
刘飞 , 毛杰
, 毛杰
LIU Fei, MAO Jie
中图分类号: TG174
文章编号: 1005-3093(2018)09-0641-06
通讯作者:
收稿日期: 2017-08-2
网络出版日期: 2018-09-25
版权声明: 2018 《材料研究学报》编辑部 《材料研究学报》编辑部
基金资助:
作者简介:
作者简介 刘 飞,男,1993年生,硕士生
展开
摘要
改变用等离子喷涂-物理气相沉积(PS-PVD)工艺制备热障涂层时等离子工作气体中H2组分的流量,制备出不同的ZrO2-7%Y2O3(7YSZ)热障涂层并研究了H2对PS-PVD热障涂层的影响。结果表明:等离子工作气体中的H2对PS-PVD热障涂层的表面形貌、微观结构、孔隙率、硬度和抗冲蚀性能等性质有显著的影响。H2流量分别为0、5、10 SLPM时制备的PS-PVD热障涂层,其孔隙率分别为16.7%、20.4%、7.7%;显微硬度分别为224.2 HV0.025、236.6 HV0.025、394.4 HV0.025;固体颗粒冲蚀25 s后的失重量分别为78.5 mg、65.0 mg、17.3 mg。随着H2组分流量的增大热障涂层的孔隙率先增加后减小,柱状结构逐渐变化,硬度和抗冲蚀性能提高。
关键词:
Abstract
Different thermal barrier coatings (TBCs) of ZrO2-7%Y2O3 (7YSZ) were prepared on high temperature alloy K417 by plasma spray-physical vapor deposition (PS-PVD) processes with changing H2 flow rate for the plasma gas, while the influence of H2 flow rate on the structure and erosion resistance of TBCs was investigated. Results show that the H2 flow rate of plasma gas presents significantly influence on the surface topography, structure, porosity, hardness, and erosion resistance of the prepared PS-PVD TBCs. When the H2 flow rate is 0, 5 and 10 SLPM (standard liter per minute) respectively, the corresponding TBCs present the following properties: 16.7%, 20.4% and 7.7% for porosity; 224.2 HV0.025, 236.6 HV0.025 and 394.4 HV0.025 for hardness; and 78.5 mg, 65.0 mg and 17.3 mg for mass loss after solid particles erosion test for 25 s. With the increase of H2 flow rate, the porosity of PS-PVD TBCs increases at first and then decreases, while the hardness and erosion resistance increase.
Keywords:
热障涂层(Thermal Barrier Coatings, TBCs)能显著降低涡轮合金叶片的表面温度、大幅度延长叶片的工作寿命和提高发动机的推力和效率[1],已广泛应用于航空、航天发动机等领域。航空发动机涡轮叶片热障涂层的服役环境,包括高温氧化、热腐蚀以及外来物冲击等。这些因素,使热障涂层的失效行为极为复杂。但是,现在对其失效机理目前还没有全面的认识[2]。同时,由于航空发动机工作时从大气中摄入灰尘、杂质等环境夹杂物,叶片受到摄入物质及燃烧室内反应生成的碳粒的高速撞击。这些因素导致的冲蚀失效,也是热障涂层失效的一个重要原因[3, 4]。
热障涂层的抗冲蚀性能,与其组织结构、硬度和孔隙率等多种因素有关[5, 6]。用不同方法制备的热障涂层,其性能不同[7, 8]。等离子喷涂-物理气相沉积(Plasma Spray-Physical Vapor Deposition, PS-PVD)是一种在等离子喷涂(PS)和电子束-物理气相沉积(EB-PVD)工艺基础上发展的新型热障涂层制备技术。在输出功率超过100 kW的等离子体喷涂系统和150 Pa的高真空环境共同作用下,陶瓷粉末颗粒气化后膨胀射流在基体表面,快速沉积形成类似EB-PVD柱状结构的热障涂层[9, 10]。PS-PVD热障涂层的孔隙率高、热导率低、抗热震性能好,且工艺效率高、成本较低,PS-PVD是制备先进热障涂层最有前景的技术之一[11,12]。在PS-PVD制备热障涂层过程中等离子体参数和特性显著影响等离子射流状态和温度分布,并最终影响涂层结构和性能[13, 14]。Ar/He气体的电离电位较低,易形成稳定的等离子弧,是目前PS-PVD使用的等离子工作气体。H2具有特别的热物理性质,是传统等离子喷涂选择的一种优良辅助工作气体[15, 16]。本文使用PS-PVD工艺在不同H2流量条件下在K417高温合金基体上制备7YSZ热障涂层,研究等离子工作气体中H2组分流量对PS-PVD热障涂层组织结构及抗冲蚀性能的影响。
实验前将K417合金基体(ϕ25.4 mm×6.0 mm)置于煤油中进行超声波清洗,之后用酒精清洗并擦拭干净以洁净基体。在喷涂粘结层和陶瓷层之前都对样品进行喷砂处理,喷砂气压0.35 MPa,使用120# 刚玉砂。喷砂后用压缩空气清除基体表面的残余砂粒,并用酒精清洁试样表面。喷砂后基体的粗糙度为4.2~5.3 μm。
使用低温超音速火焰喷涂(LT-HVOF,GTV-K2)设备,以NiCoCrAlY(6~30 μm,AMPERITTM 997,Sulzer-Metco)粉末为原料制备中间粘结层(bonding coating,BC)。使用等离子喷涂-物理气相沉积(PS-PVD, Sulzer-Metco)设备,以团聚烧结的7YSZ粉末(30±1 μm,M6700,Sulzer-Metco)为原料制备热障涂层。PS-PVD喷枪型号为O3CP,喷枪口径为12.5 mm。喷涂过程:将喷砂并清洁后的样品固定在喷涂夹具上,设置机械手喷涂程序,通过真空泵把喷涂真空罐抽至150 Pa,然后回充氩气至4000 Pa,进行喷枪点火。通过等离子体将基体预热至850℃,再通过机械手调整喷距为950 mm进行双管送粉喷涂。在喷涂过程中对真空罐进行适量的补氧,以防止7YSZ晶体失氧。同时,在喷涂前把7YSZ粉末放入送粉器烘干,温度为50℃。7YSZ涂层PS-PVD喷涂工艺的参数,列于表1。
表1 喷涂工艺参数
Table 1 Spraying parameters
| Sample | Current /A | Stand-off Distance /mm | Ar | He | H2 | Chamber pressure /mbar | Net power /kW |
|---|---|---|---|---|---|---|---|
| SLPM | |||||||
| 1# | 2600 | 950 | 35 | 60 | 0 | 1.5 | 55.2 |
| 2# | 2300 | 950 | 35 | 60 | 5 | 1.5 | 53.8 |
| 3# | 2100 | 950 | 35 | 60 | 10 | 1.5 | 54.6 |
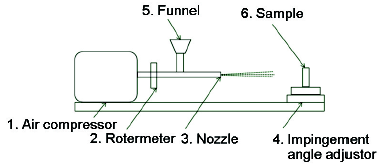
冲蚀试验在自制的气体喷砂冲蚀试验机上进行,示意图如图1所示。以不规则刚玉砂砾(粒径约80 µm)为原料,在室温下对PS-PVD热障涂层进行冲蚀。冲蚀标准为GE E50TF121。每冲蚀5 s称重一次,记录样品冲蚀前后重量。冲蚀前后重量差为冲蚀失重量,以冲蚀失重量衡量涂层的抗冲蚀性能,共冲蚀25 s。试验时把样品固定于样品台(6)上,通过样品台旋转调节喷枪与样品的夹角,使粒子流以20°攻角对热障涂层进行冲蚀,调节喷嘴到热障涂层表面中心位置的距离为102 mm,通过气体流量计(2)调节压缩空气压力为0.25 MPa。
用场发射-电子显微镜(“FE-SEM” Nova-Nano-430,FEI,Holland)分析PS-PVD热障涂层截面以及冲蚀前、后的表面形貌。使用显微硬度仪(MH-5,Everone,China)测量陶瓷层截面的硬度(载荷25 g,加载15 s)。
图2给出了1#、2#、3#试样的SEM表面形貌,其中a、b、c为冲蚀前,d、e、f为冲蚀后。“菜花”状的涂层顶部结构是PS-PVD热障涂层标志性的表面形貌特征。当喷涂时等离子工作气体中不加H2时涂层晶粒之间结合较疏松,表面存在大量孔洞和缝隙,“菜花头”形貌特征明显(图2a);加入H2后涂层晶粒变得粗大且相互之间联系较为紧密,表面类似1#试样中的孔洞和缝隙出现较少,依然表现出“菜花头”形貌特征(图2b、2c)。由此可知,等离子工作气体中H2流量的改变影响涂层的表面形貌。
图2 冲刷前后试样的表面形貌
Fig.2 The surface morphology of coating beforesolid particle erosion (a) 1#, (b) 2#, (c) 3#and after erosion of (d) 1#, (e) 2#, (f) 3#
冲蚀后,涂层表面形貌发生不同程度改变。1#试样的表面形貌完全被改变,“菜花头”部分冲蚀殆尽,留下大量晶体断裂后形成的断茬、凹坑和裂痕,冲蚀后表面粗糙(图2d)。2#试样冲蚀后“菜花头”部分全部冲蚀掉,与1#试样相比,2#试样冲蚀后表面较为平整,没有观察到柱状晶断裂后的裂痕和断茬,有少量凹坑,可以观察到沙粒冲蚀后的“刮痕”( 图2e)。其原因可能是,2#试样的柱状晶体结合强度较低,粒子的犁削力作用效果明显,使热障涂层被一层一层的“削掉”,从而形成平整的冲蚀后形貌。3#试样冲蚀后的形貌与其他试样有明显不同,“菜花头”部分只被冲蚀掉一部分,依然可以观察到“菜花头”结构存留,组织完整性保持较好,表面冲蚀痕迹不明显(图2f)。这个结果说明,与1#和2#试样相比3#试样的抗冲蚀性能有显著提高。等离子工作气体中H2流量的改变,也影响涂层的抗冲蚀性能。
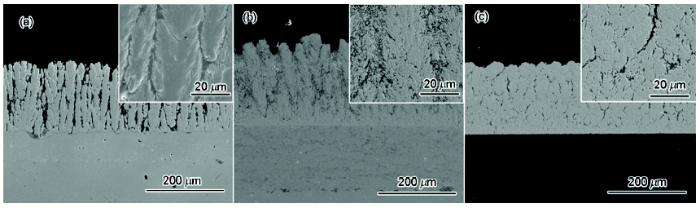
图3给出了1#、2#、3#试样的SEM截面形貌。可以看出,试样均为柱状晶结构,但是随着等离子工作气体中H2流量的增大结构逐渐改变。不加H2,1#试样的柱状晶外形轮廓明显,晶体生长较为整齐,呈一定规则排列,单个晶粒的微观组织结构致密(图3a)。涂层内部存在部分较大的缝隙,涂层的宏观结构较为疏松,孔隙率较大;H2流量为5 SLPM,2#试样的柱状晶体比1#试样更粗大,排列更不规则,“羽毛状”特征变得明显[9],没有较大的宏观缝隙或孔洞,但是晶粒中存在大量的微小孔洞(图3b)。在原本1#试样中的晶间缝隙区域被大量“羽丝”状结构和未气化颗粒填充,热障涂层组织结构疏松,涂层孔隙率较大;H2流量增大到10 SLPM后,热障涂层的组织结构发生了明显改变,没有明显的晶间过渡区域,热障涂层宏观孔隙较少。单个柱状晶体由团絮状的细小晶粒组成,存在少量微观孔隙,整体结构较为均匀,孔隙率较小(图3c)。
用图像法计算试样的孔隙率,1#、2#、3#试样的孔隙率分别为16.7%、20.4%和7.7%。这些结果表明,等离子工作气体中H2的流量影响涂层的组织结构和孔隙率。在以Ar/He为主的等离子工作气体中加入少量的H2,涂层结构由类似EB-PVD柱状结构变成羽毛状,孔隙率增大,涂层疏松;当H2流量大于某个值后涂层结构反而变得更加致密,涂层孔隙率大幅度降低。
图4给出了1#、2#、3#试样的截面显微硬度分布,7次测试平均值分别为224.2、236.6、394.4 HV0.025。图4表明,等离子工作气体中的H2流量影响试样的显微硬度,且随着H2流量的增大显微硬度提高。同时,与1#和2#试样相比,3#试样的显微硬度分别提高了76%、67%。这表明,涂层显微硬度与H2流量并非线性相关,而是当H2流量大于某个值后PS-PVD热障涂层的显微硬度大幅度提高。
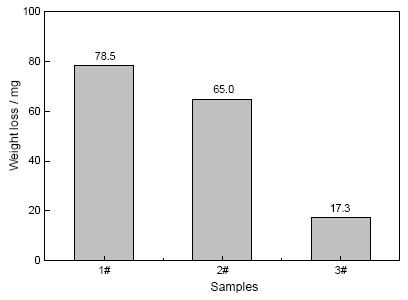
图5给出了攻角为20°试样的粒子冲蚀实验结果。在相同条件下冲蚀25 s后,1#、2#、3#试样的冲蚀失重量分别为78.5 mg、65.0 mg和17.3 mg。1#试样的失重量比2#和3#试样大。这说明,在制备过程中加入H2可提高PS-PVD热障涂层的抗冲蚀性能;1#试样和2#试样的失重量分别是3#试样失重量的4.5倍和3.8倍。3#试样的抗冲蚀性能显著优于另外两组试样,说明H2流量增大与涂层抗冲蚀性能提高之间的关系同样并非线性,而是当H2流量超过一定值后热障涂层的抗冲蚀性能大幅度提高,与硬度的情况相似。
JANOS等给出了一个热障涂层的冲蚀率与维氏显微硬度的关系[17]
其中ν为APS热障涂层的冲蚀率,Ht为热障涂层的维氏显微硬度,a、b为常数(>0)。这个经验公式说明,随着热障涂层硬度的增加涂层冲蚀率降低,抗冲蚀性能提高。这与本研究的冲蚀试验和显微硬度测试结果一致,说明JANOS公式也适用于PS-PVD所制备的柱状结构热障涂层体系。同时也说明,H2能改善PS-PVD热障涂层的抗冲蚀性能。在等离子工作气体中加入10 SLPM的H2 可大幅度提高PS-PVD热障涂层的抗冲蚀性能,接近APS热障涂层的水平(13.2 mg)。
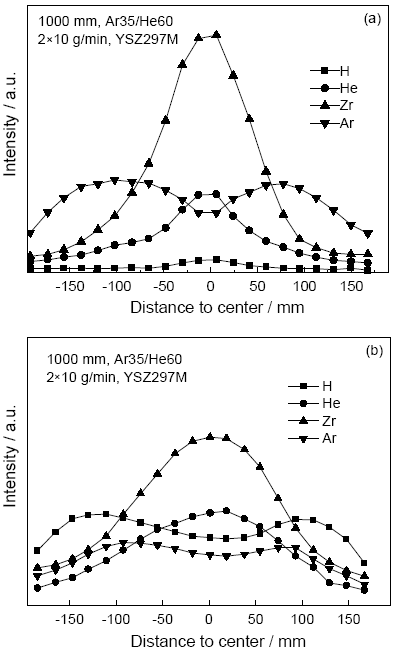
根据Georg Mauer等的研究,加入H2显著影响PS-PVD等离子射流的状态。在净功率为60 kW、Ar/He流量分别为35和60 SLPM的等离子射流焓值为838965 J∙mol-1的情况下,加入10 SLPM的H2后等离子射流的焓值降低到768410 J∙mol-1;射流温度降低大约1000 K。同时,射流中的ZrO2分子分布也受到影响。在Ar/He等离子射流中,ZrO2集中在射流轴及左右很窄的区域;加入H2后等离子射流明显宽化,而射流中的ZrO2在射流轴及左右更宽的区域内分布的更加均匀,如图6所示[13,14]。
图6 喷距1 m位置等离子射流中径向粒子分布密度[
Fig.6 Radial cross sections of specific line emissions through the plasma jet in 1 m spray distance obtained by optical emission spectroscopy with injection of YSZ powder (2×10 gmin-1). Emission lines are at 811.6 nm (Ar), 587.6 nm (He), 656.3 nm (H) and 423.1 nm (Zr)[
在PS-PVD制备YSZ热障涂层过程中,喷枪上下扫动则基体的温度不停地变化。Ar/He等离子射流的加热区域较小,温度较高,ZrO2分子高度集中。这导致处于射流中心区域的基体涂层沉积面和背面的温差较大,高密度的气相ZrO2分子在基体表面形核后沿垂直基体方向取向生长,并在阴影效应的影响下形成轮廓明显、高孔隙率的柱状晶。加入H2以后等离子射流加热区域和ZrO2分子分布区域宽化,射流温度和ZrO2分子密度同时降低。这使得基体的温度变化较为缓慢,近似保持稳定,射流中心区域基体的涂层沉积面和背面的温差较小,气相ZrO2分子在一个较大区域内低密度均匀分布,在基体表面形核后沿垂直基体方向生长的同时也有向四周生长的趋势。这导致柱状晶体粗化,表面的“菜花状”形貌也发生改变。同时,射流温度的降低使粉末的气化率降低,未气化的颗粒增多。未气化的颗粒填充柱状晶体间的缝隙,使宏观孔隙变少而微观孔隙增多。晶体结构的变化,也使涂层的硬度提高。这些因素的共同作用,使加H2等离子射流制备的PS-PVD热障涂层的抗冲蚀性能大幅度提高。
(1) 应用PS-PVD制备YSZ热障涂层时,等离子工作气体中的H2对热障涂层的微观组织结构、表面形貌、孔隙率、显微硬度、抗冲蚀性能等性能有显著的影响。
(2) 等离子工作体中H2组分流量分别为0、5和10 SLPM时准备的热障涂层,其孔隙率分别为16.7%、20.4%和7.7%,显微硬度分别为224.2、236.6和394.4 HV0.025,25 s粒子冲蚀失重量分别为78.5 mg、65.0 mg和17.3 mg。随着H2组分流量的增大热障涂层孔隙率先增大后减小,显微硬度和抗冲蚀性能提高。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}