
吴杰 , 郭瑞鹏
, 郭瑞鹏
WU Jie, GUO Ruipeng
中图分类号: TG146
通讯作者:
收稿日期: 2014-07-24
修回日期: 2014-11-10
网络出版日期: --
版权声明: 2015 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
采用无坩埚感应熔炼超声气体雾化法制备了名义成分为Ti-47Al-2Cr-2Nb-0.15B(%, 原子分数)的预合金粉末, 并对预合金粉末进行了表征。比较了两种不同预处理制度下粉末γ-TiAl合金的室温拉伸塑性和高温持久寿命。结果表明, 真空除气预处理能减小粉末γ-TiAl合金中孔隙缺陷的尺寸及数量从而使粉末γ-TiAl合金的室温塑性稳定性和高温持久寿命提高。为了分析包套材料对粉末γ-TiAl合金组织与力学性能的影响, 选择低碳钢和商业纯钛(CP-Ti)作为包套材料。结果表明, 在1260oC热等静压条件下低碳钢包套与γ-TiAl合金发生显著的反应扩散, 形成的孔隙缺陷恶化了材料的力学性能。在1230oC热等静压条件下CP-Ti对热等静压压力屏蔽作用比低碳钢小, CP-Ti/γ-TiAl压坯更易发生充分的塑性变形, 粉末γ-TiAl合金强度更高。粉末γ-TiAl合金无织构, 晶粒细小, 组织均匀, 拉伸性能优于铸造γ-TiAl合金。
关键词:
Abstract
Pre-alloyed powders of Ti-47Al-2Cr-2Nb-0.15B (%, atom fraction) were prepared by an electrode induction melting gas atomization process, and powder metallurgy (PM) γ-TiAl alloys were prepared by hot isostatic press (HIP). Pre-alloyed powders of γ-TiAl were characterized. A comparison study was made between vacuum degassed and not degassed for the pre-alloyed powders and the PM alloys were subjected to tensile and rupture life test at different temperatures. Infrared spectrum analysis showed that the powders would absorb H2O when exposed in air. By getting rid of the absorbed H2O and O2 through a carefully designed vacuum degassing pre-treatment, the numbers of voids in the prepared PM γ-TiAl alloys decreased obviously, correspondingly the rupture life, as well as the consistency of room temperature tensile elongation, was also improved. In order to find out the influence of container materials on the microstructure and mechanical properties of the PM γ-TiAl alloys, two different container materials (CP-Ti and mild steel) were adopted. Experimental results showed that a lot of obvious voids appeared in the reaction zone due to severe reaction diffusion between the mild steel container and the PM γ-TiAl alloys when HIPed at 1260oC. The shielding effect of the mild steel container was stronger than that of the CP-Ti container, thus the densification shrinkage process of the CP-Ti canned PM γ-TiAl alloys would be more fully completed when HIPed at 1230oC compared with that of the mild steel canned PM γ-TiAl alloys, and thereby both of the yield and tensile strength were both improved. The γ-TiAl alloys prepared by powder metallurgy route present more uniform microstructure, finer grain and better properties compared with the casting alloys. Furthermore, the PM γ-TiAl alloys had no texture which was very common for the casting alloys.
Keywords:
γ-TiAl合金密度低、比强度高、高温性能优异, 是一种应用前景良好的高温结构材料。但是, γ-TiAl合金较低的室温延展性和极差的热机械加工特性极大地限制了其应用[1-3]。目前, 国际上常用精密铸造方法制备γ-TiAl合金构件。但是γ-TiAl合金的熔体流动性差、过热度低, 在铸造过程中易产生宏观成分偏析、缩孔和缩松等铸造缺陷。近年来, 随着粉末冶金技术的发展和制粉技术的进步, 应用预合金粉末热等静压近净成形工艺制备显微组织均匀、晶粒细小、无宏观偏析的γ-TiAl合金构件, 克服了精密铸造难以避免的铸造缺陷[4-6]。本文对γ-TiAl预合金粉末进行表征, 采用包套热等静压工艺制备粉末γ-TiAl合金, 分析真空除气预处理与包套材料 (CP-Ti与低碳钢)对粉末γ-TiAl合金组织与力学性能的影响, 对比铸造与粉末γ-TiAl合金显微组织与力学性能, 以得到为制备粉末γ-TiAl合金构件时粉末的预处理方法和包套材料的选择提供参考的实验数据。
用无坩埚感应熔炼Ar气雾化法(Electrode induction melting gas atomization, EIGA-50/500)制备名义成分为Ti-47Al-2Cr-2Nb-0.15B(%, 原子分数)的预合金粉末, Ar气纯度为99.9996%, 压力为3 MPa。
用 Mastersizer 2000型激光粒度仪测试粉末的粒度分布。用Shimadzu SSX 550型扫描电镜观察预合金粉末形貌。用TENSOR27 FTIR型红外光谱仪分析γ-TiAl预合金粉末在加热过程中表面吸附气体的脱出过程。
粉末合金的制备: 在大气环境中将γ-TiAl预合金粉末装入低碳钢或CP-Ti包套, 进行粉末振实、真空除气和氩弧焊封焊, 然后在QIH-21型热等静压设备中进行热等静压致密化成型[7]。
在Shimadzu型拉伸实验机上进行室温和650℃拉伸实验, 在SANS-GWT105高温蠕变持久试验机上进行高温持久实验。拉伸、持久试样形状及尺寸参见北京航空材料研究院标准Q/6S 977-2004《金属力学性能试样图册》。用ZEISS-AXIO型金相显微镜进行显微组织观察。用VersaXRM-500型X-ray Micro Computed Tomography对γ-TiAl粉末压坯进行了孔隙类缺陷的表征。用Gleeble 3800测量低碳钢的流变应力-温度曲线, 应变速率为1 s-1, 真应变为0.7。
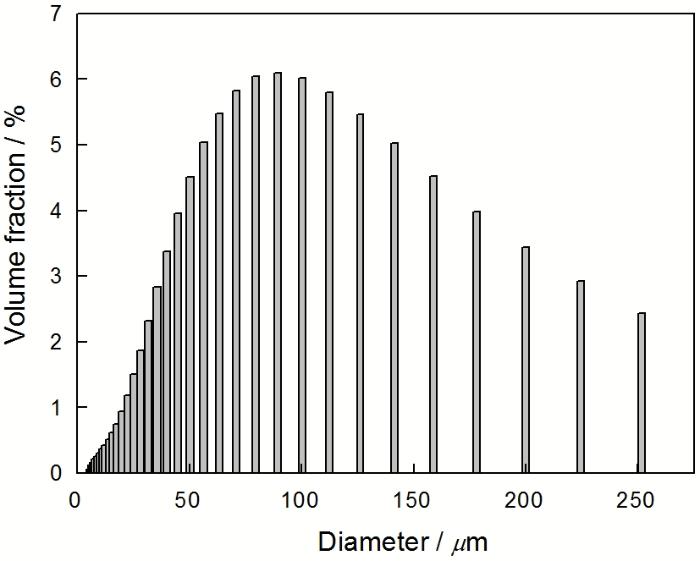
粉末的形貌, 特别是粒度分布等工艺性能直接影响粉末的振实密度及后续的热等静压致密化行为[7], 因此测试了预合金粉末的粒度分布。图1给出了Ti-47Al-2Cr-2Nb-0.15B预合金粉末粒度的独立分布图。可以看出, 预合金粉末的粒度主要分布在250 μm以下, 呈正态分布, 预合金粉末粒度呈正态分布有利于粉末的混合。粒径较小的粉末可充分填充到粒径较大粉末的间隙, 有利于提高粉末的振实密度, 进而提高粉末热等静压的致密化程度。
图1 γ-TiAl预合金粉末的独立粒度分布图
Fig.1 Differential size distribution of γ-TiAl pre-alloyed powder
图2 γ-TiAl预合金粉末颗粒的表面形貌(SEM)
Fig.2 Surface SEM image of γ-TiAl pre-alloyed powder
图2给出了γ-TiAl预合金粉末的表面形貌照片。可以看出, 预合金粉末主要呈球形, 表面存在发达的胞晶, 具有比铸造及变形γ-TiAl合金低几个数量级的晶粒尺寸[8-9], 一般为1-5 μm。徐磊等[9]用电子探针(EPMA)对不同粒径的γ-TiAl预合金粉末的化学成分进行电子探针线扫定量分析, 发现大粒径的预合金粉末存在显微偏析。与铸造γ-TiAl合金的宏观偏析不同, 显微偏析可通过后续的热等静压致密化成型及后续的热处理消除。
由于粉末冶金工艺的特点[7], γ-TiAl预合金粉末在制备过程(粉末转运与封装等过程)中会在大气中暴露一段时间; 且在制备粉末γ-TiAl合金构件过程中, 由于实际实验条件所限, 无法在完全真空环境中进行粉末填充、振实、真空脱气和封焊。而预合金粉末平均粒度为100 μm左右, 这种较为细小的粉末增大了比表面积, 因此在制备过程中吸附了空气中的O2和H2O [9]。为了放大粉末暴露大气过程中吸附气体含量增加的现象(实际操作的过程中为了减少H2O等气体的吸附, 操作环境的温度为18-25oC, 湿度为25%-35%), 取部分γ-TiAl预合金粉末在潮湿角落(RH=60%)暴露3 h, 为对比分析, 对Ti-6Al-4V预合金粉末做了同样处理。用红外-质谱联用仪分析了γ-TiAl和Ti-6Al-4V预合金粉末升温过程(25~800oC)气体含量的变化, 结果如图3所示。与数据库的标准红外光谱对比, 图3a与b均有明显的波动峰群(游离水的-OH(3500~3950)和氢键缔合的-OH(1300~2000))对应气态H2O, 因此γ-TiAl和Ti-6Al-4V预合金粉末在升温过程中释放的主要气体是H2O。与Ti-6Al-4V预合金粉末相比, γ-TiAl更易吸收空气中的水, 可能与预合金粉末表面氧化膜(主要为Al2O3和TiO2)[5]活性有关。Y. T. Lee在研究粉末真空除气预处理对粉末Ti-6Al-4V合金力学性能影响[10]时发现: 包套间隙中残留的O2和粉末颗粒表面吸附的O2会作为间隙元素固溶到基体中去, 并不显著影响粉末Ti-6Al-4V合金的性能。但是, 关于真空除气预处理对粉末γ-TiAl合金力学性能影响, 则鲜有报道。γ-TiAl预合金粉末活性比Ti-6Al-4V强, 粉末表面吸附气体会改变粉体的表面状态, 从而进一步影响后续热等静压致密化进程。因此有必要研究预处理制度对粉末γ-TiAl合金力学性能的影响, 为粉末γ-TiAl合金构件的服役提供实验支撑。
图3 Ti-6Al-4V预合金粉末和γ-TiAl预合金粉末 (≤50 μm)在潮湿角落(RH=60%)暴露3 h后升温过程中的红外光谱图
Fig.3 Infrared spectrums of pre-alloyed powders (≤50 μm), held for 3h in humid environment (RH=60%) (a) Ti-6Al-4V powder, (b) γ-TiAl powder
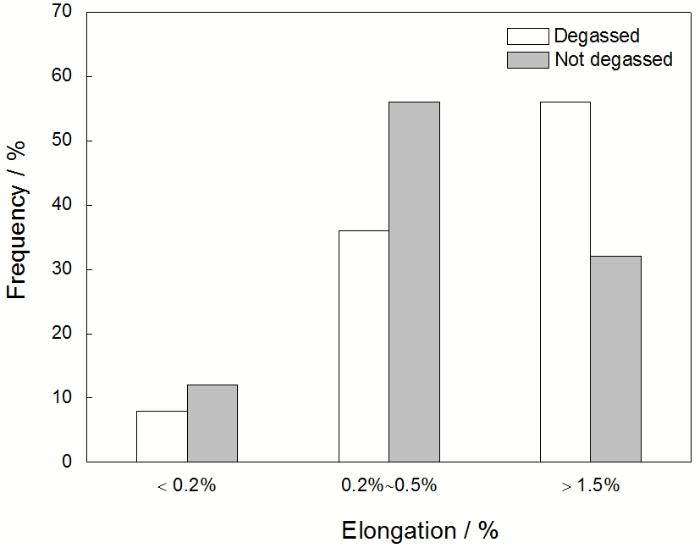
为分析预处理制度对粉末γ-TiAl合金力学性能的影响, 分别测试了经真空除气和不除气这2种条件下粉末γ-TiAl合金的室温拉伸性能与650oC/450 MPa持久寿命, 拉伸样品各60支, 高温持久样品各10支, 真空除气制度为室温/2 h→150oC/2 h→400oC/3 h。
图4 γ-TiAl粉末合金室温塑性频数分布
Fig.4 Room temperature elongation frequency distribution of PM γ-TiAl alloys
图4给出了不同预处理工艺条件下的粉末γ-TiAl合金室温拉伸塑性频率分布, 通过真空加热除气的粉末γ-TiAl合金样品的室温塑性超过1.5%的比例为56%; 而未进行除气预处理的样品室温塑性超过1.5%的比例为32%。统计结果表明: 经过真空除气预处理的样品室温塑性超过1.5%的比例是未预处理样品的1.75倍, 粉末γ-TiAl合金通过真空除气预处理后能大幅度提升室温塑性的稳定性。
表1给出了不同预处理条件下粉末γ-TiAl合金650oC/450 MPa持久寿命。可以看出, 经过真空除气预处理的样品, 其高温持久寿命明显高于未预处理的样品。
表1 γ-TiAl粉末合金不同预处理制度下高温持久寿命的对比
Table 1 650oC rupture life contrast of PM γ-TiAl alloy through different pre-treatment routes
| Sample name | Temperature / stress | Rupture life |
|---|---|---|
| PM TiAl(not degassed) | 650oC/450 MPa | 87.87 h |
| PM TiAl(degassed) | 650oC/450 MPa | 95.27 h |
研究表明[11]: γ-TiAl合金中杂质元素O等显著影响材料的强度与塑性。本文用TCH 600氮、氢、氧分析仪测试了不同预处理制度下粉末γ-TiAl合金杂质元素H、O与N的含量, 实验结果无明显差别。用X-ray Micro Computed Tomography (Micro-CT) [12-13]测试两种预处理制度下粉末γ-TiAl合金内部的孔隙分布, 每个粉末压坯分析区域大小均为1145 μm×1517 μm×454 μm。图5 给出了不同预处理制度下的粉末γ-TiAl合金内部孔隙大小及分布。从图5可见, 经过真空除气预处理的粉末压坯孔隙缺陷的尺寸及数量显著减少。其原因是, γ-TiAl预合金粉末化学活性大, 合金化程度高, 预合金粉末表面在暴露大气的过程中极易发生氧化沾污从而在其表面形成一层坚硬的α2层[9]。若不进行真空加热除气, α2层可能会阻止间隙元素向基体扩散, 从而在颗粒边界处形成了孔隙, 影响后续的粉末致密化行为。综上所述, 粉末颗粒是否经过真空除气预处理, 粉末γ-TiAl合金中杂质元素O、N与H的含量不会发生明显变化, 但粉末合金内部孔隙数量和分布有明显差别。除气后样品孔隙缺陷明显减少, 孔隙缺陷显著影响粉末γ-TiAl合金室温塑性稳定性及降低高温持久寿命, 因此真空除气预处理十分必要。
图5 不同预处理制度下粉末冶金γ-TiAl合金内部孔隙的大小及分布
Fig.5 Void size distribution histogram calculated for both degassed and not degassed samples calculated by tomographic analysis
包套是粉末合金热等静压成型所必需的容器, 包套的主要作用: 一是作为气密性容器, 在热等静压过程中可保证气体压力介质不进入粉体孔隙[14-15]; 二是包套作为模具可以把包套外的热量与气体压力传递到粉末颗粒内部, 使粉末在热等静压加压升温过程中逐渐实现完全致密化。包套材料应具有足够的强度、良好的气密性和加工性, 可焊接性佳, 热等静压成型后容易去除等特点。
用粉末冶金法制备钛合金[14], 常用的热等静压包套材料有低碳钢、不锈钢、CP-Ti、Ti-6Al-4V等, 相关研究表明[5, 14-16]: 不锈钢作为包套材料的可焊性差, 在热等静压过程中包套焊缝易撕裂从而引起包套膨胀(严重泄露)从而造成材料失效, 且不锈钢模具制造成本高; Ti-6Al-4V作为包套材料, 包套中的V易污染粉末钛合金基体。低碳钢作为包套材料, 易于切削加工, 可焊性好, 价格低廉。因此, 本文主要研究低碳钢和CP-Ti这两种包套材料对粉末γ-TiAl合金组织与力学性能的影响。徐磊等[9, 17]在研究热等静压温度对粉末合金致密化过程影响时发现, 温度过低时在粉末压坯内部依然能够辨别出明显的原始颗粒边界。因此, 本文选择的热等静压温度为1230-1260oC。热等静压后用阿基米德排水法测出粉末γ-TiAl合金的致密度大于99.5%, 已经达到完全致密化。
在热等静压致密化进程中, 低碳钢包套与粉末γ-TiAl合金会发生显著的反应扩散, 从而污染γ-TiAl合金基体易被包套污染。图6给出了2种热等静压温度下包套与粉末γ-TiAl合金界面反应层的SEM-BSE照片。从图6a可见, 热等静压温度为1230oC时低碳钢/γ-TiAl合金界面呈波浪状, 界面反应层的厚度约为100 μm。结合Ti-Fe和Fe-Al二元相图[18-19], 界面处会形成TixFey、FexAly等金属间化合物脆性相, Fe元素会进一步扩散到γ-TiAl合金基体, EDS能谱分析也得到同样结果。从图6b可见, 当热等静压温度为1260oC时低碳钢包套和γ-TiAl合金反应更加剧烈, 界面反应层的厚度约为2 mm, 界面处和γ-TiAl合金基体内部存在由于反应扩散形成的大量孔隙类缺陷; 当热等静压温度为1260oC时, 低碳钢包套和γ-TiAl合金发生反应扩散。用X-ray micro computed Tomography(Micro-CT)对γ-TiAl合金内显微组织进行三维重构分析, γ-TiAl合金基体内TixFey、FexAly等粗大枝晶组织清晰可见, 结果如图6c所示。从图6d可见, 当热等静压温度为1260oC时CP-Ti和γ-TiAl合金发生互扩散, 孔隙类缺陷较少。据此, 本文研究条件下低碳钢包套热等静压使用温度低于1230oC, CP-Ti包套热等静压使用温度高于低碳钢包套。
图6 包套与粉末γ-TiAl合金界面反应层: 在1230oC热等静压温度下低碳钢/γ-TiAl压坯、在1260oC热等静压温度下低碳钢/γ-TiAl压坯、在1260oC热等静压温度下粉末γ-TiAl合金显微组织分布(低碳钢包套)以及在1260oC热等静压温度下CP-Ti/γ-TiAl压坯
Fig.6 SEM-BSE reacting layer between contanier and PM γ-TiAl alloy (a) mild steel contanier/γ-TiAl HIPed at 1230oC, (b) mild steel contanier/γ-TiAl HIPed at 1260oC, (c) the microstructure in PM γ-TiAl alloy when HIPed at 1260oC (mild steel), (d) CP-Ti contanier/γ-TiAl HIPed at 1260oC
图7 经1230oC/140 MPa/3 h热等静压的低碳钢包套压制的粉末γ-TiAl合金、CP-Ti包套压制的粉末γ-TiAl合金的压坯孔隙分布以及压坯孔隙尺寸和数量分布
Fig.7 Tomographic reconstructed voids in PM γ-TiAl samples HIPed at 1230oC/140 MPa/3 h (a) mild steel container (b) CP-Ti container (c) void size distribution histogram of PM γ-TiAl for both mild steel and CP-Ti containers obtained from tomographic analysis
用Micro-CT测试两种包套经1230oC/140 MPa/3 h热等静压得到的粉末γ-TiAl合金内部的孔隙分布, 结果如图7所示, 每个粉末压坯分析区域大小均为1145 μm×1517 μm×454 μm。可以看出, 低碳钢包套压制的γ-TiAl粉末合金中孔隙缺陷的尺寸及数量远远高于CP-Ti包套压制的γ-TiAl合金。其原因是, 在高温条件下, 一方面Al元素和Ti元素在Fe基体中的扩散系数均比Fe元素在Ti基体和Al基体中的扩散系数大[20], 因此在γ-TiAl合金内部留下孔隙; 另一方面, Fe和γ-TiAl发生反应扩散形成的扩散通道通量远高于Ti和γ-TiAl发生互扩散形成的扩散通道通量, 这些因素都使用低碳钢包套时γ-TiAl合金内部孔隙数量的增加。
表2给出了经1230oC/140 MPa/3 h热等静压不同包套压制的粉末γ-TiAl合金的室温拉伸性能, 每组样品均为12支, 采用电火花线切割沿粉末γ-TiAl合金压坯径向抽取拉伸试样, 取样位置距低碳钢包套内侧约1 mm。可以看出, CP-Ti与低碳钢包套压制的γ-TiAl合金室温塑性相当, 但是屈服与抗拉强度均相差约100 MPa。
表2 低碳钢与CP-Ti包套的粉末冶金γ-TiAl合金的室温拉伸性能
Table 2 Typical tensile properties of typical P/M TiAl alloys
| Sample name | Yield strength/MPa | Tensile strength/MPa | Elongation/% |
|---|---|---|---|
| PM TiAl (CP-Ti) | 618.95 | 644.72 | 1.38 |
| PM TiAl (mild steel) | 516.22 | 559.95 | 1.83 |
图8给出了低碳钢CP-Ti与粉末γ-TiAl合金的流变应力-温度曲线[21], 可以看出, 在600-1400 oC范围内, CP-Ti的高温流变应力比低碳钢低。热等静压是一个动态压缩过程, 在压制过程中必须利用包套的塑性变形来传递惰性气体的压力[22], 但是包套有一定厚度和刚性, 包套传递到粉末上的压力就必然与惰性气体的压力不相等, 因此包套对压力产生了屏蔽效应。不同材料在热等静压过程中屏蔽作用不同, CP-Ti的高温流变应力小于低碳钢包套, 在1100oC以下二者显著差别。邬军[15]提出, 包套引起的粉末致密化程度的差异出现在致密化初期 (即热等静压温度较低时), 因此采用CP-Ti包套压制的粉末γ-TiAl合金致密化程度也相对更高, 材料更容易充分发生塑性变形与再结晶, 进一步细化粉末γ-TiAl合金晶粒、提高材料的性能。另外, 低碳钢包套与粉末γ-TiAl合金发生反应扩散形成孔隙类缺陷, 也会降低材料的性能。
图8 γ-TiAl合金与不同包套材料的流变应力-温度曲线
Fig.8 Flow stress-temperature curve of γ-TiAl alloy and different container material
虽然采用CP-Ti包套压制的粉末γ-TiAl合金内部无明显的孔隙缺陷, 但是CP-Ti与γ-TiAl合金高温流变应力差别大, 使CP-Ti包套/γ-TiAl协调变形能力差从而引起实际γ-TiAl合金构件在热等静压致密化过程中整体变形不均匀[23-24]。CP-Ti包套可焊性比低碳钢包套差, 而且低碳钢包套模具可通过化学洗的方法去除, 这在制备粉末构件时优点突出[15]。综上, 可考虑在低碳钢包套上烧结陶瓷涂层既阻碍包套材料与γ-TiAl合金的界面反应, 又能保证粉末γ-TiAl合金构件在致密化过程中整体变形均匀性。
表3给出了经过真空除气预处理后经1230 oC/140 MPa/3 h热等静压的粉末γ-TiAl合金室温与650 oC高温拉伸性能平均值, 为对比研究我们测试了名义成分与粉末γ-TiAl合金相同的经过1260oC/150 MPa/3 h热等静压缺陷愈合的铸造γ-TiAl合金的力学性能(粉末和铸造合金样品均为12支)。实验结果显示, 粉末γ-TiAl合金的室温和650oC高温拉伸强度与塑性均优于铸造γ-TiAl合金。
图9a给出了铸造γ-TiAl合金γ相对应的IPF(inverse pole figure)取向分布图, 铸造γ-TiAl合金晶粒在尺寸在100~600 μm之间, 且晶粒粗大且不均匀, 图9b给出了铸造γ-TiAl合金γ相(111)与<110>极图。可以看出, 铸造γ-TiAl合金呈明显的铸造织构, 且经过后续热等静压及热处理后铸造织构依旧存在。因此, 铸造γ-TiAl合金的力学性能会呈现各向异性从而造成实际构件力学性能的离散。图9c给出了粉末γ-TiAl合金γ相对应的IPF取向分布图。粉末γ-TiAl合金晶粒尺寸在5-10 μm之间, 晶粒细小均匀, 部分晶粒内部出现了孪晶。由于用气体雾化法制备的γ-TiAl预合金粉末在喷粉过程中积累了大量的化学势, 形成的亚稳态的显微组织, 后续的热等静压和热处理可显著地改变其显微组织与相的分布, 从而改变力学性能, 本文分析热处理对粉末Ti2AlNb合金的影响时也提出了相同观点[25]。图9d给出了粉末γ-TiAl合金γ相(111)与<110>极图。可以看出, 粉末γ-TiAl合金无明显的织构, 粉末γ-TiAl合金晶粒细小、组织均匀。因此, 用粉末冶金工艺制备的粉末γ-TiAl合金构件时能够保证整体性能的一致性和稳定性。
表3 典型铸造与粉末冶金γ-TiAl合金的拉伸性能
Table 3 Typical tensile properties of cast and PM γ-TiAl alloys
| Sample name | T/oC | Yield strength/MPa | Tensile strength/MPa | Elongation/% |
|---|---|---|---|---|
| Cast TiAl | RT | 519.14 | 581.31 | 1.16 |
| 650 | 396.51 | 546.66 | 4.00 | |
| PM TiAl | RT | 618.95 | 644.72 | 1.38 |
| 650 | 433.80 | 584.80 | 7.60 |
图9 铸造γ-TiAl合金γ相取向成像、铸造γ-TiAl合金γ相(111)与<110>极图以及粉末γ-TiAl合金γ相取向成像和粉末TiAl合金γ相(111)与<110>极图
Fig.9 Microstructure of γ-TiAl alloy (a) γ phase IPF map of cast γ-TiAl alloy (b) (111) and <110> pole figures of γ phase of cast γ-TiAl alloy (c) γ phase IPF map of PM γ-TiAl alloy (d) (111) and <110> pole figures of γ phase of PM γ-TiAl alloy
真空除气预处理可显著减少粉末γ-TiAl合金内部孔隙缺陷, 提高其室温塑性稳定性与高温持久寿命。用低碳钢包套制备粉末γ-TiAl合金, 包套与γ-TiAl合金发生反应扩散形成孔隙类缺陷, 选用的热等静压温度应低于CP-Ti包套。在1230oC热等静压, CP-Ti对热等静压压力屏蔽作用比低碳钢小, CP-Ti/γ-TiAl压坯更易充分塑性变形, 粉末γ-TiAl合金强度更高。与低碳钢包套相比, CP-Ti包套加工焊接性能差且热等静压后难以去除。可考虑在低碳钢包套上烧结陶瓷涂层阻碍包套材料与γ-TiAl合金的界面反应, 既可提高热等静压温度, 又能保证制备粉末γ-TiAl合金构件包套模具能够方便去除。粉末γ-TiAl合金晶粒细小、组织均匀且无明显织构, 拉伸性能优于铸造合金, 用粉末冶金方法制备粉末γ-TiAl合金构件能保证整体性能的一致性和稳定性。

/
| 〈 |
|
〉 |







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}