


高强钢是在碳素结构钢的基础上,通过微合金化而发展起来的一类工程结构用钢,具有优良的强韧性和成形性,被广泛应用于工程结构件及大型装备制造[1~3]。工程结构件的连接通常要用到焊接,而高强钢通过增碳和加入合金元素获得较高的强度,碳当量较大,焊接性较差,容易造成各种焊接质量问题,需要对焊接工艺进行调控[4]。焊接热输入是影响焊接热循环的重要因素,随着钢材强度提高,对热输入的敏感性增大[5,6]。过大的热输入会引起热影响区晶粒显著长大而恶化材料的性能,过小的热输入会引起热影响区出现淬硬组织,容易导致焊接冷裂纹及韧性降低[7]。熔化焊焊接接头通常存在三个区域,分别为焊缝区(Weld zone,WZ)、热影响区(Heat affected zone,HAZ)和母材(Base material,BM),其成分、组织和性能均不相同。由于区域间不同的电化学性能,容易导致腐蚀[8~10]。电偶腐蚀是焊接接头中最常见的腐蚀形式,会诱发和加速应力腐蚀、点蚀和氢脆等各种局部腐蚀,加速结构件的失效[11],对焊接结构件的使用寿命和安全性产生影响。Liu等[12]采用扫描振动电极技术(Scanning vibrating electrode technique,SVET)测试了Q690焊接接头在3.5%NaCl溶液中的腐蚀行为,发现热影响区和母材区腐蚀速率较高,而焊缝区耐蚀性较高,Ni元素对提高焊缝的耐蚀性有重要影响。Hemmingsen等[13]对碳钢焊接接头进行了电化学测试,发现电解液的性质不同,焊接接头的腐蚀区域不同。当电解液的pH较高时,热影响区先被腐蚀,当电解液的pH降低到一定值时,腐蚀区域将会转移到母材区。焊接接头作为焊接结构件中薄弱的部分,其性能决定整个结构件的使用性能和使命,因此国内外进行了大量的研究,但相关研究主要集中在焊接工艺对高强钢焊接接头力学性能的影响,关于焊接工艺对高强钢焊接接头特别是Q1100超高强钢焊接接头的耐腐蚀性能的影响研究很少。本课题基于两种热输入熔化极气体保护焊(Gas metal arc welding,GMAW)的焊接实验,研究不同热输入对Q1100钢焊接接头组织性能的影响,并通过交流阻抗和SVET分析焊接接头的局部腐蚀行为,为接头的腐蚀防护提供参考。
1 实验方法
表1 实验钢的化学成分(质量分数,%)
Table 1
| C | Si | Mn | P | S | Nb | V | Ti | Ni | Cr | Mo | B | Al | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.15 | 0.30 | 1.12 | 0.009 | 0.002 | 0.022 | 0.053 | 0.018 | 0.32 | 0.21 | 0.54 | 0.0018 | 0.03 | Bal. |
图1
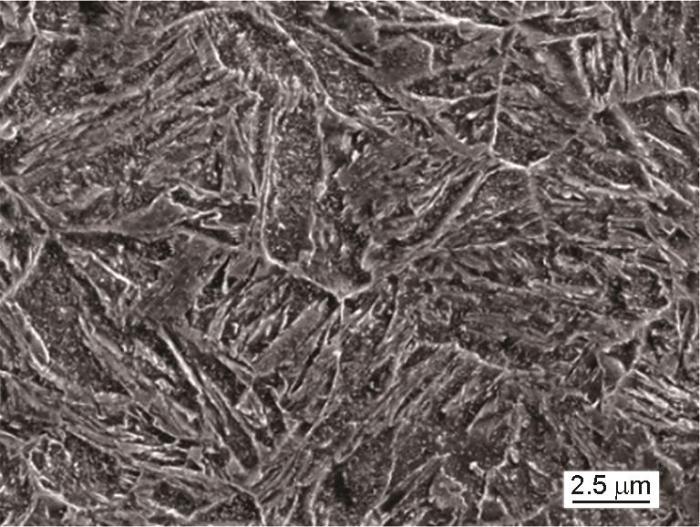
图1
实验钢原始组织的SEM照片
Fig.1
SEM photograph of original microstructure of the experimental steel
图2为焊接实验用钢板的形状尺寸,开有60°的V型坡口,坡口边缘附近打磨光亮并去除毛边后,将两块对称的焊接实验用钢板加热到180~200℃充分预热,采用GM120焊丝和熔化极气体保护焊对钢板进行焊接,保护气氛为80%Ar+20%CO2,气体流量为20 L/min。采用10、15 kJ/cm两种热输入,分别进行打底焊、填充焊和覆盖焊,每道次焊完,保持层间温度在110~130℃,焊接完成后用石棉进行保温,防止冷却速率过大形成焊接裂纹。
图2

分别以焊缝区和热影响区作为中心,从焊板上切取55 mm×10 mm×7.5 mm(厚)的V型缺口冲击试样,开口方向为厚度(ND)方向。在低温槽中用液氮和酒精冷却试样(-40℃下保温15 min),然后在摆锤式冲击试验机上进行冲击实验,每组试样重复测试3次,取其均值作为最终结果。采用310HVS-5型小负荷维氏硬度仪测量整个焊接接头的硬度值,每隔1 mm测量一个点,实验载荷为29.4 N,保荷15 s。试样经机械研磨和抛光后,置于4%硝酸酒精中腐蚀10~15 s,然后利用FEI SIRION 200型扫描电镜观察焊接接头的显微组织。
图3

图3
焊接接头截面取样示意图
Fig.3
Illustration of samples cut from the section of welded joint
图4

图4
焊接接头表面取样示意图
Fig.4
Illustration of samples cut from the surface of welded joint
图5为电化学试样的示意图,正面为工作面,反面连接铜导线,除工作面裸露、铜导线引出外,其他部分均用环氧树脂封装,对工作面进行机械研磨和抛光,待超声清洗后进行电化学测试。利用Autolab电化学工作站测量焊接接头不同区域的交流阻抗,试样工作面尺寸为9 mm×8 mm,测量频率范围为10-2~105 Hz,交流激励信号幅值为10 mV,电解液为3.5%(质量分数)的NaCl溶液。利用Versa SCAN型微区扫描电化学工作站进行SVET测试,试样工作面尺寸为10 mm×7.5 mm,电解液为3.5%(质量分数)的NaCl溶液,扫描范围为5 mm×3 mm。
图5

图5
电化学试样示意图
Fig.5
Schematic diagram of sealing of the sample for electrochemical test
2 实验结果
2.1 焊接接头的微观组织
图6为两种热输入试样焊缝区的SEM照片。两种试样具有相似的焊缝组织,主要为针状铁素体(Acicular ferrite,AF)及少量的粒状贝氏体(Granular bainite,GB),其中热输入为10 kJ/cm试样的针状铁素体较细小。
图6

图6
两种热输入条件下焊缝区的SEM照片
Fig.6
SEM photos of the weld zones under the heat input conditions of (a) 10 kJ/cm and (b) 15 kJ/cm
图7
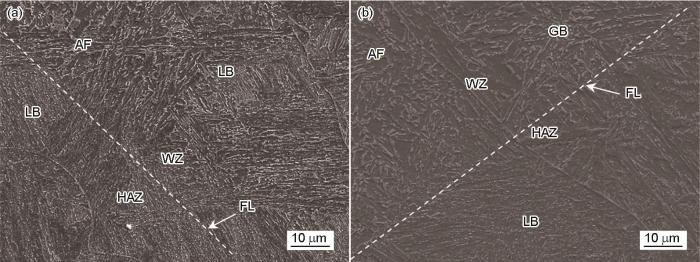
图7
两种热输入条件下熔合区的SEM照片
Fig.7
SEM photos of the fusion zones under the heat input conditions of (a) 10 kJ/cm and (b) 15 kJ/cm
图8为不同热输入试样热影响区的SEM照片。可以看到,两种热输入试样的热影响区组织均包括粗晶区(Coarse grain heat affected zone,CGHAZ)、细晶区(Fine grain heat affected zone,FGHAZ)和临界区(Incomplete crystallization heat affected zone,ICHAZ)。粗晶区组织如图8a、b所示,主要为板条贝氏体,原奥晶粒粗大、晶界平直,大量的碳化物弥散分布在铁素体板条间,其中10 kJ/cm试样的晶粒尺寸较小。细晶区组织如图8c、d所示,主要为板条贝氏体和粒状贝氏体,晶粒尺寸较粗晶区细小,且10 kJ/cm试样的晶粒尺寸较15 kJ/cm试样的晶粒尺寸小,晶界上存在呈点状和块状的碳化物。临界区组织如图8e、f所示,为多边形铁素体(Polygonal ferrite,PF)和马奥岛(M/A)的混合组织,可观察到M/A和碳化物分布在原奥氏体晶界处。
图8
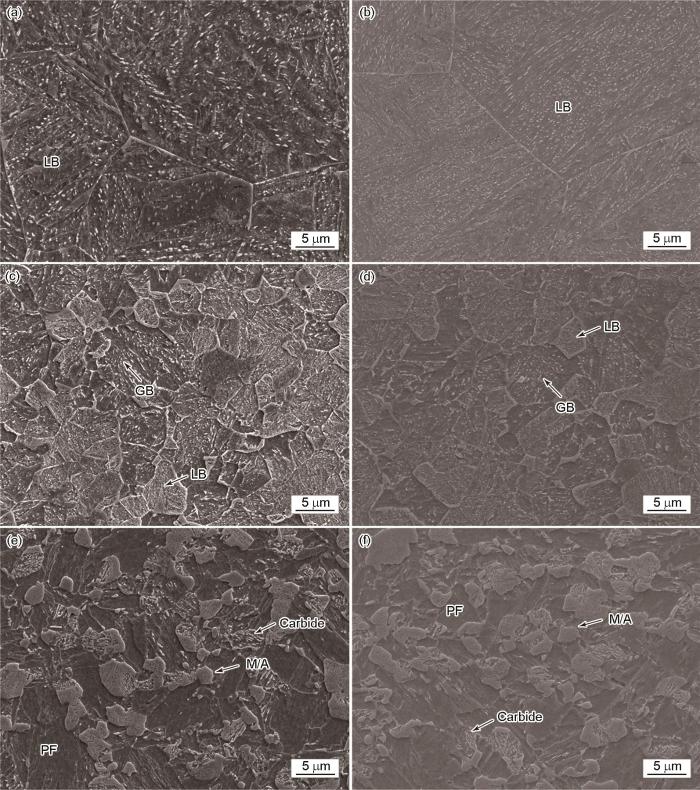
图8
两种热输入焊接接头热影响区的SEM照片
Fig.8
SEM photos of the heat affected zones of the welded joints at (a, c, e) 10 kJ/cm and (b, d, f) 15 kJ/cm
2.2 焊接接头的电化学测试
图9

图9
两种热输入焊接接头的电化学阻抗谱
Fig.9
(a, c) Nyquist and (b, d) Bode plots of two welded joints with the heat inputs of (a, b) 10 kJ/cm and (c, d) 15 kJ/cm
3 分析讨论
3.1 焊接接头组织对力学性能的影响
图10为不同热输入焊接接头的硬度分布曲线。可以看到,焊缝区的硬度小于母材的硬度;热影响区硬度变化较大,在靠近熔合线处出现了峰值硬度;在母材与热影响区边界处出现了谷值硬度;母材的硬度随着距焊缝中心的距离增大而不断升高。
图10
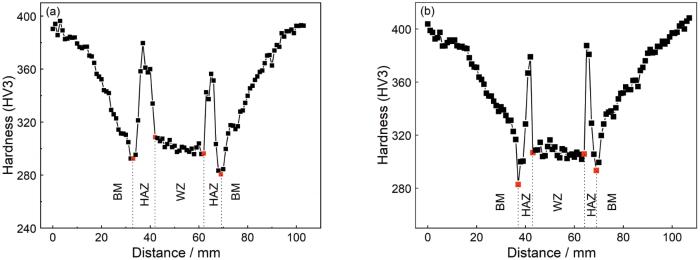
图10
焊接接头硬度分布曲线
Fig.10
Hardness profiles of two welded joints with the heat inputs of (a) 10 kJ/cm and (b) 15 kJ/cm
由于采用“低强匹配”的焊接方式,导致焊缝区硬度小于母材。在热循环过程中熔合线附近的热影响区靠近焊接熔池,处于过热区,冷却后会得获得粗大的淬硬组织,具有较高的硬度,表现为峰值硬度,而在临界区与母材的边界处出现谷值硬度,该区域中母材奥氏体化程度最低,回火程度最高,生成了较多的铁素体软化相,因此该区域硬度最低。对于回火软化区,随距焊缝中心的距离增大,硬度升高。这是因为回火软化区在焊接热循环作用下发生了不同程度的回火。与焊缝中心的距离越大,焊接热循环最高温度越低,回火软化作用越小,硬度越大。
图11为不同热输入焊接接头的-40℃冲击功。可以看到,两种热输入试样焊缝区的低温冲击功均高于热影响区。10 kJ/cm试样焊缝区和热影响区-40℃冲击功分别为46.5 J和30.2 J,均比15 kJ/cm试样对应区域的-40℃冲击功高。接头焊缝区组织主要为针状铁素体,如图6所示,针状铁素体之间为大角度晶界,能够有效地阻碍裂纹的扩展,使裂纹扩展消耗的能量增多,从而提高焊缝区的低温冲击韧性[16]。热输入较低时,焊缝的冷却速度较快,过冷度相应增大,形核率得以增大、焊缝组织得以细化[17],10 kJ/cm试样的焊缝组织为更细小的针状铁素体,晶界面积增大,晶界曲折,裂纹扩展时晶界吸收能量增多,因此,其低温冲击功更大[18]。
图11
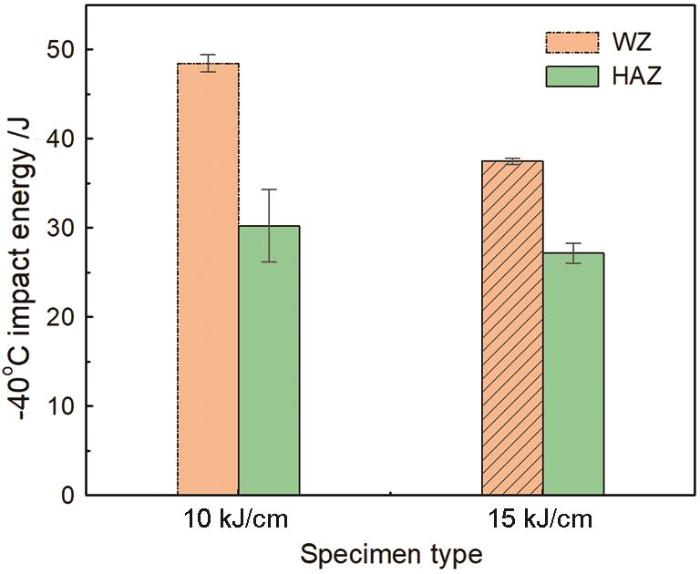
图11
两种热输入焊接接头-40℃冲击功对比
Fig.11
Comparison of -40℃ impact energies of two heat input welded joints
热影响区由于各区域的组织差异性较大,易于诱发裂纹萌生,同时存在韧性较低的粗晶区,使得整个热影响区韧性较差。粗晶区热循环峰值温度较高且停留时间较长,难溶的碳、氮化物将溶入奥氏体中并稳定奥氏体,原奥氏体晶粒有足够的时间长大,因此,冷却时会形成粗大的板条贝氏体组织,如图8a、b所示。两种热输入接头粗晶区组织均为粗大的板条贝氏体,导致韧性较差。而15 kJ/cm试样热输入较高,冷却速率较低,在冷却过程中原奥氏体晶粒进一步长大,因此晶粒尺寸更大。细晶区发生完全奥氏体化,但峰值温度较低且停留时间较短,晶粒来不及长大,故在冷却后获得晶粒细小的贝氏体组织,如图8c、d所示。两种热输入接头细晶区组织均为粒状贝氏体和板条贝氏体,晶粒细小,而10 kJ/cm试样热输入较低,冷却速率较快,因此晶粒尺寸更小。临界区中仅有部分母材奥氏体化,但奥氏体化温度较低,碳元素扩散不充分,晶界作为碳原子的优先扩散通道使碳原子富集,稳定性较强的富碳奥氏体在冷却过程中保留至马氏体转变起始温度(MS)以下形成M/A组织,而M/A会发生分解,形成碳化物,未奥氏体化的母材发生较大程度的回复和再结晶,将形成多边形铁素体,如图8e、f所示。两种热输入接头临界区组织主要为多边形铁素体、M/A和碳化物。
3.2 热输入对焊接接头耐腐蚀性能的影响
图12
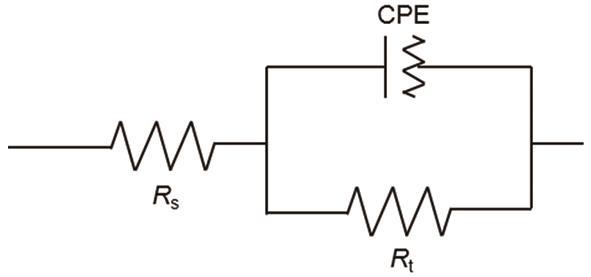
采用ZSimpWin软件并结合等效电路图对电化学阻抗谱进行拟合,得到表2所示的电化学参数。其中,Y0和n为CPE的两个参数,Y0为导纳,与频率无关;n为无量纲参数,表示电极表面粗糙及能量耗散程度。从表中可以看到,焊接接头母材区的电荷转移电阻最大,表明金属在离子化过程中受到的阻力最大,金属表面的腐蚀速率随之减小,说明母材具有较好的耐蚀性;焊缝区的电荷转移电阻最小,说明焊缝区的耐蚀性最差。10 kJ/cm试样的热影响区和焊缝区的电荷转移电阻均大于15 kJ/cm试样,说明10 kJ/cm试样的热影响区和焊缝区具有更好的耐蚀性。
表2 电化学阻抗谱拟合的电化学参数
Table 2
| Heat input | Different regions | Rs/Ω·cm2 | Rt/Ω·cm2 | Y0/Ω-1·cm-2·s-n | n |
|---|---|---|---|---|---|
| 10 kJ/cm | HAZ | 7.69 | 2242 | 3.609×10-4 | 0.8297 |
| WZ | 11.98 | 1922 | 2.485×10-4 | 0.8365 | |
| BM | 13.47 | 2540 | 3.687×10-4 | 0.8326 | |
| 15 kJ/cm | HAZ | 8.59 | 2086 | 3.809×10-4 | 0.8392 |
| WZ | 9.46 | 1883 | 3.443×10-4 | 0.8322 | |
| BM | 13.47 | 2540 | 3.687×10-4 | 0.8326 |
电化学阻抗谱测试会破坏焊接接头的完整性,其结果只能反映接头的腐蚀倾向,因此,结合SVET测试结果进一步对整个焊接接头的耐蚀性和局部腐蚀行为进行研究。图13为10 kJ/cm热输入焊接接头在3.5%NaCl溶液中腐蚀不同时间的表面电流密度分布图,图中标出了BM、HAZ和WZ三个区域的边界。图13a对应腐蚀时间2 h,接头表面HAZ具有最大的电流密度,WZ电流密度大小次之,均作为阳极被腐蚀;而BM电流最小,作为阴极,与交流阻抗显示的结果相同,发生了电偶腐蚀。图13b、c分别对应腐蚀时间5 h和8 h,腐蚀规律与2 h相似,HAZ、WZ继续作为阳极,BM作为阴极。图13d对应腐蚀时间20 h,可以看到,阳极腐蚀区域发生转变,BM作为阳极发生腐蚀,WZ则作为阴极被保护起来。图13e为腐蚀20 h后接头表面的宏观腐蚀形貌,整个焊接接头发生了腐蚀,表面均被腐蚀产物覆盖,其中WZ表面锈层较厚。
图13

图13
10 kJ/cm焊接接头腐蚀不同时间后表面电流密度分布图及其宏观腐蚀形貌
Fig.13
Surface current density distribution and macroscopic corrosion morphology of 10 kJ/cm welded joints after corrosion for different time: (a) 2 h; (b) 5 h; (c) 8 h; (d) 20 h; (e) corrosion morphology
图14为15 kJ/cm热输入焊接接头在3.5%NaCl溶液中腐蚀不同时间后试样表面的电流密度分布图,图中标出了不同区域的边界。图14a对应腐蚀时间2 h,接头表面WZ具有最大的电流密度,作为阳极被腐蚀,HAZ中部分区域电流密度较大,将作为阳极被腐蚀,BM电流密度最小,作为阴极,焊接接头发生了电偶腐蚀,腐蚀规律与交流阻抗显示的结果相同。图14b对应腐蚀时间5 h,可以看到,接头表面电流密度分布发生变化,阳极腐蚀区域由WZ转移到BM,而HAZ和WZ作为阴极。当腐蚀时间大于5 h时,如图14c、d所示,腐蚀规律与5 h相似,BM继续作为阳极被腐蚀,HAZ和WZ作为阴极。图14e为腐蚀20 h后接头表面的宏观腐蚀形貌,HAZ由于只有部分区域被腐蚀,且腐蚀时间较短,表面依旧较为光亮,说明其耐蚀性较好。
图14
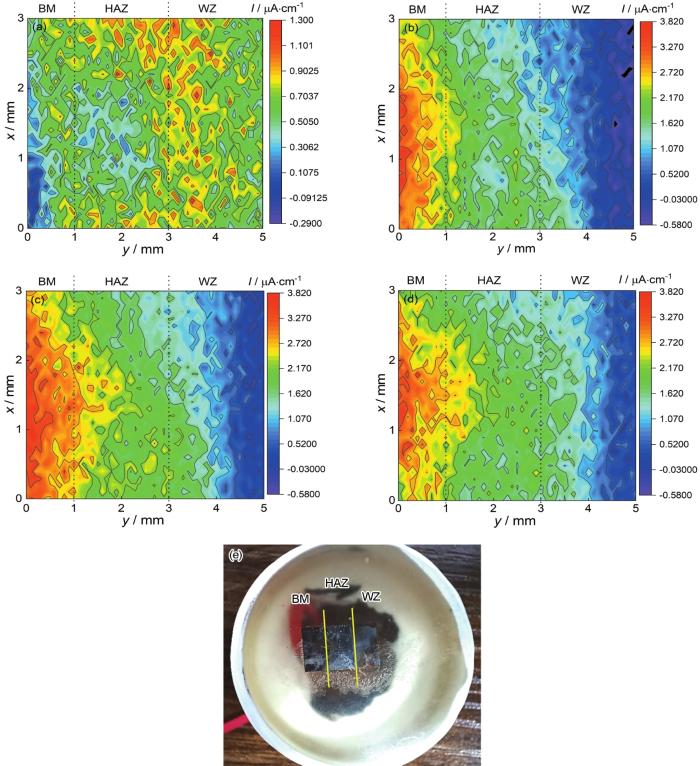
图14
15 kJ/cm焊接接头腐蚀不同时间后表面电流密度分布图及其宏观腐蚀形貌
Fig.14
Surface current density maps of the 10 kJ/cm welded joint after corrosion for (a) 2 h, (b) 5 h, (c) 8 h and (d) 20 h; and (e) macroscopic morphology after 20 h corrosion
图15为不同热输入的焊接接头腐蚀不同时间后表面平均电流密度分布曲线。图15a为10 kJ/cm试样表面平均电流密度分布图,可以看到,当腐蚀2 h时,BM表面电流密度较小,作为阴极;而HAZ和WZ表面电流密度较大,作为阳极,发生腐蚀溶解,表面生成腐蚀产物,而腐蚀产物对焊缝的阳极溶解具有抑制作用[21],通过阻碍腐蚀介质的传输,对基体起到一定的保护作用。当腐蚀时间为5、8 h时,随着腐蚀时间的增加,WZ表面腐蚀产物不断增多,锈层增厚,抑制作用不断增强,使得阳极电流密度逐渐减小,腐蚀程度减小。当腐蚀时间增加到20 h时,在锈层的作用下,WZ表面的腐蚀电流密度低于BM的腐蚀电流密度,焊接接头的腐蚀位置发生变化,BM作为阳极发生腐蚀,而WZ作为阴极受到保护。图15b为15 kJ/cm试样表面平均电流密度分布图,可以看到,当腐蚀2 h时,腐蚀规律与10 kJ/cm试样相似,BM作为阴极,而WZ作为阳极被腐蚀。当腐蚀5 h时,由于WZ表面腐蚀产物的保护作用,焊接接头的腐蚀位置发生了变化,阳极区由WZ转变为BM,而WZ作为阴极。当腐蚀时间大于5 h时,腐蚀规律与5 h相同,BM一直作为阳极被腐蚀,表面不断生成腐蚀产物,而WZ作为阴极被保护。此外,对比图15a、b可以看到,10 kJ/cm试样表面电流密度比15 kJ/cm试样小,说明10 kJ/cm试样腐蚀程度小,耐蚀性较15 kJ/cm试样高。
图15

图15
两种焊接接头表面平均腐蚀电流分布曲线
Fig.15
Average corrosion current distribution curves of the surfaces of two welded joints with the heat inputs of (a) 10 kJ/cm and (b) 15 kJ/cm
4 结论
(1) Q1100钢在10 kJ/cm和15 kJ/cm两种热输入条件下的焊接接头焊缝区组织均为针状铁素体及少量的粒状贝氏体,粗晶区组织为粗大的板条贝氏体,细晶区组织为细小的板条贝氏体和粒状贝氏体,临界相变区组织为多边形铁素体、M/A岛和碳化物的混合组织。
(2) 焊缝区针状铁素体间为大角度晶界,能够阻碍裂纹扩展,使得焊缝区低温冲击韧性较热影响区好。当热输入为10 kJ/cm时,焊接接头焊缝区和热影响区的-40℃冲击功分别为46.5 J和30.2 J,较15 kJ/cm接头对应区域高。
(3) 焊接接头的耐蚀性大小均为母材>热影响区>焊缝区,其中热输入为10 kJ/cm的焊接接头的耐蚀性较好,在腐蚀过程中,焊缝区作为阳极最先被腐蚀,表面生成腐蚀产物,抑制焊缝的阳极溶解;腐蚀一定时间后,腐蚀位置会发生改变,母材作为阳极被腐蚀,而焊缝区作为阴极。
参考文献
Microstructure and mechanical properties of high-strength steel welding consumables with a minimum yield strength of 1100 MPa
[J].
Microstructures and properties of 1100 MPa grade ultra-high strength steel after heat treatments
[J].
屈服强度1100 MPa级超高强钢热处理组织及性能
[J].
The fracture toughness of butt weld at low temperature of 960 MPa high-strength steel
[J].
960 MPa高强度钢材对接焊缝的低温断裂韧性
[J].
对14 mm厚的960 MPa结构钢材的对接焊缝进行了低温断裂韧性试验, 采用三点弯曲试件, 以裂纹尖端张开位移CTOD为指标, 对960 MPa高强度钢材焊缝的断裂行为进行分析。计算出母材、焊缝区和热影响区的断裂韧性CTOD临界值δ<sub>m</sub>与温度的关系, 采用Boltzmann 函数对其结果进行拟合分析, 得到韧脆转变温度, 并对其断裂微观机理进行分析。结果表明: 断裂韧性CTOD临界值δ<sub>m</sub>随温度降低呈下降趋势, 与Q235、Q345、Q390及Q460相比, 960 MPa高强度钢材的δ<sub>m</sub>值最低, 其焊接热影响区的δ<sub>m</sub>值比焊缝金属和母材均小, 其韧脆转变温度也较高(-12.45 ℃), 低温冷脆特征更加显著。
Research and application on welding process of Q890 high-strength steel
[J].
Q890高强钢焊接工艺研究与应用
[J].
Effect of heat input on microstructure and mechanical properties of dissimilar joints between super duplex stainless steel and high strength low alloy steel
[J].
Influence of heat input on the changes in the microstructure and fracture behavior of laser welded 800 MPa grade high-strength low-alloy steel
[J].
Effect of heat input on microstructure and properties of weld joints of 800 MPa grade high strength low alloy steel
[J].
焊接热输入对800 MPa级低合金高强钢焊接接头组织性能的影响
[J].
Electrochemical behavior of various micro-areas on the welded joint of Q235 steel
[J].
Q235管线钢焊接接头微区电化学行为
[J].
Corrosion evolution and analysis of welded joints of structural steel performed in a tropical marine atmospheric environment
[J].
SVET Characterization of localized corrosion of welded X70 pipeline steel in acid solution
[J].
X70钢焊接接头在酸性溶液中的局部腐蚀SVET研究
[J].
Progress in research on factors influencing galvanic corrosion behavior
[J].
电偶腐蚀影响因素研究进展
[J].
Corrosion behavior of welded joint of Q690 with CMT twin
[J].
The influence of electrolyte reduction potential on weld corrosion
[J].
Surface grain boundary characteristics and electrochemical behavior of hot rolled high Ni high strength steel
[J].
热轧高Ni高强钢的表面晶界特征和电化学行为
[J].
Analysis of different acicular ferrite microstructures in low-carbon steels by electron backscattered diffraction. Study of their toughness behavior
[J].
Effect of heat input on microstructure and property of weld joints of a 1200 MPa grade HSLA steel
[J].
热输入对1200 MPa级HSLA钢焊缝组织性能的影响
[J].
Low temperature impact toughness of welded joint of X70 pipeline steel after hardening and tempering
[J].
X70管线钢焊接接头调质处理后的低温冲击韧性
[J].
Research on the CO2 corrosion behavior of carbon steel welded joint and the development of corrosion resistance welding materials
[D].
碳钢焊接接头CO2腐蚀行为及耐蚀焊材开发的研究
[D].
Microstructure characteristics and formation mechanism of acicular ferrite in high-strength low-alloy steels
[J].
低合金高强钢针状铁素体组织特征和形成机理
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}