Effect of eutectic Si size on the flow behavior and hot processing map of near eutectic Al-Si alloys
1
2021
... 光学测量和遥感技术的发展,对激光雷达、光谱仪、扫描仪等空间光学系统中的光机结构件提出了更高的要求.在特殊工作环境条件下服役的光机结构件,对其综合性能的要求较高.同时,还要尽可能地减轻自重和缩短制造时间.Al-Si合金的比重小、刚度高和热膨胀系数(Coefficient of thermal expansion,CTE)低,广泛应用在航空航天和汽车制造等领域[1~4].提高Al-Si合金中Si的含量,能在提高其比刚度的同时降低CTE[5].因此,使用Al-Si合金有望提高光机结构件的结构稳定性和热稳定性[6].Si含量高于12.6%的Al-Si合金为过共晶合金.用传统铸造制备的过共晶Al-Si合金,在基体中生成的大块状初晶Si严重地将其割裂而使其性能降低,极大地限制了过共晶Al-Si合金的应用[7,8]. ...
Main defects observed in aluminum alloy parts produced by SLM: From causes to consequences
0
2018
Composition-dependent solidification cracking of aluminum-silicon alloys during laser powder bed fusion
0
2021
Microstructure, thermo-physical and mechanical properties of spray-deposited Si-30Al alloy for electronic packaging application
1
2008
... 光学测量和遥感技术的发展,对激光雷达、光谱仪、扫描仪等空间光学系统中的光机结构件提出了更高的要求.在特殊工作环境条件下服役的光机结构件,对其综合性能的要求较高.同时,还要尽可能地减轻自重和缩短制造时间.Al-Si合金的比重小、刚度高和热膨胀系数(Coefficient of thermal expansion,CTE)低,广泛应用在航空航天和汽车制造等领域[1~4].提高Al-Si合金中Si的含量,能在提高其比刚度的同时降低CTE[5].因此,使用Al-Si合金有望提高光机结构件的结构稳定性和热稳定性[6].Si含量高于12.6%的Al-Si合金为过共晶合金.用传统铸造制备的过共晶Al-Si合金,在基体中生成的大块状初晶Si严重地将其割裂而使其性能降低,极大地限制了过共晶Al-Si合金的应用[7,8]. ...
Microstructural, mechanical, and thermo-physical characterization of hypereutectic AlSi40 fabricated by selective laser melting
1
2019
... 光学测量和遥感技术的发展,对激光雷达、光谱仪、扫描仪等空间光学系统中的光机结构件提出了更高的要求.在特殊工作环境条件下服役的光机结构件,对其综合性能的要求较高.同时,还要尽可能地减轻自重和缩短制造时间.Al-Si合金的比重小、刚度高和热膨胀系数(Coefficient of thermal expansion,CTE)低,广泛应用在航空航天和汽车制造等领域[1~4].提高Al-Si合金中Si的含量,能在提高其比刚度的同时降低CTE[5].因此,使用Al-Si合金有望提高光机结构件的结构稳定性和热稳定性[6].Si含量高于12.6%的Al-Si合金为过共晶合金.用传统铸造制备的过共晶Al-Si合金,在基体中生成的大块状初晶Si严重地将其割裂而使其性能降低,极大地限制了过共晶Al-Si合金的应用[7,8]. ...
Thermal post-processing of AlSi10Mg parts produced by Selective Laser Melting using recycled powder
2
2018
... 光学测量和遥感技术的发展,对激光雷达、光谱仪、扫描仪等空间光学系统中的光机结构件提出了更高的要求.在特殊工作环境条件下服役的光机结构件,对其综合性能的要求较高.同时,还要尽可能地减轻自重和缩短制造时间.Al-Si合金的比重小、刚度高和热膨胀系数(Coefficient of thermal expansion,CTE)低,广泛应用在航空航天和汽车制造等领域[1~4].提高Al-Si合金中Si的含量,能在提高其比刚度的同时降低CTE[5].因此,使用Al-Si合金有望提高光机结构件的结构稳定性和热稳定性[6].Si含量高于12.6%的Al-Si合金为过共晶合金.用传统铸造制备的过共晶Al-Si合金,在基体中生成的大块状初晶Si严重地将其割裂而使其性能降低,极大地限制了过共晶Al-Si合金的应用[7,8]. ...
... 选区激光熔融(Selective laser melting,SLM)是20世纪90年代出现的一种快速成形加工技术[14],用激光熔化金属粉末后层层堆叠一体化可成形复杂结构件.SLM能完整地支持拓扑优化,灵活地制备晶格点阵等轻质结构[15~17]并降低零部件的重量.但是,Al合金的物理性质如激光反射率高、导热快、缺陷形成倾向大和易氧化等[18],使SLM的加工难度提高.因此,可选用的合金体系受到了极大的限制.目前,最常用SLM制备的是AlSi10Mg和Al-12Si等近共晶Al-Si合金[6].用SLM制备Al-Si合金,较高的冷却速度(103~105 K/s)[19]可提高形核速率从而抑制初晶Si生长.Li等[20]用SLM制备Al-12Si合金,利用其快冷特性制备出超细共晶组织,其抗拉强度达到380 MPa,拉伸性能比用传统方式制备的Al-12Si合金更好. ...
Eutectic nucleation in Al-Si alloys
1
2004
... 光学测量和遥感技术的发展,对激光雷达、光谱仪、扫描仪等空间光学系统中的光机结构件提出了更高的要求.在特殊工作环境条件下服役的光机结构件,对其综合性能的要求较高.同时,还要尽可能地减轻自重和缩短制造时间.Al-Si合金的比重小、刚度高和热膨胀系数(Coefficient of thermal expansion,CTE)低,广泛应用在航空航天和汽车制造等领域[1~4].提高Al-Si合金中Si的含量,能在提高其比刚度的同时降低CTE[5].因此,使用Al-Si合金有望提高光机结构件的结构稳定性和热稳定性[6].Si含量高于12.6%的Al-Si合金为过共晶合金.用传统铸造制备的过共晶Al-Si合金,在基体中生成的大块状初晶Si严重地将其割裂而使其性能降低,极大地限制了过共晶Al-Si合金的应用[7,8]. ...
Effect of trace La addition on the microstructures and mechanical properties of A356 (Al-7Si-0.35Mg) aluminum alloys
1
2009
... 光学测量和遥感技术的发展,对激光雷达、光谱仪、扫描仪等空间光学系统中的光机结构件提出了更高的要求.在特殊工作环境条件下服役的光机结构件,对其综合性能的要求较高.同时,还要尽可能地减轻自重和缩短制造时间.Al-Si合金的比重小、刚度高和热膨胀系数(Coefficient of thermal expansion,CTE)低,广泛应用在航空航天和汽车制造等领域[1~4].提高Al-Si合金中Si的含量,能在提高其比刚度的同时降低CTE[5].因此,使用Al-Si合金有望提高光机结构件的结构稳定性和热稳定性[6].Si含量高于12.6%的Al-Si合金为过共晶合金.用传统铸造制备的过共晶Al-Si合金,在基体中生成的大块状初晶Si严重地将其割裂而使其性能降低,极大地限制了过共晶Al-Si合金的应用[7,8]. ...
Microstructural refinement of a cast hypereutectic Al-30Si alloy by friction stir processing
1
2009
... 为了在保证热物理性能的前提下抑制制备过程中Si颗粒引起的开裂,需将初晶Si颗粒细化[9].细化初晶Si的有效方式,是控制其形核和生长.在Al-Si合金中加入碱金属元素或稀土元素[10,11],可显著细化初晶Si组织.但是,添加碱金属会降低熔体的流动性使孔隙率的提高[12],而这将降低合金的性能.同时,添加稀土元素还会提高生产成本.快速凝固也能细化初晶Si,喷射沉积技术[13]已经用于制备高Si过共晶Al合金.但是,喷射沉积的操作过程较为复杂,特别是不能精确制备复杂构件,后续机械加工还会提高成本. ...
On the Refinement Mechanism of Silicon in Al-Si-Cu-Zn Alloy with Addition of Bismuth
1
2014
... 为了在保证热物理性能的前提下抑制制备过程中Si颗粒引起的开裂,需将初晶Si颗粒细化[9].细化初晶Si的有效方式,是控制其形核和生长.在Al-Si合金中加入碱金属元素或稀土元素[10,11],可显著细化初晶Si组织.但是,添加碱金属会降低熔体的流动性使孔隙率的提高[12],而这将降低合金的性能.同时,添加稀土元素还会提高生产成本.快速凝固也能细化初晶Si,喷射沉积技术[13]已经用于制备高Si过共晶Al合金.但是,喷射沉积的操作过程较为复杂,特别是不能精确制备复杂构件,后续机械加工还会提高成本. ...
Revisiting the role of peritectics in grain refinement of Al alloys
1
2013
... 为了在保证热物理性能的前提下抑制制备过程中Si颗粒引起的开裂,需将初晶Si颗粒细化[9].细化初晶Si的有效方式,是控制其形核和生长.在Al-Si合金中加入碱金属元素或稀土元素[10,11],可显著细化初晶Si组织.但是,添加碱金属会降低熔体的流动性使孔隙率的提高[12],而这将降低合金的性能.同时,添加稀土元素还会提高生产成本.快速凝固也能细化初晶Si,喷射沉积技术[13]已经用于制备高Si过共晶Al合金.但是,喷射沉积的操作过程较为复杂,特别是不能精确制备复杂构件,后续机械加工还会提高成本. ...
Modification of eutectic silicon in Al-Si alloys
1
2008
... 为了在保证热物理性能的前提下抑制制备过程中Si颗粒引起的开裂,需将初晶Si颗粒细化[9].细化初晶Si的有效方式,是控制其形核和生长.在Al-Si合金中加入碱金属元素或稀土元素[10,11],可显著细化初晶Si组织.但是,添加碱金属会降低熔体的流动性使孔隙率的提高[12],而这将降低合金的性能.同时,添加稀土元素还会提高生产成本.快速凝固也能细化初晶Si,喷射沉积技术[13]已经用于制备高Si过共晶Al合金.但是,喷射沉积的操作过程较为复杂,特别是不能精确制备复杂构件,后续机械加工还会提高成本. ...
Microstructure and thermal expansion behavior of spray-deposited Al-50Si
1
2014
... 为了在保证热物理性能的前提下抑制制备过程中Si颗粒引起的开裂,需将初晶Si颗粒细化[9].细化初晶Si的有效方式,是控制其形核和生长.在Al-Si合金中加入碱金属元素或稀土元素[10,11],可显著细化初晶Si组织.但是,添加碱金属会降低熔体的流动性使孔隙率的提高[12],而这将降低合金的性能.同时,添加稀土元素还会提高生产成本.快速凝固也能细化初晶Si,喷射沉积技术[13]已经用于制备高Si过共晶Al合金.但是,喷射沉积的操作过程较为复杂,特别是不能精确制备复杂构件,后续机械加工还会提高成本. ...
Antibacterial properties and biocompatibility of SLM-fabricated medical titanium
1
2019
... 选区激光熔融(Selective laser melting,SLM)是20世纪90年代出现的一种快速成形加工技术[14],用激光熔化金属粉末后层层堆叠一体化可成形复杂结构件.SLM能完整地支持拓扑优化,灵活地制备晶格点阵等轻质结构[15~17]并降低零部件的重量.但是,Al合金的物理性质如激光反射率高、导热快、缺陷形成倾向大和易氧化等[18],使SLM的加工难度提高.因此,可选用的合金体系受到了极大的限制.目前,最常用SLM制备的是AlSi10Mg和Al-12Si等近共晶Al-Si合金[6].用SLM制备Al-Si合金,较高的冷却速度(103~105 K/s)[19]可提高形核速率从而抑制初晶Si生长.Li等[20]用SLM制备Al-12Si合金,利用其快冷特性制备出超细共晶组织,其抗拉强度达到380 MPa,拉伸性能比用传统方式制备的Al-12Si合金更好. ...
3D打印医用钛合金的抗菌性能和体外生物相容性
1
2019
... 选区激光熔融(Selective laser melting,SLM)是20世纪90年代出现的一种快速成形加工技术[14],用激光熔化金属粉末后层层堆叠一体化可成形复杂结构件.SLM能完整地支持拓扑优化,灵活地制备晶格点阵等轻质结构[15~17]并降低零部件的重量.但是,Al合金的物理性质如激光反射率高、导热快、缺陷形成倾向大和易氧化等[18],使SLM的加工难度提高.因此,可选用的合金体系受到了极大的限制.目前,最常用SLM制备的是AlSi10Mg和Al-12Si等近共晶Al-Si合金[6].用SLM制备Al-Si合金,较高的冷却速度(103~105 K/s)[19]可提高形核速率从而抑制初晶Si生长.Li等[20]用SLM制备Al-12Si合金,利用其快冷特性制备出超细共晶组织,其抗拉强度达到380 MPa,拉伸性能比用传统方式制备的Al-12Si合金更好. ...
SLM lattice structures: Properties, performance, applications and challenges
1
2019
... 选区激光熔融(Selective laser melting,SLM)是20世纪90年代出现的一种快速成形加工技术[14],用激光熔化金属粉末后层层堆叠一体化可成形复杂结构件.SLM能完整地支持拓扑优化,灵活地制备晶格点阵等轻质结构[15~17]并降低零部件的重量.但是,Al合金的物理性质如激光反射率高、导热快、缺陷形成倾向大和易氧化等[18],使SLM的加工难度提高.因此,可选用的合金体系受到了极大的限制.目前,最常用SLM制备的是AlSi10Mg和Al-12Si等近共晶Al-Si合金[6].用SLM制备Al-Si合金,较高的冷却速度(103~105 K/s)[19]可提高形核速率从而抑制初晶Si生长.Li等[20]用SLM制备Al-12Si合金,利用其快冷特性制备出超细共晶组织,其抗拉强度达到380 MPa,拉伸性能比用传统方式制备的Al-12Si合金更好. ...
Architected cellular materials: A review on their mechanical properties towards fatigue-tolerant design and fabrication
0
2021
Optimized design and additive manufacture of double-sided metal mirror with self-supporting lattice structure
1
2022
... 选区激光熔融(Selective laser melting,SLM)是20世纪90年代出现的一种快速成形加工技术[14],用激光熔化金属粉末后层层堆叠一体化可成形复杂结构件.SLM能完整地支持拓扑优化,灵活地制备晶格点阵等轻质结构[15~17]并降低零部件的重量.但是,Al合金的物理性质如激光反射率高、导热快、缺陷形成倾向大和易氧化等[18],使SLM的加工难度提高.因此,可选用的合金体系受到了极大的限制.目前,最常用SLM制备的是AlSi10Mg和Al-12Si等近共晶Al-Si合金[6].用SLM制备Al-Si合金,较高的冷却速度(103~105 K/s)[19]可提高形核速率从而抑制初晶Si生长.Li等[20]用SLM制备Al-12Si合金,利用其快冷特性制备出超细共晶组织,其抗拉强度达到380 MPa,拉伸性能比用传统方式制备的Al-12Si合金更好. ...
Laser additive manufacturing of high-performance metallic
1
2020
... 选区激光熔融(Selective laser melting,SLM)是20世纪90年代出现的一种快速成形加工技术[14],用激光熔化金属粉末后层层堆叠一体化可成形复杂结构件.SLM能完整地支持拓扑优化,灵活地制备晶格点阵等轻质结构[15~17]并降低零部件的重量.但是,Al合金的物理性质如激光反射率高、导热快、缺陷形成倾向大和易氧化等[18],使SLM的加工难度提高.因此,可选用的合金体系受到了极大的限制.目前,最常用SLM制备的是AlSi10Mg和Al-12Si等近共晶Al-Si合金[6].用SLM制备Al-Si合金,较高的冷却速度(103~105 K/s)[19]可提高形核速率从而抑制初晶Si生长.Li等[20]用SLM制备Al-12Si合金,利用其快冷特性制备出超细共晶组织,其抗拉强度达到380 MPa,拉伸性能比用传统方式制备的Al-12Si合金更好. ...
航空航天高性能金属材料构件激光增材制造
1
2020
... 选区激光熔融(Selective laser melting,SLM)是20世纪90年代出现的一种快速成形加工技术[14],用激光熔化金属粉末后层层堆叠一体化可成形复杂结构件.SLM能完整地支持拓扑优化,灵活地制备晶格点阵等轻质结构[15~17]并降低零部件的重量.但是,Al合金的物理性质如激光反射率高、导热快、缺陷形成倾向大和易氧化等[18],使SLM的加工难度提高.因此,可选用的合金体系受到了极大的限制.目前,最常用SLM制备的是AlSi10Mg和Al-12Si等近共晶Al-Si合金[6].用SLM制备Al-Si合金,较高的冷却速度(103~105 K/s)[19]可提高形核速率从而抑制初晶Si生长.Li等[20]用SLM制备Al-12Si合金,利用其快冷特性制备出超细共晶组织,其抗拉强度达到380 MPa,拉伸性能比用传统方式制备的Al-12Si合金更好. ...
The role of a low-energy-density re-scan in fabricating crack-free Al85Ni5Y6Co2Fe2 bulk metallic glass composites via selective laser melting
1
2014
... 选区激光熔融(Selective laser melting,SLM)是20世纪90年代出现的一种快速成形加工技术[14],用激光熔化金属粉末后层层堆叠一体化可成形复杂结构件.SLM能完整地支持拓扑优化,灵活地制备晶格点阵等轻质结构[15~17]并降低零部件的重量.但是,Al合金的物理性质如激光反射率高、导热快、缺陷形成倾向大和易氧化等[18],使SLM的加工难度提高.因此,可选用的合金体系受到了极大的限制.目前,最常用SLM制备的是AlSi10Mg和Al-12Si等近共晶Al-Si合金[6].用SLM制备Al-Si合金,较高的冷却速度(103~105 K/s)[19]可提高形核速率从而抑制初晶Si生长.Li等[20]用SLM制备Al-12Si合金,利用其快冷特性制备出超细共晶组织,其抗拉强度达到380 MPa,拉伸性能比用传统方式制备的Al-12Si合金更好. ...
A selective laser melting and solution heat treatment refined Al-12Si alloy with a controllable ultrafine eutectic microstructure and 25% tensile ductility
1
2015
... 选区激光熔融(Selective laser melting,SLM)是20世纪90年代出现的一种快速成形加工技术[14],用激光熔化金属粉末后层层堆叠一体化可成形复杂结构件.SLM能完整地支持拓扑优化,灵活地制备晶格点阵等轻质结构[15~17]并降低零部件的重量.但是,Al合金的物理性质如激光反射率高、导热快、缺陷形成倾向大和易氧化等[18],使SLM的加工难度提高.因此,可选用的合金体系受到了极大的限制.目前,最常用SLM制备的是AlSi10Mg和Al-12Si等近共晶Al-Si合金[6].用SLM制备Al-Si合金,较高的冷却速度(103~105 K/s)[19]可提高形核速率从而抑制初晶Si生长.Li等[20]用SLM制备Al-12Si合金,利用其快冷特性制备出超细共晶组织,其抗拉强度达到380 MPa,拉伸性能比用传统方式制备的Al-12Si合金更好. ...
Effects of heat treatments on microstructure and mechanical properties of AlSi10Mg alloy produced by selective laser melting
1
2021
... 根据参考文献[21]的结果,将SLM参数进一步优化(表1).采用条带扫描加工策略,铺粉厚度为30 μm,每层加工完成后激光角度旋转67°,保证扫描轨迹不会与下一层的扫描轨迹重叠.激光功率为250~300 W,扫描速度为1.5~1.8 m/s.其中参数为275 W和1.5 m/s的样品致密度最高. ...
热处理对激光选区熔化AlSi10Mg合金显微组织及力学性能的影响
1
2021
... 根据参考文献[21]的结果,将SLM参数进一步优化(表1).采用条带扫描加工策略,铺粉厚度为30 μm,每层加工完成后激光角度旋转67°,保证扫描轨迹不会与下一层的扫描轨迹重叠.激光功率为250~300 W,扫描速度为1.5~1.8 m/s.其中参数为275 W和1.5 m/s的样品致密度最高. ...
Thermal and stress modeling of multi-material laser processing
2
2001
... 在SLM成形过程中高加热和快冷产生的高温度梯度和热波动,在成形的样品内产生热应力和残余应力[22],可能使样品变形.因此,必须将打印后的样品进行300℃/6 h去应力退火以消除在SLM成形过程中产生的残余应力.本文以下的实验均针对退火态样品. ...
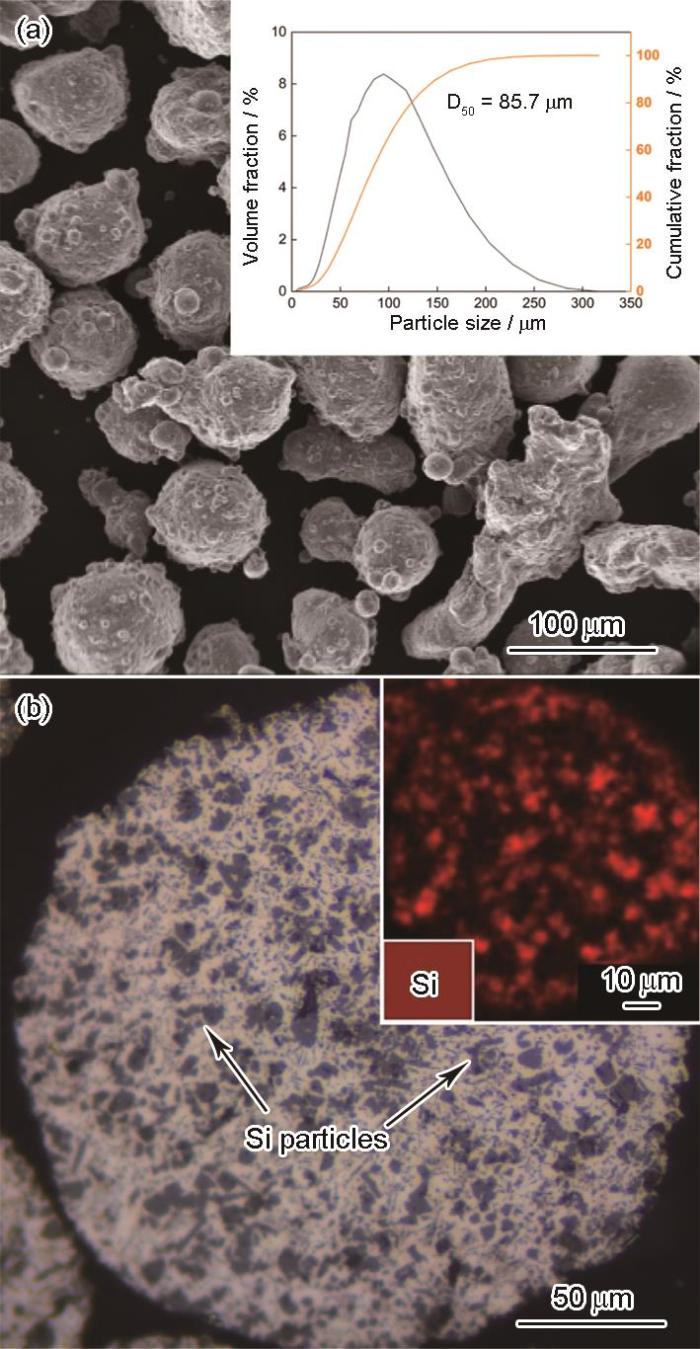
... Si含量高于12.6%时,Si以初晶Si和共晶Si的形式析出.图4给出了SLM成形Al-30Si合金样品退火后的显微组织.从图4a可见,样品主要由块状初晶Si,Al-Si共晶以及α-Al组成.与铸态加工的Al-30Si的微观结构不同,铸态加工的初晶Si其尺寸为0.3~0.7 mm[24],而在SLM成形过程中高冷却速度、强热梯度(~106 K/m)[22]以及不同热循环的影响使合金样品的初晶Si尺寸更小,仅为5 μm左右.在SLM成形过程中激光快速加热使金属粉末熔化,熔融金属达到液相平衡后激光热源移走,熔池以103~105 K/s的速度冷却使新的沉积层与基板(前一层)融合.在凝固过程中熔点较高的Si相先以粒子的形式形核并长大形成初晶Si,随着凝固的继续液相中的α-Al在初晶Si周围形核和生长而阻止了初晶Si的生长.α-Al相的析出使熔池中液相局部Si的浓度较高而成为近饱和固溶体,Si向共晶浓度梯度小的α-Al外侧扩散而沿凝固的α-Al边界形核,形成过饱和的网状和棒状的共晶Si.不同区域的热循环使共晶Si不断溶解和断裂,形成如图4b所示的共晶Si组织.长时间的高温退火后Si从Al基体中析出,共晶Si溶解聚集和网状Si组织消失,如图4c和4d所示. ...
Selective laser melting of Al7050 powder: Melting mode transition and comparison of the characteristics between the keyhole and conduction mode
1
2017
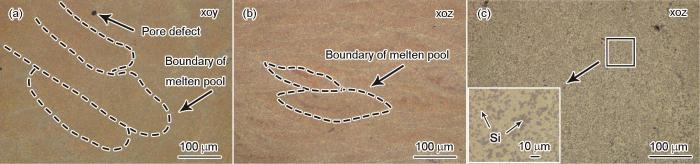
... 图3给出了SLM成形Al-30Si合金样品的熔池形貌.图3a给出了xoy面即激光扫描面,可见熔池的宽度约为100 μm.图3b给出了xoz面即垂直于基板面,由于在成形过程中激光扫描轨迹每层旋转67°,呈现出相互交叉分布的不规则“鱼鳞”状组织形貌,保证了层与层之间的结合强度.熔池的最大深度约为70 μm,大于铺粉的30 μm厚度,表明在SLM成形过程中先前的沉积层发生了重熔.熔池的几何形状,是表征SLM工艺质量的重要指标.熔池由两部分组成:一部分是在激光第一次照射金属粉末时熔化沉积在基板表面上方的新沉积部分,另一部分是在下一层熔化沉积时激光对先前沉积层产生的重熔部分.在SLM成形过程中激光使金属粉末熔化再以较高的冷却速度凝固,粉末的熔化有锁孔模式和热传导模式[23].激光能量较高时,熔化模式为锁孔模式,高能量的激光使金属粉末汽化形成等离子体的蒸汽腔,增加了激光能量的吸收,使能量穿透更深而形成窄而深的熔池.熔化的液体在毛细作用和Marangoni流的作用下在熔池中产生匙孔状缺陷.当输入激光能量不足以使金属粉末汽化时,熔化方式为热传导模式,在此模式下形成高质量的稳定熔池.此时,熔池呈现出较为平坦和浅的轮廓,如图3b所示.退火后Si颗粒大小、形貌和分布较为均匀,没有明显的熔池边界,如图3c所示. ...
Mixed solid-liquid casting of Al-30Si alloy
3
2005
... Si含量高于12.6%时,Si以初晶Si和共晶Si的形式析出.图4给出了SLM成形Al-30Si合金样品退火后的显微组织.从图4a可见,样品主要由块状初晶Si,Al-Si共晶以及α-Al组成.与铸态加工的Al-30Si的微观结构不同,铸态加工的初晶Si其尺寸为0.3~0.7 mm[24],而在SLM成形过程中高冷却速度、强热梯度(~106 K/m)[22]以及不同热循环的影响使合金样品的初晶Si尺寸更小,仅为5 μm左右.在SLM成形过程中激光快速加热使金属粉末熔化,熔融金属达到液相平衡后激光热源移走,熔池以103~105 K/s的速度冷却使新的沉积层与基板(前一层)融合.在凝固过程中熔点较高的Si相先以粒子的形式形核并长大形成初晶Si,随着凝固的继续液相中的α-Al在初晶Si周围形核和生长而阻止了初晶Si的生长.α-Al相的析出使熔池中液相局部Si的浓度较高而成为近饱和固溶体,Si向共晶浓度梯度小的α-Al外侧扩散而沿凝固的α-Al边界形核,形成过饱和的网状和棒状的共晶Si.不同区域的热循环使共晶Si不断溶解和断裂,形成如图4b所示的共晶Si组织.长时间的高温退火后Si从Al基体中析出,共晶Si溶解聚集和网状Si组织消失,如图4c和4d所示. ...
... 图5给出了Al-30Si合金的拉伸性能.可以看出,SLM成形的Al-30Si合金的最大抗拉强度高于传统铸造[24]的Al-30Si合金,其退火后的抗拉强度为254 ± 3 MPa,比打印态的低.图6a给出了SLM成形Al-30Si合金样品的宏观拉伸断口形貌.从图6b可见,断裂面是规则的裂解平面,韧窝尺寸较小,塑性较低,与拉伸试样的低延伸率符合.打印态的Al-30Si合金较高的抗拉强度,可归因于晶粒的细化效应.根据Hall-Petch公式[27],晶粒细化诱导的强化可提高材料的力学性能.此外,Al/Si相界面阻碍位错运动[28],使拉伸性能进一步提高.Si颗粒的大小和形貌,对Al-Si合金的力学性能有重要的影响.在Al-Si合金的传统铸造中,Si相的生长速度比凝固过程中的Al相更快,因此Si在Al基体中倾向于形成尺寸较大的板状初晶Si、棒状和针状共晶Si[24].在拉伸载荷的作用下,Si相的这种形貌导致在塑性变形的早期阶段发生局部剪切.这种局部剪切引发裂纹的生成并促进其扩展,从而使其较快地断裂.SLM成形的Al-30Si合金样品中细化的Si颗粒能缓解局部剪切,从而抑制裂纹的萌生和扩展.从图6a可见未熔合的孔隙缺陷,在局部开裂断口的照片(图6c)中还可见未熔化的粉末颗粒.在拉伸过程中,应力在孔隙附近集中并使其成为裂纹源.图6d给出了沿拉伸方向横截面的微观结构,可见裂纹扩展路径较为随机,二次裂纹贯穿到断裂面附近未熔合的缺陷处.因此,未熔合的孔隙缺陷可能是拉伸试样失效的原因.退火对SLM成形试样的拉伸性能有一定的影响.退火后拉伸强度的降低,是由于微观结构的粗化.微观结构的粗化使晶界面积减小,更容易发生位错运动[29].此外,Si颗粒的增强效果使过共晶Al-Si合金具有较高的硬度.SLM样品中弥散分布的细小Si相的增强效果更显著,其硬度为176.89 ± 8.5 HV. ...
... [24].在拉伸载荷的作用下,Si相的这种形貌导致在塑性变形的早期阶段发生局部剪切.这种局部剪切引发裂纹的生成并促进其扩展,从而使其较快地断裂.SLM成形的Al-30Si合金样品中细化的Si颗粒能缓解局部剪切,从而抑制裂纹的萌生和扩展.从图6a可见未熔合的孔隙缺陷,在局部开裂断口的照片(图6c)中还可见未熔化的粉末颗粒.在拉伸过程中,应力在孔隙附近集中并使其成为裂纹源.图6d给出了沿拉伸方向横截面的微观结构,可见裂纹扩展路径较为随机,二次裂纹贯穿到断裂面附近未熔合的缺陷处.因此,未熔合的孔隙缺陷可能是拉伸试样失效的原因.退火对SLM成形试样的拉伸性能有一定的影响.退火后拉伸强度的降低,是由于微观结构的粗化.微观结构的粗化使晶界面积减小,更容易发生位错运动[29].此外,Si颗粒的增强效果使过共晶Al-Si合金具有较高的硬度.SLM样品中弥散分布的细小Si相的增强效果更显著,其硬度为176.89 ± 8.5 HV. ...
Al-30Si合金的固液混合铸造
3
2005
... Si含量高于12.6%时,Si以初晶Si和共晶Si的形式析出.图4给出了SLM成形Al-30Si合金样品退火后的显微组织.从图4a可见,样品主要由块状初晶Si,Al-Si共晶以及α-Al组成.与铸态加工的Al-30Si的微观结构不同,铸态加工的初晶Si其尺寸为0.3~0.7 mm[24],而在SLM成形过程中高冷却速度、强热梯度(~106 K/m)[22]以及不同热循环的影响使合金样品的初晶Si尺寸更小,仅为5 μm左右.在SLM成形过程中激光快速加热使金属粉末熔化,熔融金属达到液相平衡后激光热源移走,熔池以103~105 K/s的速度冷却使新的沉积层与基板(前一层)融合.在凝固过程中熔点较高的Si相先以粒子的形式形核并长大形成初晶Si,随着凝固的继续液相中的α-Al在初晶Si周围形核和生长而阻止了初晶Si的生长.α-Al相的析出使熔池中液相局部Si的浓度较高而成为近饱和固溶体,Si向共晶浓度梯度小的α-Al外侧扩散而沿凝固的α-Al边界形核,形成过饱和的网状和棒状的共晶Si.不同区域的热循环使共晶Si不断溶解和断裂,形成如图4b所示的共晶Si组织.长时间的高温退火后Si从Al基体中析出,共晶Si溶解聚集和网状Si组织消失,如图4c和4d所示. ...
... 图5给出了Al-30Si合金的拉伸性能.可以看出,SLM成形的Al-30Si合金的最大抗拉强度高于传统铸造[24]的Al-30Si合金,其退火后的抗拉强度为254 ± 3 MPa,比打印态的低.图6a给出了SLM成形Al-30Si合金样品的宏观拉伸断口形貌.从图6b可见,断裂面是规则的裂解平面,韧窝尺寸较小,塑性较低,与拉伸试样的低延伸率符合.打印态的Al-30Si合金较高的抗拉强度,可归因于晶粒的细化效应.根据Hall-Petch公式[27],晶粒细化诱导的强化可提高材料的力学性能.此外,Al/Si相界面阻碍位错运动[28],使拉伸性能进一步提高.Si颗粒的大小和形貌,对Al-Si合金的力学性能有重要的影响.在Al-Si合金的传统铸造中,Si相的生长速度比凝固过程中的Al相更快,因此Si在Al基体中倾向于形成尺寸较大的板状初晶Si、棒状和针状共晶Si[24].在拉伸载荷的作用下,Si相的这种形貌导致在塑性变形的早期阶段发生局部剪切.这种局部剪切引发裂纹的生成并促进其扩展,从而使其较快地断裂.SLM成形的Al-30Si合金样品中细化的Si颗粒能缓解局部剪切,从而抑制裂纹的萌生和扩展.从图6a可见未熔合的孔隙缺陷,在局部开裂断口的照片(图6c)中还可见未熔化的粉末颗粒.在拉伸过程中,应力在孔隙附近集中并使其成为裂纹源.图6d给出了沿拉伸方向横截面的微观结构,可见裂纹扩展路径较为随机,二次裂纹贯穿到断裂面附近未熔合的缺陷处.因此,未熔合的孔隙缺陷可能是拉伸试样失效的原因.退火对SLM成形试样的拉伸性能有一定的影响.退火后拉伸强度的降低,是由于微观结构的粗化.微观结构的粗化使晶界面积减小,更容易发生位错运动[29].此外,Si颗粒的增强效果使过共晶Al-Si合金具有较高的硬度.SLM样品中弥散分布的细小Si相的增强效果更显著,其硬度为176.89 ± 8.5 HV. ...
... [24].在拉伸载荷的作用下,Si相的这种形貌导致在塑性变形的早期阶段发生局部剪切.这种局部剪切引发裂纹的生成并促进其扩展,从而使其较快地断裂.SLM成形的Al-30Si合金样品中细化的Si颗粒能缓解局部剪切,从而抑制裂纹的萌生和扩展.从图6a可见未熔合的孔隙缺陷,在局部开裂断口的照片(图6c)中还可见未熔化的粉末颗粒.在拉伸过程中,应力在孔隙附近集中并使其成为裂纹源.图6d给出了沿拉伸方向横截面的微观结构,可见裂纹扩展路径较为随机,二次裂纹贯穿到断裂面附近未熔合的缺陷处.因此,未熔合的孔隙缺陷可能是拉伸试样失效的原因.退火对SLM成形试样的拉伸性能有一定的影响.退火后拉伸强度的降低,是由于微观结构的粗化.微观结构的粗化使晶界面积减小,更容易发生位错运动[29].此外,Si颗粒的增强效果使过共晶Al-Si合金具有较高的硬度.SLM样品中弥散分布的细小Si相的增强效果更显著,其硬度为176.89 ± 8.5 HV. ...
Application of SiC and SiC/Al to TMA optical remote sensor
3
2008
... Specific stiffness of commonly used materials for optical instruments
Table 2| Materials | Density / g·cm-3 | Elastic modulus / GPa | Specific stiffness / m2·s-2 |
|---|
| Al[25] | 2.70 | 68.00 | 25.19 |
| TC4[25] | 4.40 | 114.00 | 25.91 |
| Mg-Al alloy[25] | 1.80 | 40.00 | 22.22 |
| AlSi10Mg[26] | 2.62 | 71.00 | 27.10 |
| Al-30Si in this study | 2.53 | 89.00 | 35.18 |
图5给出了Al-30Si合金的拉伸性能.可以看出,SLM成形的Al-30Si合金的最大抗拉强度高于传统铸造[24]的Al-30Si合金,其退火后的抗拉强度为254 ± 3 MPa,比打印态的低.图6a给出了SLM成形Al-30Si合金样品的宏观拉伸断口形貌.从图6b可见,断裂面是规则的裂解平面,韧窝尺寸较小,塑性较低,与拉伸试样的低延伸率符合.打印态的Al-30Si合金较高的抗拉强度,可归因于晶粒的细化效应.根据Hall-Petch公式[27],晶粒细化诱导的强化可提高材料的力学性能.此外,Al/Si相界面阻碍位错运动[28],使拉伸性能进一步提高.Si颗粒的大小和形貌,对Al-Si合金的力学性能有重要的影响.在Al-Si合金的传统铸造中,Si相的生长速度比凝固过程中的Al相更快,因此Si在Al基体中倾向于形成尺寸较大的板状初晶Si、棒状和针状共晶Si[24].在拉伸载荷的作用下,Si相的这种形貌导致在塑性变形的早期阶段发生局部剪切.这种局部剪切引发裂纹的生成并促进其扩展,从而使其较快地断裂.SLM成形的Al-30Si合金样品中细化的Si颗粒能缓解局部剪切,从而抑制裂纹的萌生和扩展.从图6a可见未熔合的孔隙缺陷,在局部开裂断口的照片(图6c)中还可见未熔化的粉末颗粒.在拉伸过程中,应力在孔隙附近集中并使其成为裂纹源.图6d给出了沿拉伸方向横截面的微观结构,可见裂纹扩展路径较为随机,二次裂纹贯穿到断裂面附近未熔合的缺陷处.因此,未熔合的孔隙缺陷可能是拉伸试样失效的原因.退火对SLM成形试样的拉伸性能有一定的影响.退火后拉伸强度的降低,是由于微观结构的粗化.微观结构的粗化使晶界面积减小,更容易发生位错运动[29].此外,Si颗粒的增强效果使过共晶Al-Si合金具有较高的硬度.SLM样品中弥散分布的细小Si相的增强效果更显著,其硬度为176.89 ± 8.5 HV. ...
... [
25]
4.40 | 114.00 | 25.91 | | Mg-Al alloy[25] | 1.80 | 40.00 | 22.22 |
| AlSi10Mg[26] | 2.62 | 71.00 | 27.10 |
| Al-30Si in this study | 2.53 | 89.00 | 35.18 |
图5给出了Al-30Si合金的拉伸性能.可以看出,SLM成形的Al-30Si合金的最大抗拉强度高于传统铸造[24]的Al-30Si合金,其退火后的抗拉强度为254 ± 3 MPa,比打印态的低.图6a给出了SLM成形Al-30Si合金样品的宏观拉伸断口形貌.从图6b可见,断裂面是规则的裂解平面,韧窝尺寸较小,塑性较低,与拉伸试样的低延伸率符合.打印态的Al-30Si合金较高的抗拉强度,可归因于晶粒的细化效应.根据Hall-Petch公式[27],晶粒细化诱导的强化可提高材料的力学性能.此外,Al/Si相界面阻碍位错运动[28],使拉伸性能进一步提高.Si颗粒的大小和形貌,对Al-Si合金的力学性能有重要的影响.在Al-Si合金的传统铸造中,Si相的生长速度比凝固过程中的Al相更快,因此Si在Al基体中倾向于形成尺寸较大的板状初晶Si、棒状和针状共晶Si[24].在拉伸载荷的作用下,Si相的这种形貌导致在塑性变形的早期阶段发生局部剪切.这种局部剪切引发裂纹的生成并促进其扩展,从而使其较快地断裂.SLM成形的Al-30Si合金样品中细化的Si颗粒能缓解局部剪切,从而抑制裂纹的萌生和扩展.从图6a可见未熔合的孔隙缺陷,在局部开裂断口的照片(图6c)中还可见未熔化的粉末颗粒.在拉伸过程中,应力在孔隙附近集中并使其成为裂纹源.图6d给出了沿拉伸方向横截面的微观结构,可见裂纹扩展路径较为随机,二次裂纹贯穿到断裂面附近未熔合的缺陷处.因此,未熔合的孔隙缺陷可能是拉伸试样失效的原因.退火对SLM成形试样的拉伸性能有一定的影响.退火后拉伸强度的降低,是由于微观结构的粗化.微观结构的粗化使晶界面积减小,更容易发生位错运动[29].此外,Si颗粒的增强效果使过共晶Al-Si合金具有较高的硬度.SLM样品中弥散分布的细小Si相的增强效果更显著,其硬度为176.89 ± 8.5 HV. ...
... [
25]
1.80 | 40.00 | 22.22 | | AlSi10Mg[26] | 2.62 | 71.00 | 27.10 |
| Al-30Si in this study | 2.53 | 89.00 | 35.18 |
图5给出了Al-30Si合金的拉伸性能.可以看出,SLM成形的Al-30Si合金的最大抗拉强度高于传统铸造[24]的Al-30Si合金,其退火后的抗拉强度为254 ± 3 MPa,比打印态的低.图6a给出了SLM成形Al-30Si合金样品的宏观拉伸断口形貌.从图6b可见,断裂面是规则的裂解平面,韧窝尺寸较小,塑性较低,与拉伸试样的低延伸率符合.打印态的Al-30Si合金较高的抗拉强度,可归因于晶粒的细化效应.根据Hall-Petch公式[27],晶粒细化诱导的强化可提高材料的力学性能.此外,Al/Si相界面阻碍位错运动[28],使拉伸性能进一步提高.Si颗粒的大小和形貌,对Al-Si合金的力学性能有重要的影响.在Al-Si合金的传统铸造中,Si相的生长速度比凝固过程中的Al相更快,因此Si在Al基体中倾向于形成尺寸较大的板状初晶Si、棒状和针状共晶Si[24].在拉伸载荷的作用下,Si相的这种形貌导致在塑性变形的早期阶段发生局部剪切.这种局部剪切引发裂纹的生成并促进其扩展,从而使其较快地断裂.SLM成形的Al-30Si合金样品中细化的Si颗粒能缓解局部剪切,从而抑制裂纹的萌生和扩展.从图6a可见未熔合的孔隙缺陷,在局部开裂断口的照片(图6c)中还可见未熔化的粉末颗粒.在拉伸过程中,应力在孔隙附近集中并使其成为裂纹源.图6d给出了沿拉伸方向横截面的微观结构,可见裂纹扩展路径较为随机,二次裂纹贯穿到断裂面附近未熔合的缺陷处.因此,未熔合的孔隙缺陷可能是拉伸试样失效的原因.退火对SLM成形试样的拉伸性能有一定的影响.退火后拉伸强度的降低,是由于微观结构的粗化.微观结构的粗化使晶界面积减小,更容易发生位错运动[29].此外,Si颗粒的增强效果使过共晶Al-Si合金具有较高的硬度.SLM样品中弥散分布的细小Si相的增强效果更显著,其硬度为176.89 ± 8.5 HV. ...
SiC和SiC/Al在TMA空间遥感器中的应用
3
2008
... Specific stiffness of commonly used materials for optical instruments
Table 2| Materials | Density / g·cm-3 | Elastic modulus / GPa | Specific stiffness / m2·s-2 |
|---|
| Al[25] | 2.70 | 68.00 | 25.19 |
| TC4[25] | 4.40 | 114.00 | 25.91 |
| Mg-Al alloy[25] | 1.80 | 40.00 | 22.22 |
| AlSi10Mg[26] | 2.62 | 71.00 | 27.10 |
| Al-30Si in this study | 2.53 | 89.00 | 35.18 |
图5给出了Al-30Si合金的拉伸性能.可以看出,SLM成形的Al-30Si合金的最大抗拉强度高于传统铸造[24]的Al-30Si合金,其退火后的抗拉强度为254 ± 3 MPa,比打印态的低.图6a给出了SLM成形Al-30Si合金样品的宏观拉伸断口形貌.从图6b可见,断裂面是规则的裂解平面,韧窝尺寸较小,塑性较低,与拉伸试样的低延伸率符合.打印态的Al-30Si合金较高的抗拉强度,可归因于晶粒的细化效应.根据Hall-Petch公式[27],晶粒细化诱导的强化可提高材料的力学性能.此外,Al/Si相界面阻碍位错运动[28],使拉伸性能进一步提高.Si颗粒的大小和形貌,对Al-Si合金的力学性能有重要的影响.在Al-Si合金的传统铸造中,Si相的生长速度比凝固过程中的Al相更快,因此Si在Al基体中倾向于形成尺寸较大的板状初晶Si、棒状和针状共晶Si[24].在拉伸载荷的作用下,Si相的这种形貌导致在塑性变形的早期阶段发生局部剪切.这种局部剪切引发裂纹的生成并促进其扩展,从而使其较快地断裂.SLM成形的Al-30Si合金样品中细化的Si颗粒能缓解局部剪切,从而抑制裂纹的萌生和扩展.从图6a可见未熔合的孔隙缺陷,在局部开裂断口的照片(图6c)中还可见未熔化的粉末颗粒.在拉伸过程中,应力在孔隙附近集中并使其成为裂纹源.图6d给出了沿拉伸方向横截面的微观结构,可见裂纹扩展路径较为随机,二次裂纹贯穿到断裂面附近未熔合的缺陷处.因此,未熔合的孔隙缺陷可能是拉伸试样失效的原因.退火对SLM成形试样的拉伸性能有一定的影响.退火后拉伸强度的降低,是由于微观结构的粗化.微观结构的粗化使晶界面积减小,更容易发生位错运动[29].此外,Si颗粒的增强效果使过共晶Al-Si合金具有较高的硬度.SLM样品中弥散分布的细小Si相的增强效果更显著,其硬度为176.89 ± 8.5 HV. ...
... [
25]
4.40 | 114.00 | 25.91 | | Mg-Al alloy[25] | 1.80 | 40.00 | 22.22 |
| AlSi10Mg[26] | 2.62 | 71.00 | 27.10 |
| Al-30Si in this study | 2.53 | 89.00 | 35.18 |
图5给出了Al-30Si合金的拉伸性能.可以看出,SLM成形的Al-30Si合金的最大抗拉强度高于传统铸造[24]的Al-30Si合金,其退火后的抗拉强度为254 ± 3 MPa,比打印态的低.图6a给出了SLM成形Al-30Si合金样品的宏观拉伸断口形貌.从图6b可见,断裂面是规则的裂解平面,韧窝尺寸较小,塑性较低,与拉伸试样的低延伸率符合.打印态的Al-30Si合金较高的抗拉强度,可归因于晶粒的细化效应.根据Hall-Petch公式[27],晶粒细化诱导的强化可提高材料的力学性能.此外,Al/Si相界面阻碍位错运动[28],使拉伸性能进一步提高.Si颗粒的大小和形貌,对Al-Si合金的力学性能有重要的影响.在Al-Si合金的传统铸造中,Si相的生长速度比凝固过程中的Al相更快,因此Si在Al基体中倾向于形成尺寸较大的板状初晶Si、棒状和针状共晶Si[24].在拉伸载荷的作用下,Si相的这种形貌导致在塑性变形的早期阶段发生局部剪切.这种局部剪切引发裂纹的生成并促进其扩展,从而使其较快地断裂.SLM成形的Al-30Si合金样品中细化的Si颗粒能缓解局部剪切,从而抑制裂纹的萌生和扩展.从图6a可见未熔合的孔隙缺陷,在局部开裂断口的照片(图6c)中还可见未熔化的粉末颗粒.在拉伸过程中,应力在孔隙附近集中并使其成为裂纹源.图6d给出了沿拉伸方向横截面的微观结构,可见裂纹扩展路径较为随机,二次裂纹贯穿到断裂面附近未熔合的缺陷处.因此,未熔合的孔隙缺陷可能是拉伸试样失效的原因.退火对SLM成形试样的拉伸性能有一定的影响.退火后拉伸强度的降低,是由于微观结构的粗化.微观结构的粗化使晶界面积减小,更容易发生位错运动[29].此外,Si颗粒的增强效果使过共晶Al-Si合金具有较高的硬度.SLM样品中弥散分布的细小Si相的增强效果更显著,其硬度为176.89 ± 8.5 HV. ...
... [
25]
1.80 | 40.00 | 22.22 | | AlSi10Mg[26] | 2.62 | 71.00 | 27.10 |
| Al-30Si in this study | 2.53 | 89.00 | 35.18 |
图5给出了Al-30Si合金的拉伸性能.可以看出,SLM成形的Al-30Si合金的最大抗拉强度高于传统铸造[24]的Al-30Si合金,其退火后的抗拉强度为254 ± 3 MPa,比打印态的低.图6a给出了SLM成形Al-30Si合金样品的宏观拉伸断口形貌.从图6b可见,断裂面是规则的裂解平面,韧窝尺寸较小,塑性较低,与拉伸试样的低延伸率符合.打印态的Al-30Si合金较高的抗拉强度,可归因于晶粒的细化效应.根据Hall-Petch公式[27],晶粒细化诱导的强化可提高材料的力学性能.此外,Al/Si相界面阻碍位错运动[28],使拉伸性能进一步提高.Si颗粒的大小和形貌,对Al-Si合金的力学性能有重要的影响.在Al-Si合金的传统铸造中,Si相的生长速度比凝固过程中的Al相更快,因此Si在Al基体中倾向于形成尺寸较大的板状初晶Si、棒状和针状共晶Si[24].在拉伸载荷的作用下,Si相的这种形貌导致在塑性变形的早期阶段发生局部剪切.这种局部剪切引发裂纹的生成并促进其扩展,从而使其较快地断裂.SLM成形的Al-30Si合金样品中细化的Si颗粒能缓解局部剪切,从而抑制裂纹的萌生和扩展.从图6a可见未熔合的孔隙缺陷,在局部开裂断口的照片(图6c)中还可见未熔化的粉末颗粒.在拉伸过程中,应力在孔隙附近集中并使其成为裂纹源.图6d给出了沿拉伸方向横截面的微观结构,可见裂纹扩展路径较为随机,二次裂纹贯穿到断裂面附近未熔合的缺陷处.因此,未熔合的孔隙缺陷可能是拉伸试样失效的原因.退火对SLM成形试样的拉伸性能有一定的影响.退火后拉伸强度的降低,是由于微观结构的粗化.微观结构的粗化使晶界面积减小,更容易发生位错运动[29].此外,Si颗粒的增强效果使过共晶Al-Si合金具有较高的硬度.SLM样品中弥散分布的细小Si相的增强效果更显著,其硬度为176.89 ± 8.5 HV. ...
SiC reinforced AlSi10Mg composites fabricated by selective laser melting
1
2022
... Specific stiffness of commonly used materials for optical instruments
Table 2| Materials | Density / g·cm-3 | Elastic modulus / GPa | Specific stiffness / m2·s-2 |
|---|
| Al[25] | 2.70 | 68.00 | 25.19 |
| TC4[25] | 4.40 | 114.00 | 25.91 |
| Mg-Al alloy[25] | 1.80 | 40.00 | 22.22 |
| AlSi10Mg[26] | 2.62 | 71.00 | 27.10 |
| Al-30Si in this study | 2.53 | 89.00 | 35.18 |
图5给出了Al-30Si合金的拉伸性能.可以看出,SLM成形的Al-30Si合金的最大抗拉强度高于传统铸造[24]的Al-30Si合金,其退火后的抗拉强度为254 ± 3 MPa,比打印态的低.图6a给出了SLM成形Al-30Si合金样品的宏观拉伸断口形貌.从图6b可见,断裂面是规则的裂解平面,韧窝尺寸较小,塑性较低,与拉伸试样的低延伸率符合.打印态的Al-30Si合金较高的抗拉强度,可归因于晶粒的细化效应.根据Hall-Petch公式[27],晶粒细化诱导的强化可提高材料的力学性能.此外,Al/Si相界面阻碍位错运动[28],使拉伸性能进一步提高.Si颗粒的大小和形貌,对Al-Si合金的力学性能有重要的影响.在Al-Si合金的传统铸造中,Si相的生长速度比凝固过程中的Al相更快,因此Si在Al基体中倾向于形成尺寸较大的板状初晶Si、棒状和针状共晶Si[24].在拉伸载荷的作用下,Si相的这种形貌导致在塑性变形的早期阶段发生局部剪切.这种局部剪切引发裂纹的生成并促进其扩展,从而使其较快地断裂.SLM成形的Al-30Si合金样品中细化的Si颗粒能缓解局部剪切,从而抑制裂纹的萌生和扩展.从图6a可见未熔合的孔隙缺陷,在局部开裂断口的照片(图6c)中还可见未熔化的粉末颗粒.在拉伸过程中,应力在孔隙附近集中并使其成为裂纹源.图6d给出了沿拉伸方向横截面的微观结构,可见裂纹扩展路径较为随机,二次裂纹贯穿到断裂面附近未熔合的缺陷处.因此,未熔合的孔隙缺陷可能是拉伸试样失效的原因.退火对SLM成形试样的拉伸性能有一定的影响.退火后拉伸强度的降低,是由于微观结构的粗化.微观结构的粗化使晶界面积减小,更容易发生位错运动[29].此外,Si颗粒的增强效果使过共晶Al-Si合金具有较高的硬度.SLM样品中弥散分布的细小Si相的增强效果更显著,其硬度为176.89 ± 8.5 HV. ...
Microstructure and mechanical properties of Al-12Si produced by selective laser melting: Effect of heat treatment
1
2013
... 图5给出了Al-30Si合金的拉伸性能.可以看出,SLM成形的Al-30Si合金的最大抗拉强度高于传统铸造[24]的Al-30Si合金,其退火后的抗拉强度为254 ± 3 MPa,比打印态的低.图6a给出了SLM成形Al-30Si合金样品的宏观拉伸断口形貌.从图6b可见,断裂面是规则的裂解平面,韧窝尺寸较小,塑性较低,与拉伸试样的低延伸率符合.打印态的Al-30Si合金较高的抗拉强度,可归因于晶粒的细化效应.根据Hall-Petch公式[27],晶粒细化诱导的强化可提高材料的力学性能.此外,Al/Si相界面阻碍位错运动[28],使拉伸性能进一步提高.Si颗粒的大小和形貌,对Al-Si合金的力学性能有重要的影响.在Al-Si合金的传统铸造中,Si相的生长速度比凝固过程中的Al相更快,因此Si在Al基体中倾向于形成尺寸较大的板状初晶Si、棒状和针状共晶Si[24].在拉伸载荷的作用下,Si相的这种形貌导致在塑性变形的早期阶段发生局部剪切.这种局部剪切引发裂纹的生成并促进其扩展,从而使其较快地断裂.SLM成形的Al-30Si合金样品中细化的Si颗粒能缓解局部剪切,从而抑制裂纹的萌生和扩展.从图6a可见未熔合的孔隙缺陷,在局部开裂断口的照片(图6c)中还可见未熔化的粉末颗粒.在拉伸过程中,应力在孔隙附近集中并使其成为裂纹源.图6d给出了沿拉伸方向横截面的微观结构,可见裂纹扩展路径较为随机,二次裂纹贯穿到断裂面附近未熔合的缺陷处.因此,未熔合的孔隙缺陷可能是拉伸试样失效的原因.退火对SLM成形试样的拉伸性能有一定的影响.退火后拉伸强度的降低,是由于微观结构的粗化.微观结构的粗化使晶界面积减小,更容易发生位错运动[29].此外,Si颗粒的增强效果使过共晶Al-Si合金具有较高的硬度.SLM样品中弥散分布的细小Si相的增强效果更显著,其硬度为176.89 ± 8.5 HV. ...
Powder metallurgy of Al-based metal matrix composites reinforced with β-Al3Mg2 intermetallic particles: Analysis and modeling of mechanical properties
1
2009
... 图5给出了Al-30Si合金的拉伸性能.可以看出,SLM成形的Al-30Si合金的最大抗拉强度高于传统铸造[24]的Al-30Si合金,其退火后的抗拉强度为254 ± 3 MPa,比打印态的低.图6a给出了SLM成形Al-30Si合金样品的宏观拉伸断口形貌.从图6b可见,断裂面是规则的裂解平面,韧窝尺寸较小,塑性较低,与拉伸试样的低延伸率符合.打印态的Al-30Si合金较高的抗拉强度,可归因于晶粒的细化效应.根据Hall-Petch公式[27],晶粒细化诱导的强化可提高材料的力学性能.此外,Al/Si相界面阻碍位错运动[28],使拉伸性能进一步提高.Si颗粒的大小和形貌,对Al-Si合金的力学性能有重要的影响.在Al-Si合金的传统铸造中,Si相的生长速度比凝固过程中的Al相更快,因此Si在Al基体中倾向于形成尺寸较大的板状初晶Si、棒状和针状共晶Si[24].在拉伸载荷的作用下,Si相的这种形貌导致在塑性变形的早期阶段发生局部剪切.这种局部剪切引发裂纹的生成并促进其扩展,从而使其较快地断裂.SLM成形的Al-30Si合金样品中细化的Si颗粒能缓解局部剪切,从而抑制裂纹的萌生和扩展.从图6a可见未熔合的孔隙缺陷,在局部开裂断口的照片(图6c)中还可见未熔化的粉末颗粒.在拉伸过程中,应力在孔隙附近集中并使其成为裂纹源.图6d给出了沿拉伸方向横截面的微观结构,可见裂纹扩展路径较为随机,二次裂纹贯穿到断裂面附近未熔合的缺陷处.因此,未熔合的孔隙缺陷可能是拉伸试样失效的原因.退火对SLM成形试样的拉伸性能有一定的影响.退火后拉伸强度的降低,是由于微观结构的粗化.微观结构的粗化使晶界面积减小,更容易发生位错运动[29].此外,Si颗粒的增强效果使过共晶Al-Si合金具有较高的硬度.SLM样品中弥散分布的细小Si相的增强效果更显著,其硬度为176.89 ± 8.5 HV. ...
Influence of annealing on mechanical properties of Al-20Si processed by selective laser melting
1
2014
... 图5给出了Al-30Si合金的拉伸性能.可以看出,SLM成形的Al-30Si合金的最大抗拉强度高于传统铸造[24]的Al-30Si合金,其退火后的抗拉强度为254 ± 3 MPa,比打印态的低.图6a给出了SLM成形Al-30Si合金样品的宏观拉伸断口形貌.从图6b可见,断裂面是规则的裂解平面,韧窝尺寸较小,塑性较低,与拉伸试样的低延伸率符合.打印态的Al-30Si合金较高的抗拉强度,可归因于晶粒的细化效应.根据Hall-Petch公式[27],晶粒细化诱导的强化可提高材料的力学性能.此外,Al/Si相界面阻碍位错运动[28],使拉伸性能进一步提高.Si颗粒的大小和形貌,对Al-Si合金的力学性能有重要的影响.在Al-Si合金的传统铸造中,Si相的生长速度比凝固过程中的Al相更快,因此Si在Al基体中倾向于形成尺寸较大的板状初晶Si、棒状和针状共晶Si[24].在拉伸载荷的作用下,Si相的这种形貌导致在塑性变形的早期阶段发生局部剪切.这种局部剪切引发裂纹的生成并促进其扩展,从而使其较快地断裂.SLM成形的Al-30Si合金样品中细化的Si颗粒能缓解局部剪切,从而抑制裂纹的萌生和扩展.从图6a可见未熔合的孔隙缺陷,在局部开裂断口的照片(图6c)中还可见未熔化的粉末颗粒.在拉伸过程中,应力在孔隙附近集中并使其成为裂纹源.图6d给出了沿拉伸方向横截面的微观结构,可见裂纹扩展路径较为随机,二次裂纹贯穿到断裂面附近未熔合的缺陷处.因此,未熔合的孔隙缺陷可能是拉伸试样失效的原因.退火对SLM成形试样的拉伸性能有一定的影响.退火后拉伸强度的降低,是由于微观结构的粗化.微观结构的粗化使晶界面积减小,更容易发生位错运动[29].此外,Si颗粒的增强效果使过共晶Al-Si合金具有较高的硬度.SLM样品中弥散分布的细小Si相的增强效果更显著,其硬度为176.89 ± 8.5 HV. ...
The study on high thermal conductivity and low expansion high silicon aluminum alloy
1
2017
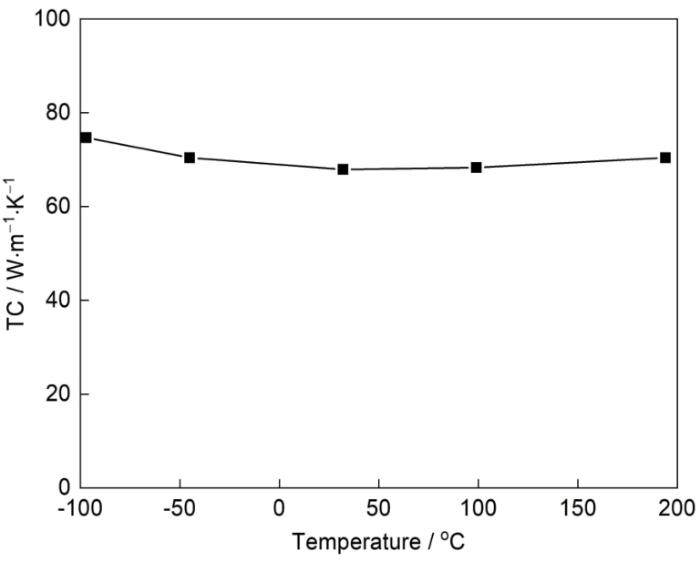
... 其中α为平均线膨胀系数,L0为试样的原始长度,ΔL为温度变化ΔT时试样的长度变化.在SLM成形的Al-30Si合金样品由孤立的Si颗粒和连续的Al基体组成,可看成是Si增强的Al基复合材料,其CTE主要取决于Al基体的CTE和增强体通过基体-增强体界面对基体的制约程度.在常温下,纯Si的CTE仅为Al的1/8[30].Si的CTE远低于Al,因此Si颗粒抑制Al原子的非简谐振动.在Al-Si合金中Al基体与Si相之间不发生界面反应,从图4d中的显微组织可见,Al基体和Si相之间结合良好,可产生较高的界面结合强度.SLM细化的硬质Si相均匀分布在基体中增大了基体-增强体接触面积,提高了对Al基体的制约程度,能阻碍基体的膨胀,使合金的CTE较低.在-100~200℃测试CTE为13.8 × 10-6/℃~16.3 × 10-6/℃,比用SLM制备的AlSi10Mg合金降低了约23%[31].用SLM成形的Al-30Si合金优异的热稳定性能降低其因空间温度变化导致的热变形,是光学系统的测量精度提高. ...
高导热低膨胀高硅铝合金的研究
1
2017
... 其中α为平均线膨胀系数,L0为试样的原始长度,ΔL为温度变化ΔT时试样的长度变化.在SLM成形的Al-30Si合金样品由孤立的Si颗粒和连续的Al基体组成,可看成是Si增强的Al基复合材料,其CTE主要取决于Al基体的CTE和增强体通过基体-增强体界面对基体的制约程度.在常温下,纯Si的CTE仅为Al的1/8[30].Si的CTE远低于Al,因此Si颗粒抑制Al原子的非简谐振动.在Al-Si合金中Al基体与Si相之间不发生界面反应,从图4d中的显微组织可见,Al基体和Si相之间结合良好,可产生较高的界面结合强度.SLM细化的硬质Si相均匀分布在基体中增大了基体-增强体接触面积,提高了对Al基体的制约程度,能阻碍基体的膨胀,使合金的CTE较低.在-100~200℃测试CTE为13.8 × 10-6/℃~16.3 × 10-6/℃,比用SLM制备的AlSi10Mg合金降低了约23%[31].用SLM成形的Al-30Si合金优异的热稳定性能降低其因空间温度变化导致的热变形,是光学系统的测量精度提高. ...
Anisotropy reduction of additively manufactured AlSi10Mg for metal mirrors
1
2022
... 其中α为平均线膨胀系数,L0为试样的原始长度,ΔL为温度变化ΔT时试样的长度变化.在SLM成形的Al-30Si合金样品由孤立的Si颗粒和连续的Al基体组成,可看成是Si增强的Al基复合材料,其CTE主要取决于Al基体的CTE和增强体通过基体-增强体界面对基体的制约程度.在常温下,纯Si的CTE仅为Al的1/8[30].Si的CTE远低于Al,因此Si颗粒抑制Al原子的非简谐振动.在Al-Si合金中Al基体与Si相之间不发生界面反应,从图4d中的显微组织可见,Al基体和Si相之间结合良好,可产生较高的界面结合强度.SLM细化的硬质Si相均匀分布在基体中增大了基体-增强体接触面积,提高了对Al基体的制约程度,能阻碍基体的膨胀,使合金的CTE较低.在-100~200℃测试CTE为13.8 × 10-6/℃~16.3 × 10-6/℃,比用SLM制备的AlSi10Mg合金降低了约23%[31].用SLM成形的Al-30Si合金优异的热稳定性能降低其因空间温度变化导致的热变形,是光学系统的测量精度提高. ...









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}