
张敏 , 徐蔼彦, 汪强, 李露露
, 徐蔼彦, 汪强, 李露露
西安理工大学材料科学与工程学院 西安 710048
ZHANG Min, XU Aiyan, WANG Qiang, LI Lulu
中图分类号: TG292
通讯作者:
收稿日期: 2014-04-28
修回日期: 2014-06-23
网络出版日期: --
版权声明: 2014 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
基于元胞自动机法扩展了现有的焊接熔池凝固过程形核、生长及溶质扩散模拟模型, 模拟了Fe-0.05%C二元合金焊接过程中枝晶的生长形态和结晶过程中溶质的分布及扩散过程。同时, 以Fe-C二元相图为基点, 根据溶质浓度不同相组织不同原理模拟计算了焊接熔池凝固后相组织的分布, 建立了α+P和P+Fe3CⅡ两种组织比例值与溶质浓度、冷却速度和形核基底数等参数的数学模型。结果表明: 模拟得到的低碳钢焊缝组织分布与试验结果相符; 基于溶质浓度变化的相组织控制模型能预测实际低碳钢的焊后焊缝组织。溶质浓度、冷却速度和形核基底数对α+P和P+Fe3CⅡ两种组织比例的影响都较为明显, 影响效果相对独立; 回归分析得到的组织控制方程高度显著, 为焊缝的组织控制提供了一定的数据支持。
关键词:
Abstract
The present model, which described the nucleation and growth of crystals and diffusion of solute atoms during solidification, is extended by means of cellular automata method to simulate the growth morphology of dendrites and the solute distribution during the solidification process of welding pool of Fe-0.05%C binary alloy. Meanwhile, the phase distribution after solidification was simulated on basis of the Fe-C binary phase diagram and according to the principle that different solute concentration corresponds to different phase. Besides, a mathematical model is acquired to describe the relationship between the ratio of α+P to P+Fe3CⅡ with the parameters such as the solute concentration, the cooling rate and the basal number of nucleation. The results show that the simulated results of the microstructure distribution of weld mild steel is in good agreement with the experimental ones. Therefore, the microstructure model based on changes of solute concentration can effectively predict the real microstructure of weld joint of mild steel. The impact of solute concentration, cooling rate, and the basal number of nucleation on the ratio of α+P to P+Fe3CⅡ is much obvious, but the effect of each factor is independent relatively. The deduced regressive equation of microstructure control is highly significant, and it can provide data as reference for microstructure optimization of the weld joint.
Keywords:
Fe-C合金焊接熔池的凝固过程涉及高温、合金相变及多物理场相互作用, 而受实验等条件的制约很难直接进行观察和控制。近几十年来, 计算机技术的发展使数值模拟焊接熔池凝固过程成为可能。通过计算机技术与材料科学的结合而发展的各种模拟软件, 使复杂的焊接熔池凝固过程的数值模拟日趋成熟[1-3]。在传热、传质和动量运输的基础上发展起来的微观数值模拟技术, 已成为材料科学领域的研究热点。用计算机对焊接熔池凝固过程微观组织的模拟能形象、深刻地理解微观组织的演变过程及形成机制, 从而达到通过优化焊缝金属成分和改进焊接工艺条件获得焊缝组织理想、性能优良的材料[4]。同时, 对实现成分-工艺-组织-性能一体化的研究有十分重要的意义。
元胞自动机法[5](Cellular Automaton, CA), 是一种时间、空间、状态都离散的动力学模型。CA法在焊接领域中的运用比铸造晚[6-7], 且发展相对滞后。但近年来通过国内外焊接工作者的共同努力, CA法在熔池凝固组织模拟方面取得了一定的研究成果。Luo S和Zhu M Y[8] 建立了宏微观耦合模型, 模拟了在变化温度场作用下Fe-0.6%C二元合金凝固过程中的枝晶形貌。Yin H和Felicelli S D[9]用有限元法和元胞自动机法模拟了激光焊焊接熔池内枝晶的生长过程, 并建立了枝晶臂间距与冷却速率之间的数学模型。黄安国[10]运用金属凝固相关理论并做一些假设, 建立了较为准确的预测焊缝凝固组织的元胞模型。占小红[11]等基于CA法进行了焊缝凝固过程晶粒生长的模拟, 再现了二次、三次枝晶竞争生长, 并建立了元胞自动机与有限差分法相耦合的模型, 将其应用于模拟镍基合金TIG焊熔池凝固过程。赵玉珍[12]用晶界演化Grain boundary evolution模型模拟得到了不同焊接参数下1Cr18Ni9Ti不锈钢TIG焊接温度场及焊缝中柱状晶的生长形貌。但是这些研究只涉及了枝晶形貌和溶质浓度的变化, 未讨论焊接熔池凝固过程中已凝固固相中相组织的变化。
本文在CA法基础上建立焊接熔池凝固过程中枝晶形核、生长及溶质扩散的数学物理模型, 模拟枝晶生长形态和溶质分布; 并将Fe-C相图与枝晶溶质场相耦合模拟Fe-0.05%C合金凝固结束后的相组织分布形式; 通过回归分析建立α+P和P+Fe3CII两种组织比例值与溶质浓度、冷却速度和形核基底数间的数学关系。
枝晶生长伴随热扩散、溶质扩散和表面能变化等物理过程, 决定着枝晶生长的形貌和方向, 因此枝晶生长模型的建立必须综合考虑温度场、溶质场及表面能三者之间关系。文中将所计算的二维区域划分为正方形网格, 每个网格赋给对应的状态变量。
在焊接熔池的凝固过程中温度变化十分复杂, 但在熔池中心局部区域处温度在极短的时间内类似于铸造过程中的等温凝固。为了简化计算, 假设在熔池凝固过程中所模拟的微小区域是等温的, 并以恒定的冷却速率降温。温度场控制方程可表示为
式中
用Rappaz等[13]提出的连续形核模型描述晶粒的形核, 该模型基于高斯分布函数来描述晶粒形核密度, 用统计法, 假设形核现象发生在一系列不同位置上, 即瞬时出现, 形核位置由连续非离散分布函数
取高斯分布
式中
枝晶形核完成后, 在过冷度的作用下继续生长。过冷熔体的总过冷
根据Gibbs-Thompson[15]建立二元合金凝固过程的平衡关系为
式中
界面曲率[16]可由
确定。给定总过冷后
文中根据界面胞与液相邻胞的溶质浓度差计算固相份数增量, 使用Von Neumann邻域模型, 即考虑最邻近的4个元胞, 当四个邻胞中至少有一个液相元胞时, 在单位时间内界面胞与液相胞之间通过界面面积
式中
固相率增量由
确定。在时间
式中
式中
得到。
溶质再分配是金属凝固过程中的重要环节, 也是数值计算中实现枝晶连续生长的枢纽[17]。同时, 合理计算溶质再分配是保持整个熔池内溶质平衡的关键。本文采用东南大学陈晋[18]对溶质再分配的处理方法, 在严格保证溶质守恒的前提下巧妙地将界面胞和液相胞分开处理, 使整个溶质再分配问题得到合理而简单的解决。求解标准的二维非稳态扩散方程
式中
先前的模型将固、液相线斜率简化为恒定的常数, 但是实际凝固过程中固、液相线斜率是随着温度和溶质浓度的变化而改变的。为了使模拟模型与实际金属凝固过程的物理变化相符, 本文在Fe-C二元相图的基础上建立固、液相线斜率随溶质浓度变化的模型。从相图可知液相线和固相线的斜率是与温度和溶质浓度有关的函数, 可表示为
在微小的元胞尺寸上二元合金的凝固可被视为平衡凝固, 故平衡分配系数满足
式中
金属凝固后其组织中不同的相所含的溶质浓度不同, 因此可通过溶质浓度含量区分相的异同。本文以Fe-C二元相图为基础拟合金属平衡凝固过程中的液相线和固相线。当温度和溶质浓度一定时对应的相唯一可定, 相与温度、溶质浓度的对应关系表示为
式中
随着热过冷的增大晶粒不断生长, 整个模拟区域中固相份数升高, 液相份数减少。在凝固初期有三种状态固相、液相和糊状。假定溶质扩散仅出现在液相、固相内部, 液固界面处无扩散。在凝固过程中已凝固的固相会发生相转变, 形成新相。影响相变过程的因素很多, 但归根结底是溶质浓度变化, 因此可通过固相中溶质含量的变化模拟实现相变过程。固相中溶质变化主要由扩散系数决定, 扩散系数与温度、成分和晶体结构[19]之间的关系可表示为
式中
当溶质浓度较低时, 可忽略成分对扩散系数的影响。故对于低碳钢的凝固过程, 扩散系数仅与温度和晶体结构有关。晶体结构相同也就是金属处于单相状态, 故在相组织相同的区域, 扩散系数仅与温度有关。
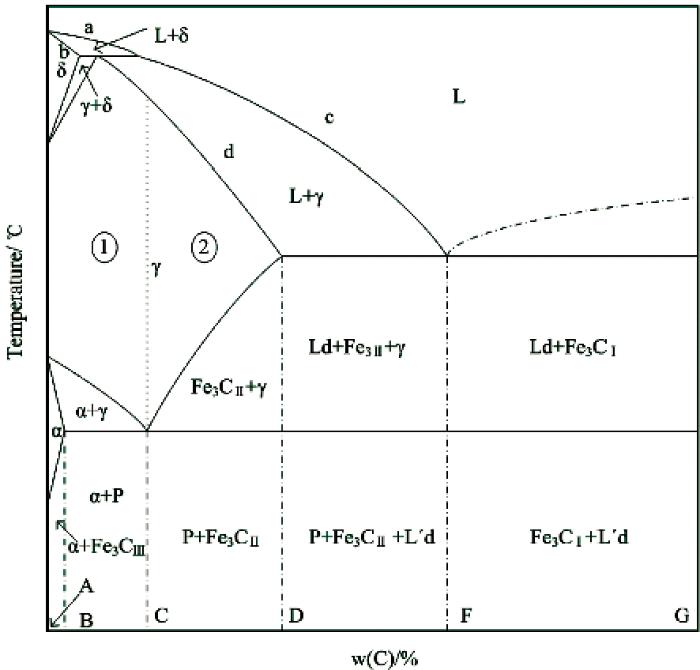
本文假定液相中溶质扩散系数是与温度有关的变量, 而固相中溶质扩散系数根据所处的相组织和温度变化来确定。熔体冷却凝固至奥氏体区时, 可根据碳含量将奥氏体区划分为①②两个区域, 两区域中碳元素的扩散系数在同一温度下保持一致。①区和②区内的奥氏体量在碳元素的作用下动态变化。当已凝固固相发生共析反应后, 由于①区的奥氏体中碳元素低于共析点碳元素的含量, 形成α相和珠光体(α+P); 与此相反的②区奥氏体相变后形成碳含量较高的珠光体和二次渗碳体(P+Fe3CII)。故可根据固相中溶质浓度含量区分熔池冷却至室温后的相组织, 如图1所示。根据碳含量的大小将相图分为五个区域, 即AB、BC、CD、DF和FG。结合这五个区域即可模拟出凝固结束后相组织的分布位置、大小及比例。
在本文的实验中, 焊接材料低碳钢的碳含量为0.04%-0.2%, 故使用碳含量约为0.04%左右的焊接材料, 焊接材料中不额外添加微合金元素。采用手工电弧焊的方法进行焊接, 为了避免多道焊中热过程的循环作用对焊后组织的影响, 采用单层单道焊, 焊缝一次成形。焊接电压25 V, 电流130 A, 焊条直径4.0 mm。焊完后将接头制成金相样, 以观察焊缝处微观组织。
对于Fe-C二元相图, 在凝固过程中与液/固界面相关的曲线有a、b、c和d, 其中, a和c为液相线, b和d为固相线, 如图1所示。为了实现二元相图与枝晶生长过程的耦合, 从图1中上述曲线上读取温度与相应的碳含量, 使用Origin8.0软件拟合曲线方程。拟合结果列于表1。
表1 拟合方程
Table 1 Results of fitting equation
| Temperature | Name | Equation |
|---|---|---|
| 1493<T<1538 | Curve a | |
| Curve b | ||
| Partition coefficient of solid-liquid phases | ||
| 1153<T<1493 | Curve c | |
| Curve d | ||
| Partition coefficient of solid-liquid phases |
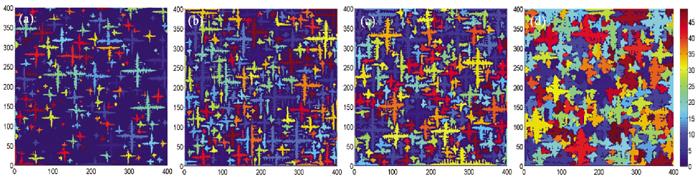
焊接熔池液固转变过程枝晶随机形核和竞争生长过程中溶质分布, 如图2所示。模拟区域划分为400×400个正方形网格, 网格尺寸为0.5 mm, 熔池以20 k/s的冷却速度降温, 枝晶择优生长方向为〈100〉。从图2a, b, c和d可以看出, 在过冷熔池中生长出大小不一, 位置无序, 数量不定的等轴树枝晶。从图2a可以看出, 在凝固初期的熔池中形成大量细小的晶粒, 其中一部分已出现分枝, 枝晶主臂杆细长, 且枝晶臂主枝根部出现明显的颈缩现象; 但是大多数晶核处于形核阶段, 呈椭圆形或矩形向四周生长。从图2b可以看出, 随着熔池的继续冷却熔体内新形核晶核数不断减少, 熔体内晶粒数逐渐达到饱和状态, 枝晶间主枝晶臂由于相互碰撞而生长缓慢, 此时枝晶臂主杆上出现大量的二、三次枝晶臂。在0.5-2.5s内主枝晶臂轴向几乎不再生长, 而二、三次枝晶臂不断粗化并相互合并, 促使主枝晶臂径向加速生长; 但是, 由于枝晶形核位置和枝晶分枝产生的随机性, 凝固完成后得到形状不规则的等轴晶。
图2 Fe-0.05%C合金在生长时间为0.025 s、0.5 s、1 s和2.5 s时的枝晶形貌
Fig.2 Dendritic morphology of Fe-0.05%C alloy under different growth time (a) t=0.025 s, (b) t=0.5 s, (c) t=1 s, (d) t=2.5 s
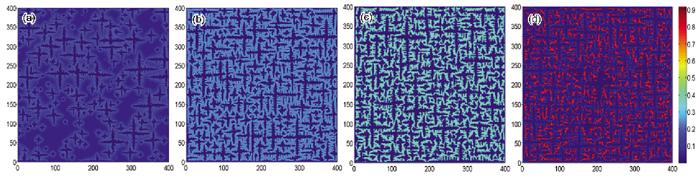
图3给出了熔池凝固过程中与图2中枝晶形貌对应的液相溶质分布情况。图中采用统一的标尺, 右侧的衬度条上不同的颜色代表不同的溶质浓度值, 溶质碳初始浓度为0.05%。从图3可见, 在熔池凝固过程中液相中溶质的分布情况与枝晶生长形貌吻合。在凝固的初期, 由于枝晶生长速率较溶质扩散速率大, 在枝晶臂前沿出现溶质富集现象, 且颈缩部位液相中溶质浓度较其它位置高。随着枝晶的继续生长处于液相的区域不断减小, 而从枝晶内排出的溶质量不断增多, 液相中溶质浓度持续升高。这导致成分过冷度降低, 枝晶生长的驱动力减小, 枝晶生长减缓。当液/固转变接近尾声时液相被分为数量庞大的细小区域, 其溶质高度富集。
图3 Fe-0.05%C合金在时间为0.025 s、0.5s、1 s和2.5 s时的溶质分布
Fig.3 Solute concentration of Fe-0.05%C alloy under different growth time (a) t=0.025 s, (b) t=0.5 s, (c) t=1 s, (d) t=2.5 s
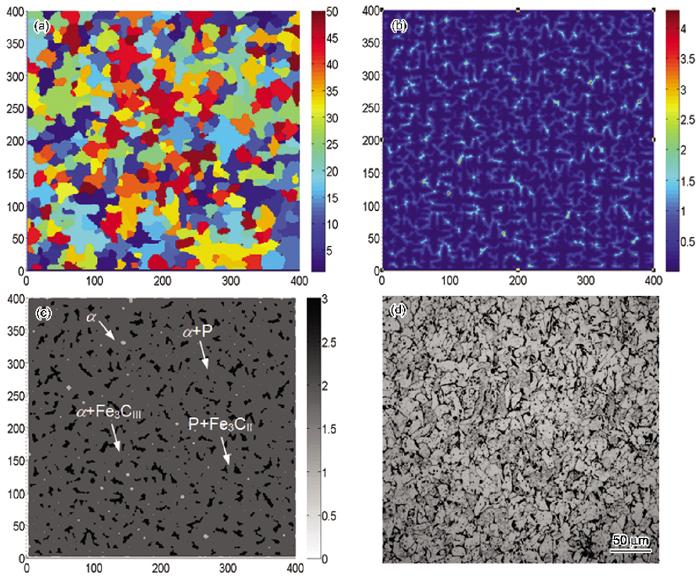
熔池凝固结束时, 晶粒形貌和固相中溶质浓度如图4a和b所示。从图4a可以看出, 在竞争生长作用下凝固后形成大小不一、形状各异的晶粒, 晶粒被明显的晶界隔开。由图4b固相中溶质浓度分布状况可以看出, 晶粒交界处溶质浓度明显高于晶粒内部, 高溶质溶度区域相互连接形成类似晶界的隔离带, 但是隔离带面积相对较小且不连续。
图4 熔池凝固结束时枝晶形貌、固相中溶质浓度、微观组织的模拟结果和实验金相组织
Fig.4 simulation and experiment results at the end of solidification of weld pool (a) dendritic morphology, (b) solute concentration in the solid phase, (c) microstructure of simulation, (d) Microstructure of experiment
根据前文中提到的相控制模型模拟得到熔池凝固微观组织, 结果如图4c所示。图中右侧衬度条上标示的颜色用以区分相组织, 其中0、1、2和3对应的相组织分别为α、α+Fe3CIII、α+P和P+Fe3CII。对比图4a、b和c可以发现, 固相溶质浓度较低的晶粒内部主要形成铁素体和珠光体, 而溶质浓度较高的晶界处形成少量的珠光体和二次渗碳体, 晶粒中心位置为低碳铁素体。其原因是, 在晶粒生长的初始位置液相溶质均匀分布且溶质浓度较低, 凝固后形成以低碳为主的组织; 而在后凝固的区域, 因溶质的富集而易形成高浓度的渗碳体。
为了验证模拟模型和结果的有效性, 进行了低碳钢焊接试验, 焊后焊缝组织如图4d所示。从图中可以看出, 焊缝内晶界明显、组织均匀, 主要为块状的铁素体、珠光体和少量的渗碳体, 晶粒内以铁素体和少量的珠光体混合组织为主, 晶粒间有形状不规则细长带状的珠光体二次渗碳体形成。用ipp图像分析软件对图4d进行分析, 得到焊缝组织中α+P和P+Fe3CII分别约占87.3%和12.7%, 与计算结果相近。
为了探索焊接母材及工艺对低碳钢焊后焊缝组织的影响规律, 文中对不同溶质浓度(碳含量)、冷却速率和形核基底数作用下的组织分布进行了模拟分析。
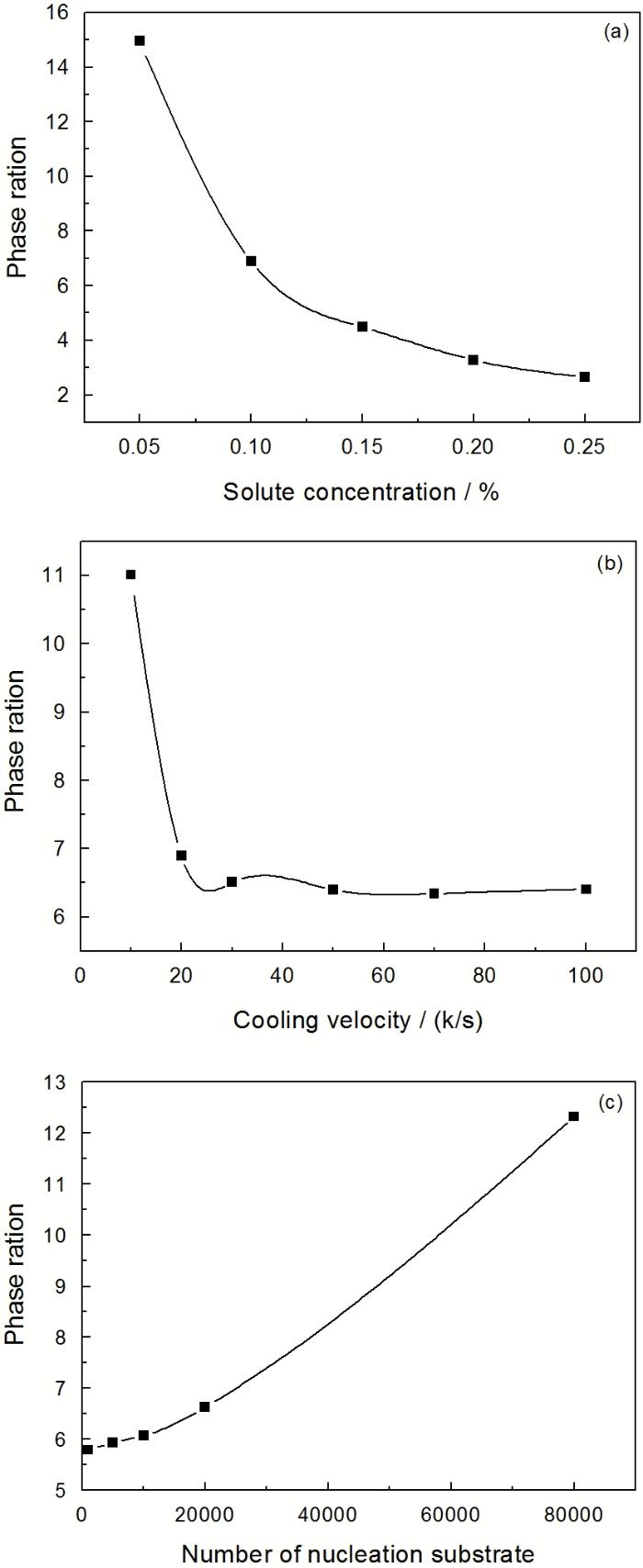
图5a, b和c分别为模拟得到的α+P和P+Fe3CII两种组织与溶质浓度、熔体冷却速率和形核基底数的关系曲线。从图中可以看出, 两种组织的比例随着溶质浓度的增加而减小, 但减小趋势逐渐减弱。当冷却速率小于20 K/s时冷却速率的微小变化使焊后组织出现较大的差异; 而当冷却速率超过30 K/s时, 几乎不再影响焊后组织的比例。当形核基底数改变时, 两种组织的比例呈指数形式增加。这是因为, 形核基底数是影响熔体形核的关键参数, 当形核基底数增大时初期形成的晶核数增多, 溶质富集和偏析现象会得到有效缓解, 最终形成的低碳相会急剧增加。
图5 α+P和P+Fe3CII两种组织与溶质浓度、熔体冷却速率和形核基底数的关系
Fig.5 Proportional change of α+P and P+Fe3CII, (a) (b) (c) is effect results at different solute concentration, cooling rate and number of nucleation substrate
溶质浓度、冷却速度、形核基底数对α+P和P+Fe3CII两种组织的比例的影响都较为明显。为了更好地为实际焊接试验服务, 用数理统计方法对模拟结果进行分析讨论, 建立了α+P和P+Fe3CII两种组织的比例值关于溶质浓度、冷却速度和形核基底数的数学模型
式中
回归方程显示, 所选三个变量对相比例的影响相对独立, 即两两间交互作用微弱。从表2可以看出, 回归模型的Pr小于0.05, 高度显著, 说明回归方程高度有效, 为最佳方程。使用式(18)可在焊前粗略估算低碳钢焊缝中组织比例。
表2 回归方程方差分析
Table 2 Regression analysis of variance
| Source of variance | Freedom | Quadratic sum | Mean square error | F value | Pr>F |
|---|---|---|---|---|---|
| one term | 3 | 115.039222 | 0.7581 | 39.93 | <0.0001 |
| quadratic term | 3 | 28.058494 | 0.1849 | 9.74 | 0.0035 |
| residue | 9 | 8.642282 | 0.960254 | ||
| total | 15 | 151.739998 |
1. 将熔池凝固过程与Fe-C相图耦合建立的基于溶质浓度变化的相控制模型, 不仅再现了Fe-0.05%C合金焊接熔池凝固过程中枝晶生长形貌和液相溶质浓度分布的演变过程, 而且模拟得到了焊后焊缝组织的分布。模拟结果与实验结果相吻合。
2. 溶质浓度、冷却速度、形核基底数对α+P和P+Fe3CII的比例影响都较为明显, 但影响效果相对独立。两种组织的比例随着溶质浓度的增加而减小; 当冷却速率超过30 K/s时几乎不再影响两种组织的比例; 而改变形核基底数, 两种组织的比例呈指数形式增加。
3. 建立的α+P和P+Fe3CII两种组织比例值与溶质浓度、冷却速度和形核基底数的数学模型, 经检验高度显著。能在焊前粗略估算低碳钢焊缝中组织比例, 为焊接工艺的调整提供一定的依据。

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}