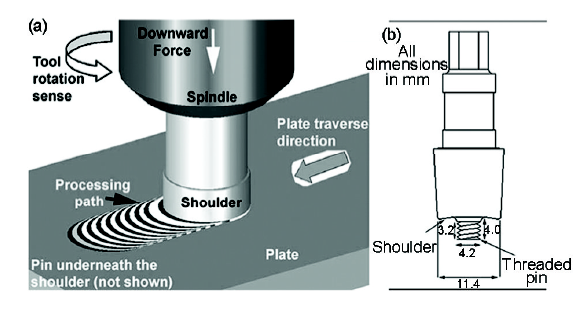
基于搅拌摩擦焊接(Friction stir welding, FSW)的原理,美国Missouri大学的Mishra教授[18]提出一种材料微观组织改性和制造的方法,称为FSP。FSP 的原理十分简单。如图1a所示[19],由轴肩和搅拌针组成的加工工具—搅拌头(图1b)高速旋转,使搅拌针挤入待加工工件直至轴肩与工件表面接触,轴肩与工件表面摩擦使材料软化,搅拌针带动加工区材料产生剧烈塑性流变,从而使加工区组织细化、致密化和均匀化。目前,FSP已在铸件组织细化及缺陷弥合、表面修复、表面复合、复合材料及超细晶材料的制备等方面得到应用[18, 20]。
图1 搅拌摩擦加工过程和搅拌头示意图[
Fig.1 Schematic diagram of FSP process (a) and stirring tool (b)[
搅拌头称为FSW技术的心脏,是FSW工艺中最重要的技术之一。与FSW相同,搅拌头也是FSP技术的关键,其好坏不仅决定能否扩大加工材料种类及能否提高材料加工区的厚度范围,而且直接影响加工区质量[21]。搅拌头的选材和形貌设计,是最为关键的因素。对于用FSP制备超细晶材料,由于要采用较低的热输入而且通常施加辅助冷却的方式,对搅拌头材料的要求更为苛刻。同时,在低热输入条件下加工区材料的流动变得困难,因此选用耐用的搅拌头材料且优化其结构设计以延长搅拌头寿命和改善材料流动,仍然是未来用FSP制备超细晶材料需要重点关注的问题。
热输入是FSP的重要参数,大幅度降低热输入是获得超细晶组织的前提,但是热输入过低容易出现加工缺陷。选取合适的低热输入参数,是制备超细晶材料的关键[18]。热输入主要由搅拌头尺寸、旋转速度、行进速度和冷却等条件决定。为了得到较低的热输入,在用FSP制备超细晶材料时搅拌头轴肩尺寸比常规尺寸(20 mm左右)要小,通常小于15 mm,同时需选用较低的旋转速度[9,10,11,12,13,14,15]。在常规FSP过程中提高行进速度可降低热输入,但是在用FSP制备超细晶材料过程中,如果采用辅助冷却的方式,采用较低的行进速度(50~100 mm/min)可使加工区充分冷却,得到更好的效果[9,11]。目前,在用FSP制备超细晶的过程中通常采用辅助冷却的方式以进一步降低热输入量。常用的辅助冷却介质主要有液氮、干冰、甲醇、冷却水等,其中冷却水虽然温度相对较高,但其比热容大、吸热性好且成本低廉,是便于工业化生产的最佳辅助冷却介质[9,10,11,12,13,14,15]。
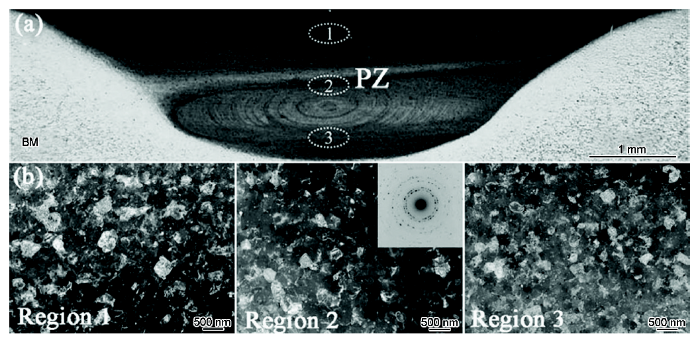
虽然用FSP制备超细晶材料时选用了非常低的热输入,加工区宏观形貌仍然呈现出盆状形貌,且具有典型的“洋葱环”形貌,与常规空气冷却下FSP加工区类似。但是,热输入较低使加工区材料流动比较困难,常出现条带状组织,如图2a所示[16]。对加工区各区域的微观组织的研究表明,整个加工区的组织比较均匀[16,22],只是底部的晶粒尺寸略小于顶部轴肩影响区的晶粒尺寸(图2b)。且进行多道次重叠FSP时过渡区的组织形貌与加工区中心的形貌也基本相同,呈现出很好的均匀性[16,17]。由此可见,FSP是一种制备组织均匀的大面积块体超细晶材料的有效方法。
图2 7075Al单道次FSP后的宏观形貌以及图中1-3对应的加工区域的TEM微观形貌(图中BM为母材区,PZ为加工区)[
Fig.2 Optical macrograph of cross section of the single-pass FSP 7075 Al (a) and TEM micrographs showing grain structures in the PZ as indicated by the regions 1-3 in (a) (b)[
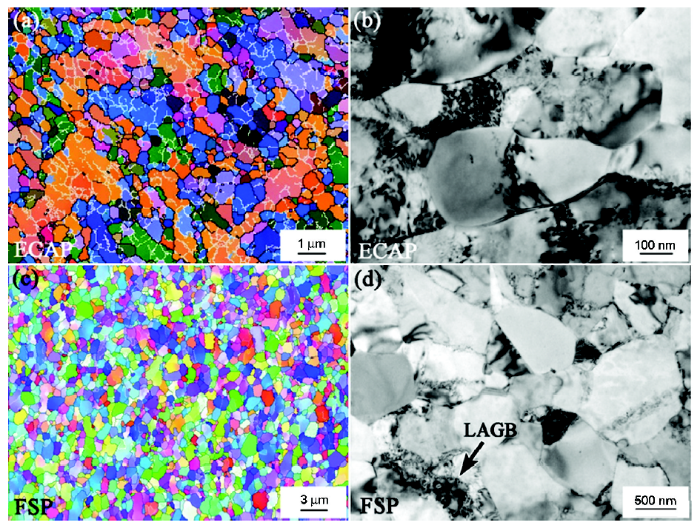
由于经历了剧烈的剪切塑性变形,SPD超细晶材料的组织通常产生高密度位错,且具有一定的剪切特征,剪切织构较强[1,2,3,4]。因此,SPD超细晶材料的组织通常不均匀。如图3a所示,虽然经历了8道次ECAP变形,但小角晶界(晶界取向差<15°)比例仍然非常高(~60%),而且相同或近似取向的亚晶粒形成了局部粗晶结构,即使经历过24道次ECAP加工,小角晶界的比例仍然较高(~40%),且位错密度较高,如图3b所示[23]。
图3 ECAP和FSP超细晶纯铜的典型EBSD形貌和TEM形貌[
Fig.3 Typical microstructure of ECAP and FSP ultrafine-grained Cu (a), (b) ECAP Cu; (c), (d) FSP Cu[
虽然在FSP过程中也有剧烈塑性变形,但是在加工过程中摩擦热致使加工区发生动态再结晶。在超细晶尺度范围内(100 nm~1 μm)加工区通常呈现出均匀等轴的超细晶粒,为典型的动态再结晶组织特征(图2b)。此外,与SPD超细晶材料的强剪切织构不同,FSP超细晶材料的晶粒取向随机分布(图3c)[24],织构较弱。例如FSP超细晶纯铜中极密度的最大值仅为2左右[22],再一次证明FSP晶粒细化为动态再结晶机制。在动态再结晶过程中消耗了大量在变形过程中产生的位错,因此FSP超细晶材料与SPD超细晶材料相比位错密度通常较低[9, 24],如图3d所示。与SPD超细晶材料相比,FSP超细晶材料的高角晶界(晶界取向差≥15°)比例明显升高,且对于立方金属系的单相合金其晶界取向差的分布符合随机分布特征。对于FSP超细晶铝合金,其高角晶界比例可高达97%,而对于超细晶镁合金及铜合金,其高角晶界比例一般也在80%以上,甚至超过90%,明显高于SPD超细晶材料,如图4a, b所示[9~15, 25, 26]。
图4 超细晶铜铝合金的晶界取向差分布图[
Fig.4 Distribution of grain boundary misorientation angles (a) FSP Cu-15Al; (b) ECAP Cu-8Al; and TEM images of (c) FSP Cu-15Al; (d) ECAP Cu-8Al[
对于单一的纯金属及单相合金,晶粒的细化有一定的局限性,而且在超细晶尺度范围内拉伸塑性明显降低,均匀延伸率通常约为2%[1,2,3]。对于金属材料,除了普通的晶界还有各种各样的界面亚结构,比如孪晶界、相界及相变亚结构(如马氏体、贝氏体板条)等。这些亚结构组织比常规晶粒更容易细化,甚至可到纳米尺度,其与超细晶的混合组织不但进一步细化了组织结构,而且使材料的强韧性也得到了明显提高,受到研究者的关注[3, 8, 13, 21, 26]。
孪晶界是铜合金中常见的界面结构,随着层错能的降低其孪生变得更为容易,因此许多研究者利用SPD技术在超细晶铜合金中得到了丰富的孪晶片层组织,强韧性得到了同步提高[8, 13, 26]。同样,作为一种塑性变形技术,用FSP也可在铜合金中得到超细晶与孪晶片层的混合结构。对于层错能较低的铜合金,FSP超细晶的晶界取向差分布图中(图4a)在60度附近出现一峰值,对应Σ3孪晶界。这表明,在FSP超细晶铜合金中生成了许多孪晶界以及孪晶片层结构,且分布在超细晶粒内部,使晶粒尺寸进一步细化,如图4c所示[13]。从图4c左下角的透射电镜高分辨像可以看出,这些孪晶界共格关系较好,为退火孪晶界。
虽然在SPD超细晶铜合金中也可观察到非常多的孪晶界,如图4d所示,但是这种孪晶界片层间距更为细小,且孪晶界上具有高密度的位错,共格关系非常差,因此在其晶界取向差分布中并未观察到Σ3孪晶界特征(图4b)[26]。而在FSP过程中,虽然孪晶界的产生也得益于塑性变形过程产生的变形孪晶,但是由于在FSP过程产生一定的温升退火效应,得到的孪晶片层间距较大,位错密度大大降低,呈现出退火孪晶界的特征。此外,对于FSP超细晶中的再结晶组织,中低能量的重合位置点阵(CSL)晶界是比较常见的,除了Σ3孪晶界外还有其它的CSL晶界[22]。
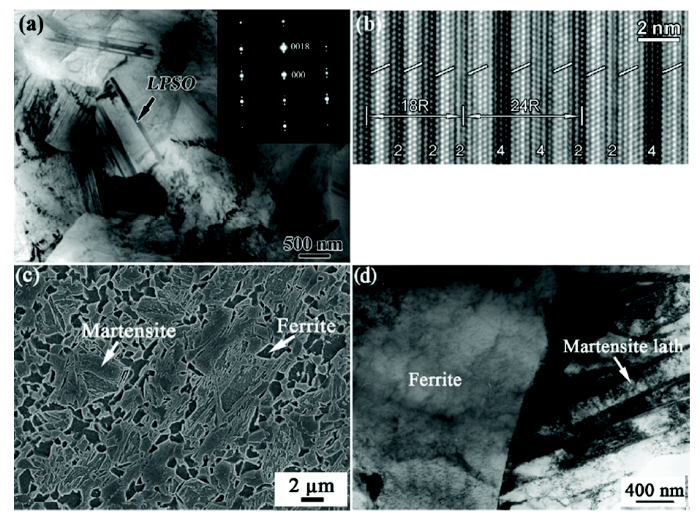
对于具有相变的金属材料,其FSP超细晶材料的晶界及相界特征变化比较复杂,也可用相变在超细晶金属中引入片层状的结构,从而细化晶粒。对于稀土镁合金,调控FSP参数也可在超细晶粒内部生成大量片层状的长周期结构[27, 28]。例如,Yang等[27]在FSP Mg-Gd-Y-Zn-Zr合金的超细晶组织中得到了5-200 nm的18R和24R片层状的长周期结构,如图5a,b所示。同样地,对于双相(α+β)钛合金,也可用相变效应在FSP超细晶钛合金中得到片层组织的β相和超细晶α相的混合组织[29]。
图5 FSP超细晶Mg-Gd-Y-Zn-Zr合金和低碳钢的微观组织[
Fig.5 TEM bright-field image (a) and high-resolution image of LPSO phase (b) of FSP Mg-Gd-Y-Zn-Zr alloy, and SEM image (c) and TEM bright-field image of FSP low carbon steel (d)[
低碳钢的相变更为丰富,但是常规的SPD工艺通常在低于相变温度的室温下进行,因此只能得到单一的超细晶组织[1,2,3]。同样地,当热输入非常低时在FSP低碳钢中也只能得到单一的超细晶组织,其晶界特征与单相纯金属相同[15]。而当热输入升高时,控制加工区的峰值温度和冷却速率可得到多种相变组织。比如在Q345钢中,用强制水冷却FSP技术可控制加工区温度处于奥氏体和铁素体两相区温度,从而得到超细晶铁素体和马氏体(具有超细的层状板条结构)的双相混合组织,马氏体板条宽度约为200 nm,如图5c, d所示[30]。由此可见,FSP可对超细晶材料的晶界及相界分布进行有效调控,从而得到混合超细晶结构,进一步细化组织,实现对超细晶材料的组织结构进行优化设计,以提高其力学性能。
复合材料兼具增强相和基体的优异性能,在工程领域广泛应用,现在FSP也发展成为制备金属基复合材料的一种新工艺。用FSP制备复合材料,在细化基体的同时可使增强相破碎并且弥散分布于基体中,从而起到更好的强化效果;同时还可用FSP过程中的热机械联合作用促使原位反应生成增强相。因此,用FSP制备复合材料有一定的优势。由于弥散颗粒的钉扎作用,通常基体可细化至超细晶,而增强相颗粒可细化至纳米尺度。近年来,FSP制备的原位自生金属间化合物(IMC)及新型纳米碳材料增强的铝基复合材料由于其特殊的组织和优异的力学性能,受到了越来越多的关注[15]。
许多研究者在不同的金属及氧化物体系中用真空热压和FSP制备了原位IMC增强超细晶复合材料,金属超细晶基体中可弥散分布丰富的Al2Cu,Al3Ti和Al3Fe等IMC增强相粒子[20, 31, 33]。Hsu等[31]用FSP制备了超细晶Al2Cu原位增强铝基复合材料,Al2Cu与铝基体均在超细晶尺度,为超细晶双模态结构,如图6所示。此外,在Al-5Ti体系中,经过2道次FSP可生成纳米复合材料,原位自生的Al3Ti粒子可细化至纳米尺度(~50 nm),而铝基体仍然在超细晶尺度范围[32]。
图6 FSP超细晶Al2Cu-Al复合材料的微观组织[
Fig.6 Microstructure of FSP Al2Cu-Al composites[
纳米碳材料具有低密度、高导电性、高比强度和比刚度等优点,是复合材料的理想增强体。因此,纳米碳材料增强的超细晶复合材料成为近年来的研究热点[33,34,35]。但是,碳纳米管(carbon nanotube, CNT)和石墨烯等为代表的纳米碳材料极易团聚,进行分散成为制备复合材料过程中的关键。在制备复合材料过程中FSP具有机械混合、分散的作用,因此受到了较高关注。Liu等[34]用多道次FSP制备了CNT/2009Al复合材料,随着道次的增加CNT团聚含量减小,分布均匀性提高。超过3道次后CNT完全分散到基体中,基体晶粒尺寸达到稳定,约为800 nm。采用后续热轧的方式可使CNT实现明显的定向分布,CNT仍保持其管状结构且界面干净平直。
用SPD工艺制备的超细晶常具有高密度的位错、强的变形织构及高比例的非平衡晶界,处于高度的亚稳态,在随后的拉伸及疲劳变形过程中极易发生失稳,严重影响其力学性能。FSP的晶粒细化机制为动态再结晶,得到的超细晶组织与SPD的完全不同,有望改善超细晶材料的力学性能。早在2003年,Su等[36]就在铝合金中用FSP成功制备出超细晶乃至纳米晶块体材料。但是由于加工缺陷、析出相溶解/粗化等原因,只对FSP超细晶材料的超塑性变形性能进行了研究,缺少对其基本力学性能的研究。近年来,随着FSP超细晶材料制备工艺的成熟才开始研究其拉伸、疲劳等力学行为。
对于FSP制备的超细晶材料,晶粒尺寸的明显细化使其硬度显著提高,且与晶粒尺寸符合Hall-Petch关系[22, 37]。比如,对于Mg-Al-Zn合金,用辅助冷却的FSP工艺其加工区的超细晶组织的硬度可达到母材的2.5倍[12];即使对于加工硬化态和沉淀硬化态的母材,其晶粒的大幅度细化也会补偿位错和沉淀硬化的缺失,使加工区的硬度仍然高于母材[37, 38]。对于超细晶复合材料,由于增强相粒子的作用,其硬度及弹性模量提高比较明显,用FSP制备的Al-15Ti超细晶复合材料的硬度高达226 HV,为纯铝基体(~30 HV)的7.5倍。同时,其弹性模量增加到114 GPa,比铝基体提高了63%[32]。
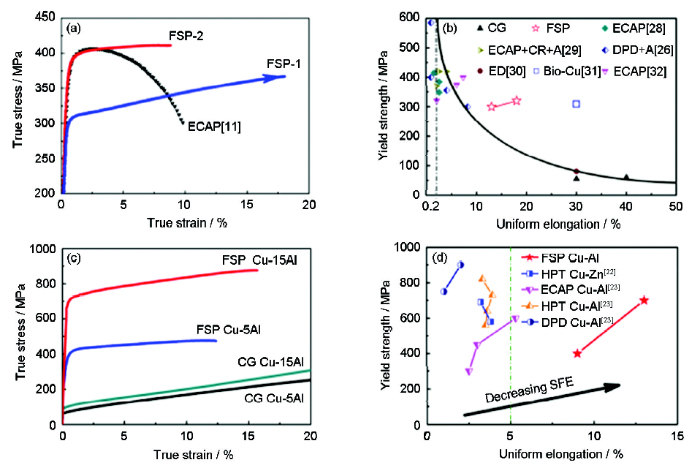
研究发现,由于FSP超细晶材料独特的微观组织特点,在拉伸过程中其加工硬化能力与SPD超细晶材料相比显著提高,得到了良好的强韧化综合性能[9, 13, 39],如图7所示。对于SPD超细晶纯铜,虽然其强度高达400-500 MPa,但其延伸率非常低,尤其是均匀延伸率一般均小于2%。而对于FSP纯铜,在屈服强度为300 MPa左右时其均匀延伸率可达到母材的50%,与Wang等[40]报道的双模态纯铜达到了相似的强韧化效果,显示出非常好的强韧化性能,如图7a, b所示。当晶粒进一步细化时,虽然其均匀延伸率明显下降,但是相比于ECAP纯铜FSP纯铜在强度相近的情况下表现出了更优异的加工硬化能力[9]。
图7 FSP超细晶纯铜和Cu-Al合金的拉伸曲线和性能对比[
Fig.7 Stress-strain curves (a, c) and properties comparison (b, d) for FSP Cu and various ultrafine-grained Cu-Al alloys[
此外,降低层错能在超细晶粒中引入大量的退火孪晶片层结构,可形成超细晶混合组织。FSP超细晶铜合金的强度和拉伸塑性与单一超细晶纯铜相比得到同步提高,且拉伸性能优于大多数SPD超细晶铜合金[13, 41]。例如,对于FSP超细晶Cu-15Al合金,当屈服强度高达700 MPa时均匀延伸率可达到13%左右,其强韧性明显提高,如图7c, d所示[13]。同样地,在低碳钢中用FSP制备出超细的铁素体和马氏体双相组织,其强韧性也有显著的提高,优于SPD超细晶低碳钢[30]。
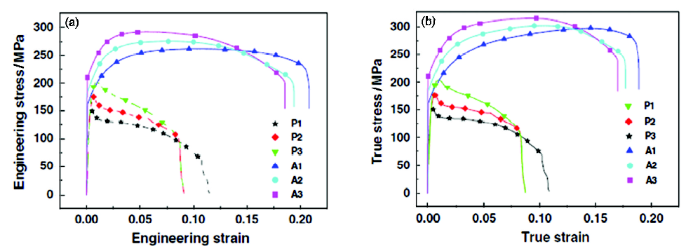
除了超细晶混合组织,与单一的超细晶组织相比,用FSP制备的超细晶复合材料其强韧性也有明显的提高[31~35, 42]。Hu等[42]用FSP制备的纳米Al2O3增强的超细晶铝基复合材料,与传统的ECAP超细晶纯铝相比,在其强度大幅提升的同时延伸率有了明显的提高,表现出明显的加工硬化能力,如图8所示。而对于纳米碳增强的超细晶复合材料,可达到少量添加即可明显提高强韧化的目的。例如,用FSP制备的3%CNT/2009Al(体积分数)超细晶复合材料在强度高达600 MPa时仍能保持10%以上的延伸率,相比于用其它方法制备的CNT/Al复合材料具有更明显的强-塑性优势[34]。此外,由于CNT的均匀分散及Mg、Si原子的偏聚,CNT/6061Al复合材料的强度和导电率得到了同步提高[35]。
图8 FSP超细晶Al2O3-Al复合材料和ECAP超细晶纯铝的工程应力-工程应变曲线和真应力-真应变曲线(A1-A3为FSP超细晶Al2O3-Al复合材料,P1-P3为ECAP纯铝)[
Fig.8 Engineering stress-strain curves (a) and true stress-strain curves (b) of FSP Al2O3-Al composites and ECAP pure Al[
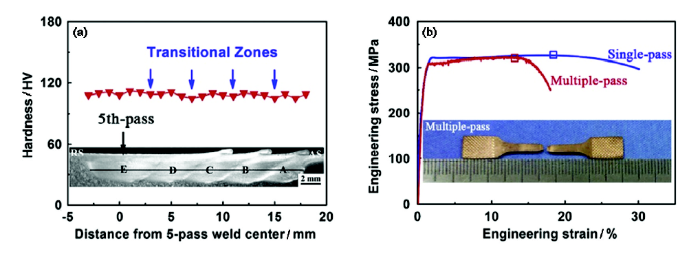
相比于其它SPD工艺,FSP一个显著的优势是可用多道次重叠加工方式制备大面积块体超细晶材料,且在低热输入下其过渡区的力学性能与加工区相差不大。例如,对于用5道次FSP制备的超细晶纯铜,其加工区硬度分布比较均匀,没有明显的过渡区软化现象,如图9a所示[16]。同时,用多道次FSP制备的大样品的拉伸性能与单道次小样品的拉伸性能几乎完全相同(图9b),没有发生弱化现象。这表明,FSP是一种有效的制备大面积超细晶材料的工艺。
图9 用多道次FSP制备的大面积超细晶纯铜的硬度分布和拉伸性能[
Fig.9 Hardness distribution (a) and tensile curves (b) of large-area FSP Cu specimen[
超塑性成型已发展成为一种成熟的整体工程部件成型工艺,在汽车、航空等工业领域得到广泛应用[43]。为了节约成本、提高生产效率,近年来低温以及高应变速率超塑性受到越来越多的关注。与SPD超细晶材料相比,FSP超细晶材料的高角晶界比例有明显提高,更容易促使超塑性变形过程中的晶界滑移机制开动;此外,由于FSP超细晶材料均匀、稳定的组织特点,其热稳定性与传统超细晶材料相比也得到了明显的提高[44]。因此FSP超细晶组织呈现出优异的超塑性变形性能,表现为低温和高应变速率超塑性。
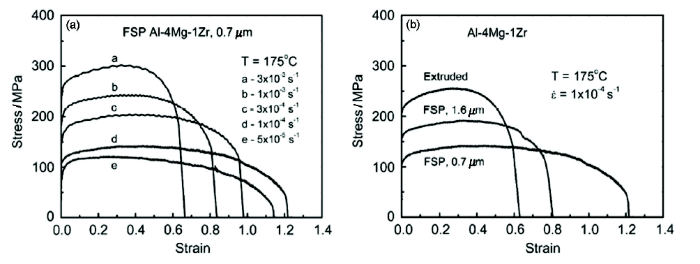
低温超塑性,是指合金在低于0.5 Tm (Tm是以绝对温度表示的合金熔点)以下表现出超塑性。对于铝合金,0.5 Tm对应的温度为190℃。但是,铝合金很难在0.5 Tm以下获得超塑性。因此,大多数学者认为铝合金在350℃以下获得超塑性即可认为是低温超塑性。研究表明,FSP超细晶铝合金在高温变形中组织稳定,在175-350℃范围内表现出良好的低温超塑性[19, 25, 45~47]。特别是用FSP制备的Al-4Mg-1Zr合金在175℃表现出了超过200%的延伸率,为铝合金超塑性报道的最低温度,如图10所示[45]。由于FSP铝合金含有高比率的高角晶界,即使在175℃的低温下超塑性变形初始阶段晶界滑移对应变的贡献仍超过50%,随着变形量的增大和变形温度的提高晶界滑移的贡献增加[46]。
图10 FSP超细晶Al-4Mg-1Zr合金175℃时的应力-应变曲线[
Fig.10 Stress-strain behavior of ultrafine-grained FSP Al-4Mg-1Zr at 175℃ for (a) different strain rates; (b) different processing conditions at an initial strain rate of 1×10-4 s-1[
热机械加工细晶铝合金的最佳超塑性变形速率一般为10-4~10-3 s-1 [43],高应变速率可提高生产效率,减少变形过程的能耗。高应变速率超塑性,是指合金在高于1×10-2 s-1的高应变速率下表现出超塑性。许多研究结果表明在FSP超细晶铝合金中实现了高应变速率超塑性,例如在1×10-1 s-1的超高应变速率下在FSP超细晶Al-Mg-Sc合金中得到了高达2150%的超塑性[19, 28, 47, 48]。尤为重要的是,在350℃、高于1×10-2 s-1的应变速率条件下在7075、Al-Mg-Sc、Al-Mg-Zr等多种铝合金中获得了500-1200%的超塑性,实现了低温高应变速率超塑性,具有重要的工程应用意义[25, 49, 50]。
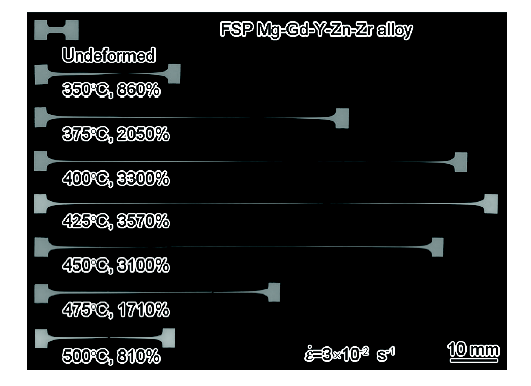
除立方系的铝合金,在六方系的FSP超细晶镁合金及钛合金中都可实现超塑性变形。对于Mg-Zn-RE合金,经过FSP后的细晶及超细晶组织具有非常好的超塑性变形性能。Yang等[28]对铸态Mg-Gd-Y-Zn-Zr合金进行FSP,由于对基体晶粒的显著细化和长周期结构的优化分布,在3×10-2 s-1的应变速率下得到了3570%的超高超塑性变形延伸率,如图11所示。Wu等[29, 51]用FSP方法在Ti-6Al-4V合金中制备出了超细的片层组织,同时实现了片层组织的超塑性变形,且最高延伸率可达728%,远高于熔焊组织的最高延伸率(<400%)。而且可在650℃的低温下实现超塑性变形,从而为钛合金超塑成形提供了一种有效的工艺。研究表明,用FSP制备的Ti-6Al-4V合金超细片层组织的超塑性变形的实现,得益于在变形过程中片层组织的不断球化机制。
图11 FSP超细晶Mg-Gd-Y-Zn-Zr合金超塑变形后的形貌[
Fig.11 Specimens after superplastic deformation of FSP Mg-Gd-Y-Zn-Zr alloys[
除了强度与延伸率,疲劳性能也是一个关键的力学性能指标,是决定一种新材料能否进入实际工程应用及应用范围的重要判据。SPD超细晶材料具有高位错密度及较强的变形织构,晶界大多处于非平衡的高能态[1,2,3,4]。这些不稳定的组织结构特点使SPD超细晶材料在疲劳过程中容易发生局部优先变形而过早地萌生裂纹,从而影响其疲劳性能。在疲劳过程中局部变形常导致大尺度的剪切带形成,成为SPD超细晶材料常见的疲劳损伤形貌,如图12a所示[52]。而且,大尺度剪切带的形成常伴随晶粒粗化的产生,在疲劳变形后可观察到与粗晶中类似的位错墙等疲劳位错组态,如图12b所示。由此可见,在SPD超细晶中优先变形区的存在给研究超细晶材料的疲劳损伤机制带来了诸多困难,可能掩盖超细晶尺寸范围内的本征疲劳行为。
图12 SPD超细晶纯铜疲劳后的表面形貌、典型位错组态、超细晶纯铜的疲劳应力-寿命(S-N)曲线以及 FSP超细晶纯铜的典型表面损伤形貌[
Fig.12 Surface morphology (a) and typical dislocation structure (b) of SPD Cu after fatigue, S-N curves (c) of various ultrafine-grained pure Cu samples and typical surface damage morphology (d) of FSP pure Cu after fatigue[
FSP超细晶组织具有均匀稳定的特点,可作为研究超细晶材料疲劳行为的模型材料。但是,目前关于超细晶材料疲劳性能的研究还非常有限,处于起步阶段。研究表明,虽然FSP超细晶纯铜的抗拉强度相比于其它SPD超细晶纯铜较低,但是其疲劳极限和疲劳比(疲劳强度/抗拉强度)却明显提高,如图12c所示。FSP超细晶纯铜的疲劳比达到0.36,远高于SPD超细晶纯铜(0.21~0.25)。更为重要的是,FSP超细晶材料在疲劳后没有出现大尺度的剪切带和严重的晶粒粗化,疲劳损伤主要以挤出机制为主,如图12d所示。同时,在超细晶尺度内位错的相关活动仍然占主导,但仅局限于超细晶内部,没有形成SPD超细晶中常见的规则位错结构[24]。这表明,FSP超细晶材料的出现有望阐明超细晶材料的本征疲劳变形行为。
FSP是一种制备大面积块体超细晶结构材料的有效方法,已经成功制备出高性能铝、镁、铜、钛、钢等超细晶金属材料。FSP超细晶材料具有均匀稳定的组织特点,晶粒呈现出等轴状态,且位错密度低,织构弱,与传统超细晶材料相比其力学性能明显提高。根据金属材料的特性,还可用FSP制备出超细晶混合组织和超细晶复合材料,使其力学性能进一步提高。与传统的SPD超细晶材料相比,FSP超细晶材料在提高常规力学性能的同时,还可实现低温及高应变速率超塑性。同时,由于FSP超细晶均匀稳定的组织特点,在疲劳变形过程中避免了局部变形的发生,有效地提高了疲劳极限和疲劳比。
FSP已发展成为一种新型的超细晶材料制备工艺,但是作为一种相对较新的制备工艺,今后在FSP超细晶制备及组织、性能分析方面还需要进行大量的研究工作,尤其是混合组织及超细晶复合材料的FSP制备需要重点关注,更好地优化混合及复合超细晶组织,以最大程度地提高其强韧性。此外,FSP超细晶材料均匀稳定的组织特点决定了其可作为模型材料来研究超细晶材料的本征力学性能。因此,将FSP超细晶材料与常规超细晶材料进行对比研究,探索超细晶材料的本征力学行为,尤其是疲劳变形行为是今后重要的研究方向。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}