
郭玉琴 , 杨艳, 孙民航, 汤鹏鹏
, 杨艳, 孙民航, 汤鹏鹏
江苏大学机械工程学院 镇江 212013
GUO Yuqin, YANG Yan, SUN Minhang, TANG Pengpeng
中图分类号: TB332
通讯作者:
收稿日期: 2014-08-11
修回日期: 2015-01-4
网络出版日期: --
版权声明: 2015 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
针对由环氧树脂膜及增强碳纤维织物交替铺放构成的碳纤维复合材料(CFRP)随温度变化所呈现的干态(室温固态)、软态(玻璃态转化温度区间)、湿态(树脂融熔温度区间)及固态(开始固化温度)特征, 使用自主设计的剪切冲裁模具进行系列冲裁实验, 分析了多态CFRP材料在不同工艺条件下的垂直剪切断裂行为和特征, 并解释了相应的影响机理。结果表明: 相对于干态碳纤维织物, 干态/固态、软态、湿态CFRP材料在垂直剪切断裂过程中呈现出典型的非线性变形、非连续、分层断裂特性, 但是剪切断裂所需的最大载荷依次增大; 另外, 较小的冲裁间隙和剪切角度、较高的冲裁速度有利于减弱局部纤维束的非连续断裂, 使分层断裂更为集中和稳定。
关键词:
Abstract
Carbon fiber reinforced plastic (CFRP) was fabricated by alternately laying epoxy resin films and carbon fiber fabrics for a desired number of layers. The prepared CFRP could be in different status such as dry, soft, wet and solid corresponding to ambient temperature, and temperatures of glass transition and melting and curing of resin films, respectively. Blanking tests were performed by means of a home made shearing blanking die to characterize the vertical shearing fracture for the prepared CFRP of different status. Results show that the vertical shearing fracture of the dry/solid, soft and wet CFRPs present characteristics of typical nonlinear deformation, discontinuous and delaminating fracture, and the required blanking forces increase in turn. Moreover, blanking with a small gap, proper angle and high speed may be helpful to relieve the discontinuous fracture of partial carbon fiber yarns and promote the delaminating fracture of CFRPs to be much concentrated and stability.
Keywords:
碳纤维复合材料(CFRP)具有高比强度、比模量, 高抗疲劳性以及耐磨等优点, 得到了广泛应用[1-3]。常用于制造CFRP的高压釜工艺(Autoclave)[4]、树脂传递模塑成型工艺(RTM)[5]、树脂膜熔渗成型工艺(RFI)[6]、“剪切-冲裁-固化”一体化制造工艺[7], 要在成型前对增强碳纤维织物、碳纤维织物预浸料、树脂膜、树脂膜与碳纤维织物预制成的CFRP叠层片材进行裁切, 成型后还要对不同固化程度的CFRP制件进行修边或冲孔加工以便于后续进行装配。上述工艺不仅涉及对干态和固态碳纤维织物及其构成的复合材料的裁切, 还涉及对经熔融态树脂浸渗的碳纤维织物的湿态裁切和软化态树脂膜与碳纤维织物构成的CFRP材料的软态裁切(简称多态裁切)。不同态的CFRP材料在不同工艺条件下的断裂行为和断裂机理不同, 对最终制件的断面质量及连接服役性能有重要影响。因此, 有必要系统研究多态CFRP的断裂行为, 以便合理选用设备和裁切工艺方案。
有关碳纤维复合材料断裂行为的研究包括: 三维编织CFRP材料拉伸断裂行为[8] 、CFRP材料的低速冲击断裂行为[9]、CFRP材料在周期性交变载荷作用下的疲劳断裂行为[10]、CFRP板材垂直加压时的冲裁断裂行为[11]。但是, 上述研究均基于固化后的干态CFRP材料进行。环氧树脂基复合材料的耐磨性好、硬度大, 导热性差, 是典型的难加工材料, 固化后加工工艺中的机械加工易引起材料分层、纤维撕裂、拉出、缠绕等缺陷, 且刀具磨损快, 加工成本高[12, 13]。而特种加工方法中的激光加工、电子束加工、等离子切割等有明显的切削热影响区, 很难得到均匀高质量的表面[14, 15]。鉴于此, 本文基于基体树脂膜随温度升高而依次呈现出的干态、软态及湿态的多态特征, 进行系列剪切冲裁实验研究多态CFRP材料的断裂行为, 取代固化后加工, 从根本上改变切削过程中CFRP的受力状态及断裂机理, 以揭示碳纤维织物层数、树脂膜层数、实验温度、冲裁间隙、冲裁速率、剪切角度等因素对CFRP材料垂直剪切断裂行为的影响, 并解释相应的影响机制。
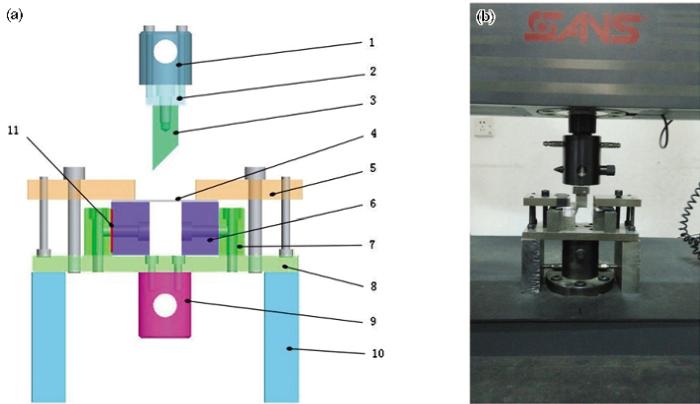
剪切冲裁实验在CMT5105美特斯微机控制电子万能试验机上进行, 并借助自主研发的可重组式冲裁模具和可加热温控装置。所用可重组式冲裁模具结构(图1a)由上连接头1、凸模固定板2、凸模(冲头)3、压板5、凹模6、定位板7、底座8、下连接头9、支撑块10等组成, 其中: 试样4放于凹模6上, 由压板5压紧; 冲裁凸模3有60°、45°和20°三种角度; 冲裁模具的上、下连接头分别与试验机工作台上的法兰通过长销连接起来; 凹模6分左、右两瓣, 通过定尺寸调隙片11来调节凹模6的左瓣与凸模3的间隙以研究冲裁间隙对断裂行为的影响。模具安装在万能实验机上的效果, 如图1b所示。
图1 冲裁模具结构图及其在实验机上的安装图
Fig.1 Picture of cutting die structure and installation on universal testing machine
为了研究多态CFRP的垂直剪切断裂行为, 尤其是碳纤维织物层数(n1)、树脂层数(n2)、实验温度(T)、冲裁间隙(C)、冲裁速度(V)、剪切角度(α)等因素对其断裂行为的影响, 采用表1中的实验方案, 其中: 1、2、3、4号实验研究碳纤维织物层数对CFRP垂直剪切断裂行为的影响; 5、6、7与2、3、4号实验相比较研究树脂膜及其层数对CFRP垂直剪切断裂行为的影响; 6、8、9、10号实验研究由温度所决定的材料状态对CFRP垂直剪切断裂行为的影响; 9、11、12、13、14号实验研究冲裁间隙对CFRP垂直剪切断裂行为的影响; 9、15、16、17号实验研究冲裁速率对CFRP垂直剪切断裂行为的影响; 9、18、19号实验研究剪切角度对CFRP垂直剪切断裂行为的影响。
实验中使用厚度为0.22 mm的东丽T300-3K斜纹织物为增强体, 基体树脂膜由YPH-23环氧树脂制成, 单片厚度为0.02 mm, 碳纤维织物与树脂膜按长度为100 mm、宽度为20 mm进行裁切, 并按表1中的实验方案铺放制成CFRP试样。根据碳纤维复合材料中纤维体积分数的要求, 结合前期树脂充分融化(110℃)时的浸渗实验, 确定CFRP试样采用每两层碳纤维织物间夹15层树脂膜片的方式交替铺放制成, 以在保证熔融树脂充分浸渗碳纤维织物的情况下不会因树脂过量而在切口断面形成树脂流涎从而影响切口断面质量, 造成树脂浪费。
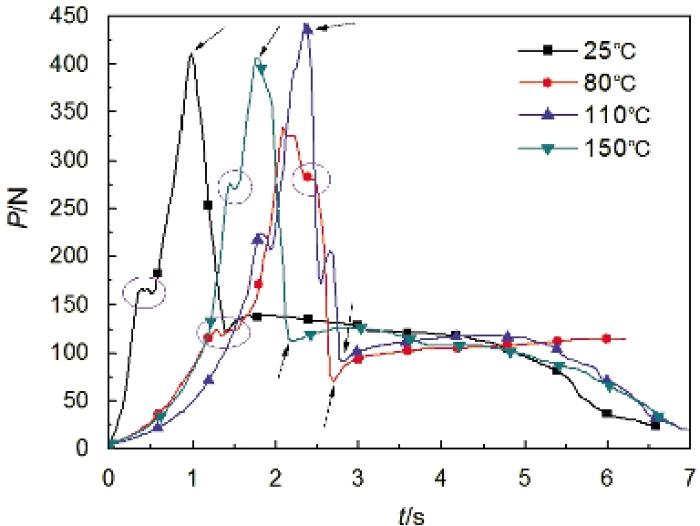
第6、8-10号实验温度分别对应常温(25℃)、基体树脂软化温度(80℃)、熔融温度(110℃)及固化温度(150℃), 也决定了CFRP试样分别处于干态、软态、湿态、固化态。因此, 图2给出的载荷-时间曲线不仅反映了实验温度对CFRP叠层试样断裂行为的影响, 也反映了不同态CFRP材料的断裂行为。由图可以看出: 对于相同铺层的CFRP试样, 软态剪切冲裁(80℃)时所需裁切力最小, 材料易于发生断裂, 干态(25℃)和固态剪切冲裁(150℃)时所需裁切力次之, 湿态剪切冲裁(110℃)时所需裁切力最大, 比软态剪切时高出约32.7%。另外, 在干态、软态、湿态及固化态4种情况下CFRP试样的剪切冲裁过程, 既不同于一般弹塑性材料断裂时的“线弹性变形-加工硬化-颈缩”过程, 也不同于脆性材料断裂时的脆断, 而表现为明显的非线性剪切变形及非连续断裂行为, 包括局部碳纤维非连续断裂和分层断裂。其中: 前者表现为曲线上冲裁力的轻微波动(见图2中圈出区域), 这是在剪切冲裁过程中少数碳纤维丝束在冲裁力作用下发生断裂所致; 而后者主要表现为曲线上冲裁力的大幅度起伏(见图2中箭头所指示区域), 是CFRP试样的某层相对于主体发生分层断裂引起的。另外, 不同态CFRP试样剪切冲裁载荷-时间曲线上对应断裂后期持续时间较长的变形平台, 因为不同态的树脂基体改变了碳纤维织物层间的摩擦状态, 加之冲头剪切角度较大等因素使CFRP试样在进一步剪切冲裁过程中相对于上层材料发生了相对滑移, 这也是CFRP材料发生非连续分层断裂的标志。
表1 CFRP剪切冲裁实验方案
Table 1 Vertical shearing experimental scheme of CFRP
| No. | Carbon fiber twill layer | Number of resin film pieces | Gap /mm | Velocity /mm/min | Tool angle | Temperature /℃ |
|---|---|---|---|---|---|---|
| 1 | 1 | 0 | 0.1 | 60 | 60° | 25 |
| 2 | 2 | 0 | 0.1 | 60 | 60° | 25 |
| 3 | 3 | 0 | 0.1 | 60 | 60° | 25 |
| 4 | 4 | 0 | 0.1 | 60 | 60° | 25 |
| 5 | 2 | 15 | 0.1 | 60 | 60° | 25 |
| 6 | 3 | 30 | 0.1 | 60 | 60° | 25 |
| 7 | 4 | 45 | 0.1 | 60 | 60° | 25 |
| 8 | 3 | 30 | 0.1 | 60 | 60° | 80 |
| 9 | 3 | 30 | 0.1 | 60 | 60° | 110 |
| 10 | 3 | 30 | 0.1 | 60 | 60° | 150 |
| 11 | 3 | 30 | 0.05 | 60 | 60° | 110 |
| 12 | 3 | 30 | 0.2 | 60 | 60° | 110 |
| 13 | 3 | 30 | 0.5 | 60 | 60° | 110 |
| 14 | 3 | 30 | 0.8 | 60 | 60° | 110 |
| 15 | 3 | 30 | 0.1 | 30 | 60° | 110 |
| 16 | 3 | 30 | 0.1 | 120 | 60° | 110 |
| 17 | 3 | 30 | 0.1 | 240 | 60° | 110 |
| 18 | 3 | 30 | 0.1 | 60 | 45° | 110 |
| 19 | 3 | 30 | 0.1 | 60 | 20° | 110 |
图2 不同温度下CFRP材料剪切冲裁过程中的载荷-时间曲线
Fig.2 Load-time curves of CFRP in shearing fracture process under different temperature
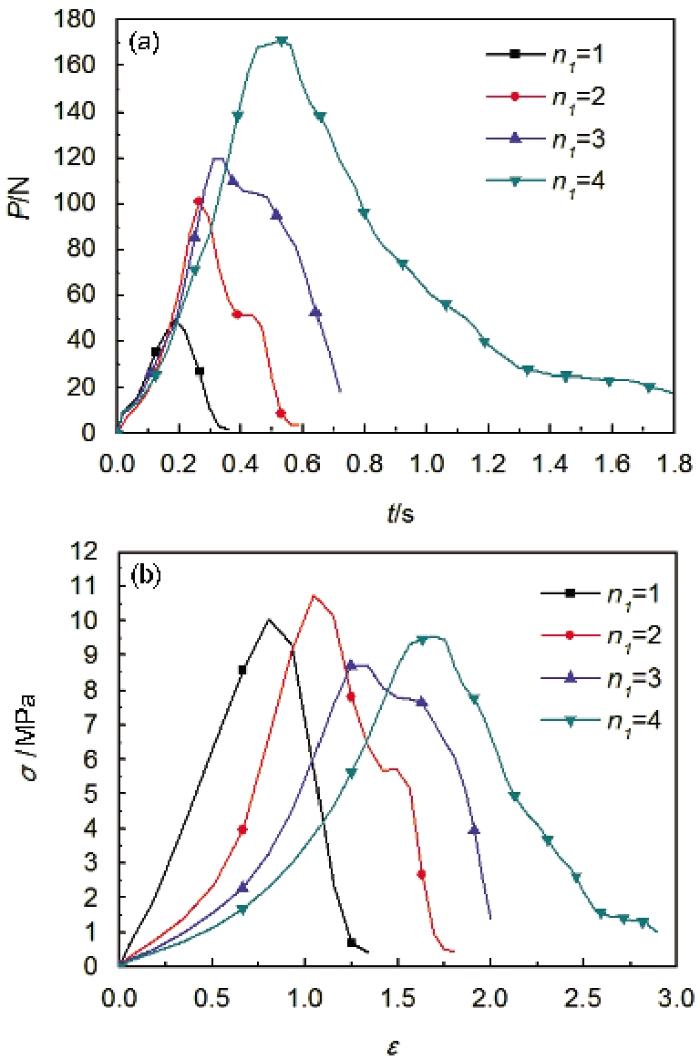
不同碳纤维织物层数下CFRP试样剪切冲裁过程中的载荷-时间曲线和应力-应变曲线分别如图3a和b所示。从图3a可以看出: 随着碳纤维织物层数的增加, 所需的最大裁切力近似呈比例增加。由图3b可以发现: 在碳纤维织物层数不超过2层时, CFRP试样对应的临界剪切强度和剪切弹性模量基本不变; 但是当碳纤维织物层数大于2时, CFRP试样局部碳纤维丝束的非连续断裂, 使CFRP整体的断裂强度相对降低。多层CFRP叠层在垂直剪切力作用初期沿厚度方向的压缩变形, 也使其在垂直剪切冲裁过程中表现出一定的非线性剪切变形行为。
图3 碳纤维织物层数不同的CFRP试样剪切冲裁时的载荷-时间曲线和应力-应变曲线
Fig.3 Curves of carbon fiber twill with different layers in shearing fracture process, (a) load-time curve, (b) stress-strain curve
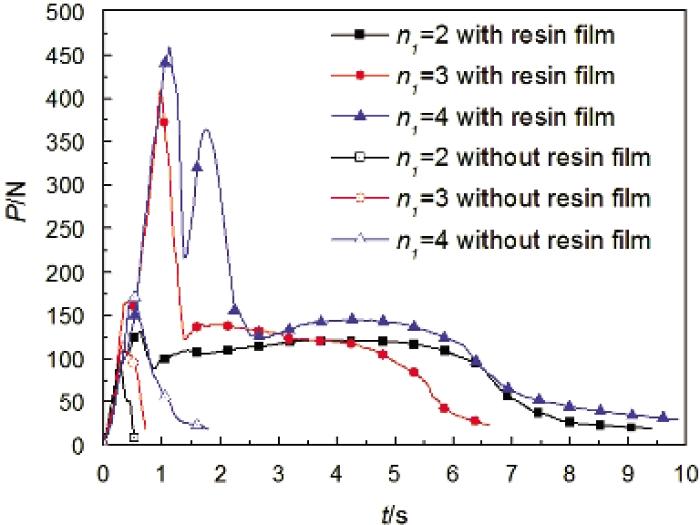
图4 CFRP试样有/无树脂膜时剪切冲裁过程的载荷-时间曲线
Fig.4 Load-time curves of CFRP part with or without resin film in shearing fracture process
图4中的曲线分别表示2、3、4层碳纤维织物间有/无树脂膜时CFRP试样剪切冲裁过程中的载荷-时间曲线。相对于无树脂膜情况, 有树脂膜时曲线上最大裁切力的明显起伏和断裂后期较长变形平台的出现, 说明树脂膜的存在使CFRP试样的断裂过程呈现出典型的局部碳纤维非连续断裂及分层断裂行为。图5给出了2、3、4层碳纤维织物间有/无树脂膜存在时CFRP试样剪切冲裁所需最大裁切力随树脂膜层数的变化曲线, 可以看出: CFRP试样剪切冲裁所需最大裁切力随着树脂膜层数的增加而显著增加, 相对于单纯的碳纤维织物叠层试样, 树脂膜的存在赋予了CFRP试样特殊的剪切变形特性, 需要从弹性-粘弹性材料耦合及其断裂角度进行分析, 而不只是简单的叠加和类推。
图5 CFRP试样断裂所需最大裁切力与树脂膜层数的关系
Fig.5 Relationship between CFRP part’s maximum cutting force in sharing fracture process and resin film layer
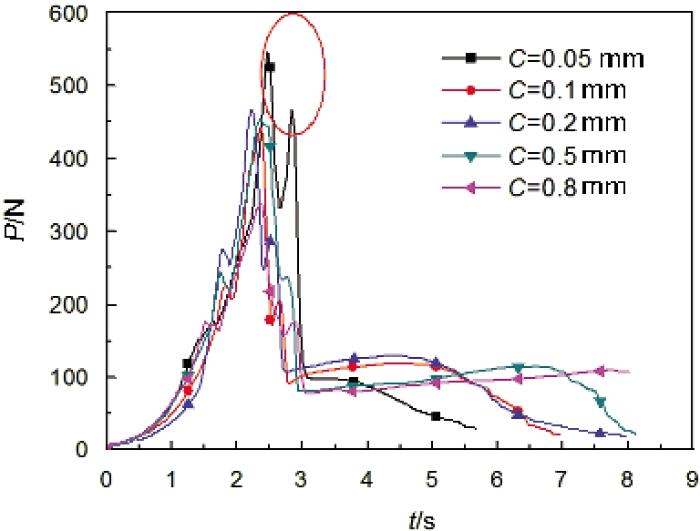
图6和7分别给出了不同冲裁间隙下CFRP试样湿态剪切冲裁时的载荷-时间曲线和所需最大裁切力变化曲线。分析结果表明: 湿态冲裁CFRP试样时, 冲裁间隙的变化对材料的非线性剪切变形、局部碳纤维非连续断裂及分层断裂行为没有本质的影响, 但是对所需最大裁切力影响显著。即在较小的冲裁间隙范围(0.05-0.1 mm)和较大的冲裁间隙(0.5-0.8 mm)范围内所需最大裁切力随冲裁间隙增大而急剧减小, 在0.1-0.5 mm冲裁间隙范围内多态CFRP材料剪切冲裁所需最大裁切力随冲裁间隙的变化相对比较稳定, 变化幅值不超过5.13%。另外, 在小间隙冲裁(0.05 mm)时, 从载荷-时间曲线上冲裁力的剧烈大幅度波动(图6中圈出的“双峰”)以及后期的快速断裂可以看出: 在小间隙情况下, 材料表现出更为明显的集中分层断裂现象。随着冲裁间隙的增大, 断裂过程变得分散, 达到完全断裂持续时间较长, 具体表现为断裂后期变形平台的出现和平台持续时间的延长。
图6 对于不同冲裁间隙CFRP试样剪切冲裁时的载荷-时间曲线
Fig.6 Load-time curves of CFRP part in shearing fracture process for different gap
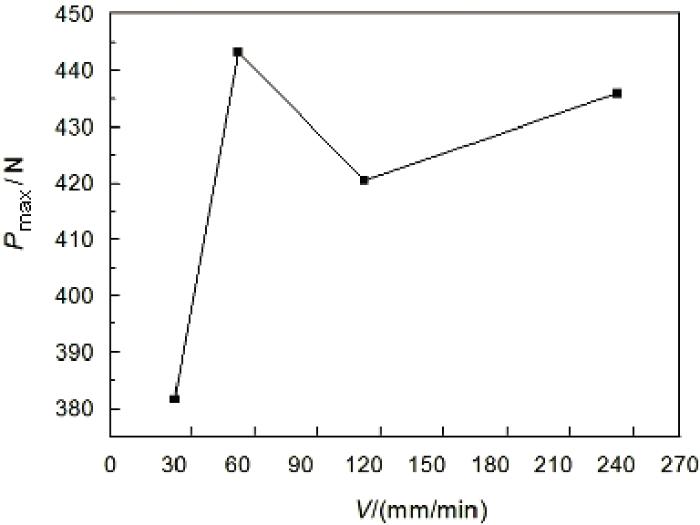
图8和9分别给出了不同冲裁速率下CFRP试样湿态剪切冲裁时的载荷-时间曲线和所需最大裁切力在不同冲裁速度下的变化曲线。可以看出: 随着冲裁速率的增加, CFRP材料断裂过程中局部纤维的非连续断裂现象减弱甚至消失, 分层断裂现象更为明显、集中, 即材料的断裂行为以集中、稳定、分层断裂为主; 另外, 低速(30 mm/min)冲裁时所需最大裁切力相对较小, 为其他冲裁速率下的86.11%-90.78%。此时CFRP试样的断裂以局部纤维非连续断裂方式为主, 可能对制件的裁切断面质量产生不利影响。而120 mm/min冲裁速率下所需的最大裁切力比60 mm/min和240 mm/min时的值分别低约3.66%和5.42%, 即在60-240 mm/min的冲裁速率范围内冲裁速率对CFRP试样的最大裁切力影响不明显, 但是对材料的断裂行为有显著影响。较高的冲裁速率, 有利于材料的稳定、集中切断和裁切断面质量的提高。
图7 CFRP试样断裂所需最大裁切力与冲裁间隙的关系
Fig.7 Relationship between CFRP part’s maximum cutting force in sharing fracture process and gap
图8 对于不同冲裁速率CFRP试样湿态剪切冲裁时的载荷-时间曲线
Fig.8 Load-time curves of CFRP part in shearing fracture process for different cutting velocity
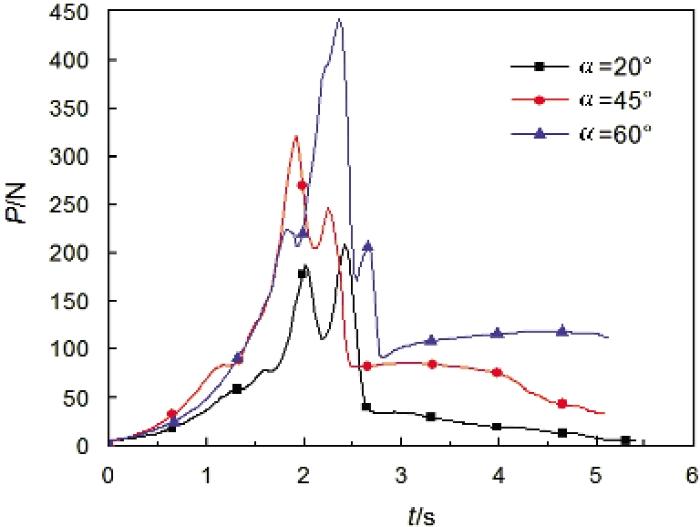
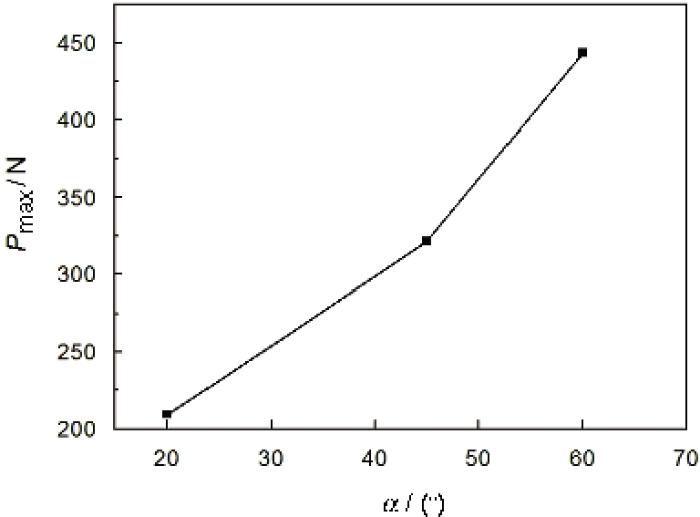
在不同剪切角度下CFRP试样湿态剪切冲裁时的载荷-时间曲线和所需最大裁切力变化曲线, 分别如图10和11所示。可以看出: 随着剪切角度的减小, 所需的最大裁切力呈近似线性减少的趋势。另一方面, 材料的局部纤维非连续断裂现象减弱, 而分层断裂现象增强, 断裂过程也更为集中、稳定(曲线上“双峰”的出现为标志), 有利于断面质量的提高。
图9 CFRP试样断裂所需最大裁切力与冲裁速率的关系
Fig.9 Relationship between CFRP part’s maximum cutting force in sharing fracture process and cutting velocity
图10 对于不同剪切角度CFRP试样剪切冲裁时的载荷-时间曲线
Fig.10 Load-time curves of CFRP part in shearing fracture process for different tool angle
图11 CFRP试样断裂所需最大裁切力与剪切角度的关系
Fig.11 Relationship between CFRP part’s maximum cutting force in sharing fracture process and tool angle
1. 在干态、软态、湿态、固态CFRP试样的垂直剪切冲裁实验中, 不同态的树脂使多态CFRP试样表现出特殊的非线性剪切变形过程和局部碳纤维丝束非连续断裂及分层断裂行为, 其中: 局部碳纤维丝束非连续断裂行为表现为CFRP剪切冲裁过程中载荷-时间曲线上的冲裁力的微小波动, 由剪切冲裁过程中少数碳纤维丝束在冲裁力作用下发生断裂引起, 而分层断裂行为则表现为冲裁力的大幅度起伏, 由CFRP试样的某层相对于主体发生分层断裂引起。
2. 在CFRP试样剪切冲裁过程中所需的最大裁切力随着碳纤维织物层数、树脂膜层数、剪切角度的增加而显著增加, 随着冲裁间隙的增加而明显减小, 在60-240 mm/min的冲裁速率范围内冲裁速率对最大裁切力没有明显影响。
3. 在同样铺层条件下, 对应基体树脂玻璃化转变温度区间时软态CFRP试样的剪切冲裁所需裁切力最小, 对应于常温和基体树脂固化温度区间时干态和固态CFRP试样的剪切冲裁所需裁切力次之, 对应于基体树脂熔化温度区间时湿态CFRP试样的剪切冲裁所需裁切力最大。
4. 树脂膜、实验温度、冲裁速率、冲裁间隙、剪切角度对多态CFRP材料断裂行为有显著影响, 其中: 树脂膜层数及与温度相关的流变学特性直接决定CFRP材料的实际状态和非连续分层断裂行为; 随着冲裁速率的增加和剪切角度的减小, 材料的局部纤维非连续断裂现象减弱甚至消失, 分层断裂趋势增强; 在0.1-0.5 mm的冲裁间隙范围内, CFRP材料的断裂行为和所需最大裁切力对冲裁间隙的变化不敏感。
5. 对于同样铺层的多态CFRP材料, 较小的冲裁间隙、较小的剪切角度、较高的冲裁速率组合使材料的局部纤维非连续断裂现象减弱, 分层断裂现象占主导地位, 促进材料的集中、稳定断裂, 有利于提高剪切冲裁断面的质量。

/
| 〈 |
|
〉 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}