
刘培生 , 顷淮斌
, 顷淮斌
射线束技术与材料改性教育部重点实验室 北京师范大学核科学与技术学院 北京 100875
LIU Peisheng, QING Huaibin
中图分类号: TG146
通讯作者:
收稿日期: 2014-08-11
修回日期: 2014-12-15
网络出版日期: --
版权声明: 2015 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
展开
摘要
通过对粉体熔化发泡法的改进, 制备了孔率高达90%的毫米级球孔泡沫钛合金。这种泡沫钛合金的压缩曲线包括弹性区、压缩平台区和“密实化”区等3个阶段。由于是脆性破坏, 其中的压缩平台呈锯齿状。这种泡沫钛合金的压缩破坏是通过垂直于载荷方向的孔隙逐层坍塌破碎而不断推进的, “密实化”是碎块的不断堆积过程。孔壁上的微孔对该泡沫钛的吸声性能有利, 未作任何处理的试样在1500-3000 Hz的声频范围内吸声系数最低为0.4左右, 在3000-6300 Hz则吸声系数超过0.6, 共振频率超过0.9。在较高声频段, 这种泡沫钛试样的主要吸声机制为黏滞耗散。
关键词:
Abstract
A millimeter-scale spherical-pore foamed titanium alloy with very high porosity up to 90% has been produced by an improved molten powder foaming method. The compression curve of this foamed alloy includes three phases: the elasticity, the compression plateau and the “densification”. The compression plateau presents a saw-tooth shape due to the brittle failure. During compression test this foamed alloy failed through collapse of pores layer by layer along the compressive stress direction, and the “densification” might be resulted from the accumulation of the collapse debris of pores. Tiny pores on walls of macro-pores are certainly beneficial to the sound-absorbing property for the present foamed titanium alloy, of which the sound-absorbing coefficient is at least about 0.4 in the frequency range of 1500-3000 Hz, and exceeds 0.6 in the range of 3000-6300 Hz and 0.9 by the resonance frequency. In addition, the mechanism related to the sound absorbing in the range of relatively high frequencies may mainly involve the viscous dissipation process.
Keywords:
泡沫金属具有体密度低、综合性能好等特点, 是一种结构功能一体化的多孔材料, 可用于制造轻质结构和消音降噪、吸能减震等设备[1-4]。在满足力学性能要求的基础上泡沫体具有更低的体密度和更高的孔率是此类材料发展的方向, 特别是对于以结构减重为关键因素的情况。已有的相关研究主要集中于泡沫铝, 可用于航空航天业、汽车业、船舶业、建筑业以及军事工程等领域。金属钛的熔点比铝高, 泡沫钛具有比泡沫铝更好的耐高温性、耐腐蚀性和隔热性, 因而更适于温度和环境等要求更高的场合, 尤其是在航空、航天、军事等方面。
尽管金属钛兼具质量轻、比强度高、耐蚀性佳、生物相容性好等特点, 但是有关泡沫钛的研究报道远少于泡沫铝。用很多方法都可制备泡沫铝, 但是制备泡沫钛的方法不多。在原理上制备泡沫金属的方法很多都可用来制备泡沫钛, 但是可行的工艺主要是粉末烧结[5-10]。而且, 已研制的泡沫钛制品孔率都不太高, 大多低于70%[8, 11]。金属钛的熔点高且易氧化, 因此制备泡沫钛的技术不同于泡沫铝, 能够得到的孔隙结构、尺度、形态等也就呈现自身的特征。
目前对泡沫钛的研究应用主要是钛合金多孔植入材料, 作为工程结构材料的研究比较少[12, 13]。在性能研究上, 主要是泡沫钛的植入生物性能, 关于其力学性能主要是基于医学植入应用方面[14-17]。对胞状泡沫钛力学性能的研究很少, 而且试样的孔率都不太高, 一般低于75%[18-20]。这些研究远比泡沫铝的工作少[21-24]。相比之下, 对泡沫钛的系统性研究还相对缺乏, 对力学性能以外的其他物理性能更是鲜有研究, 比如声性能和热性能等方面。因此, 有必要对各种结构的泡沫钛(特别是高孔率制品)进行更多的研究, 特别是其基本性能。力学性能总是最基本的[1, 21-23, 25-30], 因此本文在研制高孔率胞孔泡沫钛的基础上考察其压缩行为, 初步探讨其吸声性能。
以钛粉和镍粉的混合粉末为主原料制备泡沫钛合金。采用粉体熔化发泡法[4], 但本文对该法进行了改进, 以期制得高孔率的胞孔泡沫钛。在制备过程中, 先将粒度均为-300目的脱氢钛粉和电解镍粉按照质量比85∶15的比例配料, 在KQM-X4型行星式四头快速球磨机中混料2 h, 使金属粉末混合均匀。然后根据产品孔率的设定, 在这种混合金属粉末中加入一定量的自制球形发泡剂(如将蚕茧捣碎用少量黏结剂团成球形颗粒后烘干待用)、自制无毒黏结剂(如用薯类淀粉与溶剂调制成胶状物)以及适量的添加剂(如碳酸氢铵粉末)。混合均匀后在模具中加压制作预制型, 然后烘干。将预制型(连同模具)放入非氧化环境中快速加热到1000-1200℃, 保温一定时间后迅速冷却。发泡剂在该过程中产生热分解并释放气体而形成球形胞状孔隙, 炉冷至室温后得到高度多孔的泡沫钛合金制品。
泡沫金属结构方面的特点, 使其变形方式与传统材料大为不同。因此, 传统金属材料压缩实验方法不完全适用于多孔金属, 本文参考ISO 13314:2011(E)《多孔金属压缩测试》国际标准, 在室温条件下对其进行准静态压缩测试[1]。
为了在现有工艺水平下获得能够进行压缩试验的样品, 用专门设计制作的模具制备了能进行压缩试验的圆柱状泡沫钛合金试样, 样品直径约45 mm、高度约50 mm(简单表示为Φ45×50), 孔率为85%-90%。在测试过程中, 压缩试样的两个端面和试验设备的两个压头端面都刮抹石墨使其更加光滑, 以尽量减小试样端面与设备压头的位移摩擦; 压缩速率为1 mm/min。用WDW-3050型微机控制式电子万能试验机进行压缩试验, 设备的最大载荷为5 T。
使用JTZB吸声系数测试系统, 用驻波管法检测泡沫钛合金试样的吸声系数[4]。其原理是, 扬声器向管内辐射的声波在管中以平面波形式传播时, 在法向入射条件下入射正弦平面波和从试样反射回来的平面波叠加。由于反射波与入射波之间具有一定的相位差, 叠加后在管中产生驻波。于是, 从试样表面开始形成驻波声场, 沿管轴线出现声压极大pmax、极小pmin的交替分布, 用可移动的探管接收这种声压分布, 得出材料的垂直入射吸声系数
根据实验设备的要求制备出厚度约为10 mm的两种孔径的泡沫钛合金圆板试样, 对应于200-2000 Hz、2000-4000 Hz、4000-6300 Hz这3个测试频段试样的直径分别为100 mm、50 mm和25 mm。样品的孔隙参数列于表1。
表1 泡沫钛合金试样的孔隙参数
Table 1 Pore parameters of the foamed titanium alloy
| Sample No. | Sample type | Mean pore-diameter d /mm | Porosity q/% | Specific surface area Sv /(cm |
|---|---|---|---|---|
| 1-3 | Small pore | ~0.8 | ~86 | ~400 |
| 4-6 | Large pore | ~2.5 | ~89 | ~450 |
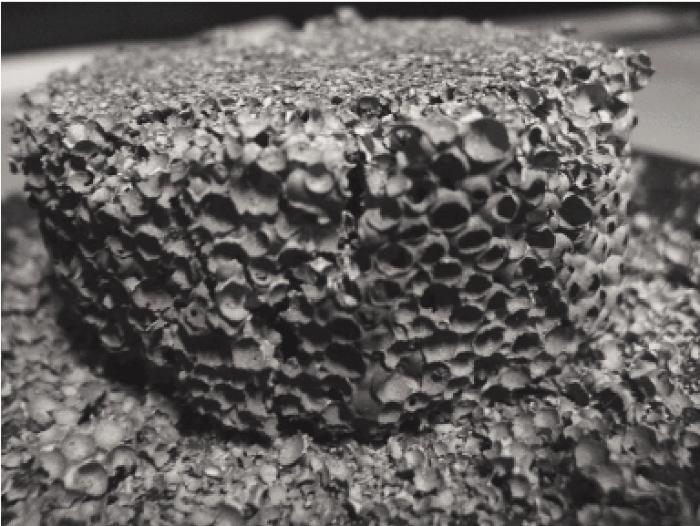
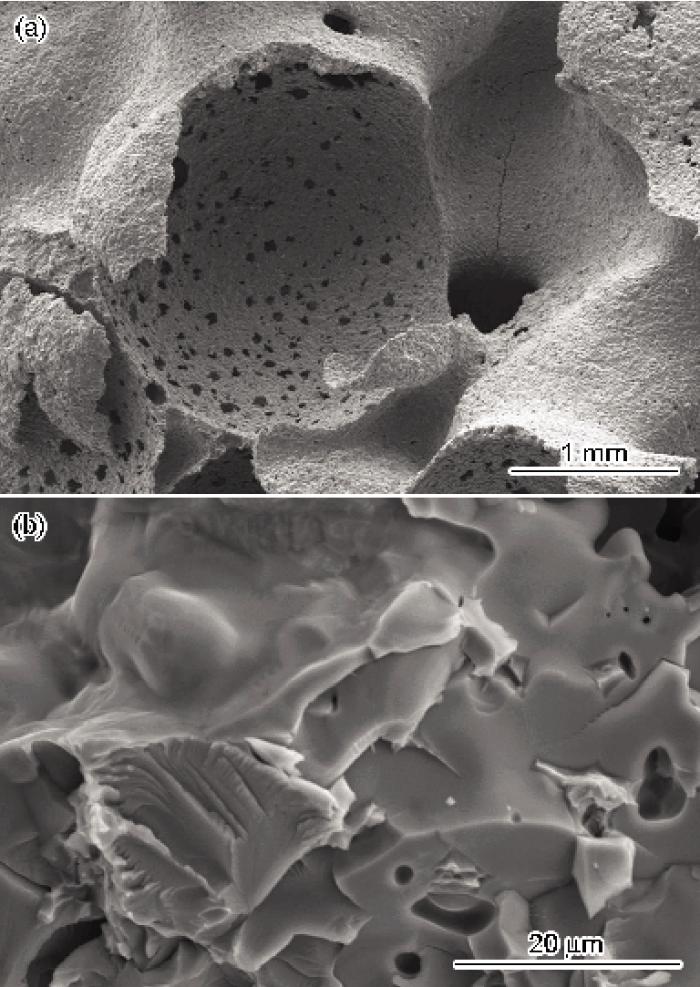
图1a和图1b所示为制得的胞孔泡沫钛合金制品(总孔率约90%)形貌。从孔隙大小和形状可得知, 尺度在毫米级的宏观球形孔隙由发泡剂分解、释放气体而形成:由于制品孔率很高, 这些宏观孔隙被相互打通(漏水实验也证明了这一点); 图1c给出了对应多孔体的孔壁微孔结构, 表明固相结合良好, 其中尺度在微米级的不规则细孔由黏结剂等其他有机加入物的热分解而形成, 这些微孔进一步提高了球形宏观孔隙之间的连通性。孔壁上的微孔不利于制品的强度, 但是又有助于吸声等性能的提高。
图1 孔径较大和孔径较小的泡沫钛合金圆形样品的宏观形貌及孔壁的微观结构
Fig.1 Morphologies of the spherical-pore foamed titanium alloy with high porosity, (a) circular sample with relatively large pore size, (b) circular sample with relatively small pore size, (c) microporous structure of the cell-wall
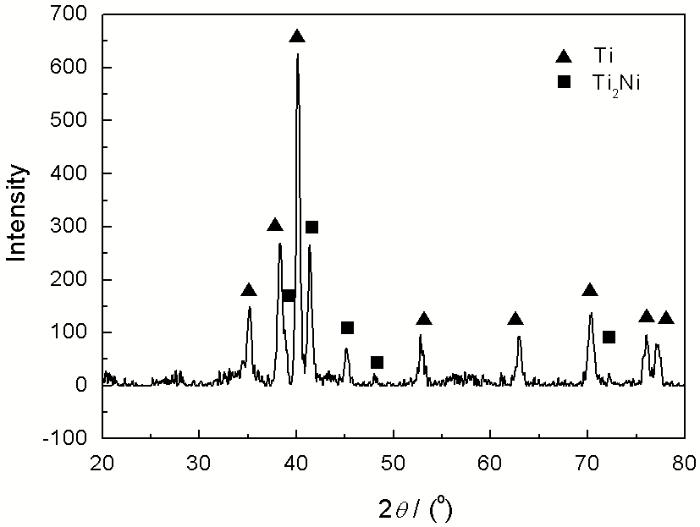
用X'PertPRO MPD型X射线衍射仪对所得泡沫钛制品进行XRD分析, CuKα, 扫描电压为40 kV, 扫描电流为40 mA, 结果如图2所示。从图2可以看出, 泡沫钛制品的金属钛相的衍射峰相对强度仍然很高, 说明物相中钛相仍然占主体; 金属镍相的特征谱线消失, 生成了新的NiTi2相; 这说明, 在制备过程中的高温下几乎全部的金属镍都与金属钛发生了反应, 生成了新的物相。这一结构与钛合金相图分析的结果一致。
为了比较完整地获悉该高孔率胞孔泡沫钛合金的压缩行为, 选用孔率大约为90%的试样, 分别考察其压缩到名义应变为1/3以及2/3左右时的破坏状态以及在该压缩过程中形成的名义应力与应变关系。压缩到名义应变为1/3左右时的试样形貌(图3)显示, 该泡沫合金的破坏是通过垂直于载荷方向的孔隙逐层坍塌破碎而不断推进的。由于设备加载在试样中造成的应力梯度, 紧靠压头的孔隙层优先发生破坏。靠压头贴合面边缘的固体碎块崩落到试样之外, 靠该贴合面内部的固体碎块则掉入次层孔隙中, 使试样不断趋于“密实化”。这种在试样中孔隙逐层破坏的模式, 形成该压缩过程名义应力-应变曲线上的起伏性锯齿状平台区(图4)。由于实际试样中孔隙分布的不十分均匀, 未处于靠压头贴合层的其他薄弱位置的孔隙也会优先发生破坏, 促进了试样“密实化”的进程。因此, 名义应力-应变曲线的平台区呈现缓慢上升的趋势。
图3 孔率约90%的试样压缩到名义应变为1/3左右时的破坏状态: 高度方向为压缩方向
Fig.3 Fracture morphology of the sample with about 90% porosity when compressed to the nominal strain of about 1/3
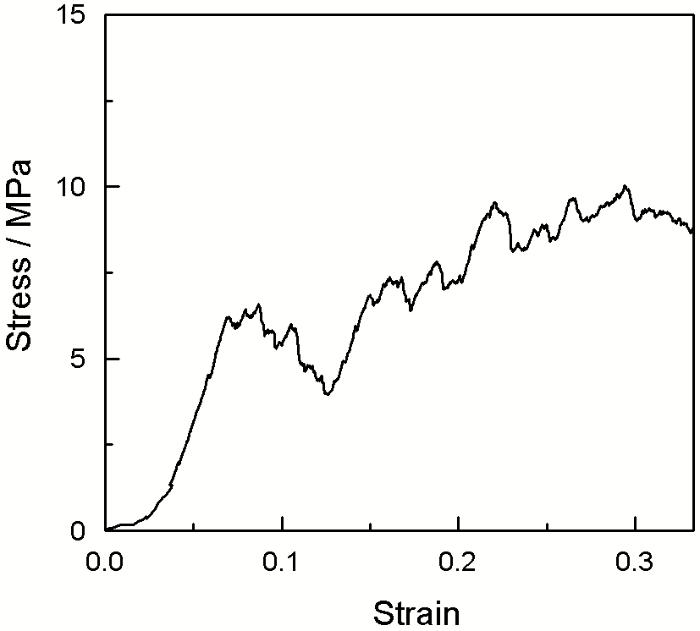
图4 胞孔泡沫钛合金的压缩曲线: 孔率约90%的试样终止于应变到1/3左右的不完全曲线
Fig.4 The incomplete compression curve of the sample with about 90% porosity when compressed to the nominal strain of about 1/3
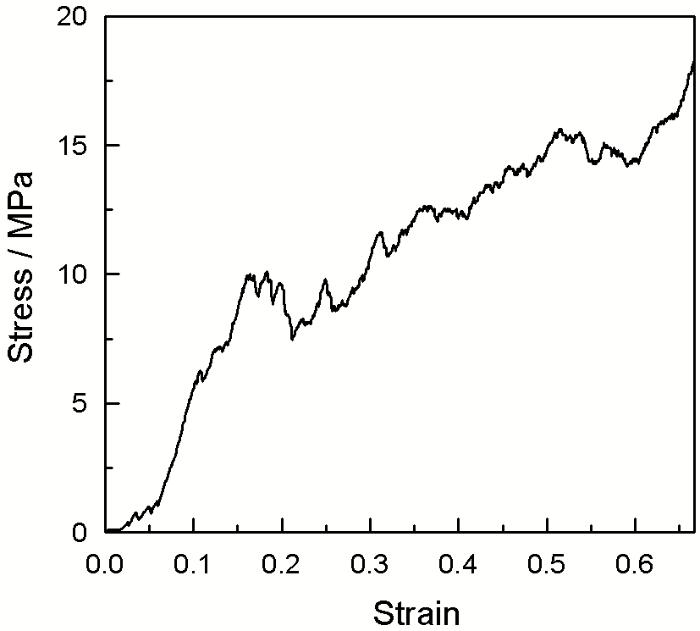
压缩到名义应变为2/3左右时的试样形貌(图5)显示, 此时该泡沫钛合金已经完全破坏。整个压缩过程形成的名义应力-应变曲线, 如图6所示。与图4相比, 图6的曲线比较完全, 具有相对明显的起始弹性区、压缩平台区和密实化区等3个阶段。而图4则仅出现前两个阶段, 即起始弹性区和压缩平台区; 由于名义应变止于1/3, 还没有达到密实化区。在图4和图6的压缩曲线中出现的起始弹性区和紧接着的锯齿状压缩平台表明, 本胞孔泡沫钛合金属于典型的弹脆性多孔材料。在低应力时多孔钛合金通过孔壁弯曲产生弹性变形, 随着应力的逐渐增加, 当应力值大于孔壁的弹性极限时, 多孔体孔结构开始呈脆性破坏坍塌, 应力值陡然下降, 第一层孔隙坍塌、脱落后第二层孔隙结构发生像之前一样的情况, 因此出现一个不均匀的锯齿状的脆性平台。多次坍塌的碎片累积在还未坍塌或未完全坍塌的孔隙内, 导致试样的“密实化”, 最后导致应力值的后续的连续增大。泡沫铝等弹塑性泡沫材料的压缩曲线, 一般都包括起始的弹性变形阶段、接着的屈服平台阶段和最后的密实化阶段等3个区间。这类曲线与本文的压缩曲线的最大不同在于:前者的平台比较平滑, 后者的平台则波动较大; 前者密实化后相当于致密材料, 后者则是名义上的密实化, 其“密实化”后是碎块的堆积, 其结构与对应致密材料相去甚远。
图5 孔率约89%的试样压缩到名义应变为2/3左右时的破坏状态
Fig.5 Fracture morphology of the sample with 89% porosity when compressed to the nominal strain of about 2/3
图6 胞孔泡沫钛合金的压缩曲线: 孔率约89%的试样终止于应变到2/3左右的较完全曲线
Fig.6 Relatively completed compression curve of the sample with 89% porosity when compressed to the nominal strain of about 2/3
图7给出了本文制备的泡沫钛合金试样压缩破坏后的断口形貌, 包括断口处的孔隙形貌(图7a)和断裂位置的孔壁断口形貌(图7b)。图7b显示其孔壁断口呈现出精晰的解理面, 说明其破坏属于脆性断裂, 与图4和图6中压缩曲线的锯齿平台相对应。金属钛具有较大的脆性, 具有相同结构的纯钛高孔率制品很易压碎。为了降低脆性, 本文采用添加镍的办法研制本泡沫钛合金。结果表明, 制品的压碎负荷显著提高, 性能得到明显改善。从原料组分配比和各相物质密度也直接得知, 在本制品中的NiTi2相含量相对很少, 可见图7b中断口大面积的解理一定属于金属钛相的区域。根据上述分析可以判断, 本泡沫钛合金的脆性仍然(主要地)源于金属钛这个相。
图7 泡沫钛合金试样压缩破坏后断口处的孔隙形貌和断裂位置的孔壁断口形貌
Fig.7 SEM images of the pore (a) and pore-wall (b) at the fracture position for the sample compressed to break
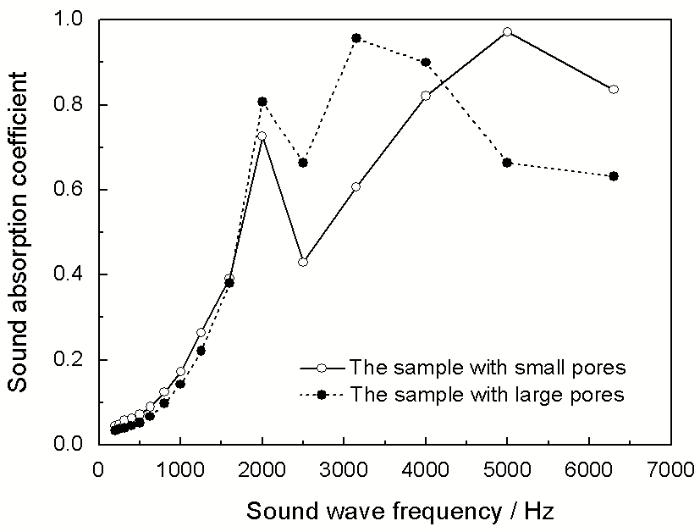
测试得到的泡沫钛合金试样吸声系数与声音频率的关系曲线, 如图8所示。从图8可以看出, 声波频率高于1250 Hz后两种孔隙尺寸的胞状泡沫钛试样的吸声系数都超过0.20, 即超过了吸声材料定义的平均吸声系数大于0.2的规定; 当声波频率达到2000 Hz时两种试样都出现一个波峰, 即2000 Hz是试样的第一共振频率, 此时试样的吸声系数接近或超过0.8。在3000-6300 Hz的声波频率范围内, 两种试样都表现了良好的吸声性能, 吸声系数均高于0.6。大孔试样和小孔试样分别在3150 Hz和5000 Hz出现第二共振峰值, 吸声系数都超过了0.9。比较图8中的两条曲线可知, 在所测声频范围内(200-6300 Hz), 当声频低于4250 Hz时大孔试样的吸声性能比小孔试样稍好, 当声频高于4250 Hz后小孔试样的吸声性能优于大孔试样。
图8 样品的吸声系数与频率的关系
Fig.8 Relationship between sound absorption coefficient and sound wave frequency
泡沫金属的吸声机制, 主要包括孔隙内流体与孔壁摩擦的黏滞耗散以及材料本身的阻尼衰减等。根据材料的组织结构形态和应用环境的不同情况, 不同的机制发挥不同程度的作用。空气中的声波通过开孔直接进入泡沫体的孔隙内部, 引起内部空气与孔壁的相互摩擦。摩擦和粘滞力的作用, 使相当一部分声能转化为热能而耗散。此外, 泡沫金属还可通过声波在孔隙表面发生的漫反射而干涉消音。其中能量较小的低频声波在泡沫金属孔壁上发生反射时产生弹性碰撞, 能量损失较少; 能量较大的高频声波则因其振幅较大而可能产生非弹性碰撞, 于是产生较多的能量损失。
当黏滞耗散为主要吸声机制时, 从声能转化过来的热量传输是一个关键环节。孔率较低的泡沫金属有较多的金属固体, 因而传导性较高, 此时对声能耗散比较有利。但是当孔隙表面反射干涉消音为主要吸声机制时, 泡沫金属内部贯穿的内表面积越大越有利于吸声。
根据文献[31], 计算泡沫金属比表面积Sv的关系为
式中Sv(cm2/cm3)为多孔体的比表面积; d(mm)和q(%)分别为多孔体的平均孔径和孔率; KS为取决于多孔体的材质和制备工艺条件的材料常数, 也是表征孔棱材质、结构和缺陷状态的材料常数; n为表征多孔体孔隙结构形态的几何因子, 受材料具体结构方式的影响, 故而最终也是取决于材料种类及具体制备工艺的常数。
本文的泡沫钛合金, 可取用孔隙结构类似的泡沫铝数据[31], 即在公式(2)中取n=0.40和KS=281.8, 于是有
根据上式计算该多孔体的比表面积列于表1。由表1可见, 孔率较高的大孔试样具有较大的孔隙内部比表面积。根据以上分析和计算结果可以推测, 本泡沫钛合金试样在声频较低(低于4250 Hz左右)时以孔隙表面反射干涉消音为主要吸声机制, 而在声频较高(高于4250 Hz后)时则以黏滞耗散为主要吸声机制。实际上, 频率较高的声波在孔隙内部引起的空气振动较剧烈, 因此空气与孔壁的相互摩擦以及产生的粘滞力作用较大, 于是声能主要通过黏滞耗散机制而衰减。因此, 在声频超过一定数值后孔率稍低的小孔试样即获得了较高的吸声性能。当然, 若泡沫体内部空间过小, 尽管其热传输性能很好, 但不会有足够的空气与孔壁之间发生相互摩擦和粘滞的场所, 因此其吸声性能也就不可能高。
1. 本文制备的胞孔泡沫钛合金, 其主孔为毫米级尺度的球形孔隙, 在孔壁上分布了大量的微孔, 总孔率高达90%, 是一种低密度、高孔率的多孔钛材料。
2. 胞孔泡沫钛合金的压缩曲线包括起始弹性区、锯齿状压缩平台和最后的“密实化”等3个阶段, 属于典型的弹脆性多孔材料, 其“密实化”是碎块的不断堆积过程; 其压缩破坏是通过垂直于载荷方向的孔隙逐层坍塌破碎而不断推进的, 外加载荷作用处的孔隙层以及其他薄弱位置的孔隙优先发生破坏。
3. 本文制备的泡沫钛合金的第一共振频率为2000 Hz左右, 试样的吸声系数接近或超过0.8; 第二共振频率出现在3150 Hz和5000 Hz之间, 吸声系数超过0.9。在所测声频范围内(200-6300 Hz), 当声频低于一定值(4250 Hz左右)时比表面积较高的试样的吸声性能稍好, 而当声频高于一定值(4250 Hz左右)后孔率较小的试样的吸声性能较好。

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}