
赵娜娜 , 钟黎声
, 钟黎声
ZHAO Nana, ZHONG Lisheng
中图分类号: TB333, TG251
通讯作者:
收稿日期: 2013-11-26
修回日期: 2014-03-26
网络出版日期: --
版权声明: 2014 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
以高纯钽板为原料, 采用原位反应法在HT300表面制备了碳化钽增强表面梯度复合材料。用扫描电子显微镜、X射线衍射仪、显微硬度计和磨粒磨损试验机对复合层的微观形貌、物相组成、显微硬度以及磨粒磨损性能进行了表征。结果表明: 所得复合层的总厚度约为475 μm。最表层为碳化钽致密陶瓷层, 厚度约为170 μm, 其颗粒尺寸小于1 μm, 体积分数近似95%, 显微硬度最高值达2328HV0.1; 次表层为碳化钽颗粒分散层, 其颗粒尺寸为0.5~1.5 μm, 体积分数从90%逐渐减小至基体, 显微硬度由915HV0.1降低至410HV0.1; 复合层与基体之间呈现良好的冶金结合。铁基表面碳化钽陶瓷增强梯度复合材料的耐磨性比灰口铸铁基体有大幅度提高; 复合层的磨损是局部塑性变形、显微切削和增强颗粒的部分破碎等因素综合作用的结果。
关键词:
Abstract
Tantalum carbide gradient composite was fabricated via in-situ reaction of pure tantalum plate with gray cast at high temperature. The morphology, phase constituent, microhardness, and relative abrasion resistance of the composite were characterized by scanning electron microscopy, X-ray diffraction, microhardness tester and abrasive wear testing machine. The results show that the thickness of the gradient composite is about 475 μm. The cast 170 μm thick surface layer is a dense ceramic layer consisted of ~95% submicron TaC particles, and the highest micro-hardness value of which is 2328HV0.1; In the sub-layer, there exists a gradient distribution of TaC particles from 90% to 0% in volume fraction, correspondingly the microhardness value decreased from 915HV0.1 to 410HV0.1, and the size of the TaC particles increased to 0.5-1.5 μm; the interface between the composite and matrix exhibits a perfect metallurgical bonding. The TaC reinforced iron matrix surface gradient composite shows far superior wear resistance than the gray cast iron. The wear mechanism is mainly related with the local plastic deformation, micro cracking caused by misrouted broken carbide particles.
Keywords:
金属铁基复合材料具有高比强度、高比模量、耐磨和良好的高温稳定性等性能, 受到了广泛的关注[1]。表面增强能在保持基体韧性的同时还具有优异的表面性能[2], 尤其是梯度增强表面复合材料[3]。表面增强使器件表面增强体在组织和性能上呈现连续或逐级变化, 在很大程度上避免了性能突变产生的不良效应。制备表面梯度复合材料的激光熔覆法[4-9]、等离子喷涂法[10, 11]、磁控溅射法[12-14]、粉末冶金法[15, 16]以及离心铸造法[17]等, 大多是在已成型工件表面进行二次加工, 额外消耗能源, 并引起工件变形, 甚至难与基体实现冶金结合。用原位合成技术制备表面梯度复合材料的优势表现在: 可控制增强体的种类、大小、分布和数量; 颗粒与界面结合良好; 制备工艺相对简单, 成本较低等。
关于碳化钛、碳化钒、碳化钨、碳化铌等陶瓷增强表面梯度复合材料, 已有大量的研究[18-21]。碳化钽属于第V副族金属碳化物, 是一种重要的碳化物陶瓷材料[22], 具有高熔点(3980℃)、高硬度、低热膨胀性、良好的热导率(22 W/(mK))以及较好的抗氧化性能等优点。本文以高纯钽板为原料, 采用原位反应法在HT300表面制备TaC陶瓷增强梯度复合层, 研究复合层的形成机理、组织结构、物相组成、微观硬度及耐磨性等。
实验用原料HT300和钽板的化学成分, 如表1所示。将尺寸为10 mm×10 mm×2 mm的薄钽板与灰铸铁复合, 用耐火纸包覆后置于石墨坩埚中, 放入管式电阻炉石英管内加热保温, 以氩气作为保护气氛, 流量为5 mL/min。
表1 实验原材料HT300和钽板的化学成分
Table 1 Chemical composition of HT300 and Tantalum plate (mass fraction, %)
| Materials | C | Si | Mn | P | S | Fe | Al | Cu | Ta |
|---|---|---|---|---|---|---|---|---|---|
| HT300 | 2.57 | <1.03 | <1.04 | <0.046 | <0.018 | Balance | - | - | - |
| Ta plate | - | 0.06 | <0.03 | - | - | - | 0.06 | 0.03 | Balance |
用示差扫描量热分析(DSC)确定原位生成的热处理温度。用XRD-7000型衍射仪(XRD)分析梯度复合材料的相组成, 工作电压40 kV, 管电流40 mA, 使用CuKa, 2θ为20°-80°, 步长为0.02°, 扫描速度为5°/min; 用JSM-6700F型场发射扫描电子显微镜(SEM)观察梯度复合材料的组织形貌。用TUKON2100显微硬度计分析梯度复合材料的硬度(HV)分布, 载荷为0.1 kg, 加载时间为10 s。对梯度复合材料的每个区域选取5点进行显微硬度测试, 然后求取平均值, 其相对误差不超过±2%。
使用ML-100干式销盘两体磨料磨损试验机进行磨粒磨损实验, 将TaC陶瓷梯度复合材料线切割成Φ6×10 mm的圆销。磨损实验试样的加载为5 N, 圆盘的转速为60 r/min, 圆销试样的进量为1 mm/r, 以保证磨损过程中圆销试样总是与新的磨料进行对磨, 其中对磨圆盘为320目(Al2O3的粒径约为45 μm)Al2O3砂纸。陶瓷梯度复合试样由表面开始实验, 每磨完一个20 m的行程, 更换新砂纸。使用精度为0.0001 g的CP224S光电天平称量试样磨损实验前后质量, 每一行程计重一次, 每次计重称量三次求取平均值。
Fe-Ta-C体系的DSC曲线如图1所示, 在802℃和1172℃分别有两个吸热峰, 802℃和1172℃两个吸热峰分别对应同素异构转变α-Fe→γ-Fe和共晶转变L→γ-Fe+G(石墨)+TaC[23, 24]。综合分析结果表明: 共晶点温度的反应不仅有利于未完全反应石墨的沉淀析出, 且可有效保持基体的一致性。因此, 选择1172℃为本体系的原位反应温度。
图1 Fe-Ta-C体系的差热分析曲线
Fig.1 Differential thermal analysis thermogram for the Fe-Ta-C system
根据标准热力学计算结果, 这个体系中可能发生Fe-C和Ta-C的反应, 其反应的方程式及相应的吉布斯自由能如式(1)-(3)所示:
式中T为温度。在1172℃时吉布斯自由能都为负值, 说明这些反应都可以发生。但ΔG03仅为轻微的负值, 生成Fe3C的自由能接近零, 远大于生成TaC和Ta2C的自由能, 所以在体系中不易形成Fe3C。而Ta2C为密排六方结构, 当C含量充分时C原子可填充Ta2C晶格中的八面体间隙, 从而由六方结构转变成具有NaCl结构的TaC[25]。
试样的XRD衍射分析结果如图2所示。对比面心立方结构碳化钽的PDF卡片可知, 梯度层中的物相组成主要为α-Fe、TaC、石墨, 而没有Fe、Ta中间相和Ta2C。结合实验过程分析, 体系中主要发生的反应为
其中碳原子源自灰铸铁中的石墨。在热处理过程中, 首先在界面处形成Fe-Ta-C的熔融体, 由于界面处熔融的Ta原子较为充裕, 在体系中最先形成Ta2C。这与式(2)中Ta2C生成吉布斯自由能最低相一致。随着保温时间的延长C原子在灰铸铁基体中快速扩散, 由于碳原子和钽原子之间极强的亲和力以及灰铸铁基体中充分C原子的存在, C原子完全填充Ta的八面体间隙, 发生式(5)反应, 生成TaC, 则Ta2C相消失。由此可知: 1172℃保温40 min使得扩散反应充分, 完全生成面心立方结构TaC。
图2 TaC增强铁基表面梯度复合材料的XRD图谱
Fig.2 XRD spectra of TaC reinforced iron matrix surface gradient composites
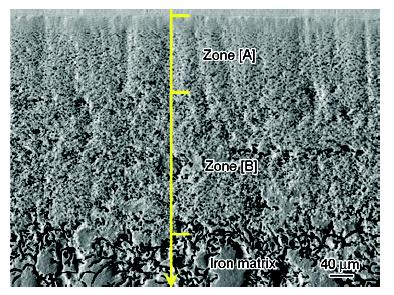
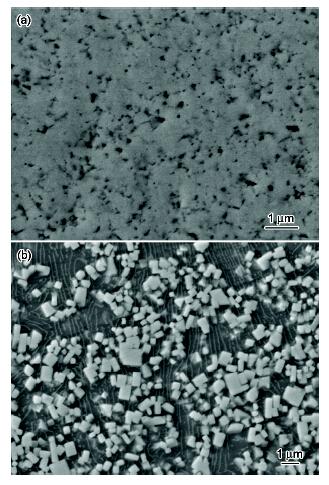
图3给出了表面TaC陶瓷梯度复合材料宏观组织形貌。从图3可以看出, 各梯度层之间没有明显的界面, 沿表面法线由外向里可分为两个反应层: TaC致密陶瓷层[A]和TaC颗粒复合层[B]。TaC增强铁基梯度复合材料复合层的总厚度为475 μm左右, [A]层平均厚度为170 μm左右。图4为图3中[A]层和[B]层的组织形貌放大, [A]层中TaC颗粒大小均在1 μm以下, 体积分数接近95%, [B]层为分散的TaC颗粒与珠光体复合组织层, 平均厚度为305 μm, TaC颗粒尺寸在0.5-1.5 μm之间, 体积分数从90%逐渐过渡至基体。
图3 TaC增强铁基表面梯度复合材料组织宏观形貌图
Fig.3 Macrostructure of TaC reinforced iron matrix surface gradient composites
图4 TaC增强铁基表面梯度复合材料不同区域的组织形貌
Fig.4 SEM of TaC reinforced iron matrix surface gradient composites in different reaction areas (a) the dense ceramic layer of TaC, (b) the composite layer of TaC particulate
综上可知, 在共晶点温度附近可制得TaC增强铁基梯度复合材料。在保温过程中C原子在基体中的扩散极快, 且与Ta原子的结合力极强, 在板和基体结合处熔融的Ta原子也较多, 此处TaC的形核速率远远大于长大速率, 所以形成颗粒均匀细小的致密陶瓷层。随着保温时间的延长部分Ta原子向基体中扩散, 由于基体中C原子更加充裕, 碳化钽颗粒更偏向于长大, 距离基体越近TaC越分散, 颗粒逐渐长大而形成梯度复合层。
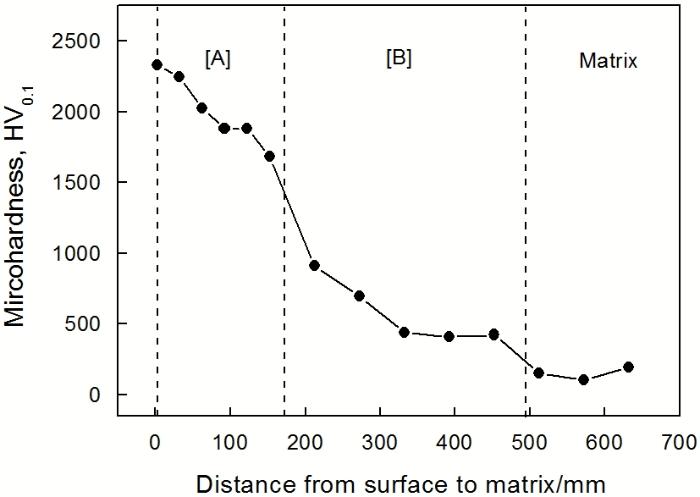
表面TaC陶瓷梯度复合材料不同反应层的显微硬度, 如图5所示。由图5可知, [A]层的显微硬度较高, 最高值为2328HV0.1, 达到灰铸铁硬度的22倍; [B]层的硬度值分布具有明显的梯度特性, 且靠近致密陶瓷层的略微变高, 表明组织越致密其屈服极限越大。这一现象, 与各反应区域中碳化钽的致密程度、质量分数和颗粒大小有关。由图4 a 可见, [A]层中TaC颗粒细小均匀, 连接紧密, 形成致密的陶瓷层, 因此其显微硬度比较接近TaC的理论硬度。相对于[A]层, [B]层的颗粒逐渐长大并分散, 颗粒之间基体增多, 因此对碳化钽的支撑作用减弱, 随着向基体的深入其硬度逐渐减低, 呈梯度分布。
图5 不同复合层显微硬度的变化
Fig.5 Microhardness distribution in different areas of surface gradient composites
图6给出了TaC陶瓷梯度复合材料不同反应层在载荷5N时的相对耐磨性曲线图。由图6可知, [A]层的相对耐磨性较高, 最高可达HT300的170倍左右; [B]层中由于颗粒长大分散、基体增多, 抵抗外界载荷作用的能力减弱, 相对耐磨性逐渐降低。随着距表面距离的增大, 复合层的相对耐磨性呈现明显的梯度减小。
图6 TaC增强铁基表面梯度复合材料不同反应层的相对耐磨性
Fig.6 Relative wear resistance of TaC reinforced iron matrix surface gradient composites in different reaction zone
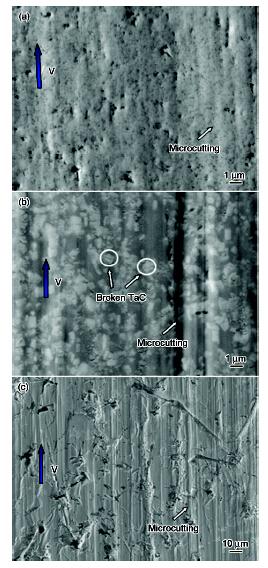
各区域的磨损形貌SEM结果, 如图7所示。图7a 为TaC致密陶瓷层的磨损形貌图, 图中蓝色箭头为Al2O3磨粒的运动方向。由图可见[A]层的磨损表面呈现不平整的状态, 凹凸部分没有明显的方向性, 其为Al2O3磨粒作用下的局部塑性变形和显微切削。图7 b 是TaC颗粒分散层的磨损形貌, 磨损切削比[A]层较重, 犁沟变宽变深, 方向性更明显, 且有部分颗粒在反复载荷作用下出现破裂现象。图7c 是基体的磨损形貌, 可见切削槽深且排列杂乱。这是由于基体的硬度最小, 抵抗外界载荷能力较弱, 其耐磨性最差。
图7 载荷为5 N时的磨损形貌图
Fig.7 SEM images for the wore morphologies under 5 N of (a) [A], (b) [B], (c) matrix
对两体磨料磨损实验及各反应区的磨损形貌综合分析可知: 与其它区域相比TaC致密陶瓷层表现出更加优异的耐磨性。其原因在于TaC陶瓷的体积分数高、颗粒细小致密、显微硬度高, 磨料的切入深度浅, 切削磨损也较轻微。因此, TaC致密陶瓷层的磨损机理为显微切削以及局部的塑性变形。[B]层中由于TaC陶瓷颗粒逐渐长大并分散, 体积分数逐渐减低, 基体增多, 硬度减小, 磨粒切入基体后在载荷作用下TaC颗粒出现微裂纹和少量的破碎, 其磨损机理为显微切削以及少量TaC颗粒的碎裂。由此可见: 复合层的抗磨损性能明显优于基体, 高硬度TaC的生成有效地增强了磨损表面承受和传递载荷的能力, 阻断犁沟, 对基体起到良好的保护作用。
1. 以高纯钽板为原料, 采用原位反应法可在HT300表面制备碳化钽增强梯度复合层。
2. 表面TaC增强铁基梯度复合材料组织, 由表及里依次是TaC致密陶瓷层, TaC颗粒复合层和基体; 从表面致密层到基体, 其组织、成分呈梯度变化, 形成外硬内韧的结构梯度材料。
3. TaC致密陶瓷层的显微硬度最高可达2328HV0.1, 接近其理论硬度值, 是灰铸铁硬度的22倍左右。碳化钽颗粒分散层的硬度呈逐渐降低趋势, 整个复合层硬度分布具有明显的梯度变化。
4. 在5N载荷、Al2O3磨料两体磨损条件下TaC致密陶瓷层的相对耐磨性最高, 比基体梯度复合层的耐磨性均有明显提高。TaC致密陶瓷层的磨损机理为: 局部塑性变形和显微切削; TaC颗粒复合层的磨损机理为: 显微切削和部分TaC颗粒的碎裂。

/
| 〈 |
|
〉 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}