
何金珊, 张海龙, 张洋, 李建伟, 王西涛
北京科技大学新金属材料国家重点实验室 北京 100083
HE Jinshan, ZHANG Hailong, ZHANG Yang, LI Jianwei, WANG Xitao
中图分类号: TG146
通讯作者:
收稿日期: 2013-11-20
修回日期: 2014-01-24
网络出版日期: --
版权声明: 2014 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
用超高压熔渗法制备了金刚石体积分数为90%的铜/金刚石复合材料, 其热导率为662 Wm-1K-1, 比用其它方法制备的这种材料的热导率高。SEM、EDS和XRD的表征结果表明, 这种铜/金刚石复合材料的界面结合良好, 金刚石与铜之间有过渡层, 部分金刚石相互连通。
关键词:
Abstract
The Cu/diamond composites containing 90% (volume fraction) diamond particles were prepared at 1200°C under a pressure of 5 GPa by high pressure liquid infiltration method, giving a measured thermal conductivity of 662 Wm-1K-1. The characterization of composites by means of SEM, EDS and XRD shows that the interfacial bonding of Cu/diamond is strong, and a transition layer exists between diamond and Cu. Besides, some diamond particles are found to be inter-connected. The Cu/diamond composites fabricated by this method exhibited a thermal conductivity far superior to those produced by other means.
Keywords:
随着电子产品向小型化、集成度高、高性能化等方向发展, 系统元件的单位散热量不断增大, 传统的热管理材料如Invar、 Kovar、W-Cu 和 Mo-Cu[1] 等已不能满足要求。因此, 电子元件的散热成为电子工业发展的关键问题, 开发高热导率和高可靠性的电子封装材料尤为重要。
碳纳米管的热导率高达3000 Wm-1K-1, 但因其具有各向异性而不适合用作热管理材料。金刚石也具有较高的热导率, 约为1200-2000 Wm-1K-1, 没有各向异性, 因此可用做热管理复合材料的弥散相。铜具有较高的热导率, 非常适合用作热管理材料的基体相[2]。铜/金刚石复合材料在理论上具有较高的热导率, 称为第三代先进电子封装材料。
但是, 以纯铜作为基体的铜/金刚石复合材料的热导率并不理想。例如, Chu等[3]用热压方法制备的铜/金刚石复合材料的热导率为192 Wm-1K-1, Shen等[4]利用熔渗方法制备的铜/金刚石复合材料的热导率为118 Wm-1K-1, Zhang等[5]通过改善放电等离子体烧结(SPS)工艺制备铜/金刚石复合材料的热导率为335 Wm-1K-1。铜/金刚石复合材料热导率不高的主要原因是, 铜和金刚石的润湿角为154°, 两相界面润湿性差, 从而导致界面结合较弱, 在复合材料的两相界面处易产生孔洞和裂缝。改善铜/金刚石界面结合的方法主要有两种, 分别为金属合金化和金刚石表面金属化。但是, 这两种方法都有较大的不足。对于金属合金化, 添加到铜基体的合金元素含量需要严格控制; 对于金刚石表面金属化, 金刚石表面镀层的均一性很难实现。
超高压熔渗法是一种结合高温高压方法和熔渗法的金属基复合材料制备方法, 比其它方法更有利于制备出致密的铜/金刚石复合材料, 且高压条件能够促进金刚石骨架的形成。本文用超高压熔渗法制备铜/金刚石复合材料, 通过微观结构表征。
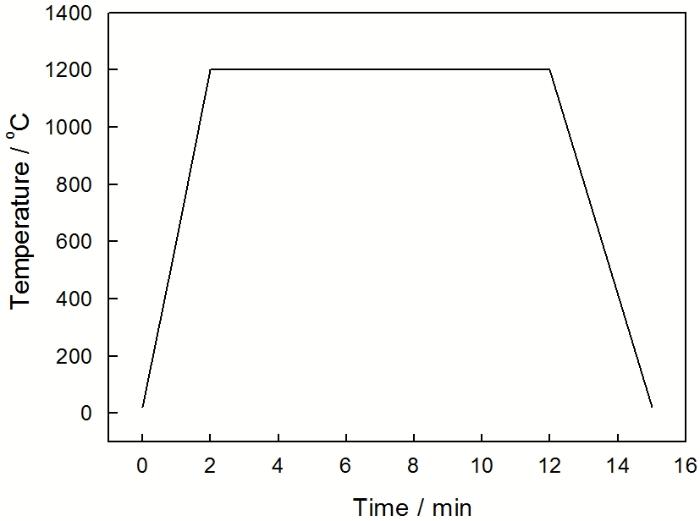
使用MBD8级人造金刚石(粒度为220-245 mm)作为分散相, 用纯度为99.95%(质量分数)的铜块作为金属基体。先将金刚石粉末放入钼金属杯中, 再将铜块放在金刚石粉末上方, 然后盖上另一个钼金属杯。将该装置在550℃、气压小于10-2 Pa的条件下进行真空热处理, 再将其放入六面顶中, 升温至1200℃并在5 GPa条件下保温10 min, 制备出铜/金刚石复合材料。其工艺曲线如图1所示。
图1 铜/金刚石复合材料的制备工艺曲线
Fig.1 Temperature processing graft for fabricating copper/diamond composites
用激光将其切割成直径10 mm厚3 mm的圆柱形样品, 并用带有细小颗粒的金刚石磨具将其表面磨平。
用Archimedes排水法测量铜/金刚石复合材料的密度, 其热导率
其中α为热扩散系数, r为样品密度, Cp为样品比热。用 LFA427型激光闪射仪测定复合材料的热扩散系数和比热。用Zeiss Supra 55型场发射扫描电镜(FE-SEM)观察复合材料的显微结构和界面结构, 用能谱(EDS)分析铜/金刚石界面处的元素分布, 用DMAX-RB型X射线衍射仪(XRD)进行物相分析。
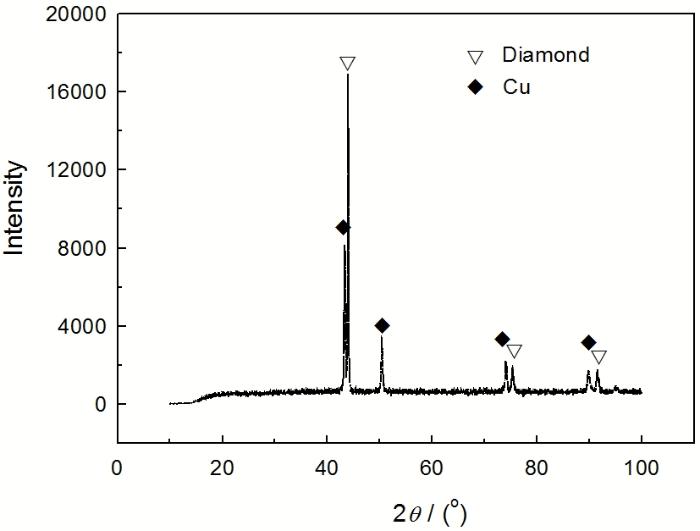
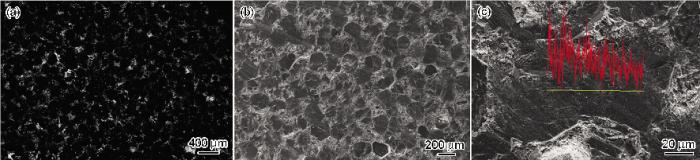
从图2可以看出, 在43.9°, 75.3°, 91.5°出现了金刚石的三个强峰, 在43.3°, 50.4°, 74.2°和90.0°出现了铜的衍射峰。这表明, 样品中只含有金刚石和铜, 没有石墨相。这也表明, 块体材料中的金刚石并未发生石墨化或石墨化的程度非常低。其原因, 可能是本文使用的金刚石品质比较高, 烧结压强高, 且保温时间比较短。图3给出了所制备的铜/金刚石复合材料经激光切割获得的样品表面微观结构。在图3a的背散射照片中, 黑色部分为金刚石, 样品表面的金刚石分布比较均匀, 其体积分数较大, 用定量金相法统计得到的金刚石体积分数为90%。从图3b的SEM照片可见, 金刚石颗粒形貌完整, 没有出现金刚石颗粒的脱落, 表明金刚石和铜的界面结合较好。图3c所示的EDS图是对两个连接在一起的金刚石颗粒进行线扫描, 可见两个金刚石颗粒连接处的碳信号并没有减弱, 表明金刚石/金刚石界面消失, 局部的金刚石颗粒之间相互连通。
图3 铜/金刚石复合材料的表面微观结构
Fig.3 Surface microstructure of the copper/diamond composites (a) backscattered electron photograph, (b) SEM photograph, and (c) element line scan
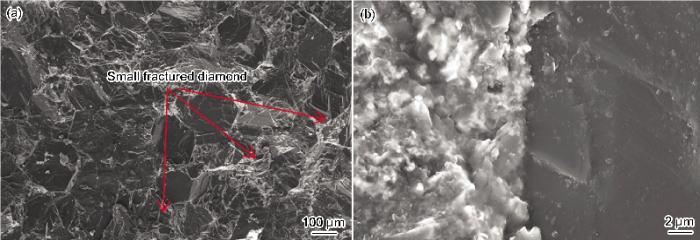
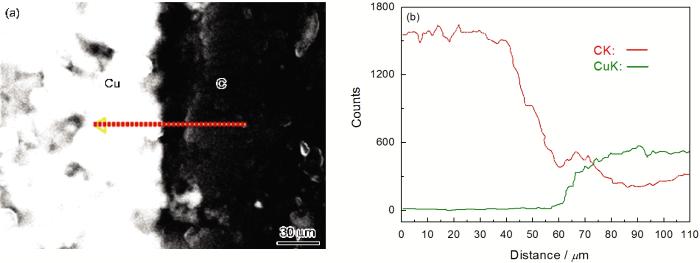
由图4可见, 铜和金刚石的界面处没有发现孔洞或裂纹, 说明金刚石与铜界面结合良好。许多金刚石颗粒呈现断面的形貌特征(图4a), 可从两个方面解释此现象。一方面是样品断裂时的瞬间作用力很大, 金刚石体积分数高达90%且部分金刚石颗粒相互连通, 从而导致金刚石颗粒发生断裂。另一方面, 铜与金刚石的界面结合良好, 而人造金刚石由于含有缺陷而导致强度降低, 因此, 两相界面结合强度有可能高于金刚石强度。另外, 由图4a可以看出, 制备的铜/金刚石复合材料中含有部分碎掉的金刚石。其原因是, 在制备过程中过高的压力导致部分金刚石被压碎。图5表明, 碳元素和铜元素在界面处的分布逐渐变化, 表明界面处存在过渡层。又由图2可知, 铜/金刚石复合材料样品中并没有产生新物质, 说明在金刚石与铜的界面处部分碳和铜呈现互溶状态, 形成冶金结合。
图4 铜/金刚石复合材料的断口SEM像
Fig.4 SEM images of fractured surfaces of the copper/diamond composites: (a) low magnification, (b) high magnification
图5 铜/金刚石复合材料的界面线扫描结果
Fig.5 Element line scanning results for interface of the copper/diamond composites: (a) the detected area of EDS, (b) the distribution of elements
用超高压熔渗法制备的铜/金刚石复合材料的热导率为662 Wm-1K-1。金属/金刚石复合材料热导率的预测模型有混合定律、Maxwell公式和Hasselman-Johnson(H-J)模型[6], 其中H-J模型应用最为广泛, 其热导率为
其中lc、lm和ld分别为复合材料、金属基体和弥散颗粒的热导率, Vd为弥散相的体积分数, a为弥散相的颗粒半径, hc为界面热导。根据声子错配模型[7]计算, 铜/金刚石复合材料的hc值为48.1×106 Wm-2K-1, 金刚石的热导率测定为1800 Wm-1K-1[8], 铜的热导率为400 Wm-1K-1[9]。将这些参数值代入式(2), 计算出H-J模型的预测值为989 Wm-1K-1。对比表明, 所制备的铜/金刚石复合材料热导率的实验值低于H-J模型预测值。分析其原因, 一方面是由于H-J模型假设铜/金刚石是理想界面结合, 传热声子在界面位置处完全发生交换; 而由于铜和金刚石的声子阻抗相差悬殊, 界面对载热声子产生散射从而阻碍热量传导, 并对整个复合材料的热导率产生影响。另一方面, 由于在制备过程中部分金刚石发生破碎而增大界面面积, H-J模型并未考虑这些增加的界面面积, 因此复合材料热导率的预测值偏高
图6给出了采用不同方法制备的铜/金刚石复合材料热导率的比较。本文所制备的铜/金刚石复合材料的热导率值为熔渗法的3倍[4], 热压法的3倍[3], SPS法的2倍[5], 可见用超高压熔渗法制备的铜/金刚石复合材料的热导率远比其它方法的高。其原因是, 一方面用热压法等其它方法所制备的复合材料中铜/金刚石界面结合较弱, 界面处多含有孔隙, 而空气的热导率仅为0.026 Wm-1K-1 [10], 导致界面热阻非常大, 使金刚石的高热导率优势不能发挥。用超高压熔渗法制备铜/金刚石复合材料时, 高压处理促进了界面结合, 使铜与碳之间形成扩散层, 获得良好的界面结合。另一方面, 用热压法等其它方法所制备的铜/金刚石复合材料中金刚石体积分数一般为40%-70%左右, 而用超高压熔渗法所获得的金刚石体积分数高达90%。另外, 在用超高压熔渗法制备的铜/金刚石复合材料中金刚石颗粒相互连通, 从而减少了影响声子传导的界面面积。
图6 不同方法制备的铜/金刚石复合材料热导率比较
Fig.6 Comparison of thermal conductivity for copper/diamond composites fabricated with different methods. The dotted line represents the value predicted by the H-J model. LI: liquid infiltration, HP: hot pressing, SPS: spark plasma sintering, HPLI: high pressure liquid infiltration
用超高压熔渗法可在1200 °C、5 GPa、保温10 min的工艺条件下制备出金刚石体积分数为90%的铜/金刚石复合材料。铜和金刚石的界面结合较好, 界面处发现铜和碳的过渡层, 部分金刚石颗粒相互连通。本文用超高压熔渗法制备的铜/金刚石复合材料其热导率测试值为662 Wm-1K-1, 远高于其它方法制备的铜/金刚石复合材料。

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}