
赵金华 , 邸洪双
, 邸洪双
ZHAO Jinhua, DI Hongshuang
中图分类号: TG142
文章编号: 1005-3093(2017)10-0728-09
通讯作者:
收稿日期: 2016-01-13
网络出版日期: 2017-10-20
版权声明: 2017 《材料研究学报》编辑部 《材料研究学报》编辑部
基金资助:
作者简介:
作者简介 赵金华,男,1988年生,博士生
展开
摘要
用OM、SEM以及EBSD技术研究了超快冷工艺制备的18.4 mm X80管线钢的微观组织及晶体学取向,用SEM观察和分析了DWTT断口的表面形貌和裂纹扩展行为,并讨论了超快冷改善管线钢止裂性能的作用机制。结果表明,用超快冷工艺制备的X80管线钢的组织为AF+CB+M/A岛,其中AF组织大约占83%,CB大约占17%,组织的有效晶粒尺寸大约为3.5 μm,大角晶界百分比大约为40.9%;在DWTT断裂过程中,实验钢中较大比例的AF和细小M/A岛减小了有效晶粒尺寸,提高了材料的止裂性能。超快冷提高管线钢止裂性能作用机制为:超快冷促进了AF形成,提高了细小弥散分布的M/A岛含量,弱化了AF相变过程中变体的选择,进而降低了有效晶粒尺寸,提高了大角晶界密度,改善了材料的止裂性能。
关键词:
Abstract
The microstructure and crystallographic features of X80 pipeline steel of 18.4 mm in thickness, which was prepared by ultra-fast cooling (UFC) technique, were characterized by means of optical microscope, electron scanning microscopy, and EBSD technique. The performance of the steel by drop weight tear test (DWTT) was investigated in terms of the crack propagation and the morphology of fractured surfaces, while the mechanism related with the crack arresting ability of the steel resulted from UFC treatment was revealed . The results show that the microstructure of the steel is primarily composed of AF, CB, and M/A island, and the area fractions of AF and CB are ~83%, and ~17%, respectively. The effective grain size is ~3.5 μm, and the fraction of high-angle boundary is ~40.9%. The steel with higher fractions of AF and small-sized M/A island possesses smaller effective grain size, which is beneficial to the crack arresting ability of the steel. The mechanisms related to the enhancement of the crack arresting property may be ascribed to that the UFC promots the formation of AF, and increases the amount of small-sized M/A island by increasing cooling rate. Additionally, the variant selection during bainite transformation is weakened by UFC. Thus, the effective grain size is decreased, and the density of high-angle boundary is increased.
Keywords:
落锤撕裂性能(DWTT),是管线钢重要的力学性能之一。管线钢的DWTT性能准确地反映了全尺寸厚度管线钢材料的止裂性能 [1-3],与管道的输送安全性、输送效率以及输送成本密切相关。对于厚规格管线钢卷板,如21.4 mm厚X80卷板,传统热机械加工工艺(TMCP)的冷却能力不足,使DWTT性能不稳定、合格率降低[4]。近年来,以超快速冷却为核心的新一代TMCP工艺(以下简称超快冷)的完善与发展,其提高材料力学性能、细化材料微观组织、促进纳米尺寸析出的作用凸显 [5-7]。特别是将超快冷技术引入到厚规格X70管线钢卷板生产中,对细化带钢芯部组织、提高管线钢的DWTT性能有显著的作用[8]。当前,超快冷技术已成功地应用于厚规格管线钢X70和X80的生产中。研究超快冷工艺下DWTT止裂机制,对于提高及改善管线钢DWTT性能、开发高止裂性能管线钢有重要的意义。
材料的DWTT性能与其微观组织特征密切相关,是材料微观组织止裂能力强弱的宏观反映。与夏比冲击试样断裂类似,DWTT断裂过程也分为裂纹的形成与扩展。为了提高材料的DWTT性能,需要提高裂纹形成吸收功或最大程度地提高裂纹扩展吸收功。因此,在微观层面DWTT性能与材料的组织类型、硬质第二相及夹杂物的形态、尺寸等参数密切相关,只有得到理想状态的微观组织、硬质第二相并合理控制夹杂物尺寸,才能确保材料的DWTT性能。目前,针对管线钢DWTT性能的研究多集中于DWTT异常断口形成机制及预防措施上[9-11],针对DWTT断裂行为的研究多停留在宏观断口的观察上[3, 12, 13]。本文以用超快冷工艺制备的18.4 mm X80管线钢卷板为研究对象,用OM、SEM及EBSD技术研究该卷板的组织特征及晶体学特征,观察和分析这种实验钢的DWTT裂纹扩展行为,并研究超快冷在改善管线钢止裂性能方面的作用机制。
实验用钢取自国内某钢厂热连轧生产线生产的18.4 mm X80管线钢卷板,其合金成分为典型的低C,高Mn,Nb、V、Ti复合添加的微合金钢,具体成分列于表1。实验钢经二阶段控制轧制(γ再结晶区+γ未再结晶区)后,采用超快冷(冷却速度:40℃/s)+层流冷却(冷却速度:20℃/s)的控制冷却方式将带钢冷却至目标温度(超快冷出口温度:480℃, 层冷终止温度:400℃),随后进行卷取(卷取温度:400℃)。经时效48小时后取样,对其微观组织进行表征并检测相应的力学性能。
表1 实验钢合金成分 (质量分数,%)
Table 1 Chemical composition of experimental steel (%, mass fraction)
| Element | C | Si | Mn | P | S | Nb+V+Ti | Cr+Mo |
|---|---|---|---|---|---|---|---|
| Content | 0.052 | 0.204 | 1.80 | 0.01 | 0.001 | ≤0.13 | ≤0.52 |
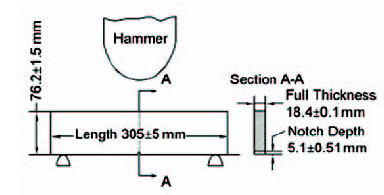
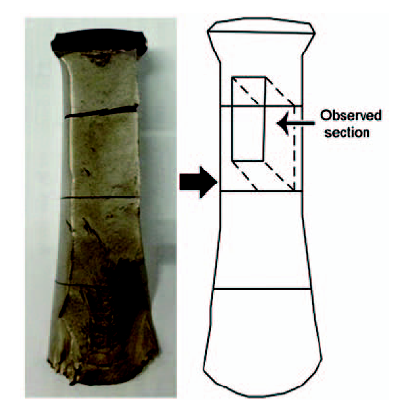
用于观察组织的试样取自板宽中心部位,光学组织及表面形貌观察在轧向与垂向组成的平面上进行,EBSD检测在与轧向呈30°方向与垂向组成的平面上进行。试样经机械打磨、抛光后用4%硝酸酒精溶液腐蚀,用于光学组织观察的试样腐蚀10 s,用于表面形貌观察的试样腐蚀15 s。使用预先配制的电解抛光液(高氯酸:酒精=1:13)对EBSD试样进行电解抛光。用光学显微镜(型号:DMIRM, Leica)观察显微组织,用扫描电子显微镜(型号:ULTRA 55, Zeiss, 分辨率:1.0 nm)进行表面形貌观察及EBSD检测。按ASTM A370标准进行室温拉伸试验、冲击试验及DWTT试验的制备与检测。拉伸试验取横向圆棒试样;冲击试验用的为尺寸10 mm×10 mm×55 mm的标准Charpy-V型缺口试样,试样与轧向呈30°;DWTT试样尺寸为305 mm×76.2 mm×板厚,如图1所示,DWTT试样与轧制方向呈30°。拉伸试验在30吨万能拉伸实验机(型号:WDW-300,长春科新,最大试验力:300 kN)上进行;-20℃冲击试验在INSTRON万能冲击试验机(型号:HV9250, Instron, 最大能量: 1603 J)上进行;-15℃ DWTT试验在落锤冲击试验机(型号:JL-50000, Weihai Manufacturing Co., Ltd)上进行。使用化学沉积法将DWTT冲击断口镀镍,并用电火花线切割将DWTT断口沿撕裂方向切开,整个撕裂断口分为4部分。逐一用SEM观察裂纹的扩展路径,具体观察部位示意图如图2所示。
图2 裂纹扩展观察面的示意图
Fig.2 Schematic diagram of observation section for crack propagation
在超快冷工艺下实验钢厚度1/2处光学显微组织及表面形貌照片,如图3所示。由图3可知,实验钢组织呈典型的X80管线钢组织特征,显微组织由细小针状铁素体(AF)、传统贝氏体(CB)组成,在铁素体基体及晶界处可见呈现不同形态的M/A岛组织(图3a),M/A岛呈细小颗粒状、长条状、不规则形状(图3b)。AF以晶内形核的方式在形变奥氏体内形成,呈不规则形状、细小晶粒、任意方向随机分布的组织 [14],CB指在原奥氏体晶界形核的贝氏体铁素体(BF)、粒状贝氏体组织(GB)。经统计AF、CB面积百分数分别占~83%、~17%。
图3 实验钢厚度1/2处的光学组织和表面形貌
Fig.3 Microstructural characterization at mid-thickness (a) optical micrograph; (b) morphological micrograph
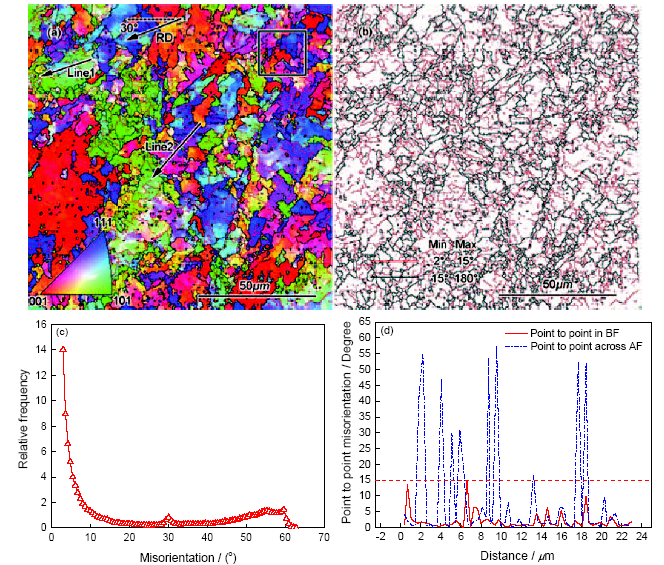
使用EBSD技术对实验钢进行检测与分析,实验钢的取向分布图、晶界勾勒图如图4(a, b)所示。将15°晶界取向差定义为区分大小角晶界的临界值。晶界间取向差在2-15°定义为小角晶界;晶界间取向差≥15°的晶界定义为大角晶界。小角晶界对位错的运动起到阻碍作用,其数量及所占百分比与材料强度存在一定关系;大角晶界能够阻碍裂纹的扩展,是材料有效晶粒尺寸的构成单元 [15]。结合取向分布图及晶界分布图可知,AF内部亚结构间为小角晶界,AF间呈大角晶界,CB晶界呈大角晶界。依据晶界勾勒图及晶界取向差分布图,如图4(b, c)所示,在超快冷工艺下实验钢的有效晶粒尺寸为~3.5 μm,大角晶界所占百分比为~40.9%。图4d给出了沿图4a中所示的线1及线2取向差变化趋势图,其中线1穿过CB晶粒内部,线2穿过不同AF晶粒。可以看出,沿线1不同部位取向差在0-15°范围内波动,而沿线2不同部位取向差在0-57°范围内波动,表明AF有利于提高大角晶界的密度。
图4 实验钢的取向成像图、晶界勾勒图、晶界取向差分布图以及沿1#与2#线方向取向差变化图
Fig.4 EBSD analysis data of experimental steel (a) orientation distribution map; (b) distribution of grain boundary; (c) distribution of misorientation between different grains; (d) variation trend of misorientation along Line 1, and Line 2
对实验钢组织中大角晶界密集区域的晶体学取向进行进一步分析,图5(a, b)分别给出了图4a中方框内局部区域取向成像图及{001}面极图。对于相邻铁素体晶粒,其相互间的取向差及转轴可通过公式(1)所示关系进行计算,其中g1, g2为坐标矩阵,Si,Sj为对称性操作,
图5 不同AF之间的晶体学取向关系:取向成像图和{001}极图
Fig.5 Crystallization relationship between different AF (a) orientation distribution map and (b) pole figure of {001}
表2
Table 2 Crystallographic orientation relationship of different grains showing in
| No. | Orientation | Rotational operation | Variants |
|---|---|---|---|
| 1 | {203}[-4-13] | - | - |
| 2 | {113}[4-2-1] | [-122],53.8° | V17 |
| 3 | {013}[-23-1] | [-623],44.2° | V18 |
| 4 | {112}[-631] | [-2-21],52.5° | V10 |
| 5 | {113}[8-3-2] | [-133],52.9° | V17 |
| 6 | {325}[-431] | [-3-13],56.3° | V17 |
| 7 | {115}[7-2-1] | [-1-6-5],53.9° | V9 |
| 8 | {001}[-410] | [-312],42.3° | V18 |
超快冷工艺下实验钢的各项力学性能及相应性能标准,如表3所示。由表3可知,实验钢各项力学性能均满足ASTM A370标准,实现了良好的强、韧性能匹配,特别是-20℃冲击吸收功及-15℃ DWTT剪切面积分别达到了395 J及100%,表明实验钢具有优良的强、韧性及止裂性能。
表3 实验钢力学性能
Table 3 Mechanical Properties of experimental steel
| Tensile testing results | 30° charpy impact absorbed energy (-20℃)/J | 30° DWTT (-15℃)/% | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Rt0.5/MPa | Rm/MPa | Elongation/%, A50 | Yield ratio | 1# | 2# | 3# | Average | 1# | 2# | Average | |
| Studied steel | 570 | 694 | 27.9 | 0.82 | 426 | 336 | 422 | 395 | 100 | 100 | 100 |
| ASTM A370 | 555~690 | 625~825 | ≥18 | ≤0.93 | Single ≥180,Average ≥240 | Single ≥70,Average ≥85 | |||||
图6给出了实验钢DWTT试样宏观断口照片。DWTT实验过程中试样失效断裂过程可分为如下几步:(1)压制缺口根部的起裂;(2)裂纹逐渐由脆性断裂过渡为韧性断裂;(3)裂纹的稳定扩展;(4)锤击硬化区断裂。由于DWTT冲击过程中能量较大,在压制缺口裂纹起裂部分受力较大,材料往往表现出脆性断裂;随着裂纹的扩展材料的组织对裂纹扩展起到阻碍作用,消耗一定的裂纹扩展能量,材料断裂方式逐渐由脆性断裂向韧性断裂过渡;随着裂纹继续扩展,裂纹逐渐进入稳定撕裂过程。实验钢DWTT断口如图6中的标注所示。
对实验钢解理断裂区、解理断裂向延性断裂过渡区、延性断裂区及锤击区的断口形貌进行进一步观察,结果如图7所示。由图7a可知,在解理断裂区,冲击残样表面由细小的韧窝及较大尺寸解理面组成,撕裂楞尺寸较小;随着观察位置由解理区过渡至韧性断裂区,断口由较大尺寸韧窝及明显撕裂楞组成,表明断裂时消耗了一定能量(图7b);在延性断裂区,断口表面呈典型韧窝断裂,韧窝数量较多,尺寸较小,为典型韧性断裂断口(图7c);锤头冲击区断口,呈典型脆性断裂特征(图7d)。冲击断裂区表现出脆性断裂的原因,是锤击侧受到锤头的冲击后产生加工硬化现象,进而韧性下降,材料发生脆断 [10]。实验结果表明,超快冷工艺下生产的18.4 mm X80实验钢延性断裂区断口呈典型韧性断裂特征,表明其具有优良的止裂性能。
图7 不同位置处DWTT冲击残样表面形貌特征:(a)-(d)分别对应P1-P4观察位置
Fig.7 Fracture of DWTT residual sample of studied X80 hot strip: (a)-(d) corresponds to P1 to P4
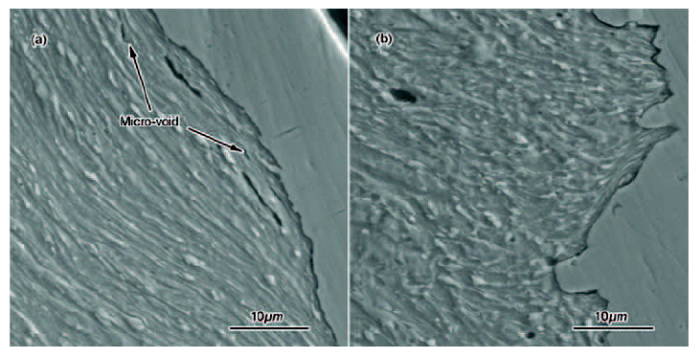
图8(a, b)分别给出了裂纹起裂区及脆性断裂区裂纹扩展路径。在该阶段组织对裂纹扩展阻碍作用较小,裂纹几乎沿线性扩展,当落锤以较大能量冲击至试样表面时压制缺口根部应力发生高度集中,此时,缺口根部组织发生强烈塑性变形,断口附近的AF晶粒及M/A岛等组织沿裂纹扩展方向拉长(图8a);随着裂纹逐渐由起始阶段向稳定扩展阶段过渡AF晶粒及M/A岛组织的拉长程度逐渐减弱,当裂纹扩展过程中与AF相遇时局部AF改变了裂纹的扩展路径,在扩展方向上出现“锯齿状”裂纹(图8b),表明此时组织对裂纹扩展起到了一定阻碍作用,但是作用不显著。
图8 DWTT断裂过程裂纹起裂及过渡阶段裂纹扩展路径
Fig.8 Crack propagation path at initiation and transition process
图9给出了裂纹进入稳定扩展阶段后的扩展路径。可以看出,当裂纹与M/A岛、AF晶界、CB晶界相遇时裂纹的扩展方向发生明显偏转,表明M/A岛、AF、CB会增加裂纹扩展阻力,消耗裂纹扩展能量,进而提高材料的止裂性能。在CVN冲击过程中,AF、CB晶界为大角晶界,对材料的不稳定断裂过程起到阻碍作用,而M/A岛尽管为小角晶界,其在阻碍裂纹扩展方面同大角晶界作用相似,也能阻碍裂纹的扩展 [7]。本文的实验结果表明,在DWTT断裂过程中材料组织中细小AF及M/A岛使扩展裂纹在稳定扩展阶段发生大幅度偏转,消耗一定扩展能量,提高材料的止裂性能。用超快冷工艺制备的实验钢,其组织中AF及M/A岛的数量百分比及形态是提高材料止裂性能的主要决定因素。
材料的止裂性能与其微观组织特征密切相关。具有大角晶界的组织能够有效阻碍断裂过程中裂纹的扩展,消耗一定的能量,进而提高材料的止裂性能。对于管线钢,AF组织由于其铁素体板条间为大角晶界,其含量的增加会降低材料的有效尺寸,提高材料的止裂性能。而M/A岛尽管为小角晶界,但由于其内部有高密度位错,在阻碍裂纹扩展方面与大角晶界类似,能阻碍断裂过程中裂纹的扩展,提高材料的止裂性能 [7]。AF及M/A岛组织的调控已成为提高管线钢止裂性能的关键。根据Griffth理论[18, 19],M/A岛尺寸的大小影响材料的断裂抗力,M/A岛尺寸越大材料的断裂抗力越低。因此,提高AF及细小第二相M/A岛含量是开发具有高止裂性能管线钢的目标。
TMCP工艺是管线钢卷板生产的主要工艺,在控制轧制过程为形变奥氏体的相变“积累”充足的能量的同时提供足够多的形核位置,得到充分硬化的形变奥氏体组织,而控制冷却过程会将这部分能量及形核位置“储存”至相变温度,为随后的相变提供理想相变条件。超快冷的应用提高了“储存”能量的效率,高冷速将形变奥氏体快速冷至目标温度,通过增加过冷度提高材料的相变驱动力。同时,较多的晶体缺陷如位错、层错等易作为形核位置保留至相变温度,有利于材料微观组织的细化及相应力学性能的提高。结合本文的实验结果,用超快冷工艺制备的实验钢具有优良的止裂性能,其DWTT剪切面积为100%,延性断裂区的断口为典型的韧窝断裂,且其裂纹扩展为典型高止裂管线钢特征。用超快冷工艺制备的实验用18.4 mm X80管线钢,其高止裂性能主要与以下三方面有关:
(1) 超快冷工艺有利于AF的形成,实验钢的AF组织百分比为83%。原奥氏体晶界处是相变时新相形核的有力位置,而管线钢中的AF主要以晶内位错、层错等晶体缺陷为形核位置,与AF相比CB的形成更加有利。而与CB组织相比,AF相变需要更大的相变驱动力及较多的晶内形核位置 [14]。较大的奥氏体未再结晶区变形量能提高形变奥氏体中的位错密度,保证AF具有足够多的形核位置。而采用超快冷技术一方面能增加组织的位错密度 [20],提高AF相变形核位置,同时能够提高组织相变驱动力,进而有利于AF的形成。AF有利于减小材料的有效晶粒尺寸,增加大角晶界密度,进而提高材料的止裂性能。
(2) 超快冷工艺有利于细小均匀分布的M/A岛形成。M/A岛数量、形态与冷却速度与终冷温度有关,M/A岛的体积分数随着冷却速度的增加而增加 [21]。超快冷工艺具有较高冷却速度,在促进AF相变的同时能提高铁素体板条的形核率。不同AF晶粒的长大过程中其末端之间相互碰撞,通过“机械稳定”作用机制使铁素体板条间残余奥氏体更加稳定,板条间碳富集的奥氏体转变为M/A岛 [14]。与此同时,较高的冷却速度能够抑制C原子的长程扩散,不利于M/A岛的长大。因此,超快冷较高的冷却速度有利于得到细小、弥散分布的M/A岛组织形成;
(3) 超快冷工艺有利于弱化AF相变过程中变体的选择。弱化变体选择及晶内形核是减小马氏体、贝氏体块尺寸的有效方法 [22]。由于变体的选择性增多增加了组织中大角晶界密度,通过弱化相变过程中变体选择是提高大角晶界密度,改善材料低温韧性及止裂性能的有效方法。在较密集的大角晶界区间内,相邻的AF间符合K-S不同变体关系。而冷却速度的提高会弱化贝氏体相变变体的选择,增加大角晶界密度 [23]。AF形成后其铁素体板条相互碰撞会制约变体的单一选择性,较大的相变驱动力会同时激发更多的变体形成,进而弱化变体的选择,增加大角晶界含量,减小AF有效晶粒尺寸。
(1) 用超快冷工艺制备的18.4 mm X80实验钢,其组织为AF+CB+M/A岛组织。AF百分比含量为~83%,CB含量为~17%,M/A岛以细小尺寸分布在AF晶界处及CB晶界处。
(2) 实验钢的有效晶粒尺寸为~3.5 μm,大角晶界百分比为~40.9%,在AF组织密集区域中不同AF间的晶体学取向关系满足由母相以K-S关系相变得到的不同贝茵组变体间的关系。
(3) 在DWTT试样断口的延性断裂区,AF晶界和M/A岛使裂纹扩展路径发生偏转,阻碍裂纹的扩展。超快冷提高管线钢止裂性能的机制为: 超快冷促进AF及细小M/A岛的形成的同时,弱化了AF相变过程中变体的选择,使材料有效晶粒尺寸减小及大角晶界密度增加,进而提高钢的止裂性能。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}