
赵健 , 衣春雷
, 衣春雷
ZHAO Jian, YI Chunlei
文献标识码: TG142
文章编号: 1005-3093(2015)12-0955-06
通讯作者:
收稿日期: 2014-09-26
网络出版日期: 2015-12-25
版权声明: 2015 《材料研究学报》编辑部 《材料研究学报》编辑部
展开
摘要
不锈钢叶轮的形状复杂且壁薄, 使熔模铸造不锈钢叶轮铸件出现缩孔缩松及浇不足等缺陷。这些缺陷与铸件的充型和凝固过程密切相关。本文使用ProCast软件数值模拟研究叶轮的充型及凝固过程, 并将结果与实验进行了比较。结果表明: 浇注温度为1550℃、浇注速度为0.75 m/s有利于叶轮铸件的充填, 可避免浇不足缺陷。适当的铸造温度和铸造速度仍无法避免在叶轮铸件内产生缩孔缩松缺陷。根据叶轮铸件的结构特点, 采用在叶轮铸件中空处施加冷铁的方式可以消除铸件中的缩孔缩松缺陷, 当冷铁高度为叶轮铸件内部高度的1/3时, 去除缩松缩孔缺陷的效果最明显。
关键词:
Abstract
Due to the complicated geometry and thin wall of the stainless steel impeller, during the investment casting process, some casting defects such as shrinkage porosity and filling shortage are usually produced, which have a close relationship with the filling and solidification process. So, the software ProCast was used to study the filling and solidification process of impeller and the numerical simulation results were compared with the experimental results in this paper. The following results can be acquired: 1. when the pouring temperature is 1550℃ and the casting speed is 0.75 m/s, the investment casting impeller can be filled to avoid the filling shortage defect; 2. although the appropriate pouring temperature and casting speed can avoid the filling shortage defect, but it can not avoid the shrinkage porosity defects in the impeller casting; 3. to pre-place certain cold iron in the middle of the impeller casting mold according to its structural characteristics can eliminate the shrinkage porosity defects. When the height of the pre-placed cold iron is 1/3 of the height of the inner cavity of impeller mold, the effectiveness in elimination the defects in the castings is the best thereby a high quality impeller can be acquired.
Keywords:
叶轮铸件是造船、电力、制药、泵阀、交通运输等行业大型设备上的关键部件, 对整个设备的综合性能有举足轻重的作用。目前叶轮铸造工艺还存在一定的难度, 因此对叶轮铸造工艺的研究历来就是铸造行业的研究热点[1]。用熔模铸造法制备不锈钢叶轮有利于提高铸件的精度, 减少铸件的后续加工, 但是生产的铸件仍有缩松、缩孔、浇不足等缺陷[2]。研究表明, 铸件中的缩松缩孔和浇不足等铸造缺陷与铸造过程中的充型凝固过程密切相关[3, 4]。为了解决熔模铸造叶轮的铸造缺陷, 本文使用铸造模拟软件ProCast对复杂不锈钢叶轮在熔模铸造过程中的充型和凝固过程进行模拟计算, 在计算过程中充分考虑充型过程中的凝固现象, 以及凝固过程中钢液的流动, 以便获得充型过程中金属液的流动行为以及凝固过程中更准确的温度场分布, 从而推断出各种缺陷的产生原因, 进而改善工艺条件, 获得高质量的铸件。
熔融金属的充型过程是一种不可压缩牛顿流体在型腔内的非定常粘性流动过程, 并伴随着非稳定导热过程[5], 可用连续性方程、动量守恒方程、能量守恒方程和体积函数方程来描述[6]。
连续性方程:
其中
动量守恒方程: 用Navier-Stokes方程描述, 紊流计算采用了标准的
其中
能量守恒方程:
其中c是比热; k是导热系数; T为温度。
体积函数方程:
其中F为体积函数, 当F=1时表示充满状态, 当F=0时表示空格状态, 当0<F<1时, 则表示在自由表面。
一般采用较成熟的非线性热传导有限元法计算铸件凝固过程 [7]。
非线性瞬态热传导方程为
其中
凝固潜热的处理方法, 有温度回升法、等效热容法、热焓法等[8, 9]。鉴于不锈钢液的凝固特点以及熔模铸造的散热特点, 本文用热焓法进行凝固潜热的处理, 引入物理量热焓H
对铸造过程的数值模拟准确与否, 与边界条件的设置以及材料的热物性参数的选择密切相关。本文使用的铸件材料为304不锈钢, 在模拟过程中将熔模铸造叶轮铸件的型壳进行简化处理, 仅仅以叶轮铸件为对象进行建模, 建模后在整个模组的边界设置换热边界条件, 换热系数为500 W/m2K, 环境温度为300℃。
304不锈钢的热物性参数以及熔模铸造工艺参数, 列于表1和表2。
表1 304不锈钢热物性及工艺参数
Table 1 Thermal parameters and process parameters of 304 stainless steel
| Density/kg/m3 | Liquidus temperature/℃ | Solidus temperature/℃ | Pouring temperature/℃ | Casting speed/m/s |
|---|---|---|---|---|
| 7900 | 1454 | 1399 | 1500~1600 | 0.5~1.25 |
表2 304不锈钢热物性参数
Table 2 Thermal parameters of 304 stainless steel
| Temperature/℃ | Specific heat/KJ/kgK | Thermal conductivity/W/mK | Viscosity/ |
|---|---|---|---|
| 100 | 0.53 | 17.8 | 2.0 |
| 500 | 0.58 | 25.3 | 1.5 |
| 1000 | 0.65 | 30.3 | 1.0 |
| 1500 | 0.68 | 33.8 | 0.5 |
将UG模型另存为IGES格式并导入ProCAST中, 经MeshCAST模块检查、修复后生成用于前处理的gmrst格式文件。为了保证得到较为精准的计算结果同时尽量减少模拟时间, 在网格剖分时使用不同步长的网格单元进行划分, 模型的基本尺寸为338×158×146 mm, 如图1a所示, 剖分后实体模型有限元体网格单元总数为302567个, 节点数为201326个, 如图1b所示。
图1 熔模铸造叶轮的几何和有限元模型
Fig.1 Geometry and finite element model of investment casting impeller
叶片是叶轮铸件中最薄的部位, 也是最不容易充填的部分, 因此下文以叶片部位为对象, 重点分析浇注速度对其充填过程的影响。当浇注速度较小时叶片部位容易充满金属液, 但是由于流速较低不锈钢的导热性能较好, 当金属液尚未流到与叶片相接的最底部区域时其已凝固, 容易出现未填充部分, 如图2a所示; 当浇注速度较大时, 由于紊流效应, 较薄的叶片部位容易出现金属液体无法充满的现象, 即出现浇不足, 如图2b所示。因此, 填充叶轮铸件时应选择适中的浇注速度, 本文选择的浇注速度约为0.75m/s, 可较好地实现铸件的填充, 如图2c所示。
图2 不同浇注速度铸件内的充填
Fig.2 Filling casting with different velocity (a) 0.5 m/s, (b) 1.25 m/s, (c) 0.75 m/s
不锈钢熔体的浇注温度高低决定着熔体的粘度, 从而影响熔体的充填速度。当不锈钢的浇注温度较低时其粘度较高, 从而影响叶轮最薄处的叶片的充填, 容易在叶片处造成充填不足的现象, 如图3a所示。当浇注温度为1500℃时出现了浇不足的现象, 当温度提高到1550℃以上时, 可得到完整的铸件。但是不锈钢熔体的浇注温度也不宜太高, 因为当浇注温度较高时容易使铸件的晶粒粗大, 降低该铸件的力学性能。因此, 综合考虑后本文选择的浇注温度为1550℃。
图3 不同浇注温度铸件内的充填
Fig.3 Filling casting with different casting temperature (a) 1500℃, (b) 1550℃
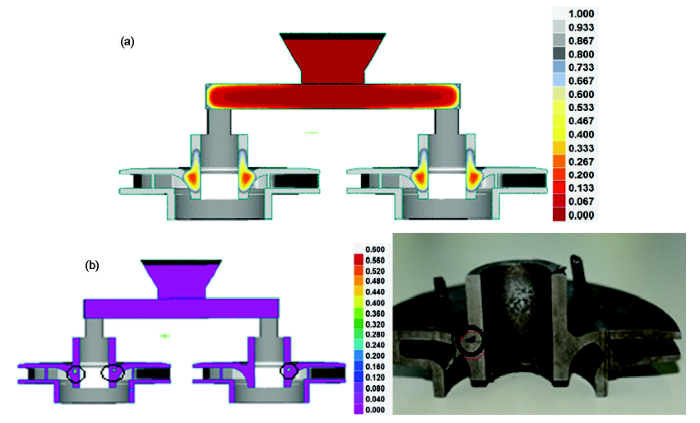
基于以上关于充型过程的分析, 为了避免铸件成形过程中出现浇不足的缺陷以得到完整的铸件, 选择叶轮铸造工艺为浇注温度为1550℃, 浇注速度为0.75 m/s。下面重点分析该工艺条件下铸件的凝固质量, 通过计算铸件的凝固过程得到铸件的凝固云图以及缩松缩孔分布图。可以看出, 虽然在如上的铸造工艺条件下可避免浇不足等铸造缺陷, 但是由于叶轮铸件的壁厚不均匀, 在厚壁处形成热节, 从而产生缩松缺陷。如图4所示, 在图4b的右侧显示了实验获得的叶轮铸件图, 从中截面处剖开后也可以清楚的看到缩松缩孔缺陷。因此, 现有铸造工艺仍需要改进。为了消除缩松缺陷, 本文根据叶轮铸件的结构特点, 提出了在叶轮中心的中空部位施加冷铁的方法。
图4 叶轮铸件的凝固和缩松缩孔缺陷图
Fig.4 Impeller casting solidification and shrinkage porosity defect map
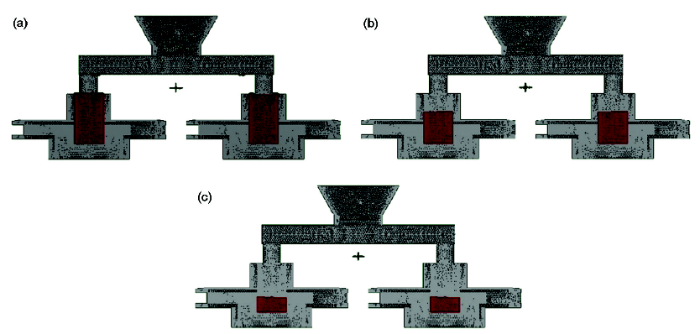
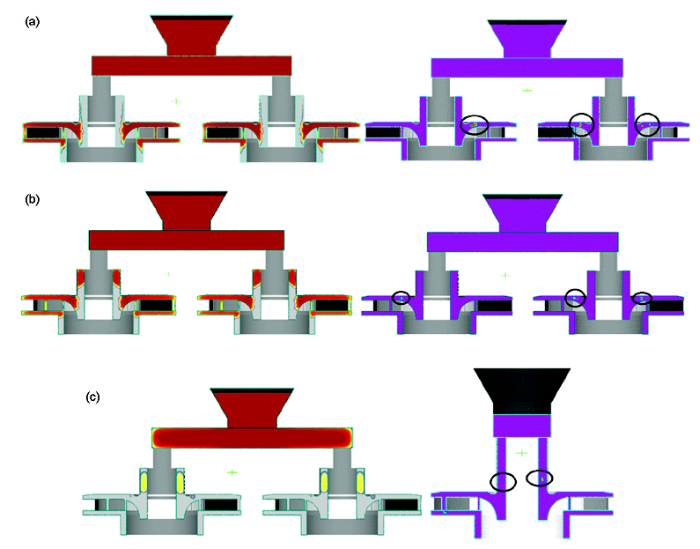
图5给出了三种不同的放置冷铁的方式, 并对冷铁施加后铸件的凝固过程进行了计算, 结果如图6所示。从图6可以看出, 当冷铁的高度位于叶轮铸件的整个内部圆筒内时, 由于冷铁过高会中断浇注系统对铸件的补缩, 从而使最后凝固区域位于叶轮铸件中的最厚部位, 即叶片与内部圆筒交接部位, 容易在此区域产生缩松缩孔缺陷, 如图6a。由于此处结构是叶轮受力重要部位, 存在孔洞缺陷容易出现使用危险, 因此不宜选用此高度的冷铁; 当冷铁的高度位于叶轮铸件内部圆筒的2/3时, 使浇注系统补缩中断的位置向下移, 但是最后的凝固部位仍位于叶轮铸件中的最厚部位, 仍然没有消除此处的缩松缩孔缺陷, 如图6b所示; 当冷铁高度位于叶轮铸件内部圆筒1/3时, 也就是冷铁的高度正好完全覆盖叶轮铸件的最厚部位时, 促使铸件的最后凝固部位上移, 在叶轮圆筒中且靠近浇注系统处, 从而在此处留下缩松缩孔缺陷, 如图6c。由于铸件该处的受力较小, 不是重点部位, 即使存在缩松缩孔缺陷, 也不妨碍叶轮铸件的使用。因此, 研究结果表明, 施加冷铁虽然无法完全消除叶轮铸件内的缩孔缩松缺陷, 但是当冷铁的高度适当时可以有效的转移该缺陷的位置, 使叶轮满足使用要求。图7给出了改进了熔模铸造工艺, 即在叶轮铸件的中空部位施加了冷铁, 且冷铁的高度为叶轮铸件内部圆筒高度的1/3时的叶轮铸件图。无损超声探伤结果显示, 叶轮铸件内部完整, 无孔洞缺陷。
图6 施加冷铁后铸件的凝固云图及缩松缩孔缺陷分布图
Fig.6 Impeller casting solidification and shrinkage porosity defect map with cold iron
图7 改进工艺后熔模铸造叶轮铸件图
Fig.7 Impeller casting after improved Investment casting process
1. 使用ProCast软件对不锈钢熔模铸造叶轮铸件的充型和凝固过程进行的模拟结果表明: 在叶轮熔模铸造过程中选择适当的浇注温度和浇注速度有利于叶轮铸件的充填, 避免浇不足缺陷。适当的铸造温度和铸造速度仍无法避免在叶轮铸件内产生缩孔缩松缺陷。此结论与实验结果吻合。
2. 在叶轮铸件中部施加冷铁可消除叶轮铸件中的缩孔缩松缺陷, 当冷铁占叶轮铸件内部圆筒高度的1/3时能较好的消除叶轮关键部位处的缩松缩孔缺陷, 获得高质量的叶轮铸件。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}