
张鹏宇, 王娜, 杨凤, 康海澜, 方庆红
沈阳化工大学材料科学与工程学院 沈阳 110142
ZHANG Pengyu, WANG Na, YANG Feng, KANG Hailan, FANG Qinghong
中图分类号: TB332
通讯作者:
收稿日期: 2014-10-8
修回日期: 2015-01-15
网络出版日期: --
版权声明: 2015 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
研究了偶联剂对不同粒径白炭黑(15 nm、30 nm、80 nm)/天然橡胶纳米复合材料的硫化特性、力学性能、应力软化效应、Payne 效应、损耗因子、压缩生热和动态热机械性能的影响, 并与未加入偶联剂的复合材料进行对比。结果表明: 加入偶联剂Si69使白炭黑在橡胶中的分散性提高, 增强白炭黑与橡胶基体之间的结合, 提高白炭黑/NR复合材料的力学性能, 降低胶料的正硫化时间; 白炭黑粒径越小Si69的作用越明显, 越有利于复合材料的硫化特性和力学性能的提高; 添加Si69使15 nm和30 nm白炭黑复合材料的Payne效应、损耗因子和定负荷压缩生热的温升降低, 但是对80 nm白炭黑复合材料的影响不大。
关键词:
Abstract
The effect of coupling agent silane Si69 on properties of nanocomposites of nature rubber with different sized nano-silica (15, 30 and 80 nm)was investigated in terms of curing performance, mechanical properties, Mullins effect, Payne-effect, loss factor, the dynamic heat build-up and dynamic mechanical property etc. while taking the same composites without coupling agent as comparison. Results show that with the addition of the coupling agent Si69, the dispersity of nano-silica in the rubber and the binding of nano-silica with the rubber matrix were improved; the mechanical properties of nano-silica/nature rubber composite were effectively enhanced and the positive sulfuration time t90 was shortened. It is noted that the smaller size of the nano-silica is, the better positive effect on the performance and mechanical properties of the composite can be obtained. Due to the addition of the coupling agent Si69, the Payne-effect, loss factor and the dynamic heat build-up can be reduced for the composites with nano-silica of 15 nm and 30 nm, respectively, but is not obvious for the ones with 80 nm silica.
Keywords:
白炭黑具有独特的三维网状结构, 是一种大规模生产和使用的无机纳米材料。白炭黑中95%-99%的成分是无定型SiO2, 无毒、无味、无嗅、耐高温、难溶于水[1]。白炭黑表面富含大量的硅氧烷基、羟基, 比表面积和表面活性较高, 其超细效应能有效提升橡胶复合材料的综合性能[2-4], 是橡胶工业中一种重要的补强剂。白炭黑对各种橡胶的补强效果优于其他白色填料, 仅次于炭黑。与炭黑填充的硫化胶相比, 白炭黑/橡胶复合材料具有绝缘性好、生热低、撕裂强度高、低滚动阻力和抗湿滑性等优点[5-7]。
纳米粒子的粒径、表面活性以及结构性, 是补强材料的三个重要因素。张立群[5]和美国Akron大学的Hamed等[9]认为, 纳米材料的粒径是补强的第一要素。在白炭黑补强的复合材料中, 白炭黑粒子常以松散的“星云”状二次聚集体的形式存在。但是, SiO2是极性粒子, 与非极性的聚合物相容性差, 具有很强的吸附性和聚集倾向。因此, 白炭黑粒子总是趋向于二次附聚, 产生氢键缔合, 在混炼时难以均匀分散于橡胶中, 不能实现理想的复合效果[10-13]。因此, 需要对SiO2进行表面改性以提高其与聚合物的相容性和结合力, 以制备出分散性良好且界面作用强的纳米复合材料。为此, 往往添加硅烷偶联剂以对白炭黑进行表面改性, 弥补其性能的不足[14], 增加其与橡胶基体的相容性, 削弱填料-填料之间的相互作用。硅烷偶联剂通过化学改性可提高二氧化硅表面和聚合物之间的相互作用, 削弱填料-填料之间的相互作用[15]。常用的表面改性硅烷偶联剂为双-[3-(三乙氧基硅)-丙基]四硫化合物(简称Si69)[16, 17]。高轶等[18]用硅烷偶联剂KH550等与纳米SiO2表面的羟基反应, 降低SiO2表面羟基的数量, 改变了SiO2表面的物理和化学性质, 使其从亲水性变为疏水性, 提高了其与橡胶间的相容性和结合性。本文研究硅烷偶联剂对不同粒径的二氧化硅增强天然橡胶复合材料性能的硫化特性、力学性能、应力软化效应、Payne 效应、损耗因子、压缩生热和动态热机械性能等基本特性的影响。
表1 复合材料的硫化特性和力学性能
Table 1 Curing and mechanical properties of composite materials
| Nanosilica | Nanosilica with Si69 | ||||||
|---|---|---|---|---|---|---|---|
| 15 nm | 30 nm | 80 nm | 15 nm | 30 nm | 80 nm | ||
| t10/min | 9.95 | 9.72 | 8.44 | 8.75 | 8.92 | 8.12 | |
| t90/min | 31.62 | 26.18 | 22.47 | 20.75 | 19.58 | 20.73 | |
| ML/dNm | 0.111 | 0.163 | 0.132 | 0.103 | 0.057 | 0.007 | |
| MH/dNm | 4.738 | 4.752 | 4.762 | 3.727 | 3.883 | 3.440 | |
| MH-ML /dNm | 4.627 | 4.589 | 4.630 | 3.624 | 3.826 | 3.433 | |
| Tensile strength/MPa | 8.96 | 12.28 | 14.31 | 16.29 | 19.24 | 14.60 | |
| Elongation at break /% | 503 | 635 | 582 | 1048 | 883 | 810 | |
| Modulus at 100%/MPa | 1.0 | 1.0 | 1.3 | 0.9 | 1.0 | 0.9 | |
| Modulus at 300%/MPa | 2.8 | 2.3 | 3.8 | 2.0 | 2.5 | 2.7 | |
实验用原料: 天然橡胶(NR), 相对分子质量30万; 沉淀法纳米二氧化硅, 粒径为15 nm、30 nm、80 nm; 偶联剂Si69; 硬脂酸(SA)、氧化锌(ZnO)、防老剂4010、促进剂NOBS、硫黄(S)。
基本配方: 按天然橡胶100份计: NR 100份, 硬脂酸2份, 氧化锌5份, 促进剂NOBS 0.75份 , 防老剂(4010)2份, 硫磺2.5份, 偶联剂(Si69)1份, 纳米二氧化硅(15 nm、30 nm、80 nm)15份。
制备工艺: 将天然橡胶在XK-160型开炼机上薄通13次, 然后依次加入硬脂酸、氧化锌、防老剂、白炭黑(Si69)、硫化促进剂NOBS和硫黄, 混炼温度控制在30-50℃, 混合均匀。混炼胶停放8 h后用GT-M2000-A型橡胶硫化测定仪在150℃下测定硫化特性曲线, 根据测得的正硫化时间t90, 在XLB型平板硫化机对试样进行硫化成型, 硫化温度150℃, 硫化压力为10 MPa。
用Instron电子万能试验机测试力学性能和应力软化(Mullins)效应, 拉伸速率为500 mm/min。用RPA8000型橡胶加工分析仪测试动态力学性能, 温度60℃, 频率1 Hz, 应变振幅1%-100%。用GT-RH-2000型动态压缩生热仪测试压缩生热, 圆柱试样的高为25 mm, 直径为17.5 mm, 预应力为1.0 MPa, 5.70 mm冲程, 温度为55℃。用DHR-2型旋转流变仪进行DMA测试, 频率为1 Hz, 应变为0.01%, 温度变化范围为-100℃—100℃。用SU8010型场发射扫描电子显微镜进行SEM测试。对于各项物理性能, 均按相应国家标准进行测试。
由表1可以看出, 不加入偶联剂Si69的复合材料其焦烧时间(t10)和正硫化时间(t90)随着白炭黑的粒径增大而逐渐缩短, 硫化速率加快, MH-ML变化不大。其主要原因是, 白炭黑粒子对胶料中的硫化促进剂有较强的吸附作用, 延迟硫化。粒径越小, 比表面积越大, 吸附的促进剂越多, 硫化时间越长。
添加Si69后, 加入相同粒径的白炭黑的复合材料的t10和t90都降低, 表明加入偶联剂Si69会有效降低白炭黑粒子表面的羟基数量, 使其表面对促进剂的吸附作用降低, 分散性提高, 从而使复合材料的转矩降低, MH-ML降低。随着偶联剂的加入, 复合材料拉伸强度和拉断伸长率都有一定程度的提高, 其中加入15 nm白炭黑复合材料的拉伸强度和拉断伸长率提高得最多, 80 nm的复合材料的拉伸强度和拉断伸长率增加幅度不大。这说明, 偶联剂使白炭黑与橡胶大分子有力结合, 复合材料的拉伸断裂并未发生在白炭黑粒子与橡胶大分子界面。但是, 未添加偶联剂的白炭黑复合材料的100%与300%定伸应力高于添加偶联剂的复合材料。这表明, 在中低变形下, 未添加偶联剂的白炭黑粒子易形成填料网络, 起到了较好的补强作用; 但是在大变形情况下, 无偶联剂体系的白炭黑粒子与橡胶大分子界面容易断裂, 导致较低的拉伸强度和拉断伸长率。由此可见, 白炭黑粒径略小时, 偶联剂的作用较明显, 有利于复合材料的硫化特性和力学性能的提高。
图1 Si69对白炭黑/NR复合材料应力软化性能的影响
Fig.1 Effect of Si69 on the Mullins effect of the nano-silica /NR composites, nano-silica of 15 nm/NR (a), 30 nm/NR (b), 80 nm/NR (c); nano-silica with Si69 of 15 nm/NR (d), 30 nm/NR (e), 80 nm/NR (f)
与小形变下的Payne效应类似, 在大形变下观察静力循环加载时复合材料应力下降现象称为应力软化效应。这两种现象的本质是相同的, 都是胶料的填充网络微观结构被破坏的结果, 而应力软化效应指的是胶料的微观结构在第一次拉伸被破坏后, 在第二次拉伸形变时不能回复起始状态。
从图1可以看出, 应力软化效应的变化程度不同, 变化趋势基本一致。添加Si69后复合材料抵抗变形的能力和能够承受的应力增大, 而应力软化效应相应的增强, 静力应变能损失提高。其原因是, Si69更大地提高了白炭黑粒子与橡胶大分子链之间的结合, 使分子链间以及分子链与填料间不易发生相对滑移。但是在未添加偶联剂的复合材料内粒子网络的破坏程度较低, 从而有较强的补强效果, 应力软化效应较低。从图中还可以看出, Si69对15 nm和30 nm白炭黑复合材料的影响较大, 但是对80 nm白炭黑复合材料的影响较小。因为小粒径的白炭黑较容易聚集, 而大粒径白炭黑的分散性本来就比较好, 所以Si69对其复合材料的应力软化效应影响很小。
图2 不同粒径白炭黑/NR复合材料的弹性模量G'与应变的关系曲线
Fig.2 Curves of elastic modulus G'vs. strain of nano-silica of 15 nm/NR (a), 30 nm/NR (b), 80 nm/NR (c) and nano-silica with Si69 of 15 nm/NR (d), 30 nm/NR (e), 80 nm/NR (f)
图3 不同粒径白炭黑及添加Si69复合材料tanδ与应变的关系曲线
Fig.3 Curves of tanδvs. strains of nano-silica of 15 nm/NR (a), 30 nm/NR (b), 80 nm/NR (c) and nano-silica with Si69 of 15 nm/NR (d), 30 nm/NR (e), 80 nm/NR (f)
产生Pyane效应的主要原因, 是填料或者填料聚集体之间的相互作用形成的填料网络遭到破坏。储能模量下降越小其Pyane效应越弱, 表明补强体系的分散性越好。由图2可见, 添加Si69复合材料的△G' 较不添加Si69的复合材料的△G'小, 而未添加偶联剂15 nm的白炭黑复合材料的△G' 在添加偶联剂后变化最大, 80 nm的白炭黑复合材料的△G' 变化不明显。这表明, 向复合材料中添加Si69可以使小尺寸白炭黑粒子分散得更加均匀。偶联剂的加入降低了粒子间形成粒子网络的可能性, 当白炭黑的粒径达到30 nm时, Si69对其分散性的影响降低, 而80 nm的△G' 变化不明显, 说明Si69对大粒径白炭黑分散性的影响较小。
图3给出了不同粒径白炭黑以及添加Si69对复合材料tanδ的影响。可以看出, 添加Si69之前, 填料的分散性不好, 大形变的时候破坏其网络结构, 储能模量急剧下降, 因此tanδ较大。添加Si69后复合材料的损耗因子降低, 说明在高应变时Si69使填充网络被破坏的程度降低(或偶联剂的存在不易形成粒子网络), 滞后性降低。同时可以看出, 白炭黑粒径越小, Si69对其填充的胶料的损耗因子影响越大。
从图4可见, 随着白炭黑粒径的增大复合材料的压缩温升逐渐降低。其原因是, 小粒径的白炭黑粒子表面能高, 容易聚集, 在胶料中的分散性较差, 使材料的内摩擦增大, 温升较高, 这与tanδ的变化趋势一致。添加Si69后15 nm和30 nm白炭黑复合材料的压缩温升降低, 而80 nm白炭黑填充的复合材料的压缩温升变化不明显。这表明, Si69可提高较小粒径白炭黑的分散性, 形成相对均匀的交联网络, 降低复合材料的内耗, 使复合材料的压缩温升降低。
图4 Si69对白炭黑/NR复合材料压缩温升的影响
Fig.4 Compressed heat performance of nano-silica/NR composites
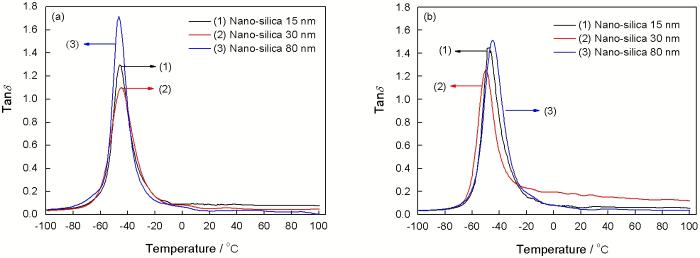
图5给出了两种配合体系硫化胶力学损耗tanδ随温度的变化规律。从图5可见, 复合材料的玻璃化转变温度在-40℃左右。与未添加Si69的复合材料相比, Si69使15 nm和30 nm白炭黑填充的复合材料的Tg(力学滞后峰值)升高, 80 nm白炭黑填充的复合材料的Tg降低; 由于弹性体复合材料在0℃下的tanδ值表征抗湿滑性, 所以从图5a中可以看出, 在不加Si69的时候, 白炭黑的粒径越小, 复合材料的抗湿滑性越好; 从图5b中可以看出, 添加Si69使30 nm白炭黑填充的复合材料在0℃下的tanδ值变大, 表明Si69可以有效增大30 nm的白炭黑填充的复合材料抗湿滑性。
图5 Si69对白炭黑/NR复合材料动态热机械性能的影响
Fig.5 Impact of DMA of nano-silica/NR composites without Si69 (a) and with Si69 (b)
图6 白炭黑/NR复合材料的SEM像
Fig.6 SEM iamges of nano-silica / NR composites, (a) 15 nm nano-silica without Si69, (b) 30 nm nano-silica without Si69, (c) 80 nm nano-silica without Si69, (d) 15nm nano-silica with Si69, (e) 30 nm nano-silica with Si69, (f) 80 nm nano-silica with Si69
图6给出了6种硫化橡胶复合材料样品的低温脆断断口的SEM像。在图6a-c中, 未加入Si69的复合材料中二氧化硅以絮凝体的形态存在于橡胶基体中, 分散得不均匀, 使橡胶内部含有白炭黑的富集区和没有白炭黑的基体。并且15 nm和30 nm的白炭黑在胶料中分散不均匀, 胶料内部有很多白炭黑的聚集体; 而80 nm的白炭黑复合材料的断面上, 白炭黑的分散较均匀。
加入Si69后(图6d-f), 白炭黑的分散性得到改善, 其中15 nm白炭黑的改善程度最高。这说明, Si69与纳米二氧化硅表面的羟基发生的反应消除或减小了表面硅羟基的量, 使其由亲水性变为疏水性, 从而提高同聚合物的亲和性, 有效地提高白炭黑在橡胶中的分散性, 同时由于与橡胶大分子的结合, 界面的粘合状况得到改善。
1. 加入Si69可提高白炭黑在橡胶中的分散性, 增强白炭黑与橡胶基体之间的结合性, 提高白炭黑/NR复合材料的力学性能, 同时降低胶料的正硫化时间; 白炭黑粒径越小, Si69的作用越明显, 越有利于复合材料的硫化特性的改善和力学性能的提高。
2. 添加Si69使15 nm和30 nm白炭黑复合材料的Payne效应降低, 损耗因子降低, 定负荷压缩生热温升降低, 但是对80 nm白炭黑复合材料的影响不大。加入Si69使30 nm白炭黑复合材料的抗湿滑性有所提高。

/
| 〈 |
|
〉 |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}