
李相伟 , 刘心刚
, 刘心刚
LI Xiangwei, LIU Xingang
中图分类号: TG146
通讯作者:
收稿日期: 2014-04-8
修回日期: 2014-05-15
网络出版日期: --
版权声明: 2014 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
采用高分辨透射X射线三维成像技术研究了传统高速凝固法(HRS)和液态金属冷却法(LMC)两种工艺制备的镍基单晶高温合金DD33中显微孔洞的三维尺寸信息, 结果表明: 与HRS相比, LMC工艺降低一次枝晶间距, 增加共晶体积分数, 使最后凝固阶段枝晶间的空隙尺寸变大, 压降降低, 最终降低了铸态孔的尺寸及体积分数。固溶处理后用两种工艺制备的合金中显微孔洞的体积分数都有所增加, 但是用LMC工艺制备的合金中较细的枝晶和较低的偏析程度, 使合金中固溶孔的体积分数显著低于用HRS工艺制备的合金。
关键词:
Abstract
Microporosity in a single crystal nickel-based superalloy DD33 solidified by high rate solidification (HRS) and liquid metal cooling (LMC) process was investigated by the X-ray tomography (XRT). It is found that the pressure drop was reduced because of the larger volume fraction of eutectic in the alloy solidified by LMC, which results in less solidification-pore (S-pore) formation. Homogenization-pore (H-pore) forms in interdendritic regions during solution heat treatment, which results in the increase of volume fraction of porosities during heat treatment. However, lower level of H-pore in the LMC samples can be attributed to the finer dendrite arm spacing and the lower segregation.
Keywords:
镍基单晶高温合金, 是制造先进航空发动机涡轮叶片的关键材料。因为发动机的效率不断提高, 必须相应提高单晶高温合金的承温能力以及合金中难熔元素的比例。这造成合金在定向凝固过程中容易产生雀斑、杂晶等缺陷, 尤其是大尺寸铸件的铸造缺陷问题更为明显[1-3]。为了有效降低铸造缺陷几率, 可采用液态金属冷却法(Liquid Metal Cooling, LMC)克服传统高速凝固法(High Rate Solidification, HRS)温度梯度低的问题[4-6]。但是, 定向凝固技术虽然能消除凝固过程中的宏观缩孔, 却无法避免枝晶间显微孔洞(铸态孔)的产生。此外, 单晶高温合金在固溶处理过程中也产生新的显微孔洞(固溶孔)[7]。显微孔洞破坏了基体的连续性, 在变形过程中造成应力集中, 严重危害合金的使用性能[8-10]。
铸态孔分为两类: 一类源于因固液两相中气体的溶解度不同而形成的气孔, 一般呈圆形; 另一类是液相凝固时体积收缩而形成的缩孔, 呈不规则形状[11, 12]。LMC工艺能显著降低铸态孔的体积分数[13], 但是LMC降低铸态孔的原因亦即针对定向凝固过程中糊状区的ΔP判据还没有定论。一种观点是, 根据达西定律, 糊状区的压降和合金的渗透率有关, 渗透率越大其糊状区的压降越小, 越不容易产生缩孔。例如, 经典的Niyama判据预测了铝合金和钢中缩孔的产生。Lecomtebeckers等[14, 15]提出了ΔP*判据, 以评价单晶高温合金中不同合金元素对缩孔的影响。随后Whitesell等[16]根据Hagen–Poiseuille方程推导出糊状区压降ΔP与枝晶间空隙的尺寸成反比, 空隙尺寸越大, 压降越低, 缩孔越不容易产生。另一种观点认为, 达西定律推导出的ΔP很小可忽略不计, 并提出了热力学模型, 即缩孔的产生与合金中的气体含量有关。气体的含量越低, 表面张力越大, 越不容易产生缩孔[17]。由于镍基单晶高温合金中气体含量很低(氧、氮含量<0.001%), 本文只根据由达西准则和Poiseuille公式得到的ΔP判据讨论LMC工艺降低铸态缩孔的原因。
单晶高温合金在固溶处理过程中产生固溶孔, 而且固溶孔的体积分数与固溶温度和固溶时间密切相关, 即随着固溶温度的提高和固溶时间的延长固溶孔的体积分数逐渐增加[7]。另外有研究发现, 固溶处理后合金表面显微孔洞的含量明显多于内部[18]。Bokstein等[19]通过计算机模拟研究提出, 固溶孔可能是在固溶处理过程中元素的不平衡扩散造成的。迄今为止, 人们普遍认为LMC工艺显著降低铸态孔的体积分数, 但是其对固溶孔的影响尚不清楚。
显微孔洞的表征方法有两种: 定量金相法[20]和同步辐射法[21]。定量金相只能统计孔洞的二维截面积分数, 结果的分散性较大。同步辐射可准确表征孔洞的三维尺寸信息, 但其成本较高, 且不易在实验室实现。而高分辨透射X射线三维成像技术(XRT)是表征显微孔洞的有效手段[22], 不仅能分辨孔径约为2 mm的三维孔洞, 而且样品制备简单、易实现。因此, 本文分别采用HRS和LMC两种工艺制备第三代镍基单晶高温合金试棒, 采用XRT技术表征两种工艺制备的合金中铸态和固溶处理后显微孔洞的三维形貌信息, 研究LMC工艺对铸态孔和固溶孔的影响。
实验用材料为自主研制的一种含Re质量分数为4%的第三代镍基单晶高温合金DD33, 其名义成分列于表1。分别用HRS和LMC两种定向凝固工艺拉制单晶试棒。合金的固溶处理制度: 1330℃/10 h, 空冷。
表1 实验合金DD33的名义成分
Table 1 The nominal compositions of the experimental alloy (%, mass fraction)
| Cr | Co | W | Mo | Re | Al | Ti | Ta | Hf | C | Ni | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| DD33 | 2.5 | 9 | 6 | 1.5 | 4 | 6 | 0.2 | 8 | 0.1 | 0.01 | Bal. |
用电火花线切割机垂直于定向凝固方向切取样品并制备金相试样。试样经磨抛后进行化学腐蚀(腐蚀剂的成分为4 g CuSO4+10 mL HCl+20 mL H2O), 观察并统计一次枝晶间距和共晶体积分数。每个样品取5个视场的平均值, 作为该合金的一次枝晶间距和共晶体积分数的最终统计结果。一次枝晶间距的计算公式为
其中
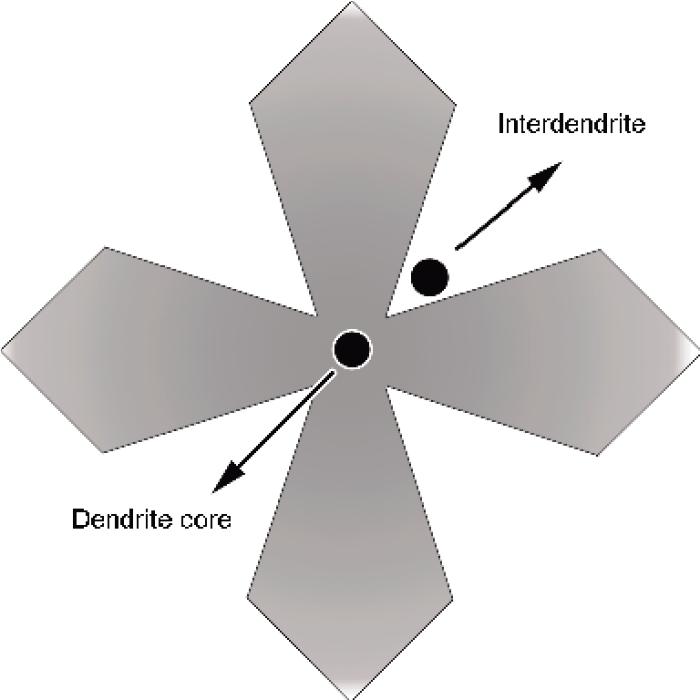
另外制备一组试样, 磨抛后不腐蚀, 用电子探针(EPMA)进行元素的定量分析(测量点的位置如图1所示), 并计算枝晶偏析系数Ki(Ki=C idendrite/C iinterdendrite), 以表征合金的枝晶偏析程度。
图1 枝晶偏析测量选取的枝晶干和枝晶间测试点位置示意图
Fig.1 Schematic diagram shows the points measured in the dendrite core and interdendritic region
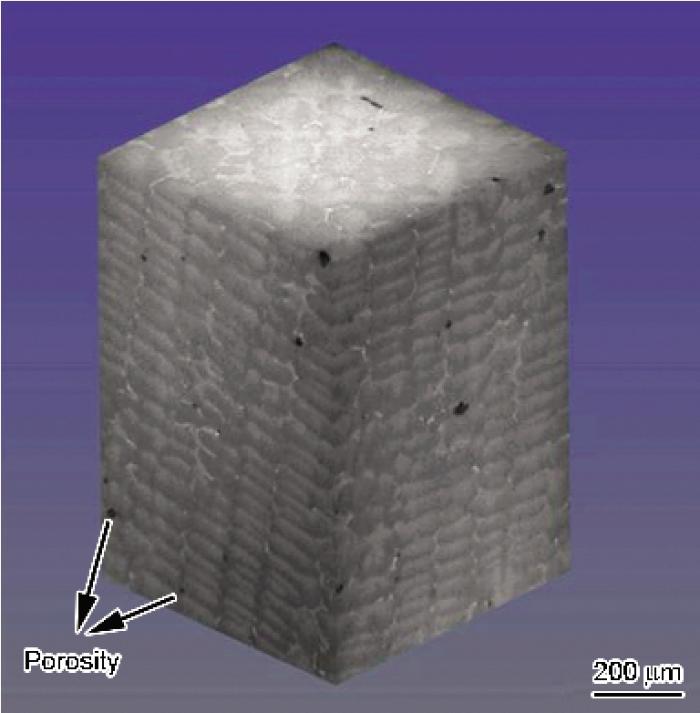
沿定向凝固方向切取10 mm×10 mm×20 mm的立方体样品, 用XRT技术分别表征两种工艺下铸态和固溶处理态样品中显微孔洞的三维形貌, 其中HRS工艺制备的铸态样品的典型三维组织形貌如图2所示。Re, W等难熔金属元素对X射线吸收少呈暗色, 偏析于枝晶干, Al, Ta等元素呈亮色, 偏析于枝晶间, 而缩孔对X射线完全不吸收呈黑色。使用AVIZO软件, 根据衬度差异计算得到显微孔洞的体积分数, 并把其三维体积等效为球体计算显微孔洞的孔径, 得到合金中显微孔洞的孔径分布。
图2 XRT获得的用HRS工艺制备的铸态样品的典型三维组织形貌
Fig.2 Typical 3-D microstructure of as-cast HRS sample obtained by XRT
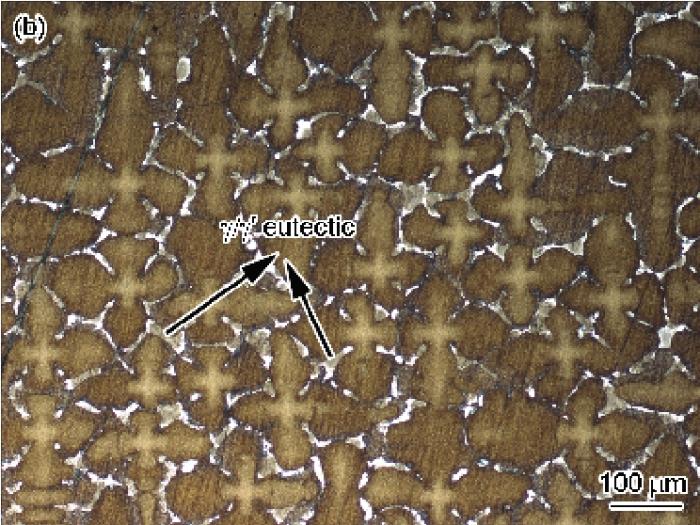
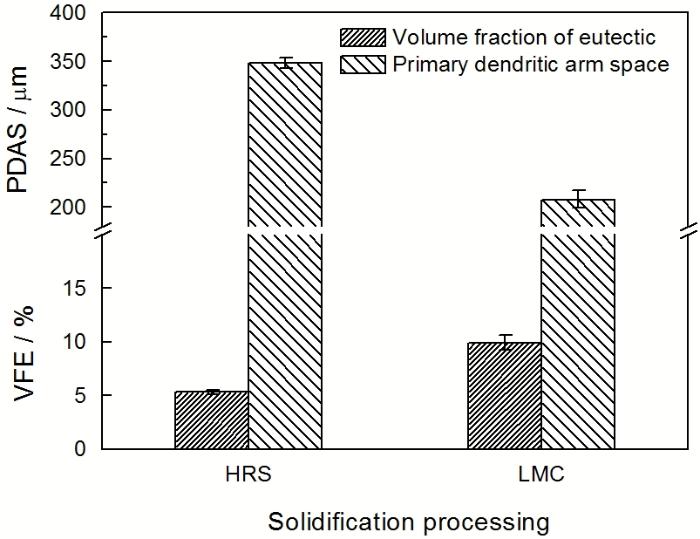
图3给出了分别采用HRS和LMC两种工艺制备的DD33合金铸态组织形貌, 可见用两种工艺制备的合金铸态组织都由灰色的g相枝晶干和白亮色g/g′共晶相组成。与HRS工艺相比, LMC工艺制备的合金一次枝晶间距显著降低, 共晶的体积分数也显著增多。统计结果表明, 采用LMC工艺后合金的一次枝晶间距从350 mm降低至210 mm, 而共晶的体积分数从5%增加到10%(图4)。
图3 不同凝固工艺铸态组织形貌
Fig.3 As-cast microstructure of alloys solidified by HRS and LMC
图4 HRS和LMC制备的合金的一次枝晶间距和共晶体积分数对比
Fig.4 Primary dendrite arm spacing and volume fraction of eutectics in alloys cast by HRS and LMC
图5给出了用两种工艺制备的合金中元素的枝晶偏析结果。可见用两种工艺制备的合金中元素的偏析规律一致, 如Re, W等元素主要偏析于枝晶干, 而Al, Ta等元素主要偏析于枝晶间。与HRS工艺相比, 在用LMC工艺制备的合金中元素的偏析系数都更加趋近于1, 如Re元素的偏析系数从2.5降到2, Ta元素的偏析从0.7升高至0.9。
图5 HRS和LMC制备的合金中元素的枝晶偏析
Fig.5 Partition coefficient of alloying elements in alloys cast by HRS and LMC
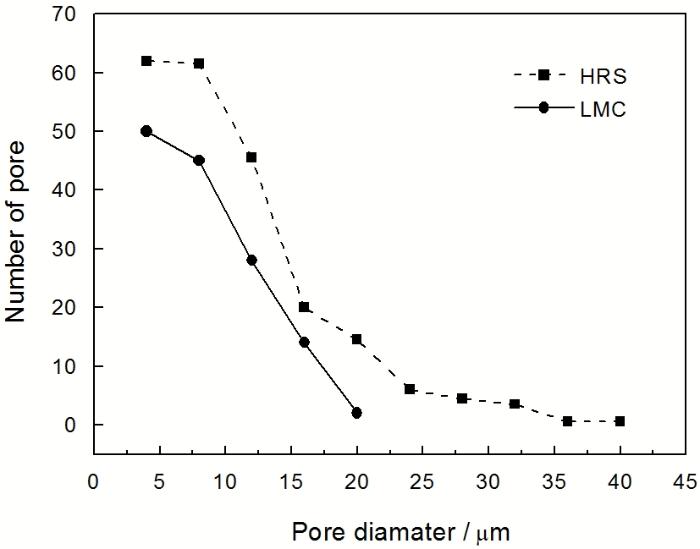
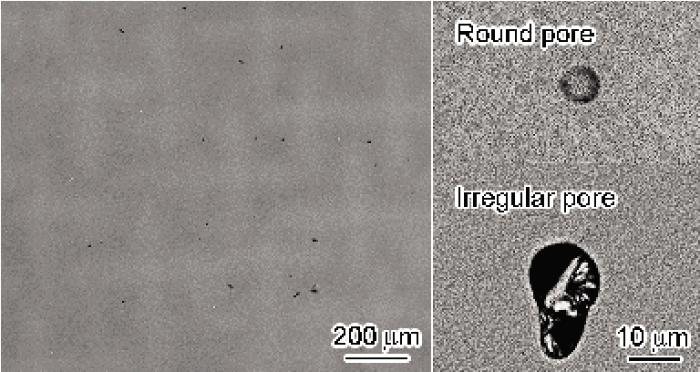
分别采用SEM和XRT技术表征HRS工艺制备的合金中铸态孔的形貌(图6)。结果表明, 铸态孔主要位于枝晶间(图6a), 而且根据其三维形貌的差异可分为两类: 一类是规则的圆孔洞; 另一类是不规则形状的孔洞(图6b)。经统计, 用HRS和LMC工艺制备的合金中铸态孔的体积分数分别为0.08%和0.01%。在用两种工艺制备的合金中, 铸态孔的数量都随孔径的增加而逐渐减少。但是在用LMC工艺制备的合金中铸态孔的最大孔径显著降低, 从40 mm降低至20 mm, 而且孔的数量也减少(图7)。
图6 铸态组织中孔洞的形貌
Fig.6 Morphology of microporosity in the as-cast alloy by (a) SEM and (b) XRT
图7 不同工艺制备的铸态合金中孔洞的孔径分布
Fig.7 Distribution of pore diameter in alloys solidified by HRS and LMC
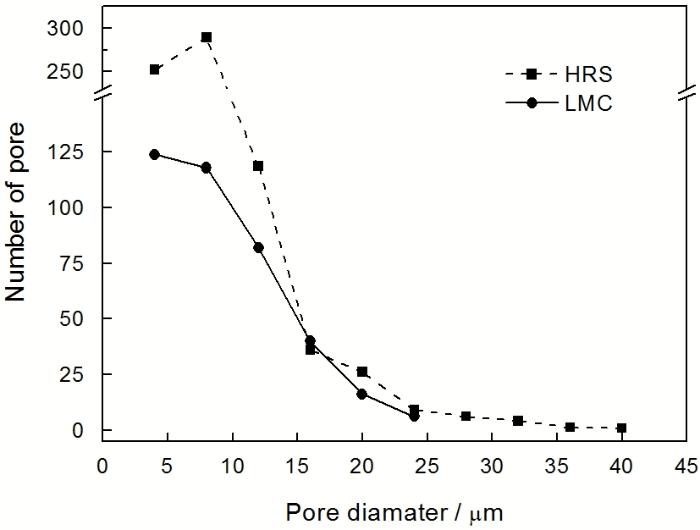
图8给出了HRS和LMC两种工艺制备的铸态和固溶态合金中显微孔洞的三维形貌。用HRS工艺制备的铸态合金经过1330℃/10 h固溶处理后[23], 其显微组织如图8所示。固溶处理后合金没有出现初熔, 但发现小孔的数量增加。采用XRT技术进一步研究发现, 与铸态合金相比, 用两种工艺制备的合金固溶处理后显微孔洞的数量都显著增加。统计结果表明, 在用HRS工艺制备的合金中显微孔洞的体积分数增加了0.06%(从0.08%增加到0.14%), 而在用LMC工艺制备的合金中显微孔洞的体积分数增加了0.03%(从0.01%增加到0.04%)(图9)。由此可见, 用HRS和LMC工艺制备的合金经固溶处理后孔的体积分数分别增加了0.06%和0.03%。固溶处理后合金中显微孔洞的孔径分布, 如图10所示。与铸态孔径分布(图7)相比, 固溶处理后显微孔洞的孔径分布趋势没有变化, 孔的数量都随着孔径的增加而逐渐减少。
图8 HRS工艺凝固的合金经过1330℃/10 h固溶处理后的显微组织形貌
Fig.8 Morphology of microporosity in the solution heat treated alloy after 1330℃/10 h
图9 不同凝固工艺制备的合金固溶处理前后显微孔洞的体积分数对比
Fig.9 Volume fraction of pores in alloys solidified by different process
图10 不同凝固工艺的合金固溶处理后孔的孔径分布
Fig.10 Distribution of pore diameter in alloys solidified by different process
在定向凝固过程中枝晶间的残余液相被凝固的枝晶干包围, 气体无法排出或液相得不到有效补缩时就会在枝晶间形成铸态孔。根据铸态孔形成的热力学判据[16], 当张开孔洞的压力大于闭合孔洞的压力时, 即P<0时, 就能产生孔洞, 如下式所示:
式中Pe为液相内的局部压力; Pσ为气液界面的表面张力所引起的压力; Pi为孔洞内部的压力; ΔP为糊状区的压降。凝固时, 液相内的压力(Pe)或者表面张力所引起的压力(Pσ)越大越不容易产生孔洞[24]。另外, 孔洞内部的压力或者糊状区的压降小也不利于孔洞的形成。
对于同一种合金, HRS和LMC定向凝固工艺对Pe、Pσ和Pi影响不大。另外, 实验结果显示, 第一类圆形气孔的体积分数很低(图6b), 仅占所有孔的7%左右。因此, 本文只讨论第二类孔——缩孔的形成机制。铸态孔形成的难易程度主要受糊状区压降的影响, 糊状区的压降越小越不容易产生缩孔。研究发现[16, 17], 糊状区的压降与枝晶间空隙的数目和尺寸密切相关。
根据达西准则, 糊状区的压降可表示为
式中η为合金液的粘度, fL为液相的体积分数, K为合金的渗透率, V为液相的平均流动速度。假定枝晶间的空隙通道尺寸不变, 且为光滑的圆柱体, 则
为简化计算, 假定固相中无扩散, 液相存在对流, 则枝晶内溶质分布为[25]
其中k0为溶质的偏析系数, C0为合金的成分, R为固相的凝固速率。假定合金中没有宏观偏析, 则
其中β为合金的收缩率, 结合公式(3)和(6)得到
其中L为糊状区的长度, L=ΔT/G。
根据Blake-Kozeny模型[26], 合金的渗透率K(fs>0.6)可表示为
其中λ1为合金的枝晶间距, A为常数。结合公式(3)、(6)和(8)得到
由公式(7)可知, 糊状区的压降与单位面积的空隙数(n)成正比。结合公式(1)和(9)可知, 一次枝晶间距的平方与单位面积内的枝晶数目(n1)成反比, 而糊状区的压降与一次枝晶间距(λ12)成反比, 最终糊状区的压降也与单位面积的枝晶个数成正比。因此, 公式(7)和(9)是等效的, 即单位面积内的空隙数越多枝晶数越多, 一次枝晶间距越小, 糊状区的压降也就越大, 缩孔越容易产生。但是, 随凝固的进行枝晶干逐渐长大, 固相体积不断增加, 枝晶间的液相或者空隙尺寸不断减小。因此, 还需考虑枝晶间空隙尺寸对糊状区压降的影响。
根据泊肃叶(Poisseuille)定律, 假定枝晶间的空隙是半径为r的圆柱, 则糊状区的压降与管径的四次方成反比, 如图11所示。
结合公式(6)和(10)得到
从公式(11)可知, 糊状区的压降与凝固速率(R)及糊状区的长度(L)成正比, 与枝晶间空隙半径(r4)成反比。糊状区的长度与温度梯度成反比, LMC工艺的温度梯度显著高于HRS工艺[23], 因而LMC工艺降低糊状区的长度, 降低压降, 利于补缩。
枝晶间的空隙半径(r)与枝晶间距和共晶的体积分数密切相关。在凝固初期, 即g相枝晶干形成后, 枝晶间的空隙尺寸与一次枝晶间距成正比。一次枝晶间距越大枝晶间的空隙尺寸越大, 压降越小。但是在凝固的末期, 枝晶间的空隙尺寸和g/g′共晶的体积分数成正比, 共晶体积分数越大枝晶间的残余液相越多, 枝晶间的空隙尺寸越大, 压降越小。尤其是缩孔主要在凝固末期伴随共晶析出而产生[27]。因此, 和HRS工艺相比, 虽然LMC工艺可降低一次枝晶间距从而减小空隙的尺寸, 导致凝固初期的压降增加, 补缩压力降低, 促进缩孔的产生。但是在凝固最后阶段, 在用LMC工艺制备的合金中共晶体积分数高于HRS工艺制备的合金(图5), 使得枝晶间的空隙尺寸增加, 降低压降, 补缩压力增加, 从而抑制缩孔的产生。
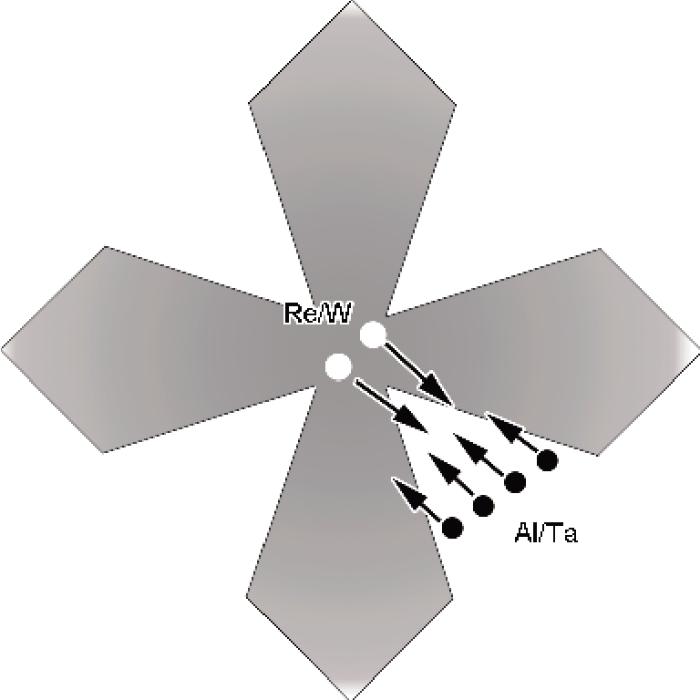
在单晶高温合金定向凝固过程中, 由于元素的偏析系数不同, Re、W等元素的偏析系数大于1, 而Al、Ta等元素的偏析系数小于1(图5), 造成W、Re等元素富集于枝晶干, 而Al、Ta等元素富集于枝晶间。固溶处理过程中, 富集于枝晶干的Re、W等元素向枝晶间扩散, 而富集于枝晶间的Al、Ta等元素向枝晶干处扩散, 如图12所示。但是, Re、W等元素的扩散系数远比Al、Ta等元素的小, 造成元素间的不平衡扩散, 即柯肯达尔效应。枝晶间Al、Ta元素的扩散通量大, 从而使枝晶间的空位浓度相对较高, 空位逐渐聚集就可能形成孔洞(图12)。这一推论与Bokstein等人[19]计算机模拟的结果类似。
由菲克扩散第一定律可知, 合金中元素扩散的不平衡程度由两个方面决定: 一是扩散距离, 扩散距离越大所需扩散时间越长, 不平衡程度越大; 二是元素的偏析程度, 偏析程度越大不平衡程度也越大。与HRS工艺相比, LMC工艺不仅降低合金的一次枝晶间距, 降低扩散距离, 而且合金元素的枝晶偏析程度也显著减轻, 尤其是Re元素, 其枝晶偏析系数从2.5降低至2.0(图5), 元素的不平衡扩散程度也相应降低。因此, 用两种不同工艺凝固的合金经过1330℃/10h固溶处理后, 在用LMC工艺制备的合金中元素扩散的不平衡程度较小, 产生的固溶孔的数量较少、体积分数较低(图10)。
尽管元素的不平衡扩散影响合金固溶孔的产生, 但是Coble等[28]研究低合金钢时却发现, 孔洞表面的空位可扩散到合金表面或者晶界位置从而降低合金内部缩孔的含量。此外, 研究者在铝合金中发现, 固溶孔的形成可能还与气体含量密切相关[29]。
1. 对于第三代镍基单晶高温合金, 相比HRS工艺, LMC工艺显著降低合金的一次枝晶间距和显微孔洞的(铸态孔和固溶孔)体积分数, 而合金的共晶体积分数有所增加。
2. 铸态孔的形成主要取决于糊状区压降。与凝固速率和糊状区的长度相比, 一次枝晶间距和枝晶间的空隙尺寸对糊状区压降的影响更大。
3. 在用LMC工艺制备的合金中枝晶的细化和元素偏析程度的降低, 造成元素间不平衡扩散程度下降, 从而使固溶孔的体积分数显著低于用HRS工艺制备的合金。

/
| 〈 |
|
〉 |




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}