
王记中
WANG Jizhong
中图分类号: TF123, TG174.442
文章编号: 1005-3093(2017)06-0465-07
通讯作者:
收稿日期: 2016-08-29
网络出版日期: 2017-06-20
版权声明: 2017 《材料研究学报》编辑部 《材料研究学报》编辑部
基金资助:
作者简介:
作者简介 王记中,男,1992年生,硕士生
展开
摘要
采用高能球磨技术制备了NiCrCoAlY-TiB2纳米复合金属陶瓷粉体,用XRD、SEM、松装密度仪、振实密度仪、休止角测量仪和激光粒度仪等对粉体的微观组织结构和性能进行了表征。结果表明,在氩气氛保护下先在转速320 r/min下湿磨20 h,再在转速220 r/min下干磨5 h之后,实现了NiCrCoAlY和TiB2混合粉末在纳米尺度下的稳定复合,该复合粉末呈椭圆状,粒径集中分布在5~50 μm。与初始混合粉体相比,休止角从38.4°降低到32.9°,HR值从1.925减小到1.248,流动性得到明显改善。
关键词:
Abstract
Flowability is a prerequisite for the applicability of powders for thermal spraying. Nanoscale feedstock of NiCrCoAlY-TiB2MMCs (metal matrix composites) was synthesized by high energy ball milling method with NiCrCoAlY and TiB2 powders as raw material, and argon as shielding gas. The milled powder was characterized by scanning electron microscope, X-ray diffraction, apparent density tester, tap-density tester, repose angle tester and laser scattering. The results show that after wet-milled at 320 r/min for 20 h and dry-milled at 220 r/min for 5 h, a stable nanoscale feedstock of NiCrCoAlY-TiB2 MMCs was obtained. The particle size ranges from 5 to 50 μm and a majority of the powders shows ellipsoidal morphology which is expected to have good fluidity during HVOF spraying. Compared with the initial mixed powders, the repose angle of milled powders reduces from 38.4° to 32.9°, HR value reduces from 1.925 to 1.248, indicating the flowability has been improved obviously.
Keywords:
随着高新技术的不断发展,涂层的工作环境也越来越恶劣,对涂层材料的性能如耐高温、抗高温氧化、抗腐蚀、耐摩擦磨损等的要求也越来越高。目前常用的涂层材料如WC系和Cr3C2系涂层已不能满足要求。WC在高温条件下(450℃以上)易发生脱碳分解,耐磨性能大幅降低;而使用温度可达900℃的Cr3C2-M涂层,由于Cr3C2本征硬度不如WC高,耐磨性能不够理想[1~4]。TiB2具有超高硬度(显微硬度34 GPa)、高熔点(2980℃)、优异的抗高温氧化(空气中1000℃)等特性,表现出极好的耐磨、耐蚀和耐高温性能。因此,M-TiB2金属陶瓷复合涂层被认为是替代传统涂层应用于450~1000℃高温耐磨场合的最佳候选涂层材料之一[5,6]。
与微米涂层相比,具有纳米结构的金属陶瓷涂层显微硬度、结合强度和耐磨性能显著提高[7-8]。对于WC、TiB2等陶瓷相,纳米结构可以显著提高颗粒韧性,降低颗粒脆性。然而,纳米粉末在空气中极易自燃,在喷涂过程中,高温下的晶粒尺寸不仅容易长大,且质量轻,流动性差难以到达基体表面,不能直接用于热喷涂。因此,将纳米粉体重构成微米颗粒,是实现热喷涂制备优质纳米涂层的关键环节之一。
现有的制粉工艺中,机械球磨-喷雾造粒-烧结热处理工艺具有成本低、适用范围广、粉末利用率高等优点[9],但在烧结过程中,烧结温度可达粉末熔点的2/3,会促使晶粒长大,晶粒尺寸无法保持在纳米级。Ritesh Sacha等[10]直接采用高能球磨法制备Fe-Cr-Al/30%TiB2复合粉体,通过改进球磨工艺可使TiB2纳米晶均匀弥散分布在金属基体上。
NiCrCoAlY合金具有良好的高温性能,可作为TiB2陶瓷粉的粘结相,增加结合强度和减小因热膨胀系数的不同而产生的应力。为了制备适用于超音速火焰喷涂的NiCrCoAlY-TiB2纳米复合粉体,本文研究了高能球磨过程中NiCrCoAlY和TiB2陶瓷粉的纳米复合过程,用振实密度测试仪、松装密度测试仪、休止角测试仪、SEM、XRD和激光粒度仪等手段对粉末的物理特性进行了表征。
实验材料分别选用高纯TiB2粉(中值粒径D50=3~5 μm,纯度99.5%)和商用NiCrCoAlY喷涂粉(45~25 μm细粉)。实验材料成分见表1。
高能球磨所用设备为启东宏宏仪器设备厂生产的KEQ-2L全方位行星式球磨机。球磨前将两种粉末(40%TiB2(质量分数)和60% NiCrCoAlY(质量分数))在混料机(V-0.002高效混合机)中预混2 h。选用直径分别为15、10、6、5 mm的GCr15不锈钢球,磨球配比取1:4:2:1。为避免粉体发生氧化,在手套箱(MIKUROUNA Universal系列)中按球料比10:1称取45 g预混粉后与25 mL无水乙醇一并放入球磨罐进行球磨,设置转速320 r/min、球磨时间20 h,开始湿磨;球磨结束后,取出罐体置于真空干燥箱(WH-FZG系列)中100℃保温,待无水乙醇挥发完全后,再次将球磨罐放入球磨机上干磨。转速220 r/min,每运行50 min,停机10 min,防止过热发生粉末结块,干磨时间5 h。球磨后过筛(-300目/+500目),低温烘干取样备用。
用NOVA NANOSEM 430高倍电镜(SEM)、Philips X Pert Pro M(Cu Kα)X-ray衍射仪(XRD)、HYL-101斯科特松装密度仪、HY-100D型粉体振实密度测试仪、HYL-105型注入限定底面法安息角测试计和LA-960S激光散射粒度分布分析仪等对粉体的形貌、粒径和流动性等性能进行表征。
采用Hausner(豪斯纳)法判断粉末流动性好坏,取粉体的振实密度与松装密度的比值为HR值。通常用HR值表征粉体的可压缩性及流动性,其值越小,粉体的可压缩程度越小,流动性越好[11~13]。表2反映的是粉体的流动性和可压缩性与HR值之间的关系。
表1 喷涂原料TiB2和NiCrCoAlY的化学成分
Table 1 Chemical compositions of coating material TiB2 and NiCrCoAlY (%, mass fraction)
| Material | Ni | Cr | Co | Al | Y | Si | B | C | Fe | Ti | O | N |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| NiCrCoAlY | Bal. | 16~22 | 4~8 | 3~7 | 0.2~0.6 | - | - | 0.2~0.7 | <1 | - | - | - |
| TiB2 | - | - | - | - | - | - | 30.8 | 0.13 | 0.15 | 68.2 | 0.4 | 0.02 |
表2 粉体的可压缩性、流动性与HR值的关系[
Table 2 The relationship among compressibility, flowability and HR value
| Hausner value | Compressibility/% | Flowability |
|---|---|---|
| <1.2 | <15 | Excellent |
| 1.2~1.4 | 15~30 | Good |
| 1.4~2.0 | 30~50 | Poor |
| >2.0 | >50 | Fail |
图1a,b,c分别是TiB2、NiCrCoAlY粉以及两种粉末经混料机混合后的形貌图。由图可见,TiB2粉末形状极不规则,多棱角,颗粒大小不一,粒径小且跨度范围大,流动性差;NiCrCoAlY粉末基本呈球形或椭球形,表面光滑圆润,粒径大且尺寸均匀,流动性良好;混合粉末中NiCrCoAlY大颗粒弥散分布在TiB2小颗粒中,粒径差距明显。
图1 TiB2粉、NiCrCoAlY粉及两种粉末机械混合形貌图
Fig.1 SEM images of (a) TiB2 powders, (b) NiCrCoAlY powders and (c) mechanical mixture powders
图2是在相同的干磨工艺条件下,经不同时间湿磨后混合粉末的SEM形貌图。图2a是TiB2、NiCrCoAlY混合粉球磨5 h的形貌图。由图可见,经过5 h的球磨,两种粉末都有不同程度的细化,NiCrCoAlY粉末不再是球状,表现出不规则多棱角,TiB2粉末在细化的同时有一部分黏附在NiCrCoAlY颗粒上。图2c是粉体混合粉球磨10 h的形貌图,由图可见,经过10 h的球磨,粉体中仍然有两种粒径相差悬殊的颗粒,大颗粒不再细化,其粒径反而增大,粒径范围变宽,而小颗粒粒径在进一步减小,数量也有了明显的减少,大颗粒上融合了更多的小颗粒。图2e是粉体球磨20 h的形貌图,由图可见,经过20 h的球磨,小颗粒已经非常少了,大颗粒粒径范围相较于球磨10 h的已经明显缩小,且椭球形和圆棒状颗粒居多。图2g是球磨20 h后粉体的截面SEM图,通过能谱EDS分析以及XRD可知,深灰色的硬质相TiB2均匀弥散分布在白色粘结相NiCrCoAlY中。图2 h是将球磨20 h后的粉体分别经300目(约45 μm)筛网和500目(约25 μm)筛网筛选后得到的粒度在300和500目(约45~25 μm)之间的粉末的形貌,由图可知,粉末经过筛分后,尺寸均匀,颗粒呈椭球形或近似球形。
图2 球磨各阶段粉末形貌图、球磨20 h单个颗粒剖面图及过筛后粉末形貌图
Fig.2 SEM images of NiCrCoAlY-TiB2 composite powders after (a, b) 5 h, (c, d) 10 h, (e, f) 20 h of ball milling and (g) cross-sectional SEM image, (h) after sieving
在球磨时,脆性TiB2粉末在与磨球与罐壁的剧烈撞击过程中易产生应力集中,并大量形成微裂纹且迅速扩展,最终破碎、细化。与此同时,延性NiCrCoAlY粉末由于撞击会产生剧烈的塑性变形。随着球磨的进行,破碎的脆性粉末不断被挤入延性颗粒之中,形成软团聚的复合颗粒。由于变形,延性粉末发生加工硬化,复合颗粒内部产生大量的晶格缺陷,积累到一定程度时,复合颗粒断裂。随着球磨的继续进行,破碎的脆性粉末继续被挤入复合颗粒,进行弥散分布,复合颗粒形变达到一定程度又发生断裂,如此反复,脆性TiB2与延性NiCrCoAlY粉末不断细化,最终形成纳米尺度复合结构。由于颗粒尺寸的减小,比表面积和表面能迅速增加,颗粒之间的吸附力急剧增大,此时复合颗粒中不仅产生软团聚,硬团聚的颗粒数也逐渐增多。当颗粒的断裂破碎与冷焊团聚达到动态平衡时,复合颗粒的尺寸不再发生变化。图3是球磨后单个颗粒形貌及其局部放大图。从图中可以看出,球磨后,单个颗粒可达到很高的球形度,由大量的NiCrCoAlY-TiB2纳米复合粉末组成。
图3 球磨后单个团聚颗粒形貌及其局部放大图
Fig.3 SEM images of NiCrCoAlY-TiB2 single agglomeration particle after (a) high energy ball milling and (b) its local magnification image
图4是在相同的干磨工艺条件下,经不同时间湿磨后的混合粉末的XRD图谱。未球磨之前,NiCrCoAlY-TiB2粉末由硬质相TiB2、固溶体NiAl、NiCr和Ni3Al等组成,见图4a。球磨10 h时,从图4b可以看出,混合粉末的衍射峰峰型宽化,衍射峰强度也明显减弱,有些峰如部分NiAl和Ni3Al已经消失不见。球磨20 h时,衍射峰强度急剧降低,除了个别混合峰,大部分衍射峰的峰型特征已经不明显,且进一步宽化,见图4c。由此可见,随着球磨时间的延长,NiCrCoAlY-TiB2粉末的衍射峰强度逐渐减弱,不断宽化,峰位向高衍射角方向偏移。
对比图4a,b,c可知,球磨过程中只发生衍射峰的宽化以及峰强的减弱,没有出现新的衍射峰,表明球磨过程中没有发生机械合金化。峰位向高衍射角方向偏移,是由于球磨时,粉末受到来自磨球、罐壁和其他粉末的巨大冲击力,从而发生破碎,细化。这一过程中,粉末会产生强烈的塑性变形并发生加工硬化,晶粒内部会产生大量位错和晶格畸变,位错积累到一定程度时,将发生多边化,形成亚晶,亚晶又逐渐演变成大角度晶界,最后逐渐使晶粒细化成纳米晶,其颗粒尺寸和晶格参数都发生剧烈变化,从而导致衍射峰位整体向高衍射角方向偏移[14,15]。
图4 原始粉末、湿磨10 h及湿磨20 h粉末的XRD谱图
Fig.4 XRD spectra for powders milled for (a) 0 h, (b) 10 h, (c) 20 h
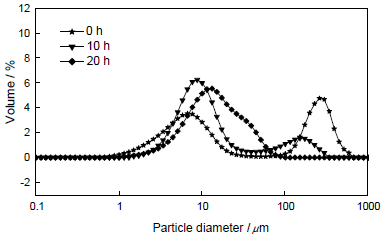
图5是NiCrCoAlY-TiB2粉末分别球磨0、10和20 h的粒度分布图。由图可见,NiCrCoAlY-TiB2粉末在球磨前粒度分布呈双峰结构,球磨结束后呈单峰结构。初始粉呈典型的双峰结构,是由于初始状态下两种粉只是简单的机械混合,双峰从左至右对应的位置分别是脆性TiB2粉和延性NiCrCoAlY粉的粒径。当球磨10 h时,双峰整体向中间靠拢,粉末粒径减小,依然保留双峰结构,但小颗粒粒径的粉末数明显增多,大颗粒粒径的粉末数急剧减小,此阶段是粉末的断裂破碎和冷焊团聚的过程;随着球磨过程的进行,双峰进一步向中间靠拢,当球磨时间达到20 h时,由双峰结构演变成单峰结构,粉末尺寸大多集中在5~50 μm,这是由于球磨后期,两种体系的粉末发生了纳米复合,形成了复合粉,因此呈单峰结构。
图5 球磨0、10、20 h的粒度分布
Fig.5 Particle size distribution in ball milled powder samples
图6为经不同时间湿磨后NiCrCoAlY-TiB2粉末的休止角、振实密度和松装密度检测结果。由图可见,粉末的振实密度随着球磨时间的增加而增加,在球磨20 h时达到最大;松装密度在球磨初期略微减小,之后随着球磨时间的延长一直增大;随着球磨时间的延长,表征流动性的粉末休止角和豪斯纳值(HR)皆呈现出先增加后减小的变化趋势。在球磨初期,脆性TiB2与延性NiCrCoAlY颗粒上不断脱落出小颗粒,导致表面粗糙度增加和不规则程度加剧,促使松装密度的降低。随着球磨的继续进行,粗细粉末不断混合均匀,颗粒持续填充间隙,导致粉末松装密度不断增大。球磨前期小颗粒增多,粒径分布范围广是振实密度增加的主要原因。此后,颗粒形状逐渐由不规则变为规则,颗粒间的接触缝隙逐渐减少,小颗粒能更加紧密的堆积在大颗粒之间,因此振实密度不断增大。休止角的变化与HR值的变化类似,在球磨初期由于颗粒的粒径范围加大,形状愈加不规则,粉末间的摩擦力增大,休止角增大。球磨中后期,两种粉末不断发生复合、团聚,粉末粒径不断趋于稳定,粉末间摩擦力不断减小,休止角也随之减小。球磨20 h的粉末经过300目(约45 μm)和500目(约25 μm)筛分后,可得到更小的休止角和豪斯纳值,表明粉末的流动性得到显著改善。
图6 不同球磨时间下粉末性能的变化
Fig.6 The angle of repose/tapped density/bulk density/HR value of powders in different ball milling conditions
图7是利用Si作为标准样品校正仪器宽度得到的XRD数据,根据谢乐公式计算的不同球磨时间下,NiCrCoAlY-TiB2粉末的晶粒大小和微观应变的变化曲线图。由图可知,经高能球磨5 h粉末晶粒尺寸已经达到79 nm。随着球磨过程的持续进行,晶粒尺寸逐渐减小,但其下降速度越来越缓慢。20 h后,球磨粉末的晶粒尺寸减小到38 nm;而25 h后,其晶粒尺寸仅仅减小1 nm(为37 nm),可见球磨20 h后,晶粒尺寸趋于稳定。与粉末晶粒尺寸的变化规律恰好相反,随着球磨过程的持续进行,晶粒微观应变逐渐增大。经高能球磨5 h时粉末的微观应变仅有0.112%,球磨20 h时迅速增加到0.337%,而继续球磨至25 h时,晶粒微观应变仅为0.359%。可见球磨20 h后粉末微观应变也趋于稳定。
图7 NiCrCoAlY-TiB2粉末晶粒尺寸和微观应变分布图
Fig.7 Grain size and lattice strain distributions of NiCrCoAlY-TiB2 powders after high energy ball milling
(1) 在氩气氛保护下先在转速320 r/min下湿磨20 h,再在转速220 r/min下干磨5 h之后,可实现NiCrCoAlY和TiB2混合粉末在纳米尺度下的稳定复合。
(2) 高能球磨后,硬质相TiB2均匀弥散分布在粘结相NiCrCoAlY上,粉末颗粒尺寸大多集中在5~50 μm,符合超音速火焰喷涂(HVAF)的尺寸要求。
(3) 高能球磨制备的NiCrCoAlY-TiB2复合粉体成近椭球状或棒状,与初始混合粉体相比,休止角从38.4°降低到32.9°,HR值从1.925减小到1.248,流动性得到明显改善,经过筛网筛分之后可以直接作为喷涂粉使用。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}