
李慧, 梁精龙, 李运刚 , 张芬萍
, 张芬萍
河北联合大学冶金与能源学院现代冶金技术教育部重点实验室 唐山 063009
LI Hui, LIANG Jinglong, LI Yungang, ZHANG Fenping
中图分类号: TG142
通讯作者:
收稿日期: 2014-03-26
修回日期: 2014-04-20
网络出版日期: --
版权声明: 2014 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
研究了退火温度和退火时间对电沉积硅钢试样中的断面层组织、硅在试样中的分布情况、织构分布和磁性能的影响。结果表明: 退火温度为1000℃、退火时间为210 min时得到的试样晶粒分布均匀、硅在试样中分布均匀、硅平均浓度为6.3715%(接近6.5%)。试样的织构分析及磁性能检测的结果表明, 在较高温度下延长退火时间可增加{100}和{110}面织构, 降低铁损, 所得试样的磁性能较为良好。
关键词:
Abstract
The effect of annealing temperature and time on the microstructure, distribution of silicon, texture and magnetism of the high silicon steel prepared by electrodeposition was investigated. The results showed that after annealing at 1000℃ for 210 min, the mean grain size of steel was about 190 μm with a uniform grain size distribution, and the silicon is also uniformly distributed on the entire cross section with an average Si concentration 6.3715% (close to 6.5%); With the increasing annealing time at high temperature, the texture with double crystal planes {100} and {110} preferential oriented microstructure was enhanced, and the iron loss was lowered, implying a relatively good magnetism for the high silicon steel prepared by the proposed process.
Keywords:
提高硅钢表面的硅含量, 是改善其磁性能最有效的手段[1]。6.5%的硅能使硅钢具有良好的综合磁性能, 如提高电阻率、降低铁损、磁致伸缩率几乎为零。但是, 随着硅含量的增加硅钢的脆性也随之增大[2], 对其加工性能产生不利影响[3, 4]。日本钢管公司在20世纪80年代成功开发了化学气相沉积(CVD)法生产质量分数为6.5%的高硅钢板, 但其表现为又脆又硬, 成材率很低[5, 6]。本文用熔盐电沉积法制备高硅钢, 研究退火工艺对样品的显微组织和磁性能的影响。
实验用无取向硅钢片的尺寸为20 mm×20 mm×0.5 mm, 其成分列于表1。为了除去硅钢片表面的防腐漆和降低硅钢表面的粗糙度, 获得平整光洁的沉积面, 对其进行磨光处理。基体先后在粒度为260、400、800、1000、2000的砂纸上打磨, 再用水、酒精冲洗干净、干燥, 用游标卡尺测量表面积。
表1 基体试样的主要化学成分
Table1 Main chemical composition of base sample (mass fraction, %)
| Element | Si | Cr | Mn | P | S | C | O |
|---|---|---|---|---|---|---|---|
| 1.6039 | 0.104051 | 0.721005 | 0.025782 | 0.002159 | 0.00231 | 0.06563 |
用电阻炉加热, DWK-702控温仪控制温度, 测温用铂铑-铂热电偶, 误差范围±10℃。将硅钢片作为阴极, 电源为阳极连接镍铬丝与石墨坩锅。把装有NaCl-KCl-NaF-SiO混和药品的石墨放入电阻炉内加热。待温度超过500℃时通入Ar气。温度达到850℃后, 恒温60 min。放入阴极硅钢基体, 在脉冲电流正反向比为9∶1、电流密度为50 mAcm-2、电沉积时间为60 min条件下进行电沉积。电沉积结束后缓慢取出试样在室温放置约5 min, 然后放入沸水中煮10 min左右后取出, 用去离子水、酒精冲洗, 吹干放入试样袋留待检测及进行均匀化扩散退火。
用KBF11Q型可控气氛热处理炉进行退火处理。将电沉积后的样品放入干燥后的退火炉内, 并通入Ar做保护。表2给出了电沉积后样品的退火工艺参数。
表2 电沉积后样品的退火工艺参数
Table2 Sample annealing technological parameter after electrodeposition
| Sample | Temperature/℃ | Holding time /min | Average grain size/μm | Average grain size grade |
|---|---|---|---|---|
| No.1 | 900 | 60 | 75.380 | 4.2 |
| No.2 | 950 | 60 | 140.565 | 2.4 |
| No.3 | 1000 | 60 | 184.838 | 1.6 |
| No.4 | 1050 | 60 | 256.886 | 0.5 |
| No.5 | 1000 | 90 | 187.421 | 1.5 |
| No.6 | 1000 | 150 | 187.665 | 1.5 |
| No.7 | 1000 | 180 | 188.376 | 1.5 |
| No.8 | 1000 | 210 | 188.840 | 1.5 |
用JXP-10金相显微镜(OM)观察分析不同条件下退火试样的断面显微组织; 用D5000 X-Ray Diffractometer检测设备进行织构分析。先检测试样表层的{110}、{200}和{211}3个不完全极图, 计算机完成数据采集, 用Bunge级数展开法计算试样的取向分布函数(ODF)。用TPS-500M硅钢测试电源和非标磁导计(交流)测量磁性能。Bm=1.500 T, 频率50 Hz, 检测铁损P1.5/50, Hm=5000 Am-1检测磁感B。
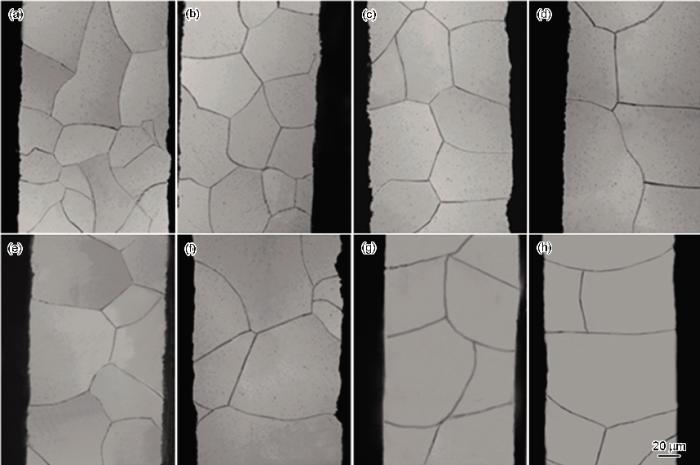
从图1可以看出, 随着退火温度的升高, 试样的断面晶粒尺寸明显增大, 晶界延伸, 视野范围内晶粒的数目急剧减少。从900℃到1050℃, 晶粒明显粗化。退火温度较低时试样的中心部位为等轴晶, 晶粒尺寸较小, 900℃时明显不均匀, 晶粒分布不规则, 粗细晶粒交错分布。粗细交替的不均匀性的原因, 是再结晶未完成或者试样局部热变形。随着退火温度的进一步提高, 晶粒的不均匀性得到改善。
图1 不同条件退火后试样的OM像
Fig.1 OM images of samples annealed at 900℃ for 60 min (a), 950℃ for 60 min (b), 1000℃ for 60 min (c), 1050℃ for 60 min (d), 1000℃ for 90 min (e), 1000℃ for 150 min (f), 1000℃ for 180 min (g) and 1000℃ for 210 min (h)
退火温度一定时, 随着退火时间的延长晶粒尺寸逐渐变大。退火时间延长到150 min时, 退火试样的晶粒不均匀程度比90 min试样高, 在较短时间内晶粒大小分布不均。退火时间进一步延长晶粒继续粗化, 但长大趋势逐渐平缓, 晶粒尺寸大小逐渐分布均匀。因此, 在一定温度下晶粒尺寸有一定的极限值。退火试样的晶粒长大到极限后, 不再长大。但如果继续提高温度, 原子的扩散能力增加, 这样就打破了晶界迁移与阻力的平衡关系, 使晶界迁移更容易。因此退火温度为1050℃时, 试样的晶粒尺寸明显比1000℃时的大。
从表2可以看出, 退火温度对试样晶粒长大影响较大。随着退火温度的升高, 试样的平均晶粒尺寸增大, 试样平均晶粒等级相应降低。退火温度越高则晶粒长大越快, 1000℃时退火时间为60-210 min, 试样的平均晶粒等级为1.5, 平均晶粒尺寸为约187.428 μm, 正好落入最佳铁损尺寸范围内(100-200 μm)。1050℃试样的平均晶粒等级达到0.5级, 过于粗大。
再结晶是晶粒不断形核和晶核不断长大, 直到全部变形晶粒都消失的过程。退火温度升高则晶核长大的速率增加。从试样的断面组织可以看出, 晶粒随温度的升高而粗化, 说明退火时都已发展到晶粒长大阶段。在相同的保温时间内, 温度越高晶粒长大的速率也越大, 因而最终得到粗大的晶粒。退火温度的升高使原子得到较大的迁移能, 使扩散能力提高。原子的扩散加快, 将打破晶界迁移力和阻力之间的平衡。因此, 温度升高使晶体通过晶界不断迁移而将其周围的原子吞并长大, 最终得到粗大的晶粒。
退火后试样中的Si浓度分布如图2所示, 可见退火前后试样的浓度变化较大。由于电沉积试样中硅含量由表面到内部逐渐降低, 在高温下退火促进了沉积层中的Si向试样内部扩散, 试样表面浓度降低, 扩散深度加深。退火温度越高, 原子的能量越大, 扩散越容易进行, 温度为1050℃时试样中的浓度趋于均匀分布。
图2 不同退火条件试样中Si的浓度分布
Fig.2 Distribution of Si content in samples annealed at 900℃ for 60 min (a), 950℃ for 60 min (b), 1000℃ for 60 min (c), 1050℃ for 60 min (d), 1000℃ for 90 min (e), 1000℃ for 150 min (f), 1000℃ for 180 min (g), and 1000℃ for 210 min (h)
退火温度一定时, 试样中的硅浓度将随着退火时间变化。由图2可知, 试样中硅浓度随着退火时间的增加逐渐趋于平缓, 退火温度为1000℃、保温时间180 min时退火后试样表面还存在一定的硅浓度梯度。在1000℃下退火210 min后Si浓度趋于均匀分布, 平均浓度为6.3715%, 接近6.5%。由此可见, 在一定退火温度下, 延长退火时间可使扩散充分进行。
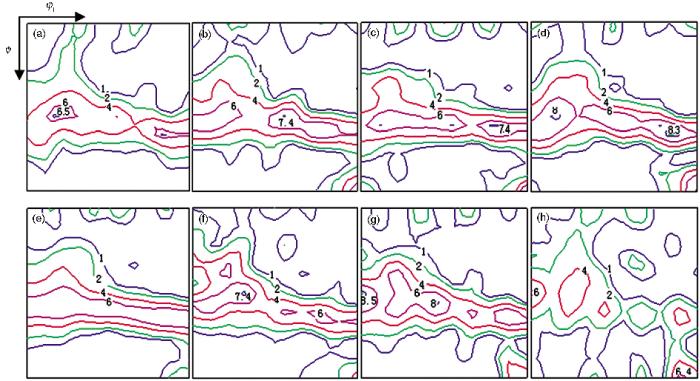
试样退火后形成的再结晶织构与冷轧试样中的变形织构, 主要受退火温度和退火时间的影响[7]。图3给出了基体试样的取向分布函数等φ=45°截面图, 图4给出了不同温度下退火所得试样的取向分布函数等φ=45°截面图。图4a-d为不同退火温度下试样的ODF图。图4c, 4e-h为不同退火时间下试样的ODF图。取向分布函数φ=45°截面图是表征无取向硅钢板织构最具有代表性的截面图。硅钢的易磁化织构为{100}和{110}面织构, 难磁化织构为{111}面织构。易磁化方向为<100>位向, <111>位向为难磁化位向[8]。为了提高硅钢的磁性能, 需要提高{100}和{110}面织构强度, 降低{111}面织构强度。
图3 基体试样的取向分布函数等φ2=45°截面图
Fig.3 φ2=45°sections of ODFs for base sample (density level: 1, 2, 5, 7, 9, 9.2)
图4 退火所得试样的取向分布函数等φ2=45°截面图
Fig.4 φ2=45°sections of ODFs for samples annealed (density level: 1, 2, 4, 6, 8, 8.5) (a) 60 min, 900℃, (b) 60 min, 950℃, (c) 60 min, 1000℃, (d) 60 min, 1050℃, (e) 1000℃, 90 min, (f) 1000℃, 150 min, (g) 1000℃, 180 min, (h) 1000℃, 210 min
由图4可知, 退火后试样中的织构主要集中在γ纤维分量{111}<112>、{111}<110>织构, α纤维上的{100}<011>、{110}<490>、{100}<001>织构以及高斯织构{011}<100>。与基体冷轧板(图3)对比, 退火后的试样在γ取向线上的织构密度有所降低, 其中{111}<112>织构的密度明显减弱。冷轧试样中的织构组分主要为{111}<112>、{111}<110>、{100}<011>、{011}<100>、{112}<110>[9], 各组分的存储能有强到弱依次为{111}<112>、{111}<110>、{112}<110>、{100}<011>[10, 11]。退火时后再结晶形核和长大优先从具有储存能较高的{111}<112>、{111}<110>织构组分的{111}面织构进行, 而具有较低储存能的其它织构不容易形核, 因此退火织构优先在{111}面聚集。由图4a-d可知, 随着退火温度的升高{111}<112>织构的密度逐渐增加。图4c, 4e-h表明, 随着退火时间的延长{111}<110>织构组分开始增加, 部分晶粒开始在{111}<110>织构组分形核长大, 并逐渐消耗{111}<112>织构晶粒, 因此呈现出γ取向线上的织构密度向{111}<110>织构组分偏聚。并且随着退火温度的升高和退火时间的延长, 开始形成{112}<110>织构取向晶粒, 高斯织构{110}<>晶粒通过消耗周围{111}取向面的{111}<112>织构组分逐渐长大, 在退火时间达到210 min时试样的γ取向线上取向密度明显降低, 其高斯织构{110}<001>的密度较高, 约为6.40。
对于规格一致、主要合金元素等因素相同的硅钢, 影响其铁损和磁感的因素主要有Si含量、晶粒的尺寸以及晶体取向即织构。退火温度和时间的改变影响试样中Si浓度的分布、晶粒的大小以及织构等。在相同电沉积条件下试样中的Si浓度分布大致相同, 随着退火温度的升高试样晶粒尺寸增加, 当退火温度达到1000℃、时间为60-210 min时晶粒的平均尺寸为187 μm左右。晶粒尺寸对试样的磁感应强度影响比较复杂。晶粒越大, 晶界越少, 阻碍磁化的能力减小, 磁感应强度会越高。但是织构对磁化程度的影响很大, 因此磁感应强度不一定随着晶粒尺寸的增加而提高[12]。对于相同Si含量的试样, 随着退火温度的升高易磁化织构的含量增加。其原因是, 硅钢在经过冷轧后形成了大量的{111}面织构, 退火时再结晶晶核优先在储存能较高的{111}<112>位置形核, 并吞噬周围的{111}<112>织构组分, 形成磁性能优越的织构晶粒。这些因素使试样中含有大量的{100}和{110}面织构, 提高材料的磁性能。从表3可见, 随着退火温度的升高铁损逐渐降低, 磁感应强度变化不大。因此, 在较高的温度下延长退火时间可得到晶粒尺寸较大、{100}和{110}面织构密度增加, {111}面织构密度明显降低的试样, 其磁感应强度增大, 铁损明显降低。
表3 不同退火制度下退火后所得试样的磁性能
Table3 Electromagnetic properties of samples after annealing under different conditions
| Sample | Temperature/℃ | Time/min | Average content of silicon/% | Density ρ/kgdm-3 | Magnetic strength B50/T | Iron loss P1.5/50/Wkg-1 |
|---|---|---|---|---|---|---|
| No.1 | 900 | 60 | 2.64 | 7.65 | 1.665 | 4.970 |
| No.2 | 950 | 60 | 2.72 | 7.65 | 1.706 | 4.721 |
| No.3 | 1000 | 60 | 3.20 | 7.63 | 1.687 | 4.57 |
| No.4 | 1050 | 60 | 4.12 | 7.60 | 1.666 | 4.343 |
| No.5 | 1000 | 90 | 4.50 | 7.55 | 1.683 | 3.447 |
| No.6 | 1000 | 150 | 5.64 | 7.50 | 1.706 | 1.874 |
| No.7 | 1000 | 180 | 5.32 | 7.50 | 1.708 | 1.884 |
| No.8 | 1000 | 210 | 6.37 | 7.48 | 1.706 | 1.843 |
1. 对渗硅后的硅钢进行高温退火, 1000℃下退火时间为60-210 min, 退火试样的平均晶粒尺寸为187 μm左右, 正好落入最佳铁损尺寸范围内(100-200 μm)。退火温度为1000℃、退火为210 min的试样, 其Si浓度分布已均一化。
2. 在较高温度下退火, 延长退火时间可使硅钢的{111}面织构密度降低, {100}和{110}面织构增加, 并得到密度为6.4的高斯织构{110}<001>。退火温度和时间对硅钢的磁感应强度影响不大, 退火时间对铁损的影响较大。退火时间一定时, 随着退火温度的提高磁感应强度变化不明显, 铁损逐渐降低; 退火温度一定时, 随着退火时间的延长铁损明显降低; 温度为1000℃、退火210 min的硅钢, 其铁损低而磁感应强度较高。

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}