
赵媛媛, 章桢彦, 靳丽, 董杰
上海交通大学材料科学与工程学院 轻合金精密成型国家工程研究中心 上海 200240
ZHAO Yuanyuan, ZHANG Zhenyan, JIN Li, DONG Jie
中图分类号: TB331
文章编号: 1005-3093(2016)04-0292-07
通讯作者:
收稿日期: 2015-11-26
网络出版日期: 2016-04-25
版权声明: 2016 《材料研究学报》编辑部 《材料研究学报》编辑部
展开
摘要
通过添加0-1.0%(质量分数)的Cu或Sn来合金化4343合金, 获得一种熔点更低、抗塌陷性能更优良的钎焊材料。熔点测试结果表明, 随Cu或Sn含量的增加, 合金的固相线温度和液相线温度逐渐降低, 添加1.0%的Cu或Sn后合金固相线温度、液相线温度降低10-15℃。微观组织和挤压变形后力学性能研究结果表明, 随Cu或Sn含量的增加, 铸态合金中含Cu的第二相量或Sn颗粒逐渐增多; 热挤压后含Cu第二相趋于溶解, 而Sn促进含Si、Fe第二相溶解; 合金室温抗拉强度逐渐升高, 但延伸率略有降低。模拟钎焊实验结果表明, 添加Cu或Sn可降低4343合金的可钎焊温度, 添加1.0%的Cu或Sn可使钎焊温度降低15-20℃。
关键词:
Abstract
The 4343 Al-Si alloy is the most widely used brazing filler metal for the multi-layer aluminum clad sheets, which act as radiator fin for aluminum heat exchanger. In this paper, 0-1.0%(mass fraction) Cu or Sn was added to 4343 alloy in order to develop a new brazing filler metal with lower melting point and better collapse resistance. The results show that with the increase of Cu or Sn, the solidus and liquidus of the alloys decrease gradually, and when the Cu or Sn content is increased to 1.0%, the solidus and liquidus will be reduced by 10-15℃ respectively. With the increase of Cu ro Sn content, the Cu bearing intermetallic phases or the Sn particles increase in the cast alloy; after hot extrusion the Cu bearing intermetallic phases dissolve and Sn particles can induce the dissolution of Fe-Si bearing intermetallic phases; the tensile strength increases gradually while the elongations decrease a little. The results of trial brazing show that the addition of Cu or Sn will decrease the brazing temperature, particularly, the brazing temperature can be reduced by more than 15℃ for the filler alloys with 1.0% of Cu or Sn.
Keywords:
三层铝合金复合箔材具有良好的导热性能、耐蚀性能和可钎焊性能, 在汽车的发动机散热器、中冷器、空调冷凝器等热交换系统中得到广泛应用[1]。4343/3003/4343三层铝合金复合箔材是最典型的应用最广的铝热传输材料, 外层4343铝合金称为皮材, 为亚共晶Al-Si合金, 熔点为590-610℃, 是连接复合管、复合板和复合翅片的钎焊材料; 内层3003铝合金称为芯材, 为Al-Mn系合金, 具有一定的强度和耐蚀性, 是热交换系统的承力部件[2]。
汽车的节能减排促使铝合金复合箔材向更薄更轻的方向发展, 但是过薄的复合箔材在600-610℃高温钎焊时, 散热翅片容易产生软化变形和塌陷现象[3]。Yoon和Qin 等[4-7]发现芯材中粗大的再结晶晶粒和弥散析出相有利于提高铝箔的高温强度和抗塌陷性能。Feng等[8]发现高温钎焊时熔化的皮材中Si会向芯材扩散, 导致芯材中Si含量增加而高温强度降低[9]; 同时在皮材和芯材的界面处会形成粗大的Al-Si共晶[10-12], 熔蚀芯材, 降低铝箔的抗塌陷性能[13]。因此, 有必要研发出可钎焊温度更低的皮材, 一方面避免芯材高温强度降至过低, 另一方面减缓皮材中Si向芯材的扩散, 避免散热翅片发生软化塌陷。目前已有一些通过添加合金元素来降低钎焊料熔点的研究报道, 但尚未实际工业应用。Chang等[14]研究发现添加10%Ge、20%Cu能够使Al-Mg、Al-Mg-Si合金的钎焊温度降低至530℃以下。Luo等[15]通过在Al-Si合金钎料中添加15%Cu和4%Ni, 使Al-Si合金的液相线温度降至515℃, 并且在570℃钎焊时钎焊接头强度高达140 MPa。
大量添加Ge、Cu、Ni等低熔点合金元素, 虽然可能大幅度降低铝合金的钎焊温度, 但会导致皮材成本升高、降低皮材复合轧制成型性能和钎焊接头的强度。本文在4343合金中添加0-1.0%(质量分数, 下同)的Cu或Sn, 尝试开发兼具优良强韧性能, 并且钎焊温度可以降低10-15℃的皮材。
实验原料为商业用纯Al、纯Mg、纯Sn及Al20Si、Al50Cu、Al10Mn、Al20Fe等中间合金。采用常规电阻炉熔炼和金属型模具铸造, 铸造温度690℃, 制备的试样直径和高度分别为60 mm和100 mm。各合金经过光谱化学成分分析结果如表1, 其中, Cu0.25合金的化学成分在标准4343铝合金成分范围内, 在本文中作为力学性能及钎焊研究的参考标准。
表1 设计合金的化学成分
Table 1 Chemical composition of new Al alloys (mass fraction, %)
| New alloy | Cu | Si | Fe | Mn | Mg | Zn | Sn | Al |
|---|---|---|---|---|---|---|---|---|
| Cu0 | 0.01 | 7.98 | 0.60 | 0.11 | 0.02 | 0.18 | - | Bal. |
| Cu0.25(4343) | 0.26 | 8.03 | 0.63 | 0.11 | 0.00 | 0.19 | - | Bal. |
| Cu0.6 | 0.65 | 7.96 | 0.61 | 0.11 | 0.00 | 0.18 | - | Bal. |
| Cu1.0 | 1.12 | 7.86 | 0.61 | 0.11 | 0.00 | 0.19 | - | Bal. |
| Sn0.1 | 0.24 | 7.80 | 0.57 | 0.10 | 0.05 | 0.19 | 0.10 | Bal. |
| Sn0.25 | 0.25 | 7.97 | 0.61 | 0.11 | 0.03 | 0.19 | 0.25 | Bal. |
| Sn0.5 | 0.24 | 8.00 | 0.63 | 0.11 | 0.01 | 0.19 | 0.53 | Bal. |
| Sn1.0 | 0.25 | 7.98 | 0.65 | 0.11 | 0.01 | 0.19 | 1.06 | Bal. |
利用Netzsch STA 449F3型同步热分析仪(DSC)对合金进行熔点测试。对不同成分合金各取约10 mg的薄片, 超声波清洗烘干后置于Al2O3坩埚中, 用氩气作保护气, 加热速率分别为10和5 k/min, 测试后使用切线法计算合金的液相线、固相线温度。将不同成分的铸锭在400℃电阻炉中保温2 h后, 热挤压成直径12 mm的棒材(挤压比为10: 1), 线切割加工成标准拉伸试样, 在CSS-44100 电子万能材料实验机上进行室温力学性能测试, 拉伸速率为1 mm/min。取不同成分的铸锭线切割成直径10 mm×2 mm的圆片, 在580-610℃温度范围内进行模拟钎焊, 温度间隔为5℃。用自制模具将2个同成分的圆片夹紧固定, 送入电阻炉内保温15 min后取出空冷; 用线切割将已结合的圆片沿直径切开, 机械抛光研磨后在Axio Observer A1型金相显微镜(OM)下观察2个圆片纵截面的界面结合形貌, 根据两个界面的结合程度确定该合金的可钎焊温度。利用Sirion 200型扫描电子显微镜(SEM)进行组织形貌观察及能谱分析。
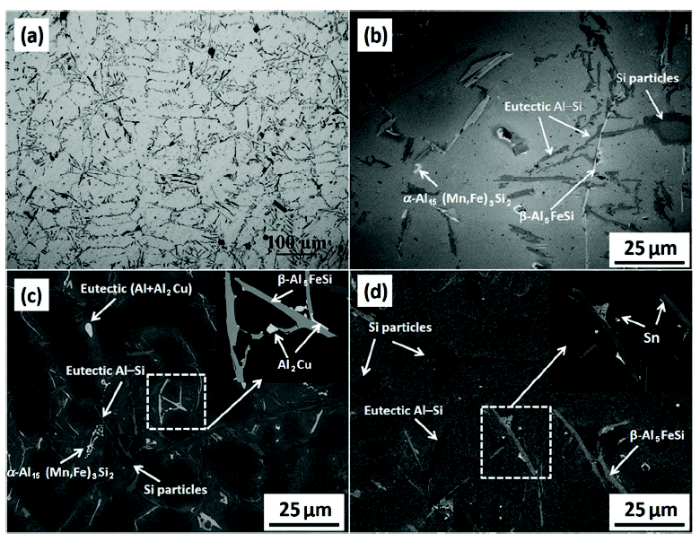
Cu0.25合金, 即4343铝合金铸态的微观组织金相和SEM像如图1a和b所示, 为典型的枝晶组织, 由大量树枝状α-Al晶胞和枝晶间针片状的Al-Si共晶、黑色粗大块状初生Si相组成。晶界及晶粒内部分布着白色或灰色针片状的第二相, 为β-Al5FeSi相[16]。在凝固过程中, 部分Mn元素溶入β-Al5FeSi相中, 形成点状或汉字状的α-Al15(Mn, Fe)3Si2相[17, 18]。
图1 添加Cu、Sn的Al-Si合金的铸态微观组织和相
Fig.1 Microstructures and phases of Al-Si alloys with different contents of Cu or Sn, (a, b) Cu0.25 (4343), (c) Cu1.0, (d) Sn1.0
在4343合金中添加0-1.0%的Cu后, 铸态组织变化不明显。在Al-Si-Cu合金中, 含量低于5.7%的Cu主要以块状Al2Cu相或共晶(Al+Al2Cu)相的形式存在, 或弥散分布在α-Al基体中[19], 或以针状Al-Si共晶、β-Al5FeSi相等为形核点附着在第二相上[20]。这是由于在Al-Si合金的凝固过程中, Cu发生以下反应:
经过SEM能谱分析, 随着4343合金中Cu含量的增加, 含Cu的第二相逐渐增多, 如图1c所示。在4343合金中添加0.1%-1.0%的Sn后, 由于Sn在室温下几乎不固溶于Al基体, Sn主要以明亮的白色块状或球状粒子分布于α-Al基体中。Sn颗粒或分布在晶界处[21, 22], 或附着在块状Al-Si共晶及针状β-Al5FeSi相上, 随Sn含量的增加, α-Al基体中的Sn颗粒也逐渐增多。Sn1.0合金的组织如图1d所示。同Cu0.25相比, Sn的添加会导致Al-Si合金的铸态组织中的树枝晶及第二相变得粗大, 分布更加不均[23]。
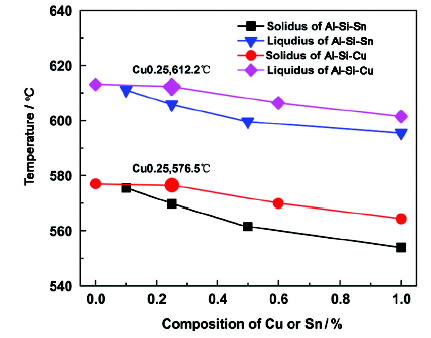
不同Cu或Sn含量合金的固相线及液相线温度如图2。由图可知, Cu0.25合金的固相线温度为576.5℃, 液相线温度为612.2℃, 与标准4343合金液、固相线温度相近(4343的固相线温度为577℃, 液相线温度为612.8℃[2])。随着Cu含量从0增加至1.0%, Al-Si-Cu合金的固相线和液相线逐渐降低, 这是因为Cu含量的增加会降低Al-Si共晶的熔化温度[20], 熔化过程中还会增加低熔点共晶相如Al2Cu的形成量, 从而使液相线和固相线的温度降低[24]。Cu含量达到1.0%时, 固相线降低至564.5℃, 液相线降低至601.5℃, 比Cu0.25液相线温度低10.7℃。随Sn含量的升高, Al-Si-Sn合金固相线及液相线逐渐降低, 这与Kliauga等人[21]的THERMOCAL计算结果相似: Sn含量从0.1%增加至1.0%时, Al-Si-Sn合金的固相线和液相线逐渐降低, 这是由于Sn的添加可以降低Al-Si共晶的熔化温度。高温钎焊时, 皮材部分熔化、处在半固态的环境中, Sn存在于Al-Si共晶或晶界处, 可能会阻碍半固态时Si的溶解, 避免钎焊时皮材大量熔化, 减少皮材向芯材的扩散及腐蚀。Sn含量增加至1.0%时, 固相线降低至553.95℃, 液相线降低至595.5℃, 比4343液相线温度低16.7℃。当Cu含量从0%增加到1.0%, 固相线降低12.5℃, 液相线降低11.5℃, 液固区间增加1℃; 而Sn含量从0.1%增加到1.0%, 固相线降低21.5℃, 液相线降低15.5℃, 液固区相增加6℃, 可能对降低4343合金的熔点和钎焊温度更明显。
图2 添加Cu、Sn的Al-Si合金的液、固相线温度
Fig.2 Solidus and liquidus temperature of Al-Si alloys with different contents of Cu or Sn
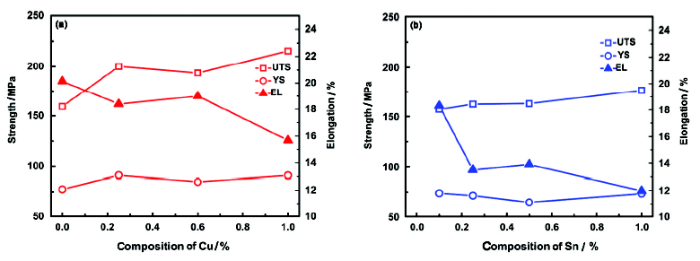
不同Cu或Sn含量挤压态合金的室温拉伸性能如图3所示, 可以看出, 随着Cu含量的增加, Al-Si-Cu合金的强度逐渐提高而延伸率有所下降。Cu含量从0增加至1.0%时, 抗拉强度从159.5 MPa提高至215.5 MPa, 而延伸率从20.1%下降至15.7%。随着Sn含量的升高, Al-Si-Sn合金的抗拉及屈服强度逐渐提高而延伸率迅速下降。Sn含量从0.1%增高至1.0%时, 抗拉强度从157.2 MPa提高至176.4 MPa, 而延伸率从18.3%下降至12%。添加微量的Cu和Sn对4343铝合金的强韧性能的影响不是很显著。
图3 Cu和Sn的含量对Al-Si合金力学性能的影响
Fig.3 Effect of Cu (a) and Sn (b) contents on the mechanical properties of Al-Si alloy
不同Cu或Sn含量的铝合金棒材的纵截面微观组织的OM像如图4所示, 可以看出, 热挤压后, 大量的铸态针片状Al-Si共晶和针片状β-Al5FeSi相破碎, 沿挤压方向呈带状分布, 而块状的初生Si相几乎未发生破碎和拉长现象。对比图4a和b可以看出, 随Cu含量增加, 破碎及拉长的合金相含量增大。
图4 热挤压合金的纵截面微观组织
Fig.4 Microstructures of the as-extruded Al-Si alloys on the longitudinal sections, (a) Cu0.25, (b) Cu1.0, (c) Sn1.0
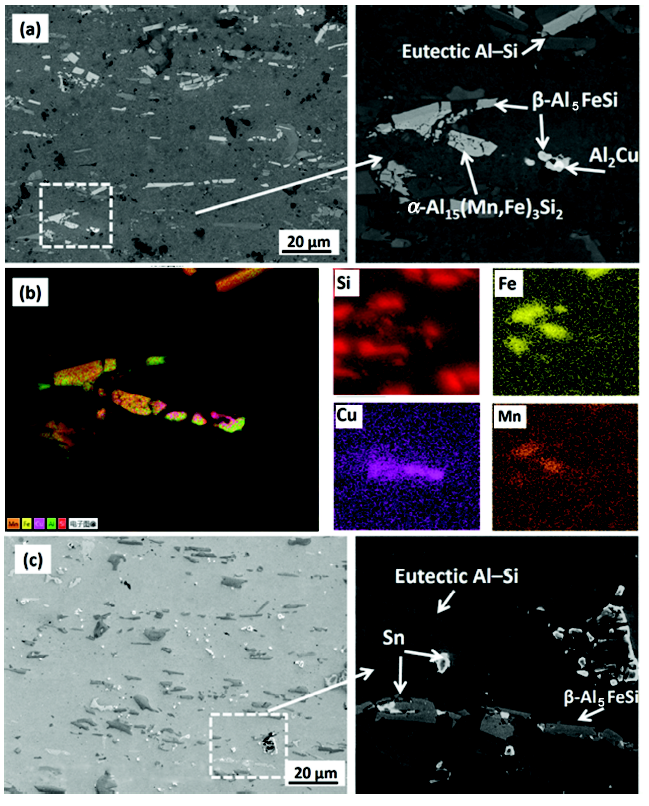
对挤压后微观组织和第二相组织进行面扫描后发现, 铸态组织中含Cu的块状Al2Cu或共晶(Al+Al2Cu)相经热挤压后大多溶解。结合图5a和5b可知, 仅剩余少量Al2Cu相夹杂在β-Al5FeSi相中间, 而β-Al5FeSi相和α-Al15(Mn, Fe)3Si2相附近的Al基体中固溶的Cu元素略有增高。随Cu含量的增加, 热挤压后基体中固溶的Cu含量逐渐增加, 固溶的Cu原子会造成晶格畸变, 增大位错运动的阻力, 从而提高基体合金的强度[19, 25]。
图5 热挤压合金的纵截面SEM像和EDS分析
Fig.5 SEM images and EDS analysis of the as-extruded Al-Si alloys, (a, b)Cu1.0, (c) Sn1.0
添加Sn的合金挤压后的纵截面金相组织形貌同Cu0.25类似, 初生Si相、Al-Si共晶和β-Al5FeSi相破碎, 沿挤压方向呈带状分布(图4c)。添加Sn的合金经挤压后纵截面上带状分布相相对更为稀疏(图5c), 这是由于热挤压过程中, 球状的Sn颗粒可以促进富Fe、Si的β-Al5FeSi相及α-Al15(Mn, Fe)3Si2相的溶解[26], 大量固溶的Si和Fe提高了材料的强度。另一方面, Sn颗粒在Al基体中弥散分布, 在受力时会产生弹性应变[22], 可能使位错以切过机制通过Sn颗粒, 从而提高Al-Si合金的强度。因此, 随着Sn含量的增加, Al-Si合金的抗拉强度逐渐提高。当然, Sn颗粒在变形过程中可能成为裂纹的萌生源, 导致Al-Si合金变形能力和拉伸延伸率降低。
在制备热交换器的过程中, 需要将散热翅片和铝复合管高温钎焊在一起, 由于铝复合管的包覆层大都为Al-Si系4343铝合金, 高温钎焊过程中实现的是翅片中皮材4343合金和铝复合管包覆层4343合金的钎焊结合[27]。因此, 本实验中采用两片同成分的4343合金圆片来进行模拟钎焊实验。
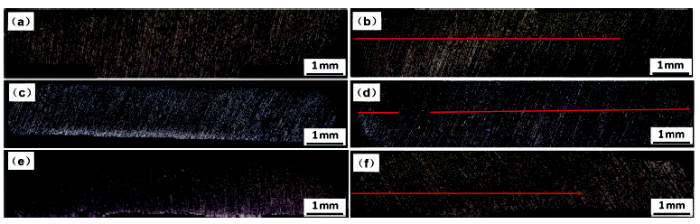
在模拟钎焊过程中, 当温度升高至合金的固相线温度以上, 合金会逐渐熔化, 并随保温时间的延长, 两个金属片逐渐熔合而钎焊到一起。各个设计合金在580-610℃保温后界面的结合比例如表2所示, 当两个界面100%结合时的最低保温温度确定为该合金的可钎焊温度。由表2可以看出, Cu0.25即4343合金的可钎焊温度为610℃, 与工业实际采用的钎焊温度相当, 而添加一定量的Cu或Sn后合金可钎焊温度有一定幅度的降低。在610℃及以上温度保温时, 两片Cu0.25的界面结合可以达到100%; 而降低保温温度到590℃, 界面结合比例逐渐降低至约2%, 再进一步降低保温温度至585℃或以下时, 界面将完全无法结合, 如图6a-b。添加1.0%的Cu可使4343合金的钎焊温度降低至595℃左右, 降低了15℃, 而590℃保温后界面结合仅89.7%, 如图6c-d。添加1.0%的Sn可使钎焊温度降低至590℃, 钎焊温度降低了20℃, 而585℃保温后界面结合仅67.4%, 如图6e-f。综上, Cu或Sn的添加都可以较大幅度地降低4343合金的钎焊温度, 添加1.0%的Cu或者Sn可以使钎焊温度降低15-20℃, 显示出较好的工业应用前景。
表2 模拟钎焊后界面结合比例
Table 2 Interface bonding ratio after simulated brazing
| Alloy | Holding temperature | Brazing temperature | ||||||
|---|---|---|---|---|---|---|---|---|
| 610℃ | 605℃ | 600℃ | 595℃ | 590℃ | 585℃ | 580℃ | ||
| Cu0 | 79% | 48.2% | 15.7% | 2% | × | × | × | >610℃ |
| Cu0.25 (4343) | 100% | 79.4% | 47.2% | 9.2% | 2% | × | × | 610℃ |
| Cu0.6 | 100% | 100% | 100% | 87.3% | 61.7% | 11.5% | 0% | 600℃ |
| Cu1.0 | 100% | 100% | 100% | 100% | 89.7% | 39.6% | 2.1% | 595℃ |
| Sn0.1 | 100% | 91.4% | 81.3% | 0% | × | × | × | 610℃ |
| Sn0.25 | 100% | 100% | 92% | 24.5% | 7% | × | × | 605℃ |
| Sn0.5 | 100% | 100% | 100% | 100% | 72.5% | 29.7% | 10% | 595℃ |
| Sn1.0 | 100% | 100% | 100% | 100% | 100% | 67.4% | 37.0% | 590℃ |
图6 模拟钎焊后界面形貌
Fig.6 Interface morphology after simulated brazing (the red line shows the bonded interface), (a) Cu0.25, 610℃, with bonding ratio of 100%; (b) Cu0.25, 605℃, with bonding ratio of 79.4%; (c) Cu1.0, 595℃, with bonding ratio of 100%; (d) Cu1.0, 590℃, with bonding ratio of 89.7%; (e) Sn1.0, 590℃, with bonding ratio of 100%; (f) Sn1.0, 585℃, with bonding ratio of 67.4%
1. 随Cu或Sn含量的增加, 4343合金的固相线、液相线温度逐渐降低; 添加1.0%的Cu或Sn后, 合金的固相线温度、液相线温度降低10-15℃。合金中添加相同含量的Sn对合金的熔点降低更多。
2. 随Cu或Sn含量的增加, 铸态合金中含Cu的第二相量及Sn颗粒逐渐增多; 热挤压过程中, 含Cu第二相逐渐溶解, 而Sn促进第二相中Fe、Si的固溶; 挤压合金室温拉伸强度逐渐升高, 但延伸率略有降低。当Cu含量达到1.0%时, 合金抗拉强度提高至215.5 MPa, 延伸率降低至15.7%; Sn含量达到1.0%时, 抗拉强度提高至176.4 MPa, 延伸率降低至12%。
3. 添加1.0%的Cu可使模拟钎焊温度降低15℃, 而添加1.0%的Sn可使模拟钎焊温度降低20℃。
The authors have declared that no competing interests exist.
| [1] |
Recent development in aluminium alloys for the automotive industry ,
The growing demand for more fuel-efficient vehicles to reduce energy consumption and air pollution is a challenge for the automotive industry. The characteristic properties of aluminium, high strength stiffness to weight ratio, good formability, good corrosion resistance, and recycling potential make it the ideal candidate to replace heavier materials (steel or copper) in the car to respond to the weight reduction demand within the automotive industry. This paper summarises the recent developments covering aluminium鈥檚 use in castings, extrusions and sheet; two specific examples will be given. The first deals with hang-on parts manufactured by Hoogovens Rolled Products Duffel, for which the weight saving potential can be 50%. Currently, the highly formable 5000 alloys are used mostly for inner panel applications, whilst the heat-treatable 6000 alloys are preferred for outer panel applications. This presentation reviews recent developments in aluminium alloys to improve formability, surface quality in both 5000 and 6000 alloys, and the bake hardening response of 6000 alloys. It also indicates the trend to develop a unialloy system to improve the aluminium scrap recycling. The second area deals with brazing sheet. Over the last 10 years there has been an increasing trend to replace copper heat exchangers with ones manufactured from brazed aluminium. Hoogovens Aluminium Walzprodukte Koblenz is one of the world鈥檚 leading supplier of aluminium brazing sheet and is in the forefront of developing alloys with the combination of strength, formability, brazing performance and long life required by its customers. Materials have been development for both vacuum and controlled atmosphere brazing. The current status and future trends in aluminium brazing sheet for automotive applications will be presented. Particular emphasis has been placed on the development of long life alloys with superior corrosion performance over the more conventional materials. Using these two examples the technical and commercial aspects of the manufacturing processes of aluminium automotive components and engineering design support of materials producers are illustrated. The essential feature is the close co-operation at all stages between the material鈥檚 supplier and the automotive manufacture.
|
| [2] |
Diffusional solidification phenomena in clad aluminum automotive braze sheet ,
<h2 class="secHeading" id="section_abstract">Abstract</h2><p id="">Differential scanning calorimetry (DSC) was used to investigate clad/core interactions and the evolving microstructure during simulated brazing of aluminum brazing sheet alloy No. 12, which consists of an AA3003 core with AA4343 cladding layers on either side. During the brazing operation the clad layers can alloy with the core as a result of Si diffusion before and after clad melting (i.e. in the solid-state and the solid/liquid state). This interaction affects the amount of liquid formed and its duration, which will impact on joint formation and mechanical performance. Metallographic data and DSC liquid fraction measurements show that solid-state interdiffusion prior to melting is responsible for some initial liquid suppression, but the amount of liquid present during the brazing cycle decreases rapidly as a result of isothermal, or diffusional, solidification. The liquid phase can be completely removed via diffusional solidification at the brazing temperature prior to cooling, leaving behind a significantly coarsened clad structure. Using this novel and practical DSC technique, experimental insight regarding Si diffusion into the core can be obtained as well as the evolving clad/core solidification structure.</p>
|
| [3] |
Research on sagging resistance of composite brazing aluminum foils ,复合钎焊铝箔抗下垂性能的研究进展 ,
为减轻车重以及降低铝制热交换器的制造成本,作为热交换器翅片材的复合钎焊铝箔,其厚度呈现减薄趋势,而保证复合钎焊铝箔在钎焊中具有良好的高温承载能力是减薄的前提。抗下垂性能是衡量复合钎焊铝箔综合性能的重要指标,它可以有效反映复合箔在钎焊中抵抗高温变形的能力。分析了复合箔在钎焊中发生下垂的原因,并对影响复合箔抗下垂性能的各种因素做了较为详细的阐述。
|
| [4] |
Fabrication and brazeability of a three layer 4343/3003/4343 aluminum clad sheet by rolling , |
| [5] |
Brazeability of cold rolled three layer Al-7.5Si/Al-1.2Mn-2Zn-(0.04-1.0)Si/Al-7.5Si (wt.%) clad sheets ,
|
| [6] |
Effects of cold rolling parameters on sagging behavior for three layer Al-Si/Al-Mn(Zn)/Al-Si brazing sheets ,
The effects of intermediate annealing (IA) and the final cold rolling (CR) condition on the microstructure and sagging resistance during brazing were investigated using three layer clad sheets composed of the Al−7.5 wt.%Si alloy (filler, thickness: 10 μm)/Al−1.3 wt.%Mn based alloy (core, 80 μm)/Al−7.5 wt.%Si alloy (filler, 10 μm). Also, the effect of 1.2≈2 wt.% Zn addition into the core on the sagging resistance of the clad sheets was determined. It was revealed that all the clad sheets fabricated by the optimum condition (IA at 690 K and CR to 20≈45%) show excellent sagging resistance with a limited erosion due to the formation of a coarsely recrystallized grain structure in the core during brazing. It was also revealed that the recrystallization behavior of the Al−1.3 wt.%Mn based alloy is hardly affected by the addition of 1.2≈2 wt.%Zn during the brazing cycle. Therefore, the sagging resistance of the clad sheets is found to be governed not by the Zn content added in the Al−1.3wt.%Mn based core, but by the intermediate annealing and final cold rolling condition.
|
| [7] |
Sagging mechanisms in the brazing of aluminum heat exchangers ,
A sagging mechanism was investigated using a sagging test rig to evaluate the brazeability of an aluminum sheet. The results show that sagging was controlled by softening of the elastic modulus in the initial stage, followed by an accelerative sagging stage, which was induced by both the dissolution of nanoprecipitates and the softening of the elastic modulus. Abnormal grain growth, which is related to the amount of final cold-rolling reduction, is responsible for the cessation of sagging at the end of the sagging process.
|
| [8] |
Residual clad formation and aluminum brazed joint topology prediction ,
A method for aluminum brazed joint topology prediction based upon the observation of residual clad formation has been proposed in this work. It was found that the residual clad layer had a uniform topology regardless of brazing profiles. Therefore, the consumed clad mass, which flowed into the brazed joint during brazing process and is essential for brazed joint topology prediction, could be indirectly calculated upon the measured residual clad thickness and the mass conservation principle. Based on such obtained consumed clad mass and the principle of minimum potential energy, the aluminum brazed joint topology had been predicted and the results are in good agreements with the experimental data.
|
| [9] |
Effects of Si content and cold rolling condition on brazeability of Al-Mn-Zn alloy core brazing sheet ,
Three layer clad brazing sheets composed of Al-7.5Si alloy (filler, thickness:10 97 )/Al-1.2Mn-2Zn-(0.04-1.05)Si alloy (core, thickness:80 97)/Al-7.5Si alloy (filler, thickness:10 97), were produced by laboratory fabrication, through casting, hot rolling, cold rolling, intermediate annealing, and final cold rolling. The effects of Si content in the core(0.04-1.05wt.%) and reduction rate of the final cold rolling(10-45%) on microstructure and brazing behavior were investigated. The results revealed that the microstructure and brazeability of the brazing sheet are governed both by Si content in the core and by the reduction rate of the final cold rolling. The excellent brazeability was obtained when the core alloy has the Si content of/cold rolled to 0.04%/10-45%, 0.41%/20-45% and 0.64%/30-45%. In these cases, a coarse grain structure was developed in the core during the brazing process, which suppressed the penetration of melting filler into the core.
|
| [10] |
Effect of microstructure on diffusional solidification of 4343/3005/4343 multi-layer aluminum brazing sheet ,
The effect of microstructure on clad/core interactions during the brazing of 4343/3005/4343 multi-layer aluminum brazing sheet was investigated employing differential scanning calorimetry (DSC) and el
|
| [11] |
Study of the microstructure resulting from brazed aluminium materials used in heat exchangers ,
Re-solidification of AA4343 cladding after brazing as well as the related precipitation in the modified AA3003 core material have been investigated. Analysis of the re-solidified material showed that partial dissolution of the core alloy occurs in both the brazing joints and away of them. Far from the brazing joints, the dissolution is, however, limited and diffusion of silicon from the liquid into the core material leads to solid-state precipitation in the so-called “band of dense precipitates” (BDP). On the contrary, the dissolution is enhanced in the brazing joint to such an extent that no BDP could be observed. The intermetallic phases present in the re-solidified areas as well as in the core material have been analyzed and found to be mainly cubic alpha-Al(Mn,Fe)Si. These results were then compared to predictions made with available phase diagram information.
|
| [12] |
Corrosion behaviour of brazed multilayer material AA4343/AA3003/AA4343: Influence of coolant parameters ,
<h2 class="secHeading" id="section_abstract">Abstract</h2><p id="">This paper is the second part of a work devoted to corrosion in brazed AA4343/AA3003/AA4343 materials on the water side of automotive heater cores. In the first part of the study [S. Tierce, N. Pébère, C. Blanc, C. Casenave, G. Mankowski, H. Robidou, Electrochim. Acta 52 (2006) 1092], corrosion initiation in the surface layer (i.e. the residual cladding) has been investigated. It has been associated to defective sites in the passive film covering the alloy. The defective sites are linked to α-Al(Mn,Fe)Si particles built up during brazing process. Interactions between α-Al(Mn,Fe)Si particles and the matrix are responsible for the observed behaviour. The present study focuses on the propagation of corrosion through the material in neutral water–ethylene glycol mixtures with and without chlorides. Comparison of the electrochemical behaviour of the three layers of the brazed material (i.e. the residual cladding, the “band of dense precipitates (BDP)” and the core material) revealed that the residual cladding was nobler than the BDP and the core material and thus that the corrosion should propagate through the inner layers due to galvanic coupling: the inner layers constitute the anode and the residual cladding the cathode. Increasing the ethylene glycol content in the water–ethylene glycol mixture decreased the rate of consumption of the materials whereas addition of chloride ions increased it. Mass variation measurements of brazed material in different solutions containing the degradation products of ethylene glycol showed that only glycolate ions had a slight detrimental effect. Corrosion tests performed in heater core tubes allowed the propagation mechanisms to be confirmed.</p>
|
| [13] |
Effect of microstructure on sagging resistance of a three-layer aluminum brazed sheet ,微观组织对复合钎焊铝箔抗下垂性的影响 ,
借助于光学显微镜、扫描电镜和EBSD等手段,研究了芯材再结晶组织对复合钎焊铝箔抗下垂性能的影响。结果表明,在钎焊过程中皮材发生熔化,低熔点Al-Si共晶相从皮材向芯材渗入,降低了扩散层的熔点,使得在高温中支撑材料强度的芯材厚度降低,不利于抗下垂性能。而存在较小析出相的试样由于析出相钉扎亚晶界和位错运动,阻碍再结晶,最终形成沿轧向分布的长条状再结晶组织,Al-Si相渗入深度较小,材料的抗下垂性较好,且钎焊后的强度和伸长率并未有明显的降低。
|
| [14] |
Brazing of 6061 aluminum alloy/Ti-6Al-4V using Al-Si-Cu-Ge filler metals , |
| [15] |
A new filler metal with low contents of Cu for high strength aluminum alloy brazed joints ,
The effect of Cu with low contents of 10, 12, 15wt.% on the microstructure and melting point of Al–Si–Cu–Ni alloy has been investigated. Results showed that low-melting-point properties of Al–Si–Cu–Ni alloys with low contents of Cu were attributed to disappearance of Al–Si binary eutectic reaction and introduction of Al–Si–Cu–Ni quaternary reaction. With raising Cu content from 10 to 15wt.%, the amount of complex eutectic phases formed during low temperature reactions (Al–Cu, Al–Si–Cu and Al–Si–Cu–Ni alloy reactions) increased and the melting temperature of Al–Si–Cu–Ni filler metals declined. Brazing of 6061 aluminum alloy with Al–10Si–15Cu–4Ni (all in wt.%) filler metal of a melting temperature range from 519.3 to 540.2°C has been carried out successfully at 570°C. Sound joints can be obtained with Al–10Si–15Cu–4Ni filler metal when brazed at 570°C for holding time of 60min or more, and achieved high shear strength up to 144.4MPa.
|
| [16] |
Evolution of Fe based intermetallic phases in Al-Si hypoeutectic casting alloys: Influence of the Si and Fe concentrations, and solidification rate ,
Al-Si-Fe hypoeutectic cast alloy system is very complex and reported to produce numerous Fe based intermetallic phases in conjunction with Al and Si. This publication will address the anomalies of phase evolution in the Al-Si-Fe hypoeutectic casting alloy system; the anomaly lies in the peculiarities in the evolution and nature of the intermetallic phases when compared to the thermodynamic phase diagram predictions and past publications of the same. The influence of the following parameters, in various combinations, on the evolution and nature of the intermetallic phases were analyzed and reported: concentration of Si between 2 and 12.6 wt%, Fe between 0.05 and 0.5 wt% and solidification rates of 0.1, 1, 5 and 50 K s(-1). Two intermetallic phases are observed to evolve in these alloys under these solidification conditions: the tau(5)-Al8SiFe2 and tau(6)-Al9Fe2Si2. The tau(5)-Al8SiFe2 phase evolves at all levels of the parameters during solidification and subsequently transforms into the tau(6)-Al9Fe2Si2 through a peritectic reaction when promoted by certain combinations of solidification parameters such as higher Fe level, lower Si level and slower solidification rates. Further, it is also hypothesized from experimental evidences that the theta-Al13Fe4 binary phase precludes the evolution of the tau(5) during solidification and subsequently transforms into the tau(6) phase during solidification. These observations are anomalous to the publications as prior art and simulation predictions of thermodynamic phase diagrams of these alloys, wherein, only one intermetallic phases in the tau(6)-Al9Fe2Si2 is predicted to evolve and be retained as the terminal phase at the end of solidification. Several analysis methods such as light optical microscope, scanning electron microscope equipped with a dual beam focused ion beam milling machine and energy dispersive X-ray diffraction system, transmission electron microscope equipped with high resolution digital imaging system, energy dispersive X-ray diffraction system, and high energy synchrotron beam source for nano-diffraction coupled with X-ray fluorescence imaging system was used in this study. (C) 2013 Elsevier B.V. All rights reserved.
|
| [17] |
Morphologies and growth mechanisms of α-Al(FeMn)Si in Al-Si-Fe-Mn alloy , |
| [18] |
The influence of cooling rate and manganese content on the β-Al5FeSi phase formation and mechanical properties of Al-Si-based alloys , |
| [19] |
Microstructural aspects of the dissolution and melting of Al2Cu phase in Al-Si alloys during solution heat treatment ,
The dissolution and melting of Al 2 Cu phase in solution heat-treated samples of unmodified Al-Si 319.2 alloy solidified at ≈10 °C were studied using optical microscopy, image analysis, electron probe microanalysis (EPMA), and differential scanning calorimetry (DSC). The solution heat treat-ment was carried out in the temperature range 480 °C to 545 °C for solution times of up to 24 hours. Of the two forms of Al 2 Cu found to exist, i.e. , blocky and eutectic-like, the latter type is more pronounced in the unmodified alloy (at ≈10 °C) and was observed either as separate eutectic pockets or precipitated on preexisting Si particles, β-iron phase needles, or the blocky Al 2 Cu phase. Dissolution of the (Al + Al 2 Cu) eutectic takes place at temperatures close to 480 °C through frag-mentation of the phase and its dissolution into the surrounding Al matrix. The dissolution is seen to accelerate with increasing solution temperature (505 °C to 515 °C). The ultimate tensile strength (UTS) and fracture elongation (EL) show a linear increase when plotted against the amount of dissolved copper in the matrix, whereas the yield strength (YS) is not affected by the dissolution of the Al 2 Cu phase. Melting of the copper phase is observed at 540 °C solution temperature; the molten copper-phase particles transform to a shiny, structureless phase upon quenching. Coarsening of the copper eutectic can occur prior to melting and give rise to massive eutectic regions of (Al + Al 2 Cu). Unlike the eutectic, fragments of the blocky Al 2 Cu phase are still observed in the matrix, even after 24 hours at 540 °C.
|
| [20] |
Effect of alloying elements on the segregation and dissolution of CuAl2 phase in A1-Si-Cu 319 alloys ,
<a name="Abs1"></a>The hypoeutectic 319 aluminum alloy (Al-7%Si-3.5%Cu) was used in the present study to investigate the effect of diverse alloying elements on the dissolution of the copper phase (CuAl<sub>2</sub>) during solution heat treatment. Elements such as Sr, Fe and P were added to the base alloy individually and in various combinations. The cooling curves of these alloys were obtained by solidifying the alloy melts in a preheated graphite mold (600°C, cooling rate <img src="/content/QQ287W571J314K86/xxlarge8764.gif" alt="sim" align="MIDDLE" border="0">0.8°C/s). From these the first derivate curves were plotted and used to determine the effect of the additives on the precipitation temperature of the Al-CuAl<sub>2</sub> eutectic reaction. Microstructural examination was carried out using optical microscopy, image analysis, and electron probe microanalysis (EPMA), with energy dispersive X-ray (EDX) and wavelength dispersive spectroscopic (WDS) analysis facilities. Samples from different alloys were solution heat treated at 505°C for various times up to 100 hours. The results explicitly reveal that solution heat treatment plays a critical role on the dissolution of the CuAl<sub>2</sub> phase. It is found that Sr leads to segregation of the CuAl<sub>2</sub> phase away from the Al-Si eutectic regions, which slows down its dissolution during solution heat treatment. The <img src="/content/QQ287W571J314K86/xxlarge946.gif" alt="beta" align="MIDDLE" border="0">-Al<sub>5</sub>FeSi phase platelets act as preferred precipitation sites for the copper phase and hence lessen the degree of segregation. Thus, addition of Fe can accelerate the copper phase dissolution. However, phosphorus addition has a negative effect on CuAl<sub>2</sub> dissolution due to (i) its solubility in the CuAl<sub>2</sub> phase particles, and (ii) the formation of (Al,P)O<sub>2</sub> oxide particles which act as nucleation sites for the precipitation of the block-like CuAl<sub>2</sub> phase. It retards the complete dissolution of this copper phase even after 100 hr solution treatment. In the case when phosphorus and iron are added together, the negative effect of phosphorus can be neutralized to some extent.
|
| [21] |
The effect of Sn additions on the semi-solid microstructure of an Al-7Si-0.3Mg alloy , |
| [22] |
Effect of Sn content on the structural and mechanical properties of Al-Si alloy , |
| [23] |
Effect of cyclic stress reduction on the creep parameters of Al-Si alloy with Ag and Sn additions , |
| [24] |
Influence of Cu and minor elements on solution treatment of Al-Si-Cu-Mg cast alloys , |
| [25] |
The removal of copper-phase segregation and the subsequent improvement in mechanical properties of cast 319 aluminium alloys by a two-stage solution heat treatment ,
The commercial heat treatment schedules that are utilized with cast AlRSiRCu alloys in order to obtain the optimum microstructure, and thereby optimum mechanical properties are often not effective because the precipitation strengthening process, which involves the precipitation of CuAl 2 or its precursors, does not occur in the desired manner since copper-rich phases, which form in the as-cast structure, are not fully dissolved in the aluminum solid solution during the solution treatment thus interfering with the desired precipitation on aging. Thermal analysis experiments for a 319 alloy show that the copper-rich phase in the as-cast alloy causes localized melting once the solution treatment temperature reaches 495°C, thus limiting single-stage (i.e., direct heating to temperature) solution treatment to temperatures of 495°C or below. To overcome these problems, a two-stage solution treatment has been developed for the 319 alloy where the conventional solution treatment is followed by a second solution treatment at a temperature above 495°C. Optical metallography showed that the two-stage solution treatment significantly reduces the amount of (as-cast) copper-rich phase in the alloy and gave rise to better homogenization prior to aging. Mechanical property measurements of cast alloys subjected to either the conventional or the two-stage solution treatments demonstrate the microstructural improvements generated by the two-stage process give rise to improve mechanical properties.
|
| [26] |
The influence of impurity level and tin addition on the ageing heat treatment of the 356 class alloy ,
The influence of the addition of 0.5wt.% Sn to Al–7Si–0.3 Mg alloys (356 and A356) on their ageing behaviour and mechanical properties was evaluated. Adding Sn led to a reduction of the iron rich intermetallics volume fraction, and of hardness. During solution heat treatment, Mg went into the solid solution, and Sn particles grew by competitive growth, concentrating at phase boundaries and interfaces. During aging β″ and Si precipitated. In the alloys with Sn, the β″ precipitation was accelerated and its hardening effect was greater, whereas the Si precipitation did not changed significantly. The mechanical properties of the A356 alloy were compatible with the hardening achieved during the heat treatment and to the amount of defects (pores) present in the microstructure. The yield strength and elongation of the A356+0.5% Sn alloy decreased after solution heat treatment and with increasing ageing temperature. These detrimental effects were minimized by treating this alloy in the T5 condition at 150°C.
|
| [27] |
High frequency welding of vehicle heat exchanger tube of aluminium alloy ,车辆热交换器铝合金管的高频焊接 ,
管材所用铝合金带料为三层复合材料,外层为Al-Si钎料层,中间为Al-Mn芯材,内层为Al-Zn防腐层。带材经成型机组成型后经高频焊接而成。研究表明:采用高频焊接铝合金管焊缝成形美观、无气孔等缺陷,焊速高,焊缝微观组织均匀,是一种理想的焊接工艺。
|

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}