
曹新建, 金剑锋 , 张跃波, 宗亚平
, 张跃波, 宗亚平
东北大学各向异性与织构教育部重点实验室 沈阳 110819
CAO Xinjian, JIN Jianfeng, ZHANG Yuebo, ZONG Yaping
中图分类号: TB333
通讯作者:
收稿日期: 2014-05-12
修回日期: 2014-08-27
网络出版日期: 2015-01-25
版权声明: 2015 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
在不同类型和尺寸的陶瓷颗粒表面化学镀铜, 研究了镀铜对陶瓷颗粒增强铁基复合材料力学性能的影响。结果表明: 对于不同粒度的陶瓷颗粒, 需要调整络合剂柠檬酸纳的加入量以制备出质量合格的镀铜层。在碳化硅(SiC)、碳化钛(TiC)和氮化钛(TiN)三种陶瓷颗粒表面镀铜, 都能改善相应的铁基复合材料的机械性能。对于拉伸强度最高的SiC颗粒增强铁基复合材料, SiC颗粒镀铜后性能提高的幅度不是最大; 而TiN颗粒镀铜后, TiN颗粒增强铁基复合材料拉伸强度的提高最大。这个结果表明, 铁基复合材料的界面缺陷是决定性能的关键。研究还发现, 强化粒子的含量比较高时镀铜对性能的改善更显著。镀铜使性能改善的机理是, 铜在界面处呈现包敷形貌, 当粒子团聚接触时能提供粒子间的金属连接。显微组织观察表明, 镀铜后界面缺陷显著减少。
关键词:
Abstract
Electroless Cu plating process has been studied in order to coat three kind of ceramic particles of different size. It is found that the amount of complexing agent addition in the plating bath should be adjusted corresponding to the size of the coated particles to obtain coatings with acceptable quality. However, all the three kind of ceramic particles show more or less the same behavior during plating. Mechanical properties of the SiCp/Fe、TiNp/Fe and TiCp/Fe composites containing reinforcing particulates with and without Cu coating respectively were measured comparatively. Results show that the mechanical properties of all the three composites with Cu coated reinforcing particles are superior significantly to their counterparts. However the highest enhancement of tensile strength induced by Cu coated particles was observed for the TiNp/Fe composite, but not for the SiCp/Fe composite, which showed the highest tensile strength among the three composites with raw ceramic particles without Cu-coating. It is clear that the defects at the interfaces of particles and matrix should be a determining factor affecting the tensile strength of the composite. Similarly, the larger content of particles with Cu coating in the composite is, the higher enhancement in mechanical properties may be expected. Moreover, microstructure analysis also indicates that the copper coating on particles could effectively avoid the direct contact of particles and reduce defects formed at the interfaces between the particles and matrix.
Keywords:
颗粒增强铁基复合材料具有高强度、耐磨性和耐高温性等性能, 有广阔的应用的前景[1, 2], 引起了研究者越来越多的关注[3, 4]。常用的增强体陶瓷颗粒有碳化硅(SiC)、碳化钛(TiC)和氮化钛(TiN)等[5, 6]。铁的熔点较高, 高温烧结制备铁基复合材料时陶瓷颗粒与基体发生严重的界面反应, 影响复合材料的力学性能[7-11]。陶瓷颗粒质量分数约为4%时TiC颗粒表面镀镍使烧结密度提高, 从而提高铁基复合材料的力学性能[12]。对于作为耐磨材料的颗粒增强铁基复合材料, 增强颗粒的含量高有更大的意义。当颗粒体积含量分别为10%、15%时, SiC颗粒表面镀镍可显著提高铁基复合材料的力学性能[13]。
新型铁基复合材料开发的研究热点之一, 是设计颗粒复合体的显微组织[14]。不同类型陶瓷颗粒的机械性质、物理性质和化学性质差异显著, 影响复合材料的增强体与基体之间的界面结合[8], 从而对其力学性能产生不同的影响。对于陶瓷增强颗粒类型不同的金属基复合材料, 由于烧结方式、陶瓷颗粒粒度、体积含量等的不同[15, 16], 不同的研究结果之间缺少可比性。因此, 应该对比研究相同条件下不同类型粒子增强复合材料的性能。本文先对SiC、TiC、TiN陶瓷颗粒表面进行化学镀铜, 研究不同粒度的陶瓷颗粒的镀铜工艺。然后, 采用电流直加热动态热压烧结工艺[17]制备不同类型陶瓷颗粒(镀铜和不镀铜)增强铁基复合材料, 观察其显微组织缺陷、界面特性并研究其力学性能。
增强颗粒α-SiC、TiC及TiN颗粒的纯度都高于99%, 每种颗粒都有5、10、15 µm三种标称粒度。基体材料为工业还原铁粉, 粒度为51 µm, 纯度为99.16%。铁基复合材料试样有化学镀铜的陶瓷颗粒和未镀铜的陶瓷颗粒增强两类, 每类试样的粒子含量(体积分数)有15% 和20%两种, 陶瓷颗粒粒度均为10 µm。
镀铜工艺的预处理: 由于陶瓷颗粒粉体表面不具有催化活性, 需要对陶瓷颗粒进行表面预处理[13]。将一定量的粉体在丙酮中超声清洗15 min, 在10%的HF水溶液中粗化15 min, 再用12 g/L SnCl2、40 ml/L HCl敏化30 min, 然后在0.25 g/L PbCl2、20 g/L H3BO3、0.5 ml/L HCl混合溶液中活化30 min。每步过程结束后将试样用蒸馏水清洗3次; 将活化后的陶瓷颗粒在80℃干燥箱中烘干, 然后进行化学镀铜。
化学镀在带有机械搅动的恒温水浴锅中进行, 镀液中硫酸铜为铜离子来源, 次亚磷酸钠为还原剂, 硫酸镍为催化剂, 硼酸为稳定剂, 柠檬酸纳为络合剂, 持续添加氢氧化钠保持反应的pH值, 最后反应镀液以蒸馏水配成溶液体积为1 L。
将镀铜后与未镀铜的陶瓷颗粒分别与还原铁粉按含量要求称重配比, 然后各自放在行星式球磨机中进行混料; 球磨转速为225 r/min, 混料时间为2 h。使用液压机将混合后的粉末在240 MPa压力下压制成尺寸为60×30×10 mm3的长方体压坯。
采用电流动态直加热热压烧结工艺制备复合材料试样。
用JSM-6510A扫描电子显微镜观察粒子镀铜前后的粒子形貌。应用Archimedes原理测定烧结试样的密度。试样加工成直径为5 mm、标尺为25 mm的拉伸试样, 用电子万能试验机测定室温拉伸性能, 加载速率0.5 mm/min。用OLYMPUS 金相光学显微镜观察复合材料的显微组织、观察统计粒子界面缺陷的数量, 用JSM-6510A扫描电子显微镜观察烧结后复合材料的显微组织形貌、进行表层能谱分析及观察拉伸试验后试样的断口形貌。
化学镀铜的反应方程式为[18]
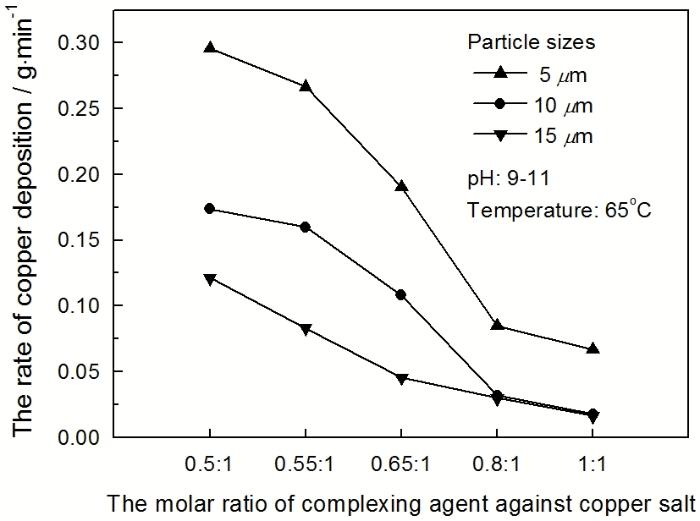
对不同类型的陶瓷颗粒进行镀铜。当颗粒尺寸小于10 μm时镀铜进行得很快, 但是颗粒表面镀铜的覆盖性较差。为了保证在小尺寸颗粒表面镀铜层的质量, 研究了对于不同的颗粒尺寸络合剂加入量与镀铜速度的关系, 结果如图1所示。由图1可见, 随着络合剂加入量的增加镀铜的速度降低, 但是在相同条件下粒度大的颗粒镀铜速度低。其原因是, 颗粒的粒度越小其表面积越大, 化学镀铜的速度就越高。图1给出的结果表明: 颗粒的尺寸不同, 镀铜时络合剂的加入量也不同, 以产生合适的镀铜速度。
图1 对于不同粒度的TiN颗粒, 镀铜速度与络合剂柠檬酸纳与铜盐(铜盐定量)摩尔比的关系
Fig.1 Relationship between deposition rate on the surface of TiN particles with different sizes and the molar ratio of complexing agent against copper salt
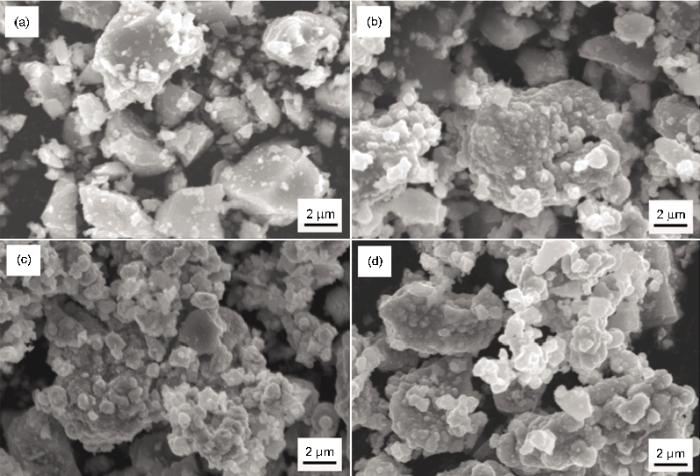
图2 粒度为5 μm的TiN颗粒镀铜前后的SEM照片
Fig.2 SEM image of surface morphology of 5 μm TiN particles before (a) and after copper-coated , the mole ratio of complexing agent against copper salt is 0.5∶1 (b), 0.8∶1 (c) and 1∶1 (d)
为了分析在不同粒度的陶瓷颗粒表面化学镀铜涂覆效果最佳所需络合剂的添加量, 图2给出了粒度为5 μm的TiN 颗粒、加入不同量络合剂时陶瓷颗粒化学镀铜后的形貌。图2a是未镀铜的TiN颗粒形貌。由图2b可见, 络合剂的量较少时陶瓷颗粒表面镀铜沉积效果较差, 出现陶瓷颗粒漏镀现象; 而随着加入络合剂量的增加陶瓷颗粒表面的涂覆效果改善, 当络合剂与铜盐的摩尔比为0.8∶1时陶瓷颗粒表面的涂覆质量最好(图2c)。此时沉积速度约为0.1 g/min, 进一步增加络合剂量降低镀铜沉积速度, 镀层质量并不继续提高(图2d)。
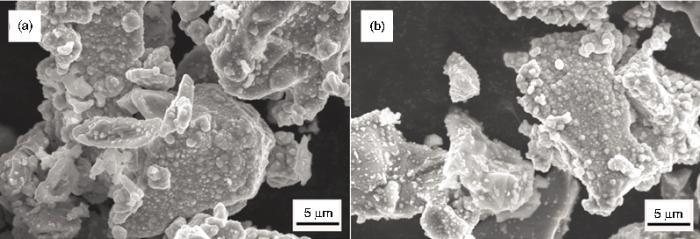
图3 粒度为10 μm的TiN颗粒镀铜后SEM微观形貌, 络合剂与铜盐的摩尔比为0.65∶1和 0.8∶1
Fig.3 SEM image of surface morphology for copper-coated 10 μm TiN particles reduced from the mole ratio of complexing agent against copper salt of (a) 0.65∶1 and (b) 0.8∶1
对于粒度为10 μm的TiN颗粒, 当络合剂与铜盐的摩尔比为0.65∶1时镀铜速度约为0.1 g/min, 陶瓷颗粒表面涂覆效果较好(图3a); 而络合剂与铜盐的摩尔比为0.8∶1时陶瓷颗粒表面的镀层质量没有提高(图3b)。图2和图3给出的结果表明, 当镀铜的速度相近(同为0.1 g/min)时不同粒度的陶瓷颗粒得到最佳质量镀层所需络合剂的量也不同。参考图1, 当陶瓷颗粒粒度为15 μm络合剂与铜盐的摩尔比为0.5∶1时镀铜速度为0.1 g/min。这个络合剂加入量使15 μm颗粒的表面镀铜效果最好。
对不同尺寸TiN粒子的陶瓷粉末进行化学镀铜, 镀液成分和工艺参数最佳值列于表1。
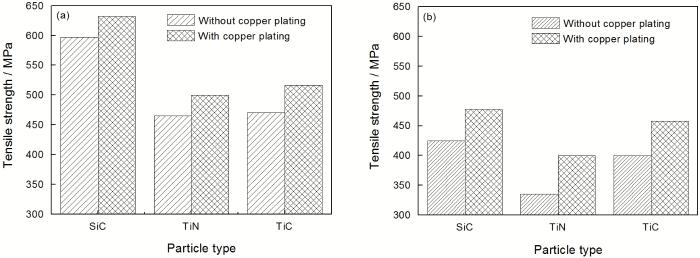
为了研究镀铜对复合材料性能的影响, 测定了镀铜前后复合材料的抗拉强度和延伸率。对于粒度为10 µm的SiC、TiC和TiN的颗粒, 镀铜后颗粒表面镀层厚度为0.35 µm。图4给出了不同类型颗粒增强铁基复合材料镀铜前后抗拉强度的比较。由图4可见, 镀铜后陶瓷颗粒增强铁基复合材料的拉伸强度明显比未镀铜的颗粒复合材料强度高; 其中镀铜后SiC颗粒增强铁基复合材料的强度最高, 达到632 MPa, 提高幅度为6.0%。在三种不同陶瓷颗粒中, 镀铜TiN颗粒增强铁基复合材料的拉伸强度提高的幅度最多, 达到19%。另一方面, 当陶瓷颗粒体积分数由15%增加到20%时, 总体的拉伸强度降低; 但是, 镀铜前后颗粒增强铁基复合材料强度提高的幅度不同, 颗粒含量较高时提高的幅度更大。
表1 最佳工艺的镀液成分及工艺参数(以TiN粒子为例)
Table 1 Chemical composition in the plating bath and optimum operating parameters for TiN particles
| Chemical reagents | Concentration | Operating parameters | ||||
|---|---|---|---|---|---|---|
| Copper salt | CuSO45H2O | 15.6 g/L | Temperature | 65℃ | ||
| Reducing agent | NaH2PO2H2O | 21.5 g/L | ||||
| Stabilizer | H3BO3 | 17.7 g/L | pH | 9-11 | ||
| Catalyst | NiSO46H2O | 3.0 g/L | ||||
| Complexing agent | C6H5Na3O72H2O | Particle sizes (μm) | 5 | 14.7 g/L | Addition of ceramic particles each coating cycle | 10.0g/L |
| 10 | 12.0 g/L | |||||
| 15 | 9.2 g/L | |||||
图4 不同类型不同体积分数陶瓷颗粒镀铜前后铁基复合材料的拉伸强度
Fig.4 Comparison of the tensile strength of the composites reinforced by (a) 15% and (b) 20% different types of particles before and after copper coating
化学镀铜后不同类型陶瓷颗粒增强铁基复合材料的拉伸强度各不相同。这表明, 陶瓷颗粒表面镀铜不能够消除不同类型陶瓷颗粒的化学属性。由此可以判断, 界面缺陷是铁基复合材料力学性能降低的关键, 因此镀铜对性能低的铁基复合材料性能的改善更显著; 同时, 镀铜处理改善界面缺陷也可用于解释图4给出的结果: 对于强化粒子含量高的材料, 镀铜后性能的改善更显著。
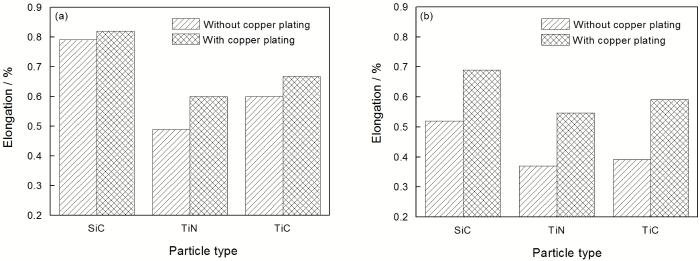
图5给出了不同粒子镀铜前后对铁基复合材料延伸率的影响。图5表明, 增强颗粒体积分数为15%的铁基复合材料的延伸率总体高于体积含量为20%的复合材料的延伸率。其中体积分数为20%、粒度为10 µm的TiCp镀铜后, 其增强的复合材料的延伸率提高最大, 高达50%。
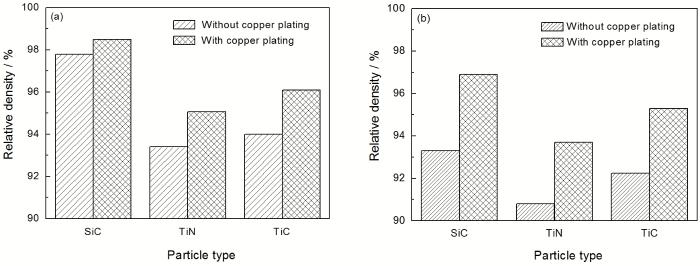
图6给出了不同颗粒镀铜对铁基复合材料致密度的影响。不同类型陶瓷颗粒镀铜后, 铁基复合材料的致密度均有所提高。当陶瓷颗粒的体积分数为15%时TiC颗粒增强的铁基复合材料的致密度提高幅度最大, 为2.23%, TiN颗粒增强的复合材料次之; 而当体积含量为20%时SiC颗粒增强的铁基复合材料的致密度提高幅度最大, 提高了3.86%, TiC增强的复合材料次之。复合材料的致密度主要由烧结工艺决定, 用动态热压烧结工艺制备的材料其致密度已经接近理想密度[10]。实验结果表明, 镀铜虽然不能使致密度显著提高, 但是材料的性能还是有一定的提高。
图5 不同类型和含量的颗粒镀铜对铁基复合材料延伸率的影响
Fig.5 Comparison of the elongation of the composites reinforced by (a) 15% and (b) 20% different types of particles with and without copper coating, respectively
图6 不同类型颗粒镀铜前后对铁基复合材料致密度的影响, 其粒子体积分数分别为15% 和20%
Fig.6 Relative density of the composites reinforced by (a) 15% and (b) 20% different types of particles with and without copper coating, respectively
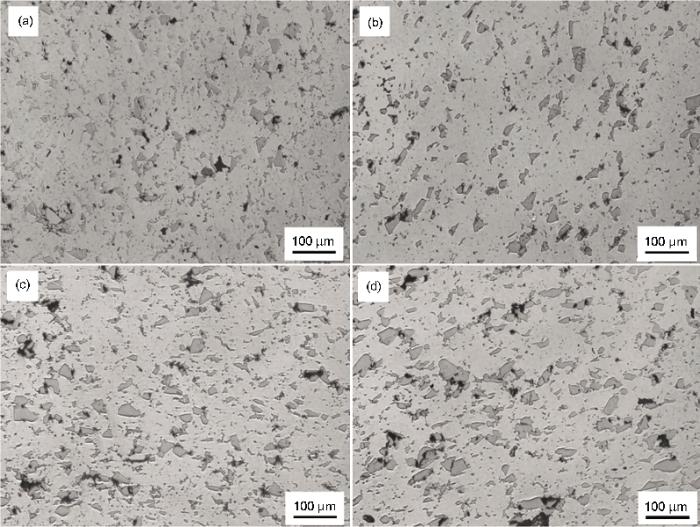
TiC颗粒铁基复合材料光学显微镜下的显微组织, 如图7所示。当体积分数为15%时TiC颗粒分布均匀, 没有发生明显的团聚 (图7a); 而体积分数为20%时复合材料中颗粒团聚比较严重(图7c); 同时, 随着颗粒体积分数的增大颗粒之间、粒子与基体界面处的缺陷也增多, 从而导致复合材料力学性能的降低。镀铜后粒子之间、粒子与基体界面处缺陷明显减少, 但粒子在基体中的分布没有明显变化(图7b, d)。界面微观缺陷, 主要表现在脆性陶瓷颗粒之间直接接触形成烧结无法消除的微空洞裂纹。Cu充填粒子界面处微孔洞烧结后可形成强化粒子间的金属连接, 对颗粒与铁基体界面烧结时冶金连接的形成也有促进作用。
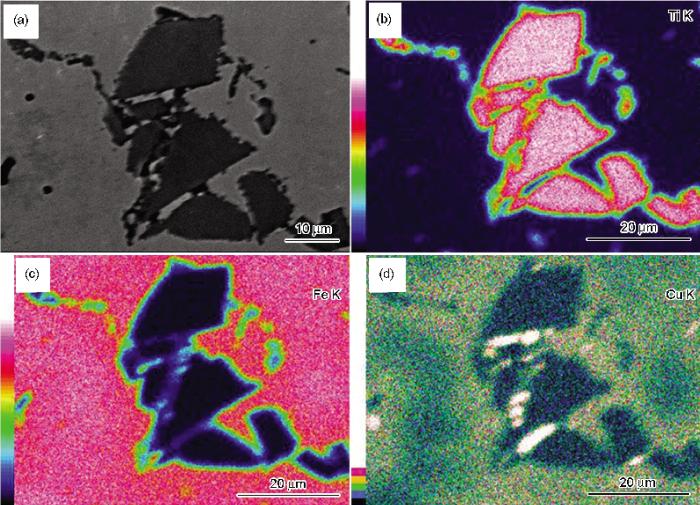
从图8a可见, 镀铜的陶瓷颗粒直接接触时在颗粒之间有一层过渡层; 其中还有铜的富集(图8d); 在烧结过程中Cu镀层熔化, 但是镀层液体在固体颗粒和铁基体之间或粒子之间不能自由流动, 因此冷却后镀层的形貌没有显著变化。但是, 在烧结过程中Cu液体充填粒子界面处微孔洞, 或促进陶瓷颗粒与铁基体之间的烧结、建立金属键连接, 增强复合材料的界面结合强度, 增加了载荷传递的能力从而提高了复合材料的力学性能。当增强颗粒的体积分数提高时, 颗粒团聚的几率增大, 镀铜后性能的提高也越显著。
图7 不同体积分数TiC颗粒镀铜前后铁基复合材的显微组织
Fig.7 Microstructure of the composite reinforced by 15% TiC particles uncoated (a) and copper-coated (b) and by 20% TiC particles uncoated (c) and copper-coated (d)
图8 TiC颗粒增强铁基复合材料SEM照片和EDS能谱分析
Fig.8 SEM image of microstructure (a) of the copper-coated TiC particle reinforced composite and the EDS analysis of different elements (b) Ti (c) Fe (d) Cu
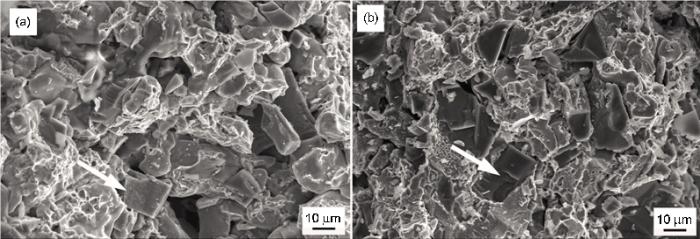
图9给出了TiC颗粒的体积分数为20%镀铜前后TiC颗粒增强铁基复合材料的断口形貌。图9a为脆性断裂形式, 粒子零散的裸露在断口表面, 有少量较浅的韧窝, 还有许多空隙和TiC颗粒脱粘后留下的凹坑; 其原因是, 颗粒与基体的界面结合力不足以承受较高的应力而产生界面脱粘。图9b显示出空隙较少, 也没有明显的颗粒从铁基体中拔出或与铁基体脱粘留下的痕迹, 断裂方式主要为陶瓷颗粒本身的断裂。其他类型的颗粒其断口情况类似, 表明颗粒镀铜提高了颗粒与基体界面结合能力, 进而提高了复合材料的力学性能。但是镀铜并不能消除陶瓷颗粒本身的化学属性和力学性能, 表现为不同类型颗粒镀铜后复合材料力学性能仍然有明显的差异(图4和图5)。
图9 镀铜前后TiCp增强铁基复合材料的断口形貌(箭头为粒子脱粘处)
Fig.9 Fracture surface morphology of the composites reinforced by TiC particles before (a) and after (b) copper coating
1. 粒度不同的陶瓷颗粒镀铜需要不同的柠檬酸纳络合剂加入量, 以控制镀铜沉积速度形成高质量的镀铜层。
2. 不同类型陶瓷颗粒镀铜后铁基复合材料的力学性能都有不同程度的提高。界面缺陷是铁基复合材料力学性能降低的主要原因, 因此镀铜对性能低的铁基复合材料效果改善更显著。
3. 增强颗粒的含量较高时, 镀铜对性能的改善更为显著。铜在界面处有较好的润湿且避免了粒子之间的直接接触, 保证粒子间形成金属粘结。镀铜后界面缺陷显著减少。

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}