


焊后热处理有助于改善组织、消除应力和提高接头性能[11],但是研究工作常因残余应力的直观性差和不易检测等略过其表征。研究残余应力,可规避其危害并有效延长工件的使用寿命[12]。Smith等[13]用中子衍射法测量了一线性摩擦焊航空发动机部件的残余应力,表征了包括热影响区、热机械影响区和动态再结晶区在内的各区域残余应变与应力,观察到残余应力从母材到焊缝界面逐渐增大,并在所有正交方向的焊缝界面处都有一个峰值应力。同时,基于计算机三维模拟的发展,使用有限元分析软件可精确模拟焊接温度场、热变形和残余应力。使用软件构建有限元模型,模拟焊接温度场进而求解应力场,可预测焊接功率、角度和焊接层数等焊接参数对残余应力演变的影响[14]。有学者[15]使用SYSWELD有限元分析软件模拟了9%镍钢多层接头在不同焊接参数下的应力场。基于检测技术和有限元数值模型的发展,把握与调控焊后残余应力更加准确便利。
本文用等离子旋转电极雾化法(PREP)制备GH4099洁净预合金粉末,通过热等静压工艺(HIP)制备粉末合金,然后用电子束焊(EBW)连接粉末合金,研究接头的力学性能和焊后热处理参数对其显微组织、力学性能以及表面残余应力的影响。
1 实验方法
实验用材料是通过PREP法制备的GH4099洁净预合金粉末,用ICP 7300DV型等离子体发射光谱仪和TCH600型氢氧氮联合测定仪检测粉末的化学成分及H、O、N杂质含量。用Mastersizer 2000型激光粒度仪测定粉末的粒度分布。用TESCAN MAIA3型扫描电子显微镜(SEM)和TESCAN CLARA型SEM观察粉末的表面和截面形貌。
图1
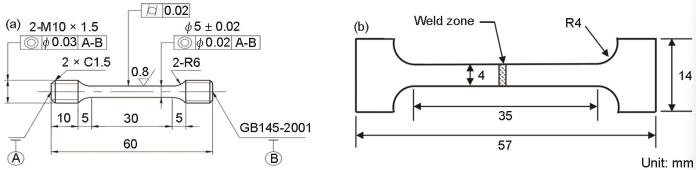
从包套中切取尺寸为120 mm × 35 mm × 5 mm的板材,将其机械打磨抛光后依次在石油醚、酒精中超声波清洗除去表面的油污。在THDW-6型真空电子束焊机里完成焊接,电子束的电流为30 mA,电压为85 kV,扫描速度为300 mm/min。焊后热处理制度为:(1) 固溶+时效处理:1175 ℃/1 h/FC→850 ℃/5 h/FC,记作ST+AT;(2) 二次热等静压:采用与粉末合金成形相同的热等静压制度对焊接后的板材进行二次热等静压加工:1230 ℃/4 h/150 MPa/FC,记作re-HIPed。使用LXRD型X射线应力仪测定焊接态和固溶+时效热处理态接头上下表面的应力分布。
对各状态的焊接接头分别取样,将其打磨抛光和腐蚀后,用Axio Observer型金相显微镜和TESCAN MAIA3型SEM观察接头截面的显微组织。用JXA-Ihp200f型场发射电子探针采集焊接接头的面扫数据,以分析接头微区元素的扩散。使用FM-700e维氏显微硬度计测试硬度;用TSE504D万能实验机和Z100电子万能实验机分别进行室温和900 ℃高温拉伸,并用TESCAN CLARA型SEM观察试样断口的形貌。切取板状拉伸试样进行测试,试样的厚度为2 mm,其尺寸如图1b所示。
2 结果和讨论
2.1 预合金粉末的成分和形貌
表1 GH4099预合金粉末的主要化学成分和杂质元素含量
Table 1
| Al | Ti | Cr | Co | Ni | Mo | W | H | O | N |
|---|---|---|---|---|---|---|---|---|---|
| 2.17 | 1.30 | 18.53 | 6.85 | Bal. | 3.82 | 5.91 | 0.0003 | 0.0055 | 0.0017 |
图2
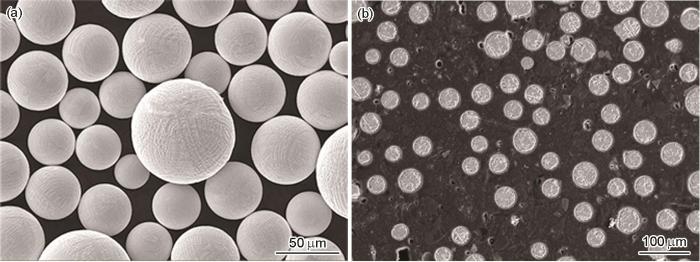
图2
GH4099预合金粉末的形貌
Fig.2
Morphology of GH4099 pre-alloyed powder (a) powder surface, (b) powder cross-section
预合金粉末的粒度分布如图3所示。可以看出,预合金粉末粒度呈正态分布,粒度集中在60~100 μm。粉末的平均粒度,即粉末中径D50 (表示粉末粒度累计到50%所对应的等效粒径,其物理意义表示小于与大于该等效粒径的颗粒各占50%,通常用来表示粉末的平均粒度)约为80 μm。
图3
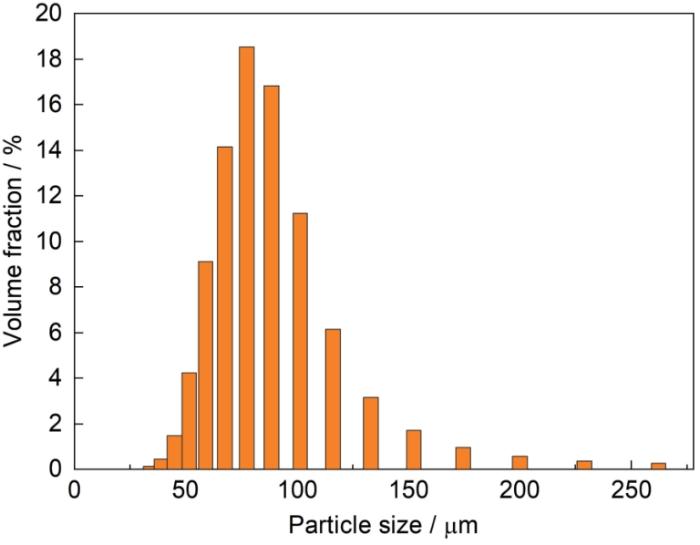
图3
GH4099预合金粉末的粒度分布
Fig.3
Particle size distribution of GH4099 pre-alloyed powder
2.2 粉末合金的显微组织和力学性能
成形后的热等静压粉末高温合金的高倍SEM照片如图4a~c所示,用电子显微镜自带的能谱仪测定微区的化学成分和含量,选取基体和晶界的明亮沉淀相进行点扫分析,元素及其含量在图上标出。晶界有不连续分布的碳化物组织[19,20],沉淀相中的C、Ti含量明显高于基体。晶界上存在大尺寸的一次γ'相,在晶内弥散分布着纳米级球形二次γ'相[21]。沿着原始粉末颗粒表面析出的形似晶界的连续网状碳化物及氧化物组织,即缺陷PPBs,阻碍粉末间的进一步扩散与连结,降低合金拉伸性能,易导致沿晶断裂的发生。PPBs的大小接近粉末颗粒原始尺寸。在后续的二次热等静压过程中,在高温高压作用下元素进一步扩散,析出相的分布也进一步均匀,PPBs缺陷呈消除趋势,如图4d所示。
图4
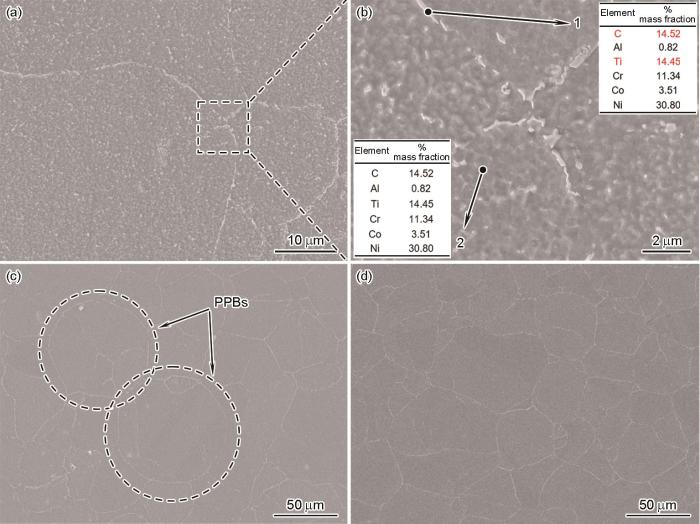
图4
GH4099粉末合金热等静压态和二次热等静压态的显微组织
Fig.4
Microstructure of GH4099 powder alloy by hot isostatic pressing (a-c) and re-HIPed (d)
| State | Temperature / oC | σb/ MPa | σp0.2/ MPa | δ5/ % |
|---|---|---|---|---|
| Cold-rolled plate | RT | ≤ 1130 | - | 35 |
| 900 | 375 | - | 15 | |
| Hot-rolled bar(HT) | RT | 1030 | 665 | 25 |
| 900 | 345 | - | 28 | |
| Forged bar (HT) | RT | 980 | measure | 15 |
| 900 | 637 | measure | 10 |
图5
2.3 焊接接头的显微组织和力学性能
2.3.1 焊接接头的组织
焊接接头的组织影响其性能。粗大的晶粒可能使力学性能降低,细小均匀的晶粒则有助于提高其强度和韧性。电子束流的输入能量密度较高,使接头金属迅速熔化和凝固,传输到母材的多余热量较少,焊接热影响区小,板材不变形。同时,较高的能量密度使焊缝的深宽比(熔深与焊缝宽度之比)较大,在板材足够厚的情况下电子束焊的深宽比可达20∶1[23]。焊后GH4099粉末合金板材无翘曲,焊缝的宽度约为5 mm,并且出现高出板材平面的沉积金属。焊接态和热处理态接头的截面金相照片如图6所示。根据与焊缝中心的距离可将接头分为母材(Base metal, BM)、热影响区(Heat affected zone, HAZ)和焊缝(Weld zone, WZ)三个区域。焊缝的结晶规律与铸件相同,其组织也为铸态组织,即液相凝固的形核与长大过程决定了接头各区域的组织形貌。熔池中的液态金属以靠近母材的晶粒表面为基点发生非平衡形核,并按其最大温度梯度方向生长,柱状晶沿垂直于熔合线向焊缝中心生长。沿母材界面到焊缝中心,熔池的温度梯度逐渐降低,成分过冷程度提高,凝固模式由胞状晶生长过渡到柱状晶生长,靠近焊缝中心是柱状树枝晶,如图6a所示。
图6
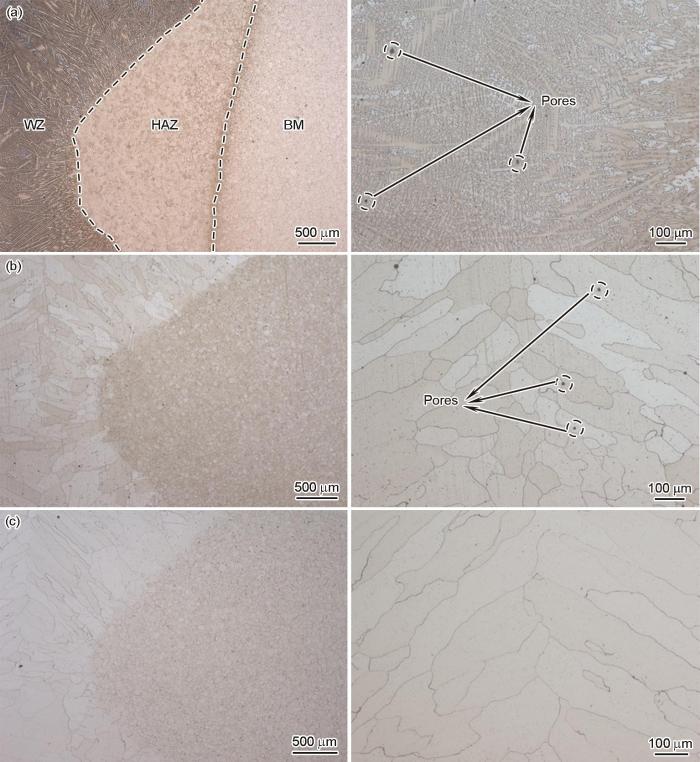
图6
各状态焊接接头的显微组织
Fig.6
Microstructure of welded joints (a) as welded, (b) ST+AT, (c) re-HIPed
固溶时效热处理和二次热等静压接头焊缝区域的微观形貌相似,但是与焊后接头相比都发生了明显的转变:焊后特征枝晶形貌消失,组织均匀化程度提高,晶界数量减少且晶界形态趋于平直分明。中心区域的柱状枝晶融合胞状晶,生成更为规则排列的粗大柱状晶组织。经二次热等静压热处理温度提高到1230 ℃,提高了晶界的迁移速率,使晶粒进一步长大;接头中心多为对称柱状晶结构,与固溶时效态接头的组织相比胞状晶形貌几乎消失,如图6b、c所示。
统计各接头截面焊缝区与热影响区的晶粒尺寸,考虑焊缝区粗大柱状晶特征,测定其长径比作为晶粒尺寸参考,统计结果列于表3。可以看出,热处理前后接头的平均晶粒尺寸变化不大,固溶时效和二次热等静压均未促使等轴晶长大,大致约为55 μm。而热处理后焊缝区柱状晶的长径比值稍小于焊接态,晶粒径向尺寸稍有增大。符合树枝晶融合长大行为和粗大柱状晶的形貌特征。同时,与固溶时效热处理态相比,二次热等静压态焊缝区的晶粒更为粗大,相同倍数的照片中完整的晶粒更少,长径比有所增大。对比1175 ℃的固溶温度,二次热等静压温度更高,同时存在高压作用,焊缝区树枝晶的融合转变更为彻底。
表3 焊接接头的平均晶粒尺寸
Table 3
| State | Grain size (HAZ) | Aspect ratio (WZ) |
|---|---|---|
| As welded | 57 μm | 6.9 |
| ST+AT | 54 μm | 5.6 |
| Re-HIPed | 56 μm | 6.3 |
图7
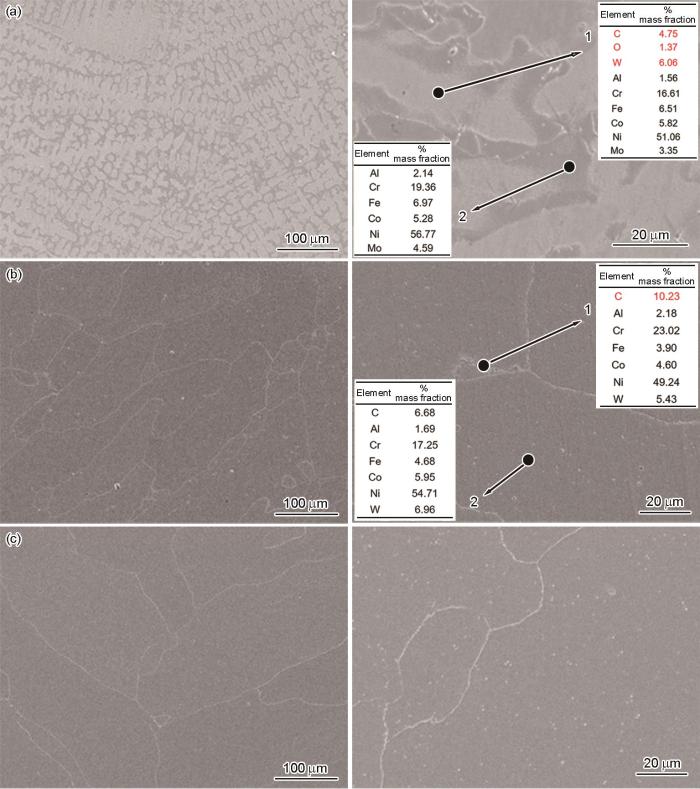
图7
不同状态焊接接头的SEM照片
Fig.7
SEM images of welded joints (a) as welded, (b) ST+AT, (c) re-HIPed
2.3.2 焊接接头中元素的扩散
在焊接过程中元素的扩散有助于形成均匀的接头组织,可提高接头的性能。在焊接高温合金的过程中,合金元素如Ni、Ti等的扩散可改善焊缝的微观结构,减少脆性相如Laves相等的形成,从而提高接头的性能[26]。此外,元素扩散还有助于消除组织内的显微孔洞等缺陷。
图8给出了EPMA分析所得接头元素的宏观表征。与母材约0.07%的Fe含量相比,焊后Fe元素在焊缝区富集,考虑到焊接过程未使用焊料,此现象大致与焊接过程的熔合特性有关,由于凝固较快,熔池金属混合不均匀,从而造成微量元素的宏观区域偏析,该现象难以通过热处理过程消除。Ti元素的分配也不均匀,多见于焊缝区的枝晶内,其余则富集于晶界。固溶时效热处理使焊缝中心区域的Fe浓度有所降低,但是没有消除富集;Ti元素的分配较为均匀,浓度也有所降低,依稀可见于晶界处,与晶界碳化物的组成相同。二次热等静压对Fe元素在焊缝区的浓度影响不大,但是促进了Ti的均匀分配,使Ti元素有向母材扩散的趋势。元素的充分扩散,有利于提高焊缝的质量,两种制度元素再分配的差异也可能导致调控后接头性能表现的差异。
图8
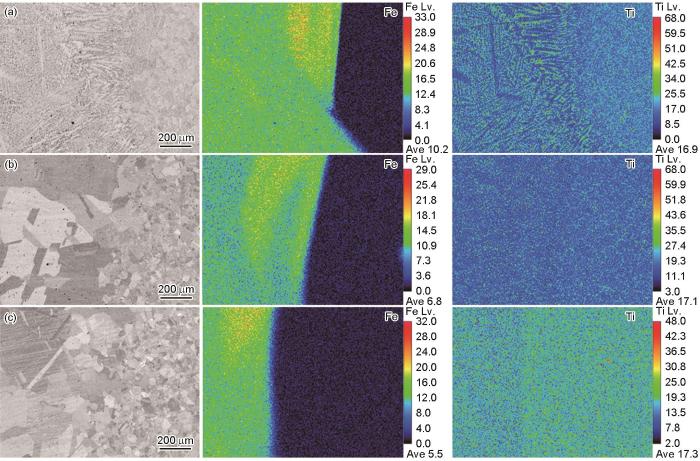
图8
不同状态焊接接头的元素分布
Fig.8
Element distribution of welded joints (a) as welded, (b) ST+AT, (c) re-HIPed
2.3.3 焊接接头的力学性能
图9给出了热处理前后焊接接头显微硬度的变化。可以看出,焊后接头的硬度为150~250HV整体相差不大,可以说达到母材金属的平均水平。从母材、热影响区到焊缝区,越靠近焊缝中心显微硬度值越低。其原因是,焊接时金属凝固较快,接头的组织以树枝晶与胞状晶为主,没有析出强化相。固溶时效热处理和二次热压的接头硬度曲线相近,因为焊缝组织融合生长,晶内析出的γ'等强化相,硬度比焊接态提高约100~150HV。各区域间硬度的变化趋势也与焊接态相同,接头中元素的扩散使母材与焊缝区硬度的差异有所减小。
图9
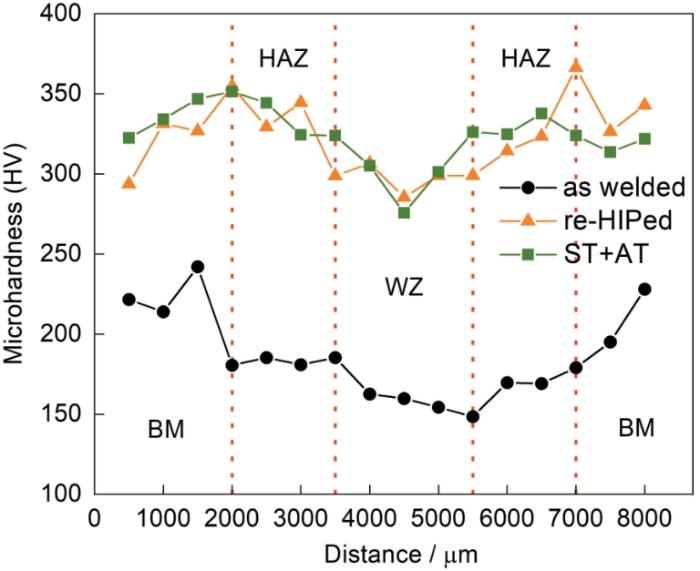
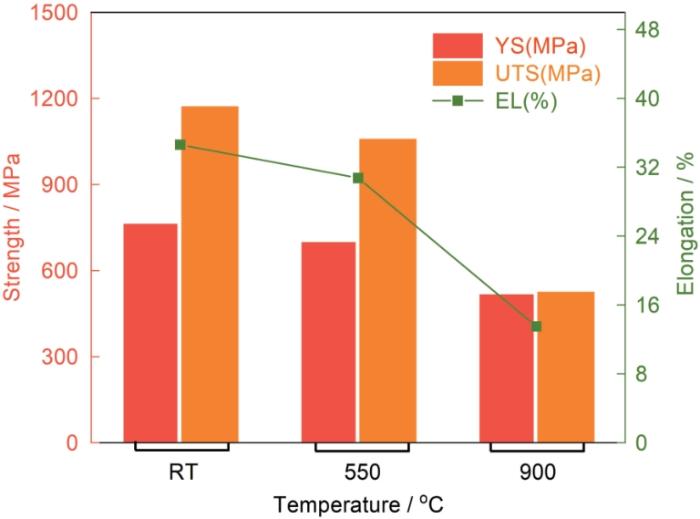
图10给出了母材、焊接态和热处理各态焊接接头的室温、900 ℃高温拉伸性能。焊接过程中的高能量输入密度和高冷速使强化相来不及析出、Fe和Ti等元素在组织间富集以及焊缝区的孔隙缺陷,使焊后接头性能降低而容易开裂,其室温抗拉强度只有326 MPa (低于母材强度的1/3)。后续热处理促进了接头元素的再分配、焊缝区枝晶的二次生长,同时均匀的冷速保证了γ'等强化相的及时析出,提高了接头的拉伸性能,比焊接态大幅度提高。室温拉伸强度与母材接近,延伸率比焊接态提高了大约五倍,其中固溶时效态接头的室温延伸率提高到大约20%。各状态接头的高温拉伸性能降低,焊接态接头发生脆断,两种热处理后接头的900 ℃拉伸性能恢复到焊接态接头的室温性能。
图10
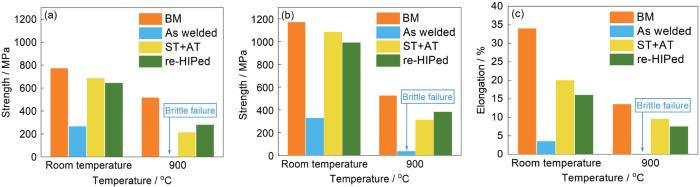
图10
母材和不同状态焊接接头的室温、900 ℃高温拉伸性能
Fig.10
Tensile properties of base metal and welded joints at room temperature and 900 oC (a) yield strength, (b) ultimate tensile strength, (c) elongation
图11
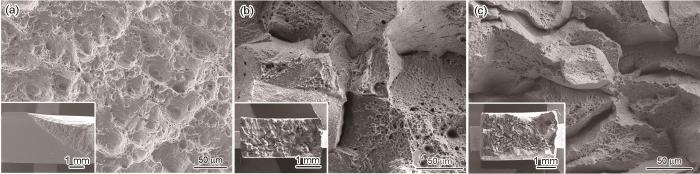
图11
焊接态和热处理态焊接接头的室温拉伸断口
Fig.11
Tensile fracture of welded joints at room temperature: (a) as welded, (b) ST+AT, (c) re-HIPed
图12

图12
焊接态和热处理态焊接接头的900 ℃拉伸断口
Fig.12
Tensile fracture of welded joints at 900 oC (a) as welded, (b) ST+AT, (c) re-HIPed
2.4 焊接接头内的残余应力
电子束焊接的输入热量密度高,焊缝区金属迅速受热熔化和冷却。这种急剧的温度变化使材料不均匀热膨胀和收缩,从而产生应力。这既是凝固收缩和高温塑性变形产生的局部应力,也是总体结构的拉伸产生的整体应力[28]。远离焊缝区域对焊缝及其近缝区金属的膨胀和收缩的拘束,使焊后冷却至室温时在近缝区域产生残余拉应力,其数值与材料的室温屈服应力相当,而远离焊缝则存在残余压应力。
图13给出了焊接态和固溶时效态接头上下表面横向和纵向的残余应力分布。测试区域为垂直于焊缝方向一固定直线,在线上间隔取点,每点所测得表面应力值分为横向和纵向应力两个数据,并存在一定误差范围,σx为垂直于焊缝方向的横向残余应力,σy为沿焊缝方向的纵向残余应力。图中绿色曲线为焊接态接头表面应力值,较之黑色曲线各点位数值起伏明显。沿母材到焊缝区,上下表面各向应力走势相同。焊接态接头的横向残余应力值先减小后增大,在焊缝中心达到区域峰值,较近缝区应力增值约为600~800 MPa;纵向残余应力先增大后减小,也在焊缝中心达到区域最低值,较近缝区落差约为400~700 MPa。同时,下表面由于金属沉积整体应力值较大,约为上表面的两倍。可见固溶+时效热处理,在一定程度上释放了接头区域的残余应力,使数值趋于均匀,各向应力整体差值为200~300 MPa。这也是热处理后材料的性能有所提高的原因之一。
图13
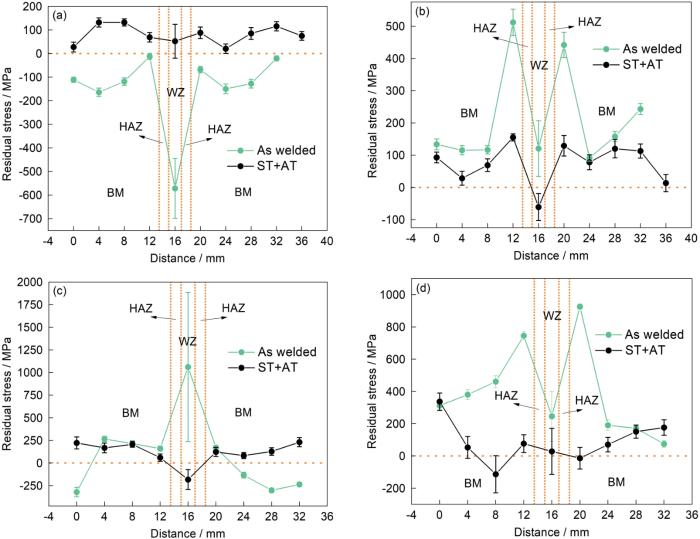
图13
焊接态和固溶时效态接头的上下表面应力对比
Fig.13
Surface stress of welded joints in different states (a) upper surface-σx, (b) upper surface-σy, (c) lower surface-σx, (d) lower surface-σy
2.5 电子束焊接头残余应力的模拟
图14
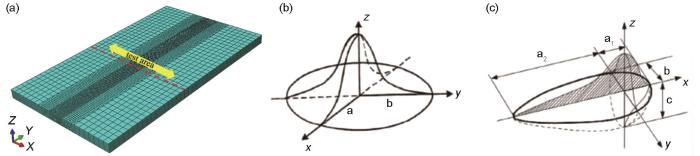
图14
网格划分和热源模型
Fig.14
Mesh dividing (a) and (b) Gaussian heat source, (c) double ellipsoid heat source
高斯热源的热流密度分布为[33]
其中Q为焊接热源的总热量,参数为电子束电流与电压的乘积2550 W。
双椭球热源的热流密度分布为[34]
其中
图15
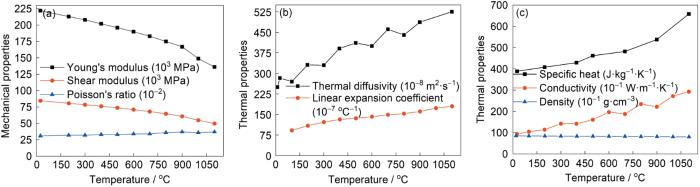
图15
GH4099粉末合金的机械性能和热物理性能
Fig.15
Mechanical properties and thermal properties of GH4099 powder alloy
表4 各热源模型参数
Table 4
| Heat source | x / mm | y / mm | z / mm | ƒ | η |
|---|---|---|---|---|---|
| Gaussian | 5.5 | 5.5 | / | / | 0.3 |
| Ellipsoid-front | 2.8 | 6 | 0.3 | 0.4 | 0.7 |
| Ellipsoid-rear | 11.2 | 1.6 |
图16
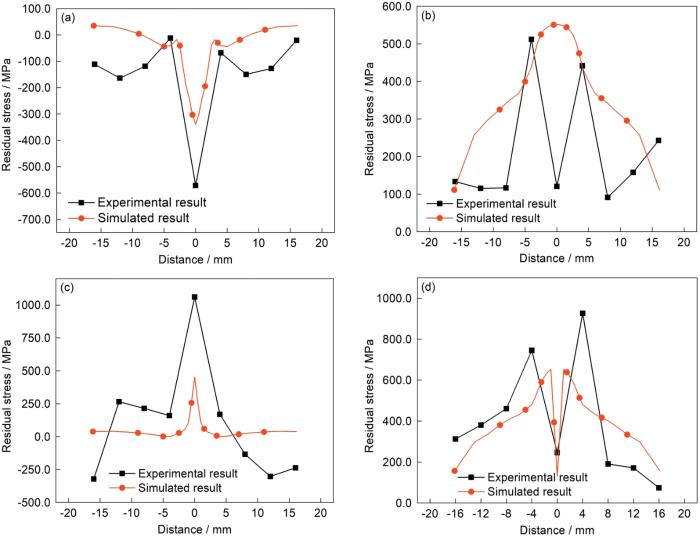
图16
焊接态接头上下表面的残余应力实测值和模拟结果
Fig.16
Experimental and simulated results of residual stress in welded joints: (a) upper surface-σx, (b) upper surface-σy, (c) lower surface-σx, (d) lower surface-σy
3 结论
(1) 用包套热等静压工艺制备的GH4099粉末合金组织为均匀细小的等轴晶,冶金结合良好,拉伸性能与同牌号锻造合金相当。
(2) GH4099粉末合金的可焊性良好,电子束焊接头中不存在宏观气孔和夹杂等缺陷,热处理后的接头强度达母材水平。
(3) 二次热等静压愈合了接头中的孔隙缺陷,实现显微组织的均匀化,显著提高了接头力学性能。热处理改善了接头焊缝的微观结构并释放了残余应力提升接头整体性能。
(4) 用有限元方法可模拟GH4099粉末合金电子束焊接头的残余应力分布,模型的可靠性与准确性良好,可用于优化焊接工艺和制定后续热处理制度。
参考文献
Study on improving mechanical properties of GH99 alloy plate
[J].
改善GH99合金板材力学性能的研究
[J].
Study on welding performance of GH4099/GH3230 dissimilar superalloys
[J].
GH4099/GH3230异种高温合金焊接工艺性能研究
[J].
Research on process of GH4099 superalloy wire and arc additive manufacturing
[J].
GH4099高温合金电弧增材制造工艺研究
[J].
The influence of GH99 alloy composition and heat treatment control on properties
[J].
GH99合金成分及热处理控制对性能的影响
[J].
Hot deformation behavior and microstructure evolution of GH99 superalloy
[D].
GH99高温合金高温变形行为及组织演化规律研究
[D].
Welding characteristics of the Inconel plate using a pulsed Nd: YAG laser beam
[J].
Microstructure and mechanical properties of Inconel 718 electron beam welds
[J].
Investigations on the structure – property relationships of electron beam welded Inconel 625 and UNS 32205
[J].
Normal mechanical property analysis of P/M Superalloy FGH96 inertia friction welding joint
[J].
粉末高温合金FGH96惯性摩擦焊接头常温力学性能分析
[J].
Research on process of vacuum electron beam welding for GH4099 alloy baffle
[J].
GH4099合金隔板真空电子束焊工艺探究
[J].
Effect of post weld heat treatment on microstructure and residual stress in 16MND5 steel welded joint
[J].
焊后热处理对16MND5钢焊接组织结构与残余应力的影响
[J].
Residual stress analysis in linear friction welded in-service Inconel 718 superalloy via neutron diffraction and contour method approaches
[J].
Measurement of residual stresses in linear friction welded in-service Inconel 718 Superalloy
[J].
Analysis of residual stresses in electron beam welding with filler wire of Ti62A alloy
[J].
Influence of welding parameters on residual stress in 9% Ni steel for low temperature service
[J].
Hot isostatic pressing of GH4099 alloy powders and preparation of thin-walled cylinders
[J].
GH4099合金粉末的热等静压成形和薄壁筒体的制造
[J].
Introduction to the study of PPB problems in powder metallurgy superalloys prepared by direct HIP forming
[J].
直接HIP成型粉末高温合金中PPB问题研究的介绍
[J].
Preparation and hot isostatic press compaction of superalloy powder with less ceramic inclusions
[D].
洁净高温合金粉末的制备及其热等静压工艺研究
[D].
Formation and microstructure evolution of precipitation on prior particle boundaries in P/M nickel-base superalloys
[J].
镍基粉末高温合金原始颗粒边界形成及组织演化特征
[J].
Discussion on mechanism of eliminating prior particle boundary in powder metallurgy superalloy
[J].
消除粉末高温合金中原始颗粒边界机制
[J].
Effect of solution treatment on microstructure and properties of powder metallurgy GH4099 alloy
[J].
固溶处理对粉末冶金GH4099合金组织及性能的影响
[J].
Study on fatigue property of electron beam welded joint of GH99 nickel-based alloy
[J].
GH99镍基合金薄板电子束焊接头疲劳性能研究
[J].
Applications of hot isostatic pressing on cast superalloy
[J].
热等静压在铸造高温合金领域的应用
[J].
Effect of re-HIPing on microstructure of HIPed TC4 alloy
[J].
二次热等静压对TC4合金组织的影响
[J].
Microstructure and properties of welding joints of powder metallurgy Inconel 718 alloy
[D].
粉末冶金Inconel 718合金焊接接头组织及性能研究
[D].
Research status of welding performance of superalloys in aeroengine
[J].
航空发动机高温合金焊接性能的研究现状
[J].
Residual stresses around welds in nickel-based superalloys
[J].
Basic knowledge of residual stress determination—lecture no.4 stress determination method by x-ray (Ⅰ)
[J].
残余应力测定的基本知识——第四讲X射线应力测定方法(一)
[J].
Basic knowledge of residual stress determination—lecture no.4 stress determination method by x-ray (Ⅱ)
[J].
残余应力测定的基本知识——第四讲X射线应力测定方法(二)
[J].
Basic knowledge of residual stress determination—lecture no.4 stress determination method by x-ray (Ⅲ)
[J].
残余应力测定的基本知识——第四讲X射线应力测定方法(三)
[J].
Evaluation of residual stress distribution in Ni base alloy clad welds by numerical simulation and X-ray stress measurement
[J].
Numerical simulation of temperature distribution during discontinuous welding of 5A06 aluminum alloy
[J].
5A06铝合金间断焊温度场的数值模拟
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}