
李飞 , 田娟娟
, 田娟娟
LI Fei, TIAN Juanjuan
中图分类号: TG146
文章编号: 1005-3093(2017)09-0641-09
通讯作者:
收稿日期: 2016-07-22
网络出版日期: 2017-09-25
版权声明: 2017 《材料研究学报》编辑部 《材料研究学报》编辑部
基金资助:
作者简介:
作者简介 李 飞,男,1981年生,讲师
展开
摘要
研究了气泡形核及长大对Gasar气孔结构和分布的影响。结果表明:气孔在柱状晶过渡区内生长时,其定向生长受限使气孔的长度变短,内壁不光滑,圆整度变小;当基体以柱状晶生长时气孔随基体共生生长形成典型藕状多孔结构,气孔的长度增加,内壁光滑,圆整度增加。随着气体压力的增大形核功降低导致气泡形核率增加,从而使藕状多孔Cu中气泡的分布逐渐从晶界转移到晶内,试样的平均孔径减小而气孔的密度数和均匀性提高。由于固液界面上的沟槽和晶界的特殊性,气泡在晶界处的形核优先于晶内,导致晶界处气孔的平均直径比晶内气孔的直径大。
关键词:
Abstract
The effect of pore nucleation,pore growth and solidification mode of matrix on pore structure and distribution of lotus-type porous Cu were investigated. It is difficult to obtain an ordered pore structure when the matrix is a region of columnar transition. An ordered pore structure could be obtained only when the matrix transforms to columnar grains with increase of pore length and circularity. The pore distribution moved from the grain boundaries to the interior of grain with increasing gas pressure. The average pore diameter decreased and the pore density increased due to decrease of activation energy and increased rate of nucleus formation. Due to slight depressions at grain boundaries regions at the solid/liquid interface, the pore nucleation is favored at grain boundaries and thus the average pore diameter in the grain boundaries is larger than that of in the grains.
Keywords:
金属-气体共晶定向凝固法,即Gasar,是一种制备具有规则孔隙结构多孔材料的新工艺。Gasar多孔金属因内部气孔的特殊性——沿凝固方向在金属基体内定向排列 (其结构类似于藕根,称为藕状多孔金属) [1-6],具有比传统烧结型和发泡型多孔金属[7]更为优异的力学[8-11]、热学[12,13]、声学[14]和电学[10]性能。
气孔的结构参数(气孔率、气孔直径、气孔形貌和生长方向等)和分布特征(包括气孔尺寸分布均匀性和位置分布)是影响藕状多孔金属性能的主要因素[15,16],制备满足特定工程应用的气孔结构参数和分布特征是藕状多孔金属的一个重要研究方向。作为Gasar凝固的最初阶段,气泡形核和具有临界尺寸气泡的长大决定了藕状多孔结构的形成、气孔的位置分布和尺寸分布(均匀性)等特征,因此深入理解Gasar凝固过程中气泡的形核和长大对于控制气孔结构参数和分布特征极为重要。Liu[17]、张华伟[18,19]等基于经典形核理论(Classical Nucleation Theory, CNT),进行热力学计算对Gasar凝固中的氢溶解度及气泡形核机理进行了大量理论研究,建立了适于金属熔体中气泡形核的模型。但是,关于具有临界尺寸气泡的长大及气泡的形核和长大对藕状多孔金属结构参数和分布特征影响的研究,尚未见报道。Jiang[20]研究了不同凝固模式对藕状Cu-Mn合金气孔结构的影响,发现随凝固模式(平面凝固、柱状胞晶凝固、柱状枝晶凝固、等轴枝晶凝固)逐级改变,多孔合金中定向生长气孔的定向性逐渐变差以至最后中断。这表明Gasar纯金属在不同的凝固模式(柱状晶生长和等轴晶生长)下多孔金属的气孔结构也可能随之改变。基于此,本文在H2和Ar分压以及上、下铸型保温温度不同的条件下制备具有不同结构参数和分布特征的藕状多孔Cu试样,研究不同凝固模式和气泡的形核、长大对气孔结构和分布的影响。
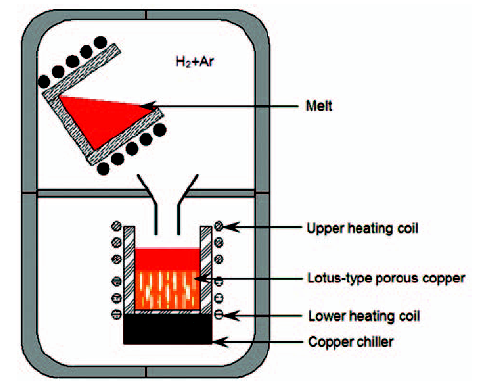
使用本课题组研制的高压定向凝固装置(图1)进行实验。先将适量的高纯Cu放入熔炼坩埚,将炉内抽真空至100 Pa,加热铸型侧壁至预定温度后开始熔炼。熔炼结束后关闭真空系统,充入高纯H2和Ar至给定压力并在1556 K保温600 s以保证H2充分溶解进入金属熔体。保温结束后关闭熔炼电源,把金属熔体浇入石墨铸型进行定向凝固,待冷却至室温后泄压取样。凝固试样为圆柱形,高度由炉料重量及气孔率决定,实验的工艺参数列于表1,使用本装置制备的典型藕状多孔试样如图2所示。
图1 藕状多孔Cu制备装置示意图
Fig.1 A schematic of the fabrication apparatus for lotus-type porous copper
表1 藕状多孔Cu试样的工艺参数及其对应的结构参数
Table 1 Gasar processing parameters and corresponding porosity and pore diameter of the samples
| Sample | PH2 /MPa | PAr /MPa | ΔT /K | ε | ε' | d' /μm |
|---|---|---|---|---|---|---|
| 2H0Ar | 0.2 | 0 | 200 | 49 | 51 | 1771 |
| 2H2Ar | 0.2 | 0.2 | 200 | 37 | 23 | 874 |
| 4H2Ar | 0.4 | 0.2 | 200 | 34 | 28 | 272 |
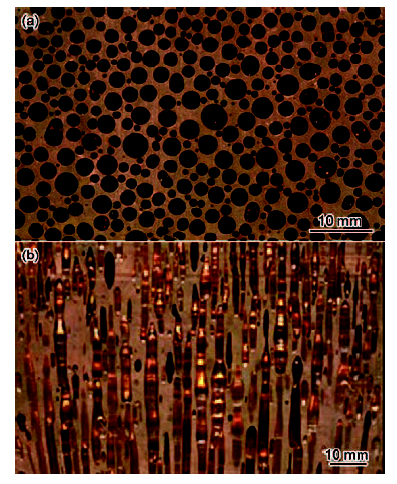
图2 藕状多孔Cu横截面及纵剖面图(PH2=0.2 MPa, PAr=0 MPa)
Fig.2 Optical micrographs on the cross section (a) and the longitudinal section (b) of lotus-type porous copper
设定2H0Ar试样上、下两部分铸型侧壁保温温度分别为1373 K和773 K,用线切割方法沿径向剖开试样2H0Ar以观察不同凝固模式对藕状多孔Cu气孔结构的影响。选取分析区域为:径向分别为0~40 mm和120~160 mm,横向分别为40 mm和120 mm;设定试样2H2Ar及4H2Ar上、下型保温温度均为1373 K,选取径向均为120~160 mm、横向均为120 mm的三组试样考察气体压力对多孔Cu气孔结构参数和分布特征的影响。待分析截取试样的孔隙率ε'及平均气孔直径d',也列于表1。根据阿基米德定理测量试样的整体孔隙率ε和选取分析试样的孔隙率ε',使用image J图像分析软件计算气孔的平均直径d'。
对藕状多孔Cu试样纵剖面和横截面机械抛光,用体积比为40%的硝酸酒精溶液腐蚀后观察宏观组
织。为了深入分析不同凝固模式和工艺参数对气孔结构和分布的影响,根据宏观组织特征,定义以下几个参数:
(a) 气孔数密度n为单位面积(10 mm×10 mm)上的气孔数目,
式中Sp为单位面积S (10mm×10 mm)上气孔所占的面积。
(b) 晶界上的气孔密度数ηGB为晶界上的气孔数nGB与整个晶体内气孔数(晶体内气孔数nG与晶界上的气孔数nGB)的比值,
(c) 晶界处气孔的平均孔径d'GB及晶内气孔的平均孔径d'G
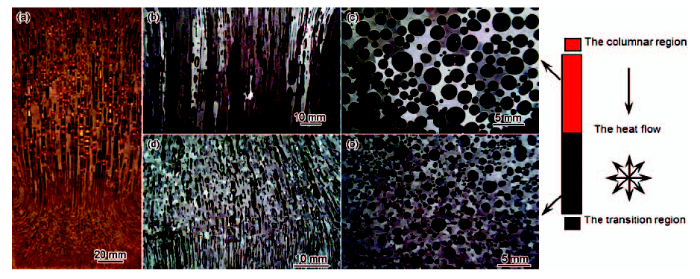
图3给出了不同的上、下铸型保温温度对2H0Ar试样不同高度处基体组织及气孔结构的影响。基体的定向凝固组织,包括表层细小等轴晶、中间柱状晶与中心等轴晶。在本文实验的冷却条件下,多孔Cu的凝固组织只包括前两项,如图3a所示。在底部强制冷却作用下,柱状晶十分致密。随着凝固壳厚度的增大热阻增大,传热效率降低,细密的柱状晶逐渐向粗大柱状晶过渡,最终形成稳定的粗大柱状晶结构。
图3 凝固模式对2H0Ar试样气孔结构的影响
Fig.3 Effect of solidification model on pore structure of sample 2H0Ar
关于气孔结构,在试样最底部靠近铸型底的部分,熔体凝固释放的热量很快被水冷铜底导出,从而形成小部分孔径细小的藕状多孔结构;随着高度的增加(<40 mm),由于下型保温温度(773 K)远低于金属熔点(1356 K),该部分熔体凝固释放的热量除向试样径向经由水冷铜底导出外还向铸型侧壁导出,该区域内基体中晶体的生长方向与热流方向一致,受热流方向和强度的影响,形成如图3d、 e所示的柱状晶过渡区(the Transition Region)。在该区域内气孔定向生长受限致使气孔长度变短,内壁不光滑,圆整度变小,如图3a、d、e所示。随着高度的进一步增加(>80 mm),铸型上部保温温度(1373 K)增加使侧向导热受抑,热流主要通过下部已凝固试样向水冷铜底导出。此时该区域内基体晶体生长方向与热流方向相反,以平面状生长为柱状晶[21]。同时,气孔随着基体共生生长形成典型的藕状多孔结构,气孔的长度增加,内壁光滑,圆整度增加,如图3a、b、c所示。
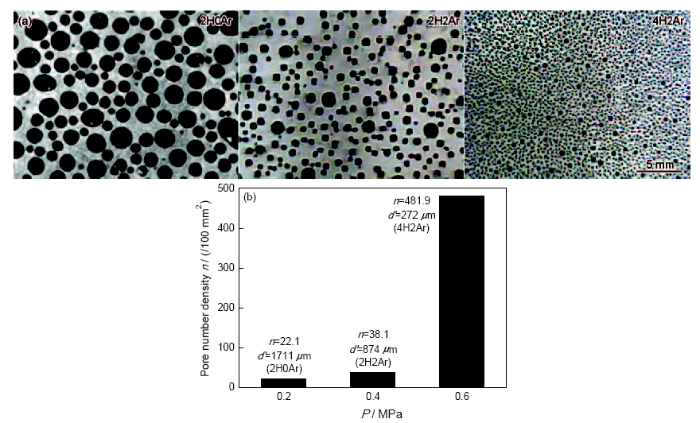
图4给出了气体压力P对气孔密度数n的影响。由图4可知,在相同的横截面高度处气孔的平均直径d'随着气体压力P (P=
图4 气体压力P对气孔密度数n的影响
Fig.4 Effect of gas pressures P on pore number density n of lotus-type porous Cu
图5给出了在相同的基体凝固方式下气体压力P对藕状多孔Cu气孔结构和分布的影响。可以看出,在相同的上型温度保温下基体固相均以平面状长大形成柱状晶,比较容易地得到了藕状多孔结构,如图5a~f所示;此外,随着压力P的增加晶界气孔密度数ηGB逐渐下降(0.89—0.61—0.39)。这表明,随着压力的增加藕状多孔Cu中气泡的分布位置逐渐从晶界转移到晶体内部,如图5g所示;气孔的均匀性方面,晶界处气孔的平均直径d'GB均大于晶内气孔直径d'G,随着气体压力P的增大,晶界处气孔的平均直径d'GB逐渐与晶内气孔直径d'G接近,说明随着气体压力P的增加气孔尺寸分布越来越均匀,如图5h所示。
图5 气体压力P对气孔结构和分布的影响
Fig.5 Effect of gas pressures P on pore structure and distribution of lotus-type porous Cu
在Gasar凝固中,藕状多孔结构的获得依赖于固/液界面处气泡的形核和具有临界尺寸的气泡的进一步长大。气泡形核是金属/气体共晶定向凝固的初始阶段,其形核方式及形核位置对应着藕状多孔结构的形成以及气孔的分布状态[18]。为了理解系统的气体压力P对藕状多孔试样气孔密度数,气孔尺寸分布(均匀性)以及气孔分布位置的影响 (图4,5所示)机制,须深入分析Gasar凝固中气泡的形核及长大过程。
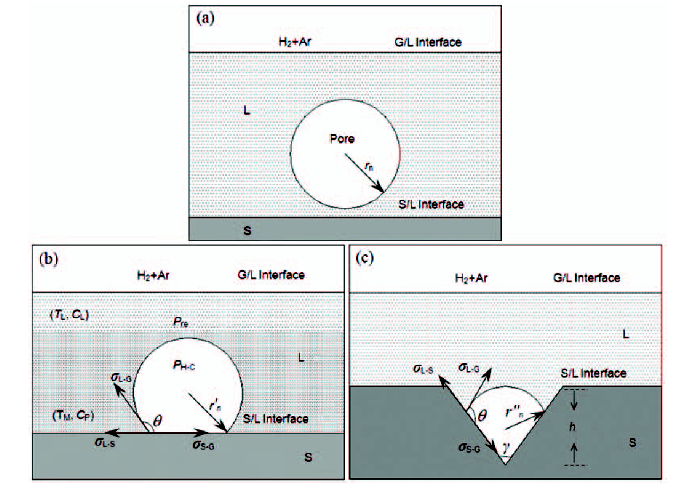
图6给出了Gasar工艺中气泡的形核方式示意图。其中图6a给出了气泡在熔体中的均质形核,图图6b给出了气泡在高熔点杂质原子平界面上的非均质形核,图6c给出了气泡在夹角为γ、深度为h的杂质原子圆锥形凹坑里的非均质形核。
图6 Gasar工艺中气泡在熔体中的形核
Fig.6 Schematic drawing of pore nucleation mode in molten metal: homogeneous (a) and heterogeneous (b) (c) nucleation
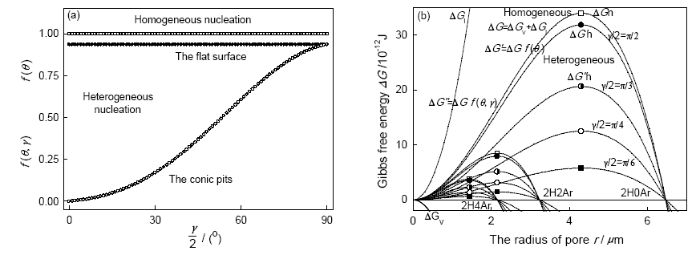
根据经典形核理论[21],气泡形核时系统的吉布斯自由能的变化曲线有一个极大值ΔGn,是形成可连续生长的气泡所必须克服的激活能——形核功,对应的气泡半径为气泡形核的临界半径rn。表2给出了图6所示三种形核方式所需克服的形核功及临界形核半径[17,18]。由表2可知,临界气泡形核半径与外界气压P成反比,而与形核方式无关。根据对传统铸造过程的研究,金属熔体中大量的高熔点夹杂物,是气泡异质形核的核心[17,18,23-25]。以Al2O3为例,均质形核时的形状因子为1,使用表2中的数据可计算出不同形核模式下的形状因子曲线,图7a所示;由此可得出不同气压P下、不同气泡形核方式的体系吉布斯自由能曲线,以及所需形核功的变化,如图7b所示。计算所用的参数列于表3。
表2 不同气泡形核方式对应的形核功和临界形核半径
Table 2 Radius of critical nucleus, the activation energy and the shape factor for the models of bubble nucleation
| The model of bubble nucleation | The radius of critical nucleus | The activation energy and the shape factor | |
|---|---|---|---|
| Homogeneous bubble nucleation | |||
| Heterogeneous bubble nucleation | Planar interfaces | ||
| Pits or cracks | |||
图7 不同气泡形核模式的与形状因子和系统吉布斯自由能曲线
Fig.7 Calculated results of f(θ), f(θ,γ) (a) and ΔG (b) under different nucleation models
表3 计算气泡形核所用的参数
Table 3 Parameters of pore nucleation for calculation
| Metal | ΔT / K | ρLgh / Pa | Pvap/Pa | θ / o | σL-G / (Jm-2) |
|---|---|---|---|---|---|
| Cu | 200 | 7840 | 1.28 | 134 | 1.31 |
从图7可知,在Gasar凝固中,在相同的外界气压P下,不同气泡形核方式所需系统克服的形核功不同:均质形核所需形核功大于非均质形核所需形核功,不同非均质形核所需形核功与圆锥夹角γ成正比。虽然该值仍达不到热力学第二定律所规定的相变自发性条件(ΔG<0)的要求,但是随中形核功的降低由系统能量起伏所补足的能量(形核功)必将减小[21],气泡的形核也更加容易。此外,随中外界气压P的增大相同的形核方式所需系统克服的形核功减小,也即在低压下不能启动的形核方式在高压下成为可能。其结果导致,随中外界气压P的增大系统的形核率增加。
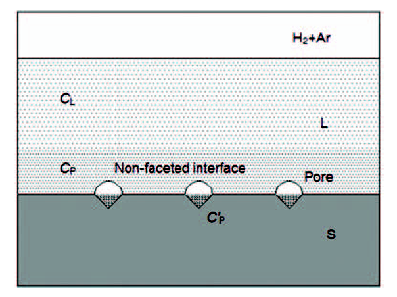
关于气泡的形核位置,对熔融熵的计算表明:大多数纯金属凝固时其固液界面以非小平面(Non-faceted)方式生长。非小平面界面在微观尺度上光滑,只是由于晶界的存在界面上将出现μm尺度范围的沟槽[21] (图8)。显然,在Gasar凝固(非平衡凝固)条件下沟槽内的溶质H浓度C'P大于固液界面附近的H浓度CP而远大于熔体远端H的初始浓度CL。因此,相对于气泡的晶内形核,非小平面界面上的沟槽将率先形核。此外,晶界上较多的空位、位错等缺陷导致原子的扩散速度较快,在发生相变时新相先在晶界上形核[26]。综上,由于固液界面上的沟槽及晶界本身的特殊性,在Gasar凝固过程中气泡先在晶界处形核。气泡在晶体内部的形核以在晶内弥散分布的高熔点杂质为核心异质形核,伴随外界压力的逐渐增大气泡形核的形核功逐渐减小,气泡在晶内形核的形核率逐渐增加,结果是随着中外界压力的增加气泡的分布位置逐渐从晶界转移到晶体内部,如图5所示。
图8 固液界面形貌与气泡的形核
Fig.8 Solid/liquid interface morphology and the nucleation of pores
气泡在固液界面附近形核后,并非所有具有临界半径rn的气泡都能随固液界面一起长大成为气孔。形核气泡的进一步长大决定于气泡内压力PH-C(长大动力)和气泡外压力Pre(长大阻力)间的差值,如图6b所示。显然有
对气泡生长的阻力
由于气泡的临界半径rn与形核方式无关(表2),根据上式得
即由表面张力引起的附加压力是外部气体压力的3倍,阻碍气泡生长的压力Pre是外部气体压力的4倍。
对于气泡生长的动力PH-C,根据西华特定率,H2在温度为TL(TL=TM+ΔT)的纯Cu熔体中的溶解度CL为
从而得到
随着凝固的进行固液界面处的温度降至熔点温度TM,溶质的浓度变为Cp。根据凝固理论,界面前沿所能达到的最小溶质浓度和最大溶质浓度分别为CL和CL/k0 (k0为溶质分配系数,对于Cu-H系,k0=0.35)。由于Ar几乎不溶于Cu熔体,气泡内的气体几乎为H2,与熔体中H溶质浓度Cp相平衡所需的H2压力即为气泡内的压力PH-C,根据式(8)得
对于Cu-H系[27],
结合式(6)-(9),得
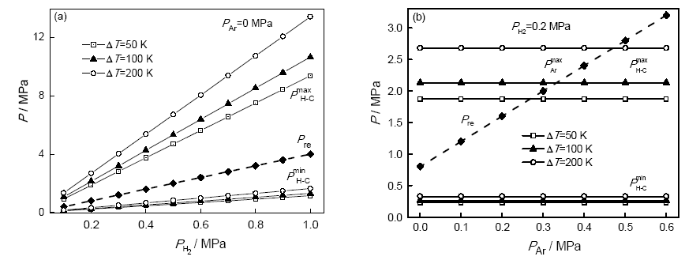
从上式可以看出,气泡内气体的压力只与ΔT和
图9
Fig.9 Effect of PH2, PAr and ΔT on growth of pores of lotus-type porous Cu
结合Gasar凝固过程中气泡的形核和长大条件,在相同的过热度ΔT条件下,当
(1) 制备具有不同结构参数和分布特征的藕状多孔Cu试样时,气孔在柱状晶过渡区内的定向生长受限,使气孔长度变短,内壁不光滑,圆整度变小;基体以柱状晶生长时,气孔随着基体共生生长形成典型藕状多孔结构,气孔长度增加,内壁光滑,圆整度增加。
(2) 气体压力的增大形核功降低导致气泡形核率增加,使藕状多孔Cu中气泡的分布位置逐渐从晶界转移到晶内,试样平均孔径减小而气孔密度数和均匀性增加。
(3) 固液界面上的沟槽和晶界本身的特殊性使气泡在晶界处的形核优先于晶内,导致晶界处气孔平均直径比晶内气孔的直径大。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}