为了提高航空发动机的推重比,承载结构必须使用轻质耐高温的结构材料。中/高温钛合金有耐高温、低密度、高比强度、高比刚度的优点, 是航空航天领域设计者的优选结构材料[1 ] 。目前国内工程应用较为成熟的TA15钛合金只能满足低于500℃部位的选材要求[2 ] , 而高于500℃的部位必须使用耐温更高、高温持久强度更高的Ti55等热强钛合金。Ti55合金, 中文牌号TA12或者TA12A, 是一种典型的近α 型高温钛合金[3 ] 。Ti55合金可在低于550℃的温度长时间使用, 短时使用温度可达600℃, 其力学性能与IMI829合金相当。
一些典型薄壁筒体结构的尺寸大且所受/力热载荷条件异常苛刻, 其设计、制造精度的要求极高。如果采用传统的钣焊制造方案, 薄壁筒体结构外表面起增强作用的筋条结构与回转体型面难以匹配, 在使用中焊缝容易被拉开。采用传统的铸造工艺方案则难以达到一次近净成形, 在结构件内、外表面均需留出余量, 从而提高了后续机加工艺的难度; 同时, Ti55合金铸造薄壁筒体结构难以彻底消除表面裂纹、疏松、缩孔等铸造缺陷, 构件的整体性能较差。近二十多年来粉末冶金近净成型技术在美欧等发达国家迅速发展, 被看作精密铸造的升级[4 ] 。采用粉末热等静压工艺制备的粉末合金, 其细小均匀的组织有利于保证复杂构件各部位整体性能的一致性, 特别适合制备大型薄壁筒体结构。本文使用Ti55洁净预合金粉末, 用热等静压工艺制备Ti55粉末合金。考虑到构件制备中面临的实际问题, 优选热等静压温度并分析热处理对粉末合金显微组织和拉伸性能的影响。采用有限元仿真技术辅助包套设计并预测粉末压坯的收缩规律, 制备成型Ti55粉末冶金大型薄壁筒体结构。
1 实验方法
采用无坩埚感应熔炼超声气体雾化法制备Ti55预合金粉末, 喷嘴压力约3 MPa。预合金粉末经60目过筛, 其化学成分列于表1 。
采用 Mastersizer 2000型激光粒度仪测试粉末的粒度分布。采用D/Max-2500PC型X射线衍射仪对预合金粉末进行物相分析, 阳极靶材为Cu, 扫描角度范围30o -90o 。采用DSC分析预合金粉末的β 转变点(1006℃), 升温速率为15℃/min, 为热等静压温度的选择提供参考。热等静压温度分别为940℃和970℃, 压力140 MPa, 保温时间为3 h。
粉末合金的制备: 在大气环境中将Ti55预合金粉末装入圆柱形(高度130 mm, 内径40 mm, 壁厚3 mm)低碳钢包套内, 经过振实、真空加热除气和氩弧焊封焊等过程[5 ] , 在RD-450和RD-850型热等静压设备中成型, 得到全致密的Ti55粉末合金或构件。使用有限元分析软件(MSC. MARC)模拟粉末包套体在热等静压致密化过程中的尺寸收缩, 并与演示构件对比; 将该方法用于指导Ti55大型薄壁筒体结构的模具和包套设计, 制备出成型良好的Ti55粉末冶金大型薄壁筒体结构。
参照Ti55锻造合金的热处理制度对Ti55粉末合金进行固溶时效热处理[3 ] , 热处理制度为: 960℃/1.5 h/AC+600℃/4 h/AC和990℃/1.5 h/AC+600℃/4 h/AC。
用ZEISS-AXIO型金相显微镜观察Ti55粉末合金进行显微组织。在MTS E45.105型拉伸试验机上完成室温和高温拉伸实验, 样品的尺寸为M10×Φ5, 样品数量大于6个。
2 结果和讨论
2.1 预合金粉末的组成和表面形貌
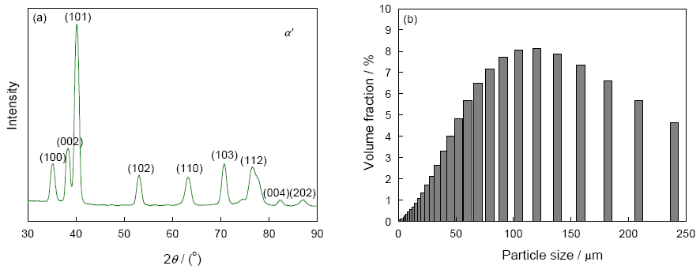
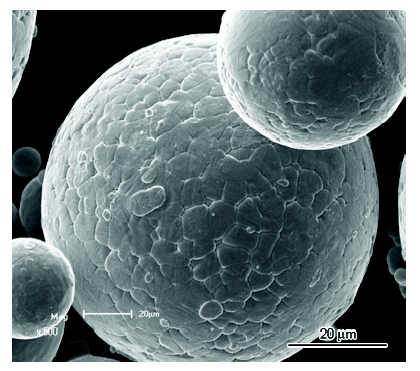
预合金粉末的形貌和粒度分布等特性, 直接影响后续粉末合金的热等静压致密化过程。Ti55预合金粉末的X射线物相分析, 如图1 a所示。XRD图谱显示, Ti55预合金粉末由单一的马氏体α' 相组成。由于粉末气体雾化是一个金属熔体快速凝固的过程, 冷速较高为103 -105 ℃/s, 快速凝固使平衡相来不及析出, 因此形成了亚稳态的马氏体α' 相[6 , 7 ] 。由于钛合金粉末具有较高的表面活性, 粉末粒度越细小其比表面积越大, 细小粉末更容易沾污和吸收空气中的H2 O和O2 [8 ] ; 随着粉末粒径的增大, 粉末中空心粉的比例迅速提高[9 ] 。综合考虑上述两个矛盾的方面, 本文选择广粒度区间的粉末。Ti55粉末的粒度分布如图1 b所示。预合金粉末主要分布在30-250 μ m, 平均粒度为100 μ m左右, 呈正态分布。预合金粉末的粒度呈正态分布有利于粉末的填充和振实, 小颗粒可填充到大颗粒的间隙, 提高了粉末的振实密度。预合金粉末的形貌如图2 所示。预合金粉末呈球形, 大颗粒的粉末具有发达的胞晶, 呈现出快速凝固的组织特征。此外, 大颗粒粉末表面有少量的卫星球。其原因是, 在制粉过程中发生颗粒碰撞, 小颗粒粉末粘附在大颗粒粉末的表面[10 ] 。
图1 Ti55预合金粉末的XRD图谱和粒度分布
Fig.1 XRD spectra (a) and particle size distribution (b) of Ti55 pre-alloyed powder (size fraction, %)
图2 Ti55预合金粉末颗粒表面形貌的扫描电镜照片
Fig.2 SEM image of Ti55 pre-alloyed powder surface
2.2 热等静压温度的筛选
采用热等静压工艺制备粉末合金, 首先需优选热等静压工艺参数以得到全致密的粉末合金, 其次通过后续热处理调节粉末合金的显微组织以得到满足使用要求的性能。本文作者所在研究组的前期工作结果表明, 热等静压工艺参数(温度T 、压力P 、时间t )中, 温度T 对材料组织与力学性能的影响最为显著[6 , 11 ] 。因此, 热等静压温度的筛选对粉末冶金Ti55粉末合金力学性能的影响是本文的研究重点之一。Ti-6Al-4V预合金粉末的热等静压成型温度为920-940℃[6 ] 。通过DSC差热分析确定的Ti55预合金粉末的β 转变点为1006℃, 比Ti-6Al-4V预合金粉末的β 转变点(987℃)[12 ] 高约20℃。参考Ti-6Al-4V预合金粉末的热等静压温度, 本文选择940℃和970℃作为Ti55预合金粉末的热等静压成型温度。
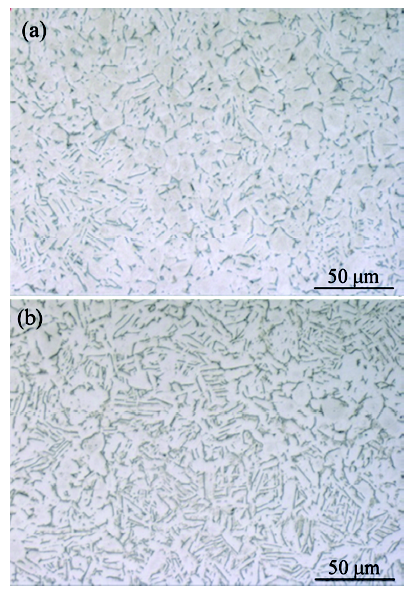
在940℃和970℃热等静压成型后, 粉末压坯均达到完全致密化(致密度大于99.5%)且组织无显著差异, 如图3 所示。粉末压坯的显微组织均主要由等轴α 和板条α 相组成, 几乎没有β 相。根据Ashby粉末致密化理论[13 ] , 致密化阶段主要有粉末颗粒重排, 塑性变形, 幂律蠕变和高温扩散四个阶段。塑性变形比较充分的部位(粉末颗粒之间相互接触的区域), 经再结晶形成等轴α 相, 而板条状的α 相主要由预合金粉末内部的α' 相转变而来。此外, 由于热等静压在降温卸压阶段冷却速度约为5℃/min, 在940℃和970℃保温保压3 h形成的少量的β 相几乎完全转变为α 相。Ti55粉末热等静压态显微组织与Ti-6Al-4V预合金粉末在(α +β )两相区热等静压后的组织类似[6 , 14 ] 。
图3 不同热等静压温度下Ti55粉末合金的显微组织
Fig.3 Microstructure of Ti55 powder compacts HIPed at (a) 940℃/140 MPa/3 h, (b) 970℃/140 MPa/3 h
表2 对比了经940℃和970℃热等静压成型的Ti55粉末合金的拉伸性能。结果表明, 随着热等静压温度的提高Ti55粉末合金的室温屈服强度和抗拉强度均略有提高, 而室温延伸率和断面收缩率呈现下降的趋势, 降低的幅度分别为28%和34%; 高温拉伸性能没有明显的差异。对于锻造和铸造Ti55合金, 典型的强化热处理制度为980℃/1.5 h/AC+600℃/4 h/AC。粉末压坯热等静压成型过程同时也经常看做是一次特殊的退火处理过程[6 ] , 热等静压温度越接近强化热处理温度(~980℃)粉末压坯的抗拉强度往往较高, 塑性较差, 本文的实验结果也证实了这一观点。
综合所述, Ti55粉末合金在940℃和970℃热等静压成型, 其显微组织和拉伸性能没有显著的区别。作为一种典型的高温钛合金, 在实际应用的过程中除了要求强度水平外, 对工艺性能提出更高要求, 例如冷态加工性能和电子束焊接性能; 为了满足这些工艺性能, 要求材料具有较高的塑性储备。包套是粉末合金热等静压成型所需的容器, 直接影响粉末热等静压制品的冶金质量和外观尺寸。对复杂构件进行热等静压致密化时, 热等静压温度、压力、升温速率、降温速率和构件尺寸等工艺参数的变化均导致致密化进程的差异。特别是当构件的尺寸较大时, 从包套表面到构件内部的热等静压致密化进程差别可能十分显著, 进而产生构件几何形状的改变和致密化不均匀等不利影响, 甚至引发构件局部失稳。此外, 在高温下不能忽略粉末包套体的自重; 在热等静压降温卸压阶段, 包套/模具各部位厚度的差异导致包套整体温度/压力场分布不均匀, 使粉末构件发生扭曲变形。温度越高这种影响越显著, 这种现象称为“致密化波动效应[15 ] ”。图4 给出了细长棒状粉末包套体热等静压成型前后对比图。可以看出, 热等静压后包套体明显弯曲, 从实验的角度验证了上述观点。综上, 本文优选相对较低的940℃作为Ti55预合金粉末及构件的热等静压成型温度。
图4 包套热等静压成型前后的对比
Fig.4 Comparison of cylinder capsules before and after HIPing
2.3 热处理对粉末合金组织和性能的影响
对于使役温度高于500℃的高温钛合金, 如Ti55、Ti60或者IMI834, 通过固溶时效热处理得到双态组织是一种提高合金的热强性和高周疲劳性能的有效手段[16 ] 。图5 给出了经固溶时效热处理后粉末压坯(940℃热等静压成型, 下同)的显微组织。可以看出, 经固溶时效热处理后粉末压坯的显微组织由等轴和条状的α 相和β 转变组织组成。固溶温度从960℃升高到990℃时, 粉末压坯中相的组成、形态和尺寸无明显差别; 固溶温度为960℃时, 初生α 相的体积分数约为30%; 固溶温度为990℃时, 初生α 相的体积分数为38%-40%。
图5 固溶时效热处理后Ti55粉末合金的显微组织
Fig.5 Microstructure of heat-treated Ti55 powder compacts, (a) 960℃/1.5 h/AC+600℃/4 h/AC, (b) 990℃/1.5 h/AC+600℃/4 h/AC
Ti55合金可在低于550℃的温度长时使用, 但是构件在实际服役过程中局部温度瞬时可能达到600℃。表3 对比了热处理前后粉末压坯的室温和600℃拉伸性能。可以看出, 固溶温度从960℃提高到990℃得到的粉末压坯的拉伸性能没有明显的差别。经固溶时效处理后粉末合金的室温抗拉强度略有升高, 室温延伸率未见明显衰减, 室温断面收缩率有了明显的提升; 粉末合金的600℃高温拉伸性能显著提升, 抗拉强度提高约70 MPa, 延伸率和断面收缩率提高幅度达到50%以上。固溶处理结束后, β 转变组织可有效地提高粉末合金的强度。后续的时效热处理, 一方面可有效地稳定β 转变组织中细小的α 片层, 另一方面在时效热处理过程中会析出(Ti, Zr)5 Si3 或者(Ti, Zr)6 Si3 [3 ] , 因为Ti55粉末合金基体中含有约0.3%的Si。(Ti, Zr)X 3 是一种金属间化合物, 这种硅化物相的析出对α 片层界面起钉扎作用, 可有效提高Ti55粉末合金的高温强度和热稳定性。
2.4 Ti55粉末合金与传统Ti55合金拉伸性能的对比
图6 给出了铸造Ti55和变形Ti55棒材(Φ 30 mm)的显微组织, 其中Ti55铸造和锻造合金的热处理制度分别为1050℃/0.5 h/AC+650℃/2 h/AC和980℃/2/AC+600℃/4 h/AC。可以看出, 铸造和锻造合金的显微组织与粉末合金(图5 )有明显的不同。铸造合金具有典型的片层组织(图6 a), 而锻造合金具有典型的双态组织(图6 b); 显微组织的不同, 主要是因为成型工艺的不同。
图6 典型锻造和铸造Ti55合金的显微组织
Fig.6 Microstructure of Ti55 alloys, (a) as-cast, (b) (α +β ) forged
图7 对比了热处理后铸造、锻造和粉末合金的拉伸性能。图7 表明, Ti55粉末合金的拉伸性能优于铸造合金, 接近锻造合金的水平。对于典型的近α 和α +β 两相钛合金, 在通常情况下, 片层组织具有较低的抗拉强度和塑性, 双态组织具有较高的抗拉强度和塑性。而粉末合金的显微组织(图5 )介于片层组织和双态组织之间。同时, 本文的实验数据表明粉末合金的拉伸性能也恰好介于铸造和锻造合金的拉伸性能之间。根据IMI829拉伸性能的标准[3 ] , 即室温抗拉强度>930 MPa, 延伸率>9%; 600℃抗拉强度>600 MPa, 延伸率>12%。可以看出, Ti55粉末合金和锻造合金经典型的热处理后, 其拉伸性能优于相同使用温度的IMI829合金的。而Ti55铸造合金经热处理后, 其600℃拉伸性能能够达到IMI829合金的水平。但是其室温延伸率为7%-9%, 仍处于可以接受的水平。本文测试使用的铸造、锻造和粉末Ti55合金, 用不同工艺制备的Ti55合金性能均达到了较高的水平, 可为相应构件的研制提供数据支撑。
图7 铸造、粉末和锻造Ti55合金热处理后的拉伸性能
Fig.7 Comparison of tensile properties of heat-treated casting, PM and wrought Ti55 alloys, (a) at 20℃,(b) at 600℃
2.5 Ti55薄壁筒体结构的成型
在制备粉末构件的过程中, 包套结构的设计非常重要。合理的包套结构设计既要保证粉末压坯各部位均完成致密化, 又要达到近净成型的目的。但是在制备大尺寸薄壁筒体结构过程中, 包套/模具结构通常比较复杂。刘国承[17 ] 和郎利辉[18 ] 在利用圆柱形包套进行热等静压实验时, 得到的粉末压坯在焊缝区域(包套尖角处)变形非常不均匀。其原因是, 包套壁厚太薄, 仅为2 mm。虽然减少包套的壁厚有助于减少热等静压致密化过程中包套对压力的屏蔽作用, 并缩短完全致密化所需时间, 但是在实际构件的制备过程中包套必须有足够的壁厚以保证刚度。这样才能保证在热等静压升温加压过程中包套不发生失稳, 使粉末压坯各部位均匀协调变形[19 ] 。此外, 如果包套设计(如包套壁厚)不合理, 在热等静压致密化过程中, 包套焊缝位置和其他位置变形差异较大, 严重时甚至引发包套在薄弱位置发生塑性失稳, 使包套发生泄漏[20 ] 。
通过有限元模拟和实验验证, 归纳薄壁筒体结构内腔控形的规律, 包套具有足够的壁厚, 一般为4-5 mm; 内腔包套的壁厚比外侧包套的厚1 mm左右[21 ] 。本文根据Ti55薄壁筒体结构关键设计要求尺寸, 采用有限元分析辅助成型了一种典型粉末钛合金小尺寸薄壁筒体结构, 用于指导Ti55薄壁筒体结构模具/包套设计和成型。根据包套壁厚控形的原理, 设计内包套壁厚为6 mm, 外包套壁厚为5 mm; 包套结构示意图和热等静压成型后的实物图如图8 所示。
图8 包套设计图和粉末构件示意图
Fig.8 (a) CAD drawing of the container design and (b) picture of HIPed small demo part (unit: mm)
前期学者的研究表明, Shima模型是一种模拟粉末热等静压成型的有效模型[11 , 12 , 17 ] 。粉末的热等静压成型模拟仿真是一个典型的热力耦合分析过程。本文选用MSC.MARC其内置的修正后的Shima模型, 可表达为
F = 1 γ [ 3 2 σ ' ij σ ' ij + σ m 2 β 2 ] 0.5 - σ y (1)
式中σ ij ′为偏应力张量; σ m 为静水压力; σ y 为粉末压坯的屈服强度; γ 和β 为与粉末压坯致密度相关的模型参数, 其中
β = ( a + b ρ c ) d (2)
γ = ( e + f ρ g ) h (3)
均由实验获得[21 ] 。式中ρ 为粉末压坯的致密度; 参数a -h 的数值可以根据拟合结果得到。
由于薄壁回转体具有一定的对称性, 可选取某一对称截面的二分之一进行分析, 模拟结果如图9 所示。可以看出, 回转体内腔的圆度和圆柱度一致性较好, 对回转体内腔部位进行等距离剖分, 分析内腔尺寸径向收缩, 结果显示内腔径向尺寸位移为-0.02到-0.30 mm。对比图8 b和图9 相应部位的尺寸, 结果列于表4 。可以看出, 模拟结果和实验结果吻合较好, 大部分结构尺寸模拟精度在2%以内。因此, 本文采用的有限元模型可以作为制备复杂粉末构件时包套结构优化的工具。
图9 钛合金粉末薄壁筒体结构压坯示意图
Fig.9 Cross-section of PM titanium alloy thin-wall cylinder structure
根据本文包套结构设计的原则并结合有限元辅助设计, 在940℃, 140 MPa, 3 h的热等静压制度下成功制备了大型薄壁异形Ti55粉末构件, 如图10 所示。粉末工件的长度约720 mm, 大面积薄壁区的壁厚约2 mm, 关键尺寸偏差小于2%。对于如图10 所示的薄壁回转体类工件, 零件的壁厚较小(1.5-5 mm)。相对于厚度较大的粉末压坯(≥15 mm)而言, 粉末在致密化成型过程中的致密化进程趋于均匀一致, 有利于实现整体性能的一致性。由于此类构件通常进行服役条件下的温度/载荷热力耦合实验, 不能破坏或者解剖构件本体进行静态力学性能的测试, 因此本文测试了圆柱形随炉试棒的力学性能。根据2.2节的分析, 随炉试棒的力学性能在一定程度上可反映构件本体的力学性能水平。如2.4节的分析, 固溶时效热处理可有效地提高Ti55粉末合金的高温拉伸性能。但是此类大型薄壁构件经高温热处理后容易发生变形, 从而影响其尺寸精度。因此在强度满足要求的情况下, 应优先选择热等静压态或者低温时效退火态。
图10 Ti55粉末薄壁筒体
Fig.10 Large thin-wall cylindrical structure of Ti55 alloys
3 结论
1. Ti55预合金粉末在940℃和970℃进行热等静压成型后, 其粉末压坯组织相似, 拉伸性能相当。考虑到在构件制备过程中存在温度场分布不均匀引起的“致密化波动效应”, 优选的热等静压温度为940℃。
2. 固溶时效热处理使室温拉伸强度略有升高, 室温塑性没有明显的降低; Ti55粉末合金600℃拉伸强度和塑性有明显的提高, 达到了锻造合金的水平。
3.通过优化热等静压温度和有限元辅助包套设计, 成功地制备出大型薄壁Ti55粉末构件。
The authors have declared that no competing interests exist.
参考文献
文献选项
[1]
D. Banerjee J. C. Williams Perspectives on titanium science and technology,
Acta Materialia , 61 , 844 (2013 )
[本文引用: 1]
[2]
Z. C. Sun X. Q. Wang J. Zhang H. Yang Prediction and control of equiaxed α in near-β forging of TA15 Ti-alloy based on BP neural network: For purpose of tri-modal microstructure,
Materials Science and Engineering A , 591 , 18 (2014 )
[本文引用: 1]
[3]
WANG Qingjiang LIU Jianrong YANG Rui High temperature titanium alloys: status and perspective,
Journal of Aeronautical Materials , 34 (4 ), 1 (2014 )
[本文引用: 4]
(王清江 , 刘建荣 , 杨锐 , 高温钛合金的现状与前景,
航空材料学报 , 34 (4 ), 1 (2014 ))
[本文引用: 4]
[4]
Yang R Fundamental and application-oriented research on gamma alloys
, In: Kim Y W, Smarsly W, Lin J P, Dimiduk D eds., Gamma Titanium Aluminide, Warrendale, PA: TMS , 143 (2014 )
[本文引用: 1]
[5]
WU Jie XU Lei LU Bin CUI Yuyou YANG Rui Preparation of Ti2 AlNb alloy by powder metallurgy and its rupture life,
Chinese Journal of Materials Research , 28 (5 ), 391 (2014 )
[本文引用: 1]
(吴杰 , 徐磊 , 卢斌 , 崔玉友 , 杨锐 , 粉末冶金Ti2 AlNb合金的制备及持久寿命,
材料研究学报 , 28 (5 ), 391 (2014 ))
[本文引用: 1]
[6]
L. Xu R. P. Guo C. G. Bai J. F. Lei R. Yang Effect of hot isostatic pressing conditions and cooling rate on microstructure and properties of Ti-6Al-4V alloy from atomized powder,
Journal of Materials Science & Technology , 30 (12 ), 1289 (2014 )
[本文引用: 5]
[7]
K. Zhang J. Mei N. Wain X. Wu Effect of hot-isostatic-pressing parameters on the microstructure and properties of powder Ti-6Al-4V hot-isostatically-pressed samples,
Metallurgical and Materials Transactions A , 41 , 1033 (2010 )
[本文引用: 1]
[8]
WU Jie XU Lei GUO Ruipeng LU Zhengguan CUI Yuyou YANG Rui Preparation of Ti2 AlNb alloy by powder metallurgy and its rupture life,
Chinese Journal of Materials Research , 29 (2 ), 127 (2015 )
[本文引用: 1]
(吴杰 , 徐磊 , 郭瑞鹏 , 卢正冠 , 崔玉友 , 杨锐 , 粉末冶金Ti-47Al-2Cr-2Nb-0.15B合金的制备及力学性能影响因素,
材料研究学报 , 29 (2 ), 127 (2015 ))
[本文引用: 1]
[9]
G. Wegmann R. Gerling F. Schimansky Temperature induced porosity in hot isostatically pressed gamma titanium aluminide alloy powders,
Acta Materialia , 51 , 741 (2003 )
[本文引用: 1]
[10]
D. R. Bear M. D. Merz Differences in oxides on large and small-greined 304 stainless steel,
Metallurgical and Materials Transactions A , 11 (12 ), 1973 (1980 )
[本文引用: 1]
[11]
CHENG Wenxiang Investigation on densification behavior and finite element modeling of Ti-5Al-2.5Sn ELI pre-alloyed powders, Master thesis, Institute of Metal Research, Chinese Academy of Sciences (2013 )
[本文引用: 2]
(程文祥 , Ti-5Al-2.5Sn ELI预合金粉末热等静压致密化行为与有限元模拟研究
, 硕士学位论文, 中国科学院金属研究所 (2013 ))
[本文引用: 2]
[12]
GUO Ruipeng Mechanical properties of powder metallurgy titanium alloys and densification of titanium powders during HIPing, Master thesis, Northeastern University (2014 )
[本文引用: 2]
(郭瑞鹏 , 粉末冶金钛合金力学性能与热等静压致密化研究
, 硕士学位论文, 东北大学 (2013 ))
[本文引用: 2]
[13]
A. S. Helle K. E. Easterling M. F. Ashby Hot isostatic pressing diagrams: new development,
Acta Metallurgica , 33 (12 ), 2163 (1985 )
[本文引用: 1]
[14]
R. P. Guo L. Xu J. Wu R. Yang Y. P. Zong Microstructure evolution and mechanical properties of powder metallurgy Ti-6Al-4V alloy based on heat response,
Materials Science and Engineering A , 639 , 327 (2015 )
[本文引用: 1]
[15]
E. Olevsky L. Buekenhout Container influence on shrinkage under hot isostatic pressing-I. shrinkage anisotropy of a cylindrical specimen,
International Journal of Solids Structures , 35 (18 ), 2283 (1998 )
[本文引用: 1]
[16]
G. Lütjering J.C. Williams Titanium, Springer,
Berlin , 2007
[本文引用: 1]
[17]
LIU Guocheng SHI Yusheng WEI Qingsong XUE Pengju Numerical simulation of the densification of 316L powder during hot isostatic pressing,
Journal OF Huazhong University of Science &Technology (Natural Science Edition) , 39 (10 ), 23 (2011 )
[本文引用: 2]
(刘国承 , 史玉升 , 魏青松 , 薛鹏举 , 316L粉末热等静压致密化过程数值模拟,
华中科学大学学报(自然科学版) , 39 (10 ), 23 (2011 ))
[本文引用: 2]
[18]
LANG Lihui BU Guoliang XUE Yong ZHANG Dongxing Determine key parameters of simulation constitutive and process optimization for titanium alloy (Ti-6Al-4V) hot isostatic pressing,
Journal of Plasticity Engineering , 18 (4 ), 34 (2011 )
[本文引用: 1]
(郎利辉 , 布国亮 , 薛勇 , 张东星 , 钛合金热等静压模拟本构关键参数确定及工艺优化,
塑性工程学报 , 18 (4 ), 34 (2011 ))
[本文引用: 1]
[19]
W. X. Yuan J. Mei V. Samarov D. Seliverstov X. Wu Computer modelling and tooling design for near net shaped components using hot isostatic pressing,
Journal of Materials Processing Technology , 182 , 39 (2007 )
[本文引用: 1]
[20]
GUO Ruipeng XU Lei BAI Chunguang WU Jie WANG Qingji-ang YANG Rui Effect of can design on tensile properties of typi-cal powder metallurgy titanium alloys, The Chinese Journal of Non-ferrous
Metals , 24 (8 ), 2051 (2014 )
[本文引用: 1]
(郭瑞鹏 , 徐磊 , 柏春光 , 吴杰 , 王清江 , 杨锐 , 包套设计对典型钛合金粉末合金拉伸性能的影响,
中国有色金属学报 , 24 (8 ), 2051 (2014 ))
[本文引用: 1]
[21]
R. P. Guo L. Xu J. Wu Z. G. Lu R. Yang Simulation of container design for powder metallurgy titanium components through hot-isostatic-pressing,
Materials Science Forum , 817 , 610 (2015 )
[本文引用: 2]
Perspectives on titanium science and technology,
1
2013
... 为了提高航空发动机的推重比,承载结构必须使用轻质耐高温的结构材料.中/高温钛合金有耐高温、低密度、高比强度、高比刚度的优点, 是航空航天领域设计者的优选结构材料[1 ] .目前国内工程应用较为成熟的TA15钛合金只能满足低于500℃部位的选材要求[2 ] , 而高于500℃的部位必须使用耐温更高、高温持久强度更高的Ti55等热强钛合金.Ti55合金, 中文牌号TA12或者TA12A, 是一种典型的近α 型高温钛合金[3 ] .Ti55合金可在低于550℃的温度长时间使用, 短时使用温度可达600℃, 其力学性能与IMI829合金相当. ...
Prediction and control of equiaxed α in near-β forging of TA15 Ti-alloy based on BP neural network: For purpose of tri-modal microstructure,
1
2014
... 为了提高航空发动机的推重比,承载结构必须使用轻质耐高温的结构材料.中/高温钛合金有耐高温、低密度、高比强度、高比刚度的优点, 是航空航天领域设计者的优选结构材料[1 ] .目前国内工程应用较为成熟的TA15钛合金只能满足低于500℃部位的选材要求[2 ] , 而高于500℃的部位必须使用耐温更高、高温持久强度更高的Ti55等热强钛合金.Ti55合金, 中文牌号TA12或者TA12A, 是一种典型的近α 型高温钛合金[3 ] .Ti55合金可在低于550℃的温度长时间使用, 短时使用温度可达600℃, 其力学性能与IMI829合金相当. ...
高温钛合金的现状与前景,
4
2014
... 为了提高航空发动机的推重比,承载结构必须使用轻质耐高温的结构材料.中/高温钛合金有耐高温、低密度、高比强度、高比刚度的优点, 是航空航天领域设计者的优选结构材料[1 ] .目前国内工程应用较为成熟的TA15钛合金只能满足低于500℃部位的选材要求[2 ] , 而高于500℃的部位必须使用耐温更高、高温持久强度更高的Ti55等热强钛合金.Ti55合金, 中文牌号TA12或者TA12A, 是一种典型的近α 型高温钛合金[3 ] .Ti55合金可在低于550℃的温度长时间使用, 短时使用温度可达600℃, 其力学性能与IMI829合金相当. ...
... 参照Ti55锻造合金的热处理制度对Ti55粉末合金进行固溶时效热处理[3 ] , 热处理制度为: 960℃/1.5 h/AC+600℃/4 h/AC和990℃/1.5 h/AC+600℃/4 h/AC. ...
... Ti55合金可在低于550℃的温度长时使用, 但是构件在实际服役过程中局部温度瞬时可能达到600℃.表3 对比了热处理前后粉末压坯的室温和600℃拉伸性能.可以看出, 固溶温度从960℃提高到990℃得到的粉末压坯的拉伸性能没有明显的差别.经固溶时效处理后粉末合金的室温抗拉强度略有升高, 室温延伸率未见明显衰减, 室温断面收缩率有了明显的提升; 粉末合金的600℃高温拉伸性能显著提升, 抗拉强度提高约70 MPa, 延伸率和断面收缩率提高幅度达到50%以上.固溶处理结束后, β 转变组织可有效地提高粉末合金的强度.后续的时效热处理, 一方面可有效地稳定β 转变组织中细小的α 片层, 另一方面在时效热处理过程中会析出(Ti, Zr)5 Si3 或者(Ti, Zr)6 Si3 [3 ] , 因为Ti55粉末合金基体中含有约0.3%的Si.(Ti, Zr)X 3 是一种金属间化合物, 这种硅化物相的析出对α 片层界面起钉扎作用, 可有效提高Ti55粉末合金的高温强度和热稳定性. ...
... 图7 对比了热处理后铸造、锻造和粉末合金的拉伸性能.图7 表明, Ti55粉末合金的拉伸性能优于铸造合金, 接近锻造合金的水平.对于典型的近α 和α +β 两相钛合金, 在通常情况下, 片层组织具有较低的抗拉强度和塑性, 双态组织具有较高的抗拉强度和塑性.而粉末合金的显微组织(图5 )介于片层组织和双态组织之间.同时, 本文的实验数据表明粉末合金的拉伸性能也恰好介于铸造和锻造合金的拉伸性能之间.根据IMI829拉伸性能的标准[3 ] , 即室温抗拉强度>930 MPa, 延伸率>9%; 600℃抗拉强度>600 MPa, 延伸率>12%.可以看出, Ti55粉末合金和锻造合金经典型的热处理后, 其拉伸性能优于相同使用温度的IMI829合金的.而Ti55铸造合金经热处理后, 其600℃拉伸性能能够达到IMI829合金的水平.但是其室温延伸率为7%-9%, 仍处于可以接受的水平.本文测试使用的铸造、锻造和粉末Ti55合金, 用不同工艺制备的Ti55合金性能均达到了较高的水平, 可为相应构件的研制提供数据支撑. ...
高温钛合金的现状与前景,
4
2014
... 为了提高航空发动机的推重比,承载结构必须使用轻质耐高温的结构材料.中/高温钛合金有耐高温、低密度、高比强度、高比刚度的优点, 是航空航天领域设计者的优选结构材料[1 ] .目前国内工程应用较为成熟的TA15钛合金只能满足低于500℃部位的选材要求[2 ] , 而高于500℃的部位必须使用耐温更高、高温持久强度更高的Ti55等热强钛合金.Ti55合金, 中文牌号TA12或者TA12A, 是一种典型的近α 型高温钛合金[3 ] .Ti55合金可在低于550℃的温度长时间使用, 短时使用温度可达600℃, 其力学性能与IMI829合金相当. ...
... 参照Ti55锻造合金的热处理制度对Ti55粉末合金进行固溶时效热处理[3 ] , 热处理制度为: 960℃/1.5 h/AC+600℃/4 h/AC和990℃/1.5 h/AC+600℃/4 h/AC. ...
... Ti55合金可在低于550℃的温度长时使用, 但是构件在实际服役过程中局部温度瞬时可能达到600℃.表3 对比了热处理前后粉末压坯的室温和600℃拉伸性能.可以看出, 固溶温度从960℃提高到990℃得到的粉末压坯的拉伸性能没有明显的差别.经固溶时效处理后粉末合金的室温抗拉强度略有升高, 室温延伸率未见明显衰减, 室温断面收缩率有了明显的提升; 粉末合金的600℃高温拉伸性能显著提升, 抗拉强度提高约70 MPa, 延伸率和断面收缩率提高幅度达到50%以上.固溶处理结束后, β 转变组织可有效地提高粉末合金的强度.后续的时效热处理, 一方面可有效地稳定β 转变组织中细小的α 片层, 另一方面在时效热处理过程中会析出(Ti, Zr)5 Si3 或者(Ti, Zr)6 Si3 [3 ] , 因为Ti55粉末合金基体中含有约0.3%的Si.(Ti, Zr)X 3 是一种金属间化合物, 这种硅化物相的析出对α 片层界面起钉扎作用, 可有效提高Ti55粉末合金的高温强度和热稳定性. ...
... 图7 对比了热处理后铸造、锻造和粉末合金的拉伸性能.图7 表明, Ti55粉末合金的拉伸性能优于铸造合金, 接近锻造合金的水平.对于典型的近α 和α +β 两相钛合金, 在通常情况下, 片层组织具有较低的抗拉强度和塑性, 双态组织具有较高的抗拉强度和塑性.而粉末合金的显微组织(图5 )介于片层组织和双态组织之间.同时, 本文的实验数据表明粉末合金的拉伸性能也恰好介于铸造和锻造合金的拉伸性能之间.根据IMI829拉伸性能的标准[3 ] , 即室温抗拉强度>930 MPa, 延伸率>9%; 600℃抗拉强度>600 MPa, 延伸率>12%.可以看出, Ti55粉末合金和锻造合金经典型的热处理后, 其拉伸性能优于相同使用温度的IMI829合金的.而Ti55铸造合金经热处理后, 其600℃拉伸性能能够达到IMI829合金的水平.但是其室温延伸率为7%-9%, 仍处于可以接受的水平.本文测试使用的铸造、锻造和粉末Ti55合金, 用不同工艺制备的Ti55合金性能均达到了较高的水平, 可为相应构件的研制提供数据支撑. ...
Fundamental and application-oriented research on gamma alloys
1
2014
... 一些典型薄壁筒体结构的尺寸大且所受/力热载荷条件异常苛刻, 其设计、制造精度的要求极高.如果采用传统的钣焊制造方案, 薄壁筒体结构外表面起增强作用的筋条结构与回转体型面难以匹配, 在使用中焊缝容易被拉开.采用传统的铸造工艺方案则难以达到一次近净成形, 在结构件内、外表面均需留出余量, 从而提高了后续机加工艺的难度; 同时, Ti55合金铸造薄壁筒体结构难以彻底消除表面裂纹、疏松、缩孔等铸造缺陷, 构件的整体性能较差.近二十多年来粉末冶金近净成型技术在美欧等发达国家迅速发展, 被看作精密铸造的升级[4 ] .采用粉末热等静压工艺制备的粉末合金, 其细小均匀的组织有利于保证复杂构件各部位整体性能的一致性, 特别适合制备大型薄壁筒体结构.本文使用Ti55洁净预合金粉末, 用热等静压工艺制备Ti55粉末合金.考虑到构件制备中面临的实际问题, 优选热等静压温度并分析热处理对粉末合金显微组织和拉伸性能的影响.采用有限元仿真技术辅助包套设计并预测粉末压坯的收缩规律, 制备成型Ti55粉末冶金大型薄壁筒体结构. ...
粉末冶金Ti2 AlNb合金的制备及持久寿命,
1
2014
... 粉末合金的制备: 在大气环境中将Ti55预合金粉末装入圆柱形(高度130 mm, 内径40 mm, 壁厚3 mm)低碳钢包套内, 经过振实、真空加热除气和氩弧焊封焊等过程[5 ] , 在RD-450和RD-850型热等静压设备中成型, 得到全致密的Ti55粉末合金或构件.使用有限元分析软件(MSC. MARC)模拟粉末包套体在热等静压致密化过程中的尺寸收缩, 并与演示构件对比; 将该方法用于指导Ti55大型薄壁筒体结构的模具和包套设计, 制备出成型良好的Ti55粉末冶金大型薄壁筒体结构. ...
粉末冶金Ti2 AlNb合金的制备及持久寿命,
1
2014
... 粉末合金的制备: 在大气环境中将Ti55预合金粉末装入圆柱形(高度130 mm, 内径40 mm, 壁厚3 mm)低碳钢包套内, 经过振实、真空加热除气和氩弧焊封焊等过程[5 ] , 在RD-450和RD-850型热等静压设备中成型, 得到全致密的Ti55粉末合金或构件.使用有限元分析软件(MSC. MARC)模拟粉末包套体在热等静压致密化过程中的尺寸收缩, 并与演示构件对比; 将该方法用于指导Ti55大型薄壁筒体结构的模具和包套设计, 制备出成型良好的Ti55粉末冶金大型薄壁筒体结构. ...
Effect of hot isostatic pressing conditions and cooling rate on microstructure and properties of Ti-6Al-4V alloy from atomized powder,
5
2014
... 预合金粉末的形貌和粒度分布等特性, 直接影响后续粉末合金的热等静压致密化过程.Ti55预合金粉末的X射线物相分析, 如图1 a所示.XRD图谱显示, Ti55预合金粉末由单一的马氏体α' 相组成.由于粉末气体雾化是一个金属熔体快速凝固的过程, 冷速较高为103 -105 ℃/s, 快速凝固使平衡相来不及析出, 因此形成了亚稳态的马氏体α' 相[6 , 7 ] .由于钛合金粉末具有较高的表面活性, 粉末粒度越细小其比表面积越大, 细小粉末更容易沾污和吸收空气中的H2 O和O2 [8 ] ; 随着粉末粒径的增大, 粉末中空心粉的比例迅速提高[9 ] .综合考虑上述两个矛盾的方面, 本文选择广粒度区间的粉末.Ti55粉末的粒度分布如图1 b所示.预合金粉末主要分布在30-250 μ m, 平均粒度为100 μ m左右, 呈正态分布.预合金粉末的粒度呈正态分布有利于粉末的填充和振实, 小颗粒可填充到大颗粒的间隙, 提高了粉末的振实密度.预合金粉末的形貌如图2 所示.预合金粉末呈球形, 大颗粒的粉末具有发达的胞晶, 呈现出快速凝固的组织特征.此外, 大颗粒粉末表面有少量的卫星球.其原因是, 在制粉过程中发生颗粒碰撞, 小颗粒粉末粘附在大颗粒粉末的表面[10 ] . ...
... 采用热等静压工艺制备粉末合金, 首先需优选热等静压工艺参数以得到全致密的粉末合金, 其次通过后续热处理调节粉末合金的显微组织以得到满足使用要求的性能.本文作者所在研究组的前期工作结果表明, 热等静压工艺参数(温度T 、压力P 、时间t )中, 温度T 对材料组织与力学性能的影响最为显著[6 , 11 ] .因此, 热等静压温度的筛选对粉末冶金Ti55粉末合金力学性能的影响是本文的研究重点之一.Ti-6Al-4V预合金粉末的热等静压成型温度为920-940℃[6 ] .通过DSC差热分析确定的Ti55预合金粉末的β 转变点为1006℃, 比Ti-6Al-4V预合金粉末的β 转变点(987℃)[12 ] 高约20℃.参考Ti-6Al-4V预合金粉末的热等静压温度, 本文选择940℃和970℃作为Ti55预合金粉末的热等静压成型温度. ...
... [6 ].通过DSC差热分析确定的Ti55预合金粉末的β 转变点为1006℃, 比Ti-6Al-4V预合金粉末的β 转变点(987℃)[12 ] 高约20℃.参考Ti-6Al-4V预合金粉末的热等静压温度, 本文选择940℃和970℃作为Ti55预合金粉末的热等静压成型温度. ...
... 在940℃和970℃热等静压成型后, 粉末压坯均达到完全致密化(致密度大于99.5%)且组织无显著差异, 如图3 所示.粉末压坯的显微组织均主要由等轴α 和板条α 相组成, 几乎没有β 相.根据Ashby粉末致密化理论[13 ] , 致密化阶段主要有粉末颗粒重排, 塑性变形, 幂律蠕变和高温扩散四个阶段.塑性变形比较充分的部位(粉末颗粒之间相互接触的区域), 经再结晶形成等轴α 相, 而板条状的α 相主要由预合金粉末内部的α' 相转变而来.此外, 由于热等静压在降温卸压阶段冷却速度约为5℃/min, 在940℃和970℃保温保压3 h形成的少量的β 相几乎完全转变为α 相.Ti55粉末热等静压态显微组织与Ti-6Al-4V预合金粉末在(α +β )两相区热等静压后的组织类似[6 , 14 ] . ...
... 表2 对比了经940℃和970℃热等静压成型的Ti55粉末合金的拉伸性能.结果表明, 随着热等静压温度的提高Ti55粉末合金的室温屈服强度和抗拉强度均略有提高, 而室温延伸率和断面收缩率呈现下降的趋势, 降低的幅度分别为28%和34%; 高温拉伸性能没有明显的差异.对于锻造和铸造Ti55合金, 典型的强化热处理制度为980℃/1.5 h/AC+600℃/4 h/AC.粉末压坯热等静压成型过程同时也经常看做是一次特殊的退火处理过程[6 ] , 热等静压温度越接近强化热处理温度(~980℃)粉末压坯的抗拉强度往往较高, 塑性较差, 本文的实验结果也证实了这一观点. ...
Effect of hot-isostatic-pressing parameters on the microstructure and properties of powder Ti-6Al-4V hot-isostatically-pressed samples,
1
2010
... 预合金粉末的形貌和粒度分布等特性, 直接影响后续粉末合金的热等静压致密化过程.Ti55预合金粉末的X射线物相分析, 如图1 a所示.XRD图谱显示, Ti55预合金粉末由单一的马氏体α' 相组成.由于粉末气体雾化是一个金属熔体快速凝固的过程, 冷速较高为103 -105 ℃/s, 快速凝固使平衡相来不及析出, 因此形成了亚稳态的马氏体α' 相[6 , 7 ] .由于钛合金粉末具有较高的表面活性, 粉末粒度越细小其比表面积越大, 细小粉末更容易沾污和吸收空气中的H2 O和O2 [8 ] ; 随着粉末粒径的增大, 粉末中空心粉的比例迅速提高[9 ] .综合考虑上述两个矛盾的方面, 本文选择广粒度区间的粉末.Ti55粉末的粒度分布如图1 b所示.预合金粉末主要分布在30-250 μ m, 平均粒度为100 μ m左右, 呈正态分布.预合金粉末的粒度呈正态分布有利于粉末的填充和振实, 小颗粒可填充到大颗粒的间隙, 提高了粉末的振实密度.预合金粉末的形貌如图2 所示.预合金粉末呈球形, 大颗粒的粉末具有发达的胞晶, 呈现出快速凝固的组织特征.此外, 大颗粒粉末表面有少量的卫星球.其原因是, 在制粉过程中发生颗粒碰撞, 小颗粒粉末粘附在大颗粒粉末的表面[10 ] . ...
粉末冶金Ti-47Al-2Cr-2Nb-0.15B合金的制备及力学性能影响因素,
1
2015
... 预合金粉末的形貌和粒度分布等特性, 直接影响后续粉末合金的热等静压致密化过程.Ti55预合金粉末的X射线物相分析, 如图1 a所示.XRD图谱显示, Ti55预合金粉末由单一的马氏体α' 相组成.由于粉末气体雾化是一个金属熔体快速凝固的过程, 冷速较高为103 -105 ℃/s, 快速凝固使平衡相来不及析出, 因此形成了亚稳态的马氏体α' 相[6 , 7 ] .由于钛合金粉末具有较高的表面活性, 粉末粒度越细小其比表面积越大, 细小粉末更容易沾污和吸收空气中的H2 O和O2 [8 ] ; 随着粉末粒径的增大, 粉末中空心粉的比例迅速提高[9 ] .综合考虑上述两个矛盾的方面, 本文选择广粒度区间的粉末.Ti55粉末的粒度分布如图1 b所示.预合金粉末主要分布在30-250 μ m, 平均粒度为100 μ m左右, 呈正态分布.预合金粉末的粒度呈正态分布有利于粉末的填充和振实, 小颗粒可填充到大颗粒的间隙, 提高了粉末的振实密度.预合金粉末的形貌如图2 所示.预合金粉末呈球形, 大颗粒的粉末具有发达的胞晶, 呈现出快速凝固的组织特征.此外, 大颗粒粉末表面有少量的卫星球.其原因是, 在制粉过程中发生颗粒碰撞, 小颗粒粉末粘附在大颗粒粉末的表面[10 ] . ...
粉末冶金Ti-47Al-2Cr-2Nb-0.15B合金的制备及力学性能影响因素,
1
2015
... 预合金粉末的形貌和粒度分布等特性, 直接影响后续粉末合金的热等静压致密化过程.Ti55预合金粉末的X射线物相分析, 如图1 a所示.XRD图谱显示, Ti55预合金粉末由单一的马氏体α' 相组成.由于粉末气体雾化是一个金属熔体快速凝固的过程, 冷速较高为103 -105 ℃/s, 快速凝固使平衡相来不及析出, 因此形成了亚稳态的马氏体α' 相[6 , 7 ] .由于钛合金粉末具有较高的表面活性, 粉末粒度越细小其比表面积越大, 细小粉末更容易沾污和吸收空气中的H2 O和O2 [8 ] ; 随着粉末粒径的增大, 粉末中空心粉的比例迅速提高[9 ] .综合考虑上述两个矛盾的方面, 本文选择广粒度区间的粉末.Ti55粉末的粒度分布如图1 b所示.预合金粉末主要分布在30-250 μ m, 平均粒度为100 μ m左右, 呈正态分布.预合金粉末的粒度呈正态分布有利于粉末的填充和振实, 小颗粒可填充到大颗粒的间隙, 提高了粉末的振实密度.预合金粉末的形貌如图2 所示.预合金粉末呈球形, 大颗粒的粉末具有发达的胞晶, 呈现出快速凝固的组织特征.此外, 大颗粒粉末表面有少量的卫星球.其原因是, 在制粉过程中发生颗粒碰撞, 小颗粒粉末粘附在大颗粒粉末的表面[10 ] . ...
Temperature induced porosity in hot isostatically pressed gamma titanium aluminide alloy powders,
1
2003
... 预合金粉末的形貌和粒度分布等特性, 直接影响后续粉末合金的热等静压致密化过程.Ti55预合金粉末的X射线物相分析, 如图1 a所示.XRD图谱显示, Ti55预合金粉末由单一的马氏体α' 相组成.由于粉末气体雾化是一个金属熔体快速凝固的过程, 冷速较高为103 -105 ℃/s, 快速凝固使平衡相来不及析出, 因此形成了亚稳态的马氏体α' 相[6 , 7 ] .由于钛合金粉末具有较高的表面活性, 粉末粒度越细小其比表面积越大, 细小粉末更容易沾污和吸收空气中的H2 O和O2 [8 ] ; 随着粉末粒径的增大, 粉末中空心粉的比例迅速提高[9 ] .综合考虑上述两个矛盾的方面, 本文选择广粒度区间的粉末.Ti55粉末的粒度分布如图1 b所示.预合金粉末主要分布在30-250 μ m, 平均粒度为100 μ m左右, 呈正态分布.预合金粉末的粒度呈正态分布有利于粉末的填充和振实, 小颗粒可填充到大颗粒的间隙, 提高了粉末的振实密度.预合金粉末的形貌如图2 所示.预合金粉末呈球形, 大颗粒的粉末具有发达的胞晶, 呈现出快速凝固的组织特征.此外, 大颗粒粉末表面有少量的卫星球.其原因是, 在制粉过程中发生颗粒碰撞, 小颗粒粉末粘附在大颗粒粉末的表面[10 ] . ...
Differences in oxides on large and small-greined 304 stainless steel,
1
1980
... 预合金粉末的形貌和粒度分布等特性, 直接影响后续粉末合金的热等静压致密化过程.Ti55预合金粉末的X射线物相分析, 如图1 a所示.XRD图谱显示, Ti55预合金粉末由单一的马氏体α' 相组成.由于粉末气体雾化是一个金属熔体快速凝固的过程, 冷速较高为103 -105 ℃/s, 快速凝固使平衡相来不及析出, 因此形成了亚稳态的马氏体α' 相[6 , 7 ] .由于钛合金粉末具有较高的表面活性, 粉末粒度越细小其比表面积越大, 细小粉末更容易沾污和吸收空气中的H2 O和O2 [8 ] ; 随着粉末粒径的增大, 粉末中空心粉的比例迅速提高[9 ] .综合考虑上述两个矛盾的方面, 本文选择广粒度区间的粉末.Ti55粉末的粒度分布如图1 b所示.预合金粉末主要分布在30-250 μ m, 平均粒度为100 μ m左右, 呈正态分布.预合金粉末的粒度呈正态分布有利于粉末的填充和振实, 小颗粒可填充到大颗粒的间隙, 提高了粉末的振实密度.预合金粉末的形貌如图2 所示.预合金粉末呈球形, 大颗粒的粉末具有发达的胞晶, 呈现出快速凝固的组织特征.此外, 大颗粒粉末表面有少量的卫星球.其原因是, 在制粉过程中发生颗粒碰撞, 小颗粒粉末粘附在大颗粒粉末的表面[10 ] . ...
Ti-5Al-2.5Sn ELI预合金粉末热等静压致密化行为与有限元模拟研究
2
2013
... 采用热等静压工艺制备粉末合金, 首先需优选热等静压工艺参数以得到全致密的粉末合金, 其次通过后续热处理调节粉末合金的显微组织以得到满足使用要求的性能.本文作者所在研究组的前期工作结果表明, 热等静压工艺参数(温度T 、压力P 、时间t )中, 温度T 对材料组织与力学性能的影响最为显著[6 , 11 ] .因此, 热等静压温度的筛选对粉末冶金Ti55粉末合金力学性能的影响是本文的研究重点之一.Ti-6Al-4V预合金粉末的热等静压成型温度为920-940℃[6 ] .通过DSC差热分析确定的Ti55预合金粉末的β 转变点为1006℃, 比Ti-6Al-4V预合金粉末的β 转变点(987℃)[12 ] 高约20℃.参考Ti-6Al-4V预合金粉末的热等静压温度, 本文选择940℃和970℃作为Ti55预合金粉末的热等静压成型温度. ...
... 前期学者的研究表明, Shima模型是一种模拟粉末热等静压成型的有效模型[11 , 12 , 17 ] .粉末的热等静压成型模拟仿真是一个典型的热力耦合分析过程.本文选用MSC.MARC其内置的修正后的Shima模型, 可表达为 ...
Ti-5Al-2.5Sn ELI预合金粉末热等静压致密化行为与有限元模拟研究
2
2013
... 采用热等静压工艺制备粉末合金, 首先需优选热等静压工艺参数以得到全致密的粉末合金, 其次通过后续热处理调节粉末合金的显微组织以得到满足使用要求的性能.本文作者所在研究组的前期工作结果表明, 热等静压工艺参数(温度T 、压力P 、时间t )中, 温度T 对材料组织与力学性能的影响最为显著[6 , 11 ] .因此, 热等静压温度的筛选对粉末冶金Ti55粉末合金力学性能的影响是本文的研究重点之一.Ti-6Al-4V预合金粉末的热等静压成型温度为920-940℃[6 ] .通过DSC差热分析确定的Ti55预合金粉末的β 转变点为1006℃, 比Ti-6Al-4V预合金粉末的β 转变点(987℃)[12 ] 高约20℃.参考Ti-6Al-4V预合金粉末的热等静压温度, 本文选择940℃和970℃作为Ti55预合金粉末的热等静压成型温度. ...
... 前期学者的研究表明, Shima模型是一种模拟粉末热等静压成型的有效模型[11 , 12 , 17 ] .粉末的热等静压成型模拟仿真是一个典型的热力耦合分析过程.本文选用MSC.MARC其内置的修正后的Shima模型, 可表达为 ...
粉末冶金钛合金力学性能与热等静压致密化研究
2
2013
... 采用热等静压工艺制备粉末合金, 首先需优选热等静压工艺参数以得到全致密的粉末合金, 其次通过后续热处理调节粉末合金的显微组织以得到满足使用要求的性能.本文作者所在研究组的前期工作结果表明, 热等静压工艺参数(温度T 、压力P 、时间t )中, 温度T 对材料组织与力学性能的影响最为显著[6 , 11 ] .因此, 热等静压温度的筛选对粉末冶金Ti55粉末合金力学性能的影响是本文的研究重点之一.Ti-6Al-4V预合金粉末的热等静压成型温度为920-940℃[6 ] .通过DSC差热分析确定的Ti55预合金粉末的β 转变点为1006℃, 比Ti-6Al-4V预合金粉末的β 转变点(987℃)[12 ] 高约20℃.参考Ti-6Al-4V预合金粉末的热等静压温度, 本文选择940℃和970℃作为Ti55预合金粉末的热等静压成型温度. ...
... 前期学者的研究表明, Shima模型是一种模拟粉末热等静压成型的有效模型[11 , 12 , 17 ] .粉末的热等静压成型模拟仿真是一个典型的热力耦合分析过程.本文选用MSC.MARC其内置的修正后的Shima模型, 可表达为 ...
粉末冶金钛合金力学性能与热等静压致密化研究
2
2013
... 采用热等静压工艺制备粉末合金, 首先需优选热等静压工艺参数以得到全致密的粉末合金, 其次通过后续热处理调节粉末合金的显微组织以得到满足使用要求的性能.本文作者所在研究组的前期工作结果表明, 热等静压工艺参数(温度T 、压力P 、时间t )中, 温度T 对材料组织与力学性能的影响最为显著[6 , 11 ] .因此, 热等静压温度的筛选对粉末冶金Ti55粉末合金力学性能的影响是本文的研究重点之一.Ti-6Al-4V预合金粉末的热等静压成型温度为920-940℃[6 ] .通过DSC差热分析确定的Ti55预合金粉末的β 转变点为1006℃, 比Ti-6Al-4V预合金粉末的β 转变点(987℃)[12 ] 高约20℃.参考Ti-6Al-4V预合金粉末的热等静压温度, 本文选择940℃和970℃作为Ti55预合金粉末的热等静压成型温度. ...
... 前期学者的研究表明, Shima模型是一种模拟粉末热等静压成型的有效模型[11 , 12 , 17 ] .粉末的热等静压成型模拟仿真是一个典型的热力耦合分析过程.本文选用MSC.MARC其内置的修正后的Shima模型, 可表达为 ...
Hot isostatic pressing diagrams: new development,
1
1985
... 在940℃和970℃热等静压成型后, 粉末压坯均达到完全致密化(致密度大于99.5%)且组织无显著差异, 如图3 所示.粉末压坯的显微组织均主要由等轴α 和板条α 相组成, 几乎没有β 相.根据Ashby粉末致密化理论[13 ] , 致密化阶段主要有粉末颗粒重排, 塑性变形, 幂律蠕变和高温扩散四个阶段.塑性变形比较充分的部位(粉末颗粒之间相互接触的区域), 经再结晶形成等轴α 相, 而板条状的α 相主要由预合金粉末内部的α' 相转变而来.此外, 由于热等静压在降温卸压阶段冷却速度约为5℃/min, 在940℃和970℃保温保压3 h形成的少量的β 相几乎完全转变为α 相.Ti55粉末热等静压态显微组织与Ti-6Al-4V预合金粉末在(α +β )两相区热等静压后的组织类似[6 , 14 ] . ...
Microstructure evolution and mechanical properties of powder metallurgy Ti-6Al-4V alloy based on heat response,
1
2015
... 在940℃和970℃热等静压成型后, 粉末压坯均达到完全致密化(致密度大于99.5%)且组织无显著差异, 如图3 所示.粉末压坯的显微组织均主要由等轴α 和板条α 相组成, 几乎没有β 相.根据Ashby粉末致密化理论[13 ] , 致密化阶段主要有粉末颗粒重排, 塑性变形, 幂律蠕变和高温扩散四个阶段.塑性变形比较充分的部位(粉末颗粒之间相互接触的区域), 经再结晶形成等轴α 相, 而板条状的α 相主要由预合金粉末内部的α' 相转变而来.此外, 由于热等静压在降温卸压阶段冷却速度约为5℃/min, 在940℃和970℃保温保压3 h形成的少量的β 相几乎完全转变为α 相.Ti55粉末热等静压态显微组织与Ti-6Al-4V预合金粉末在(α +β )两相区热等静压后的组织类似[6 , 14 ] . ...
Container influence on shrinkage under hot isostatic pressing-I. shrinkage anisotropy of a cylindrical specimen,
1
1998
... 综合所述, Ti55粉末合金在940℃和970℃热等静压成型, 其显微组织和拉伸性能没有显著的区别.作为一种典型的高温钛合金, 在实际应用的过程中除了要求强度水平外, 对工艺性能提出更高要求, 例如冷态加工性能和电子束焊接性能; 为了满足这些工艺性能, 要求材料具有较高的塑性储备.包套是粉末合金热等静压成型所需的容器, 直接影响粉末热等静压制品的冶金质量和外观尺寸.对复杂构件进行热等静压致密化时, 热等静压温度、压力、升温速率、降温速率和构件尺寸等工艺参数的变化均导致致密化进程的差异.特别是当构件的尺寸较大时, 从包套表面到构件内部的热等静压致密化进程差别可能十分显著, 进而产生构件几何形状的改变和致密化不均匀等不利影响, 甚至引发构件局部失稳.此外, 在高温下不能忽略粉末包套体的自重; 在热等静压降温卸压阶段, 包套/模具各部位厚度的差异导致包套整体温度/压力场分布不均匀, 使粉末构件发生扭曲变形.温度越高这种影响越显著, 这种现象称为“致密化波动效应[15 ] ”.图4 给出了细长棒状粉末包套体热等静压成型前后对比图.可以看出, 热等静压后包套体明显弯曲, 从实验的角度验证了上述观点.综上, 本文优选相对较低的940℃作为Ti55预合金粉末及构件的热等静压成型温度. ...
Titanium, Springer,
1
2007
... 对于使役温度高于500℃的高温钛合金, 如Ti55、Ti60或者IMI834, 通过固溶时效热处理得到双态组织是一种提高合金的热强性和高周疲劳性能的有效手段[16 ] .图5 给出了经固溶时效热处理后粉末压坯(940℃热等静压成型, 下同)的显微组织.可以看出, 经固溶时效热处理后粉末压坯的显微组织由等轴和条状的α 相和β 转变组织组成.固溶温度从960℃升高到990℃时, 粉末压坯中相的组成、形态和尺寸无明显差别; 固溶温度为960℃时, 初生α 相的体积分数约为30%; 固溶温度为990℃时, 初生α 相的体积分数为38%-40%. ...
316L粉末热等静压致密化过程数值模拟,
2
2011
... 在制备粉末构件的过程中, 包套结构的设计非常重要.合理的包套结构设计既要保证粉末压坯各部位均完成致密化, 又要达到近净成型的目的.但是在制备大尺寸薄壁筒体结构过程中, 包套/模具结构通常比较复杂.刘国承[17 ] 和郎利辉[18 ] 在利用圆柱形包套进行热等静压实验时, 得到的粉末压坯在焊缝区域(包套尖角处)变形非常不均匀.其原因是, 包套壁厚太薄, 仅为2 mm.虽然减少包套的壁厚有助于减少热等静压致密化过程中包套对压力的屏蔽作用, 并缩短完全致密化所需时间, 但是在实际构件的制备过程中包套必须有足够的壁厚以保证刚度.这样才能保证在热等静压升温加压过程中包套不发生失稳, 使粉末压坯各部位均匀协调变形[19 ] .此外, 如果包套设计(如包套壁厚)不合理, 在热等静压致密化过程中, 包套焊缝位置和其他位置变形差异较大, 严重时甚至引发包套在薄弱位置发生塑性失稳, 使包套发生泄漏[20 ] . ...
... 前期学者的研究表明, Shima模型是一种模拟粉末热等静压成型的有效模型[11 , 12 , 17 ] .粉末的热等静压成型模拟仿真是一个典型的热力耦合分析过程.本文选用MSC.MARC其内置的修正后的Shima模型, 可表达为 ...
316L粉末热等静压致密化过程数值模拟,
2
2011
... 在制备粉末构件的过程中, 包套结构的设计非常重要.合理的包套结构设计既要保证粉末压坯各部位均完成致密化, 又要达到近净成型的目的.但是在制备大尺寸薄壁筒体结构过程中, 包套/模具结构通常比较复杂.刘国承[17 ] 和郎利辉[18 ] 在利用圆柱形包套进行热等静压实验时, 得到的粉末压坯在焊缝区域(包套尖角处)变形非常不均匀.其原因是, 包套壁厚太薄, 仅为2 mm.虽然减少包套的壁厚有助于减少热等静压致密化过程中包套对压力的屏蔽作用, 并缩短完全致密化所需时间, 但是在实际构件的制备过程中包套必须有足够的壁厚以保证刚度.这样才能保证在热等静压升温加压过程中包套不发生失稳, 使粉末压坯各部位均匀协调变形[19 ] .此外, 如果包套设计(如包套壁厚)不合理, 在热等静压致密化过程中, 包套焊缝位置和其他位置变形差异较大, 严重时甚至引发包套在薄弱位置发生塑性失稳, 使包套发生泄漏[20 ] . ...
... 前期学者的研究表明, Shima模型是一种模拟粉末热等静压成型的有效模型[11 , 12 , 17 ] .粉末的热等静压成型模拟仿真是一个典型的热力耦合分析过程.本文选用MSC.MARC其内置的修正后的Shima模型, 可表达为 ...
钛合金热等静压模拟本构关键参数确定及工艺优化,
1
2011
... 在制备粉末构件的过程中, 包套结构的设计非常重要.合理的包套结构设计既要保证粉末压坯各部位均完成致密化, 又要达到近净成型的目的.但是在制备大尺寸薄壁筒体结构过程中, 包套/模具结构通常比较复杂.刘国承[17 ] 和郎利辉[18 ] 在利用圆柱形包套进行热等静压实验时, 得到的粉末压坯在焊缝区域(包套尖角处)变形非常不均匀.其原因是, 包套壁厚太薄, 仅为2 mm.虽然减少包套的壁厚有助于减少热等静压致密化过程中包套对压力的屏蔽作用, 并缩短完全致密化所需时间, 但是在实际构件的制备过程中包套必须有足够的壁厚以保证刚度.这样才能保证在热等静压升温加压过程中包套不发生失稳, 使粉末压坯各部位均匀协调变形[19 ] .此外, 如果包套设计(如包套壁厚)不合理, 在热等静压致密化过程中, 包套焊缝位置和其他位置变形差异较大, 严重时甚至引发包套在薄弱位置发生塑性失稳, 使包套发生泄漏[20 ] . ...
钛合金热等静压模拟本构关键参数确定及工艺优化,
1
2011
... 在制备粉末构件的过程中, 包套结构的设计非常重要.合理的包套结构设计既要保证粉末压坯各部位均完成致密化, 又要达到近净成型的目的.但是在制备大尺寸薄壁筒体结构过程中, 包套/模具结构通常比较复杂.刘国承[17 ] 和郎利辉[18 ] 在利用圆柱形包套进行热等静压实验时, 得到的粉末压坯在焊缝区域(包套尖角处)变形非常不均匀.其原因是, 包套壁厚太薄, 仅为2 mm.虽然减少包套的壁厚有助于减少热等静压致密化过程中包套对压力的屏蔽作用, 并缩短完全致密化所需时间, 但是在实际构件的制备过程中包套必须有足够的壁厚以保证刚度.这样才能保证在热等静压升温加压过程中包套不发生失稳, 使粉末压坯各部位均匀协调变形[19 ] .此外, 如果包套设计(如包套壁厚)不合理, 在热等静压致密化过程中, 包套焊缝位置和其他位置变形差异较大, 严重时甚至引发包套在薄弱位置发生塑性失稳, 使包套发生泄漏[20 ] . ...
Computer modelling and tooling design for near net shaped components using hot isostatic pressing,
1
2007
... 在制备粉末构件的过程中, 包套结构的设计非常重要.合理的包套结构设计既要保证粉末压坯各部位均完成致密化, 又要达到近净成型的目的.但是在制备大尺寸薄壁筒体结构过程中, 包套/模具结构通常比较复杂.刘国承[17 ] 和郎利辉[18 ] 在利用圆柱形包套进行热等静压实验时, 得到的粉末压坯在焊缝区域(包套尖角处)变形非常不均匀.其原因是, 包套壁厚太薄, 仅为2 mm.虽然减少包套的壁厚有助于减少热等静压致密化过程中包套对压力的屏蔽作用, 并缩短完全致密化所需时间, 但是在实际构件的制备过程中包套必须有足够的壁厚以保证刚度.这样才能保证在热等静压升温加压过程中包套不发生失稳, 使粉末压坯各部位均匀协调变形[19 ] .此外, 如果包套设计(如包套壁厚)不合理, 在热等静压致密化过程中, 包套焊缝位置和其他位置变形差异较大, 严重时甚至引发包套在薄弱位置发生塑性失稳, 使包套发生泄漏[20 ] . ...
包套设计对典型钛合金粉末合金拉伸性能的影响,
1
2014
... 在制备粉末构件的过程中, 包套结构的设计非常重要.合理的包套结构设计既要保证粉末压坯各部位均完成致密化, 又要达到近净成型的目的.但是在制备大尺寸薄壁筒体结构过程中, 包套/模具结构通常比较复杂.刘国承[17 ] 和郎利辉[18 ] 在利用圆柱形包套进行热等静压实验时, 得到的粉末压坯在焊缝区域(包套尖角处)变形非常不均匀.其原因是, 包套壁厚太薄, 仅为2 mm.虽然减少包套的壁厚有助于减少热等静压致密化过程中包套对压力的屏蔽作用, 并缩短完全致密化所需时间, 但是在实际构件的制备过程中包套必须有足够的壁厚以保证刚度.这样才能保证在热等静压升温加压过程中包套不发生失稳, 使粉末压坯各部位均匀协调变形[19 ] .此外, 如果包套设计(如包套壁厚)不合理, 在热等静压致密化过程中, 包套焊缝位置和其他位置变形差异较大, 严重时甚至引发包套在薄弱位置发生塑性失稳, 使包套发生泄漏[20 ] . ...
包套设计对典型钛合金粉末合金拉伸性能的影响,
1
2014
... 在制备粉末构件的过程中, 包套结构的设计非常重要.合理的包套结构设计既要保证粉末压坯各部位均完成致密化, 又要达到近净成型的目的.但是在制备大尺寸薄壁筒体结构过程中, 包套/模具结构通常比较复杂.刘国承[17 ] 和郎利辉[18 ] 在利用圆柱形包套进行热等静压实验时, 得到的粉末压坯在焊缝区域(包套尖角处)变形非常不均匀.其原因是, 包套壁厚太薄, 仅为2 mm.虽然减少包套的壁厚有助于减少热等静压致密化过程中包套对压力的屏蔽作用, 并缩短完全致密化所需时间, 但是在实际构件的制备过程中包套必须有足够的壁厚以保证刚度.这样才能保证在热等静压升温加压过程中包套不发生失稳, 使粉末压坯各部位均匀协调变形[19 ] .此外, 如果包套设计(如包套壁厚)不合理, 在热等静压致密化过程中, 包套焊缝位置和其他位置变形差异较大, 严重时甚至引发包套在薄弱位置发生塑性失稳, 使包套发生泄漏[20 ] . ...
Simulation of container design for powder metallurgy titanium components through hot-isostatic-pressing,
2
2015
... 通过有限元模拟和实验验证, 归纳薄壁筒体结构内腔控形的规律, 包套具有足够的壁厚, 一般为4-5 mm; 内腔包套的壁厚比外侧包套的厚1 mm左右[21 ] .本文根据Ti55薄壁筒体结构关键设计要求尺寸, 采用有限元分析辅助成型了一种典型粉末钛合金小尺寸薄壁筒体结构, 用于指导Ti55薄壁筒体结构模具/包套设计和成型.根据包套壁厚控形的原理, 设计内包套壁厚为6 mm, 外包套壁厚为5 mm; 包套结构示意图和热等静压成型后的实物图如图8 所示. ...
... 均由实验获得[21 ] .式中ρ 为粉末压坯的致密度; 参数a -h 的数值可以根据拟合结果得到. ...

 , 郭瑞鹏
, 郭瑞鹏







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}