
林涛 , 程明
, 程明
LIN Tao, CHEN Ming
中图分类号: TG142
通讯作者:
收稿日期: 2013-06-4
修回日期: 2013-07-17
网络出版日期: --
版权声明: 2014 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
通过对比通有保护气、无保护气、仿工业化热冲压的热冲压件的性能, 研究了热冲压过程中冷速对硼钢22MnB5组织性能的影响规律。结果表明, 在三种工艺条件下实验件的冷却速度均大于马氏转变的临界冷却速度, 组织均为板条状马氏体, 抗拉强度在1500 MPa以上。冲压模具的温度升高, 板料表面存在氧化皮, 都会使板料的冷却速度减小, 马氏体片层变粗, 性能下降。通过降低模具温度, 增加板料加热时的起保护, 可使得板料冷速增加, 马氏体组织细小, 获得强度为1600 MPa以上, 强塑积接近20, 000 MPa%的热冲压硼钢件。
关键词:
Abstract
The effect of cooling rate during punching process on the microstructure and mechanical property of the 22MnB steel was investigated by three different processing conditions i.e. the processes with and without argon protection as well as a simulated industrial process. The results show that the cooling rates of all the hot punched parts with the three different processing conditions are higher than the critical cooling rate of 22MnB5 steel, thus the hot punched steels with a microstructure of lath martensite exhibit tensile stresses higher than 1500 MPa. When the temperature of hot punch tools is higher, an oxide scale appeared on the punched workpiece surface, thereby, the cooling rate and the mechanical property of the steel become lower, and the martensitic plate becomes thicker. The hot punched part with tensile strength about 1600 MPa and strength multiplied ductility c.a. 20, 000 MPa% was available by heating with argon protection while reducing the initial temperature of punch tools to ambient temperature. This is because the cooling rate of the punched part was high and thereby the martensite plates of the steel became fine for the process with protective gas.
Keywords:
汽车轻量化的手段之一是降低车体的重量, 如采用高强度和超高强度钢制造汽车的防撞梁、B柱等零件, 可在降低车体重量的同时提高汽车的车身的强度、提高安全性[1]。热冲压工艺可有效解决高强度钢板的成形局限性, 成形件精度高, 回弹很小。其工艺原理是将板料奥氏体化后迅速转移到模具中, 同时进行快速冲压、淬火过程, 最终在高于临界冷速条件下使板料获得高强度的马氏体组织, 强度接近1500 MPa, 但塑性较差 [2, 3]。文献[4]确定了22MnB钢的奥氏体化工艺制度, 测定了冷速与接触压力的关系, 以及采用反求法求得模具-板料的换热系数。文献 [5, 6]提出了新的板料加热方式——电阻加热以提高速度, 减少板料转移过程中的温降, 文中分析了加热温度对成形性的影响, 发现成形板料回弹小, 氧化程度轻。文献[7]测定了工业条件下的硼钢的相变点, 以及不同温度与应变速率下的力学性能曲线, 发现温度是影响材料流动应力的主要因素。文献[8] 研究了淬火加热温度、保温时间及水流速度对零件力学性能、组织的影响规律, 确定了优化参数的范围, 为实际工艺提出积极的指导。文献 [9, 10]分析了在模具温度, 压边力对零件力学性能影响规律, 但未能给出零件塑性的变化规律以及分析, 未分析零件的综合性能。
本文在传统热冲压工艺的基础上将模具温度降低到室温, 并在加热过程中对板料进行气体保护, 通过对比模温为室温、未气体保护的热冲压件、仿工业化热冲压件的性能, 研究热冲压过程中冷速对硼钢组织性能的影响规律。
实验用材料为22MnB5, 名义成分列于表1。供货状态钢板为冷轧钢板, 厚度为2 mm。组织为变形珠光体+铁素体, 如图1a所示, 其抗拉强度为660 MPa, 延伸率为24%。板料的尺寸为160 mm×100 mm×2 mm, 在板料厚度方向上钻间距2 mm, 直径1 mm, 深4 mm的两个圆孔, 如图1b, 内焊K型热电偶以检测板料温度变化。
表1 实验钢22MnB5化学成分
Table 1 Chemical compositions of test steel 22MnB (mass fraction, %)
| Mat. | C | Si | Mn | Cr | Ti | B |
|---|---|---|---|---|---|---|
| 22MnB | 0.23 | 0.25 | 1.20 | 0.18 | 0.03 | 0.003 |
Fig.1 板料的组织和尺寸
Fig.1 Microstructure and dimension of blank, (a) Microstructure of as-delivered condition of 22MnB steel, (b) Dimension of the blank
为改善工件表面质量, 提高板料与模具的传热效果, 设计了钢板加热气体保护装置, 如图2a所示。加热时板料放于密闭的盒中, 盒上外接通气管, 内通氩气保护板料防止氧化。所用压机为100吨液压机, 凸模下行速度15 mm/s, 如图2b所示。热冲压模具钻有通孔, 内置加热棒加热模具。为对照实际工况的热冲压工艺, 将凹模、凸模加热到300℃[11]。
图2 热冲压实验设备
Fig.2 Experimental apparatus in hot stamping (a) Schematic of gas-protection device for heated blank, (b) Hot stamping tools
为分析冲压件主体部分的温度与组织变化以及性能, 本文用小板进行热冲压试验, 板料尺寸小于盒型件底部。具体实验工艺为: 板料置于950℃的热处理炉中加热3-5 min, 取出后在3 s内转移至模具, 压机快速冲压, 而后保压使板料淬火。分别进行模具温度为室温, 板料加热时带有气体保护装置的热冲压实验(记为“工艺1”)与模具温度为室温, 板料加热时未加气体保护装置的热冲压实验(记为“工艺2”)以及模具初始温度为300℃, 带有气体保护装置的热冲压实验(记为“工艺3”), 如表2所示。
表2 三种工艺的参数
Table 2 Parameters of three kinds of processing
| Gas protection for the heated blank | The temperature of the dies | |
|---|---|---|
| Process 1 | Yes | Room Temperature |
| Process 2 | No | Room Temperature |
| Process 3 | Yes | 300℃ |
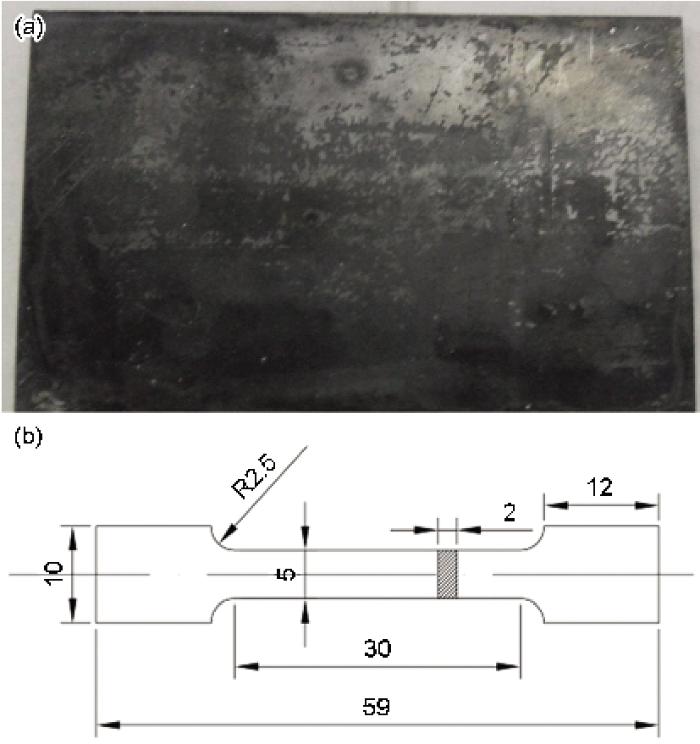
在冲压板上截取如图3所示的拉伸试样进行室温拉伸实验, 三种工艺各取2组拉伸试样分析板料的力学性能, 并进行维氏硬度(HV)分析。采用过饱和苦味酸溶液对试样进行腐蚀后, 在SSX550扫描电镜上进行SEM分析。
图3 冲压后的板料与拉伸试样尺寸(mm)
Fig.3 Hot stamped blank and the dimension of the tensile specimen, (a) Hot-stamped blank, (b) Dimension of the tensile specimen
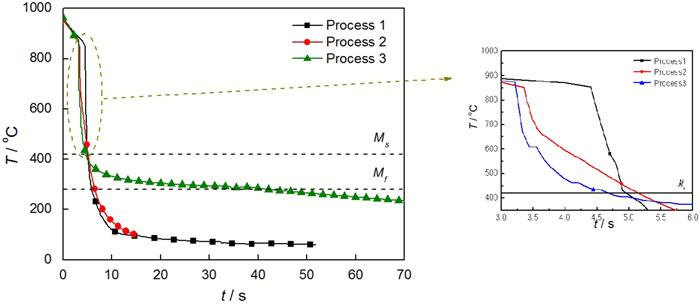
三种实验工艺热冲板的温度历程如图4所示。板料都经历了加热、转移、冲压、保压淬火四个阶段。板料的出炉温度约为950℃, 经历转移、冲压阶段3-5 s, 温度降至850-870℃时开始保压淬火, 而后板料温度快速下降, 保压一定时间后完成淬火过程。
由图4中的保压淬火阶段可知, 板料Ms点之前的冷却速度都较高, 工艺1的冷速约为840℃/s, 接近水淬冷速; 工艺2的冷速与工艺3的冷速相对较小, 分别为250℃ /s与318℃/s。三者冷速都远高于材料的临界冷速30℃/s[1]。而在Ms至Mf点之间, 三者冷速各不相同: 工艺1的冷速最高, 147℃/s; 工艺2的冷速略低, 98℃/s, 二者远高于临界冷速; 而工艺3的冷速低于临界冷速, 7.35℃/s, 在Ms至Mf点之间经历了20 s, 与实际工况的保压时间相接近。此外, 工艺1 的平均冷速最高, 387℃/s; 工艺2的平均冷速有所降低, 为178℃/s; 而工艺3的平均冷速最低, 约为20℃/s。
由上述结果可知, 在热冲压过程中模具温度对板料淬火冷速的影响较大。模温升高, 板料冷速大大降低, 尤其当板料温度接近模温时冷速出现拐点, 大幅减小, 但在较高的温度区间, 板料冷速仍较大, 远大于临界冷速。模温由室温升至300℃时, 高温区板料冷速将降低65%左右; 在接近模温的温度区间板料冷速差别较大, 可达20倍。其原因在于, 模温升高使板料与模具的温差减小, 依据换热公式h= q/△T可知, 换热减缓, 从而使得冷速大幅降低。
此外, 表面氧化皮对板料与模具的传热也有影响。对比工艺1与工艺2的冷速可以看到, 在Ms点以上二者的冷速相差约为3倍, 而在Ms~Mf间二者的冷速相接近。
三种工艺热冲件的力学性能如图5所示。由图5可知, 实验件的抗拉强度均在1500 MPa以上。工艺1冲压的试样其抗拉强度最高(1650 MPa左右), 接近水淬强度; 其塑性最高, 断后延伸率可达12%(断面收缩率37%), 强塑积19, 320 MPa%。工艺2冲压的试样其抗拉强度约下降50 MPa, 断后延伸率接近11%。工艺3的试样其强度与塑性最低, 为1500 MPa, 与实际工件相一致。硬度变化规律同强度变化的数值与规律相一致。
图5 冲压件的力学性能
Fig.5 Mechanical properties of the three stamping workpieces (a) stress-strain cures of hot-stamped blank, (b) Vickers hardness
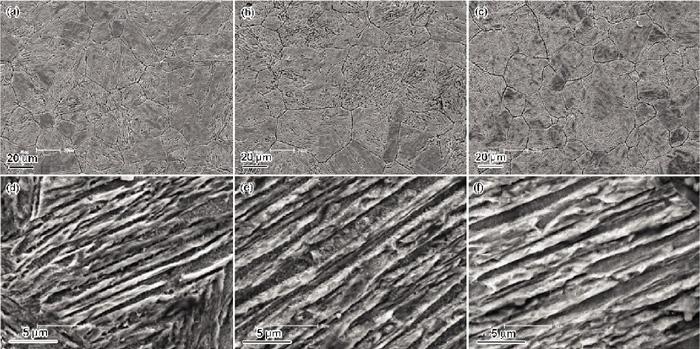
不同工艺的热冲压板的扫描电镜照片如图6所示。由图6可见, 三种工艺的板料组织均主要为板条状马氏体组织[9、12、13], 采用面积法测量三者晶粒度均在在7.5级(25 μm)左右。工艺1与工艺2的试样马氏体片层较为细长, 而工艺3的马氏体组织较为粗大。在扫描电镜下观察, 工艺1与工艺2)试样的马氏体束宽度差别不大, 在1.75±0.25 μm; 而工艺3试样的马氏体束宽度略宽, 在2.25±0.25μm [7、9]。
图6 三种工艺热冲件的组织
Fig.6 Microstructure of samples by the three hot stamping processes (a), (d) Process 1; (b), (e) Process 2; (c), (f) Process 3
由上述分析可知, 由于通气保护试样的冲压模具的温度较低, 表面氧化的程度比较轻, 因冷速高形成的马氏体组织细小, 其性能主要由片层尺寸db决定[14、15]。工艺1片层最为细小, 其综合性能相对最好, 强度与延伸率高于另外二者。当模具温度为300℃时板料的冷速降低, 尤其是在Ms~Mf间的冷速大幅降低, 最终形成的马氏体束略宽、粗, 不仅强度有所降低, 塑性也有所下降。对照文献[15]中所述的hall-petch关系可知, 三种工艺的马氏体束尺寸—强度关系接近H-P关系。文中H-P关系斜率 k在0.72-0.85 MPam1/2(即720-850 MPaμm1/2), Δσ=kΔ(2db)-1/2, 当马氏体束片层尺寸db依次从1.5 μm变化到2 μm、2.5 μm时, 相应强度的变化为55.69-65.75 MPa与38.01-44.87 MPa。可见, 图5a)中的强度变化程度(64.55 MPa与43.7 MPa)与之相符合。
在实际冲压过程中通过模具冷却通道的设计, 模具材料的选取等环节可进一步降低热冲压模具温度, 改善板料与模具的换热, 提高工件综合性能。此外, 氧化皮不仅对工件强度与塑性有一定影响, 还恶化表面质量, 增加后续工序, 因此在生产中应增加钢板加热气体保护环节。
依据上述工艺1冲压试制的盒型件(图7a), 其表面氧化程度比用工艺2(图7b)试制的盒型件的程度轻, 且盒底部各处性能均匀, 均为1600 MPa, 延伸率为11±1%, 硬度最大可达500 HV。
图7 用通保护气热冲压(工艺1(a))与未通保护气热冲压(工艺2(b))试制的盒型件
Fig.7 Box-type part by the gas-protection hot stamping process (by Process 1(a)) and the not gas-protection hot stamping process (by Process 2(b))
1. 在热冲压过程中, 模具的温度越高板料的冷速越低。冷却时板料的冷速在接近模温的温度区间出现拐点, 大幅降低。板料表面的氧化层使板料的冷却速度降低、板料表面的质量恶化。
2. 降低模具温度和增加钢板加热气体保护等手段, 可提高板料热冲压过程中的冷却速度, 细化马氏体组织, 改善热冲压工件的综合性能。凹模、凸模为室温, 板料通气体保护(工艺1), 热冲压工件的强度可达1600 MPa, 强塑积接近20, 000 MPa%。

/
| 〈 |
|
〉 |




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}