
王效岗 , 李乐毅, 王海澜, 周存龙, 黄庆学
, 李乐毅, 王海澜, 周存龙, 黄庆学
太原科技大学冶金设备设计理论与技术省部共建国家重点实验室培育基地 太原 030024
WANG Xiaogang, LI Yueyi, WANG Hailan, ZHOU Cunlong, HUANG Qinxue
中图分类号: TB331
通讯作者:
收稿日期: 2014-01-9
修回日期: 2014-02-15
网络出版日期: --
版权声明: 2014 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
将弯曲分层矫直数值计算和实验验证相结合, 研究了双金属复合板材辊式矫直过程中的连续弯曲变形和力能参数。结果表明, 使用弯曲分层矫直计算模型是计算双金属复合板材矫直过程的有效方法, 分层算法的结果与实验数据有较好的一致性; 双金属复合板材弯曲应变的中性层与几何中间层产生偏离, 中性层位置随弯曲程度和材料比例而变化; 同时, 由于材料的力学性能不同, 在同一弯曲单元内各组元材料的塑性层比例也不同; 计算模型所给出的在双金属复合板材矫直过程中应力应变的演化, 与单一材料有明显的不同; 在不考虑原始曲率的前提下, 矫后残余应力随着弯曲单元的增加而减小。
关键词:
Abstract
The bending stress and strain of bimetal plate during roller leveling process are studied by means of both numerical analysis and experimental verification. The results show that the calculated results are agreed fairly well with the measured data. There is a deviation between the positions of the neutral layer of strain and the geometric middle of the plate thickness. At the same time this deviation changes with the ratio of the thickness of the two metallic materials, as well as the bending degree of bimetal plate. Furthermore, the percentage of the plastic layer for each of the two metallic materials in one bent unit is different owing to the difference of their mechanical property, while the roller leveling induced residual stress decreases with the increasing number of bent units.
Keywords:
双金属复合板材, 是用复合技术使两种性能不同的金属在界面上牢固结合而成的一种新型复合材料[1]。双金属复合板材利用组成材料的性能优势, 具有优异的综合性能, 已应用于汽车船舶、机械电子、石油化工、航空航天和国防军工等方面[2, 3]。
双金属复合板材的制备, 有轧制复合法、爆炸复合法、爆炸轧制复合法、扩散焊接法、浇铸复合法等[4~10]。用这些方法制备的复合板材, 都可能有一定的板形缺陷。由于下游产业对复合板材来料板形的要求不断提高, 矫直工序已成为双金属复合板材生产的必要环节。辊式矫直方法的产品其矫直精度高, 能实现自动化高效生产, 已用于板材的连续生产[11, 12]。但是现有的辊式矫直理论建立在单一材料的连续反复弯曲变形基础上[13~16], 不能直接应用于双金属复合板矫直。本文针对双金属复合板材料的分层特点, 考虑到材料的包辛格效应和中性层偏移, 采用弯曲过程分层算法建立一个双金属复合板材辊式矫直模型, 用于分析典型双金属复合板材矫直过程中的弯曲应力应变, 并对矫直模型的正确性进行实验验证。
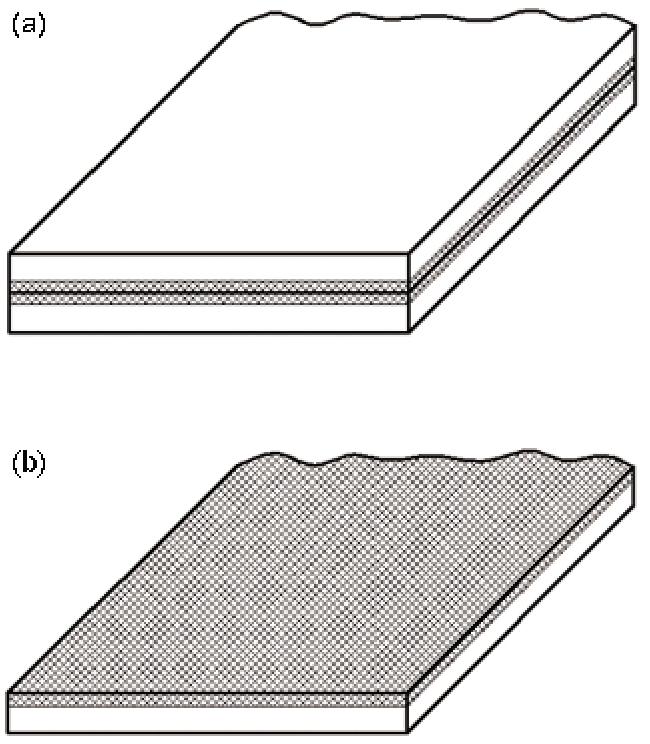
热轧复合法, 是在一定温度和轧机压下变形作用下实现两种以上金属板材的冶金结合。在热轧复合法中, 组坯为中间用隔离剂分开的两层(覆层金属+基层金属), 上下表层为基层金属。为了防止加热过程中界面氧化, 将组坯周边焊接并抽真空。将组坯加热后, 在轧机压下变形的作用下将覆层和基层牢固地结合在一起。为了后续加工, 热轧复合板需要热矫直工序。目前, 采用中厚板生产线用热轧复合法生产复合板, 由中厚板热矫直机完成热轧复合板矫直工序。用这种方法生产的热轧复合板为四层结构(图1a), 需要剪切精整线, 切头定尺并切边后剥离为双层复合板(图1b)。双层复合板由于轧制或冷却过程中两种材料性能的不同, 产生较大的残余应力, 可能存在较大板形问题, 一般通过冷矫直工艺进行改善。经过冷矫直机的复合板, 根据要求通过修磨、探伤、热处理等工序形成合格复合板。
图1 双金属复合板材(阴影-覆盖层, 白色-基层)
Fig.1 Scheme of bimetal-plate (shadow-clad layer, white-matrix layer)
爆炸复合法, 是用爆炸产生的冲击波推动覆板高速向基板运动, 排出间隙中气体的同时通过撞击, 在接触界面上发生薄层金属的塑性变形、结合, 从而将双层金属板焊合。在爆炸复合法中, 组成复合板的覆板和基板通过表面处理后进行爆炸复合, 然后复合板经过矫直、热处理、探伤等工序形成合格爆炸复合板产品。一般爆炸复合板为双层复合板(图1b)。爆炸复合法的爆炸焊接对板面的大小、形状及生产批量具有很高的灵活性, 其工艺流程需要多台矫直不同厚度范围的冷矫直设备。
现有的矫直理论假定材料为单一材料, 认为金属材料的弯曲为简单弯曲, 材料弯曲变形时中性层与材料几何中心层重合, 弯曲截面上各点的位移正比于该点至中性层的距离, 横截面仍为平面, 板材内部应力、应变分布关于中性层对称分布。
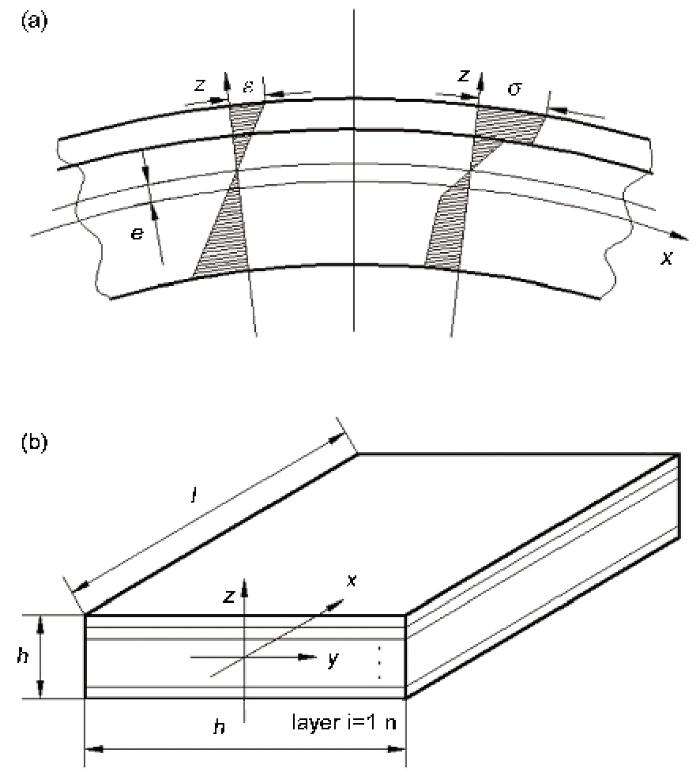
在双金属复合板弯曲变形中, 材料的非一致性使其产生内部应变连续和内部应力的不连续, 使板材内部应力、应变关于几何中心层非对称分布。同时, 变形中性层在板材厚度方向上位置必须满足
图2 双金属复合板材弯曲变形和弯曲单元的分层
Fig.2 Bending deformation and layer define of bimetal-plate
弯曲分层算法在不同变形层上采用相应材料模型, 求解双金属复合板材矫直问题有较强的适应性, 是在经典矫直过程理论中变形与曲率、应力应变之间的解析公式基础上考虑材料模型和中性层的影响而建立的。
弯曲分层算法的分割层(图2b), 在矫直弯曲单元中沿板厚将板厚划分为
在弯曲变形时, 条层符合以下基本假设:由于板宽/板厚值较大, 忽略材料沿板宽方向的变形对弯曲变形的影响; 同条层内变形沿板材宽度方向均匀分布; 变形材料屈服符合Von Mises 屈服条件; 忽略板厚方向的变形对弯曲的影响; 遵守平截面变形原理, 即弯曲变形时截面上各点的位移正比于该点至中性层的距离, 横截面仍为平面, 变形与断面高度的关系是线性关系; 应力中性层和应变中性层重合; 当
矫直弯曲分层计算流程: 首先, 通过矫直机辊系的入口/出口压下量, 确定每个弯曲单元的反弯曲率, 把材料的原始曲率作为第一矫直单元原始曲率, 然后计算每个弯曲单元的内力矩。在这个过程中对板材进行分层, 并对每个计算层进行应力和应变的计算, 根据在整个截面上应力之和应等于零迭代计算确定偏移量
在经典矫直理论分析中, 根据材料的应力应变曲线确定弹塑性弯曲变形中应力沿截面分布的规律, 并把材料的拉伸和压缩应力应变曲线近似同一曲线, 这些假设均影响矫直的精确性。
在实际矫直弯曲过程中板材沿厚度方向的各层纤维产生不同程度的拉伸、压缩变形, 这些纤维在矫直过程中承受一个循环载荷的工况, 其循环次数取决于矫直过程弯曲次数。在这种状况下, 包辛格效应是显然的。在循环加载下应力应变曲线有不同的形式, 除包辛格效应外, 还存在同向加工硬化、同向加工软化等现象, 都与材料及其组织状态有关。只有把合适的材料模型引入矫直计算过程, 才能对矫直过程精确求解。在双金属复合板材矫直计算中, 在不同条层可采用不同的与其实际材料相一致材料模型, 解决了材料分层时矫直计算困难问题。
为了简化计算, 本文使用的材料模型采用由曲线a:
算例采用板材为爆炸复合后经机械加工的双金属复合板(Q245R+06Cr13), 组元材料力学性能列于表1。
表1 试验材料组元的力学性能
Table 1 Parameters of experimental materials
| Material | Yield strength, | Ultimate strength, | Modulus of elasticity, E/GPa | Elongation, δ/% |
|---|---|---|---|---|
| Q245R | 245 | 460 | 21.4 | 25 |
| 06Cr13 | 345 | 490 | 22.0 | 24 |
在计算中假定材料原始曲率
双金属复合板(3 mm Q245R + 3 mm 06Cr13)弯曲截面弯曲应力应变分布, 如图4a, b所示。
图4 截面内应力应变的分布
Fig.4 Distribution of stain and stress in cross section (3 mm Q245R +3 mm 06Cr13)
在矫直过程中, 弯曲应变
矫直过程中及矫直后的残余应力应变的大小及分布, 是人们关心的问题。计算得到的截面上残余应力应变及分布, 如图4c, d所示。在不考虑原始曲率的前提下, 残余应力应变随着弯曲单元的增加而减小。在本算例中, 残余应力应变最大值出现在Q245R中, 其值从第1弯曲单元后最大206.3 MPa/8.9×10-4, 变为矫后的最大31.5 MPa/1.46×10-4; 根据其分布, 残余应力应变呈波浪状, 波浪位于材料弯曲应变的弹性区向塑性区过渡的区域, 每个弯曲单元均产生一个峰值, 最大值一般为最后两个弯曲单元产生。
双金属复合板(4.5mm Q245R +1.5mm 06Cr13)的弯曲截面弯曲应力应变、残余应力应变分布, 如图5所示。在矫直过程中弯曲变形与上一算例相似, 但组成复合板材料比例的变化导致应力应变存在一定区别。首先, 复合板的结合面从上一算例中弹性变形区变为本算例的塑性变形区, 这使弯曲变形呈现连续的弯曲应变和跳跃的弯曲应力分布。结合面对弯曲应力影响在前几道弯曲过程影响较大, 随着弯曲道次的增加塑性层减小并外移, 结合面进入弹性变性区后影响逐步减小。结合面的存在使弯曲应力增加了一个起伏峰值, 也使矫后残余应力应变产生一个峰值。其次, 由于组成复合板材料比例变化, Q245R占复合板主体, 总体上产生中性层偏移的两组元材料弯曲应力差值减小, 即中性层偏移量减小。在本算例中, 中性层偏移量从第1弯曲单元的4.7%(偏移量/厚度)降到第9弯曲单元0.8%。整体小于上一算例。第三, 本算例中塑性区的比例与上一算例有所不同。在第1弯曲单元Q245R中塑性区百分比为57%, 06Cr3中塑性区百分比为100%。算例中残余应力应变的最大值出现在Q245R中, 其值从第1弯曲单元后最大197.3 MPa/8.51×10-4, 变为矫后的最大32.5 MPa/1.56×10-4。
图5 截面内应力应变的分布
Fig.5 Distribution of strain and stress in cross section (4.5 mm Q245R +1.5 mm 06Cr13)
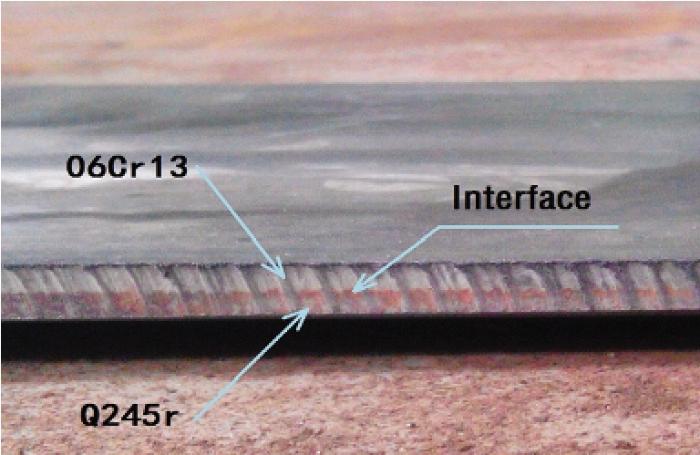
实验设备为多功能液压辊式矫直实验平台, 平台包括矫直本体、传动装置、电气控制、液压伺服系统的部分组成。实验平台主要技术参数为辊距100(120) mm、辊径90 mm、设计矫直力2000 kN、矫直材料厚度范围2-6 mm、宽度小于800 mm。实验中用应变测量压头测定矫直力能参数。实验复合板材(Q245R+06Cr13)的尺寸为800 mm×150 mm×6 mm, 如图6所示。实验采用不同入口压下量和相同出口压下量, 进行了3组实验。
根据分层计算模型, 在已知弯曲应力分布条件下, 弯曲内弯矩可通过弯曲条层的弯曲应力值与条层到中性层距离之积的和求出, 从而可求出矫直过程的矫直力。双金属复合板矫直过程矫直力实验数据与理论计算结果, 列于表2, 从表2可见, 采用弯曲过程分层算法计算出的单向矫直力与实测结果基本相符, 表明弯曲分层算法可较好地用于计算双金属复合板材。
表2 矫直力的实验数据与理论计算
Table 2 Comparison between calculated result and measured one (A:6 mm Q245R, B: 6 mm 06Cr13, C:3 mm Q245R+3 mm 06Cr13, D: 4.5 mm Q245R+1.5 mm 06Cr13)
| Material | Intermesh (in)/mm | Intermesh (out)/mm | Calculated force/kN | Measured force/kN |
|---|---|---|---|---|
| A | 0.50 | 0.30 | 106 | / |
| B | 0.50 | 0.30 | 124 | / |
| C | 0.50 | 0.30 | 115 | 119 |
| D | 0.50 | 0.30 | 112 | 108 |
| A | 0.85 | 0.30 | 123 | / |
| B | 0.85 | 0.30 | 151 | / |
| C | 0.85 | 0.30 | 137 | 134 |
| D | 0.85 | 0.30 | 133 | 128 |
| A | 1.20 | 0.30 | 135 | / |
| B | 1.20 | 0.30 | 175 | / |
| C | 1.20 | 0.30 | 155 | 150 |
| D | 1.20 | 0.30 | 150 | 147 |
1. 弯曲分层矫直计算模型可有效地用于计算双金属复合板材矫直过程。 双金属复合板材弯曲应变的中性层与几何中间层产生偏离, 中性层位置随弯曲程度、材料比例而变化。
2. 由于材料力学性能不同, 在同一弯曲单元内各组元塑性层比例不相同。在不考虑原始曲率的条件下, 残余应力应变随着弯曲单元的增加而减小。

/
| 〈 |
|
〉 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}