
王洪亮 , 倪丁瑞
, 倪丁瑞
WANG Hongliang, NI Dingrui
中图分类号: TG457
文章编号: 1005-3093(2018)06-0473-08
通讯作者:
收稿日期: 2017-10-23
网络出版日期: 2018-06-20
版权声明: 2018 《材料研究学报》编辑部 《材料研究学报》编辑部
基金资助:
作者简介:
作者简介 王洪亮,男,1977年生,高工
展开
摘要
以不同的转速对6 mm厚的5083和6061铝合金进行搅拌摩擦焊接,研究了焊接参数对接头组织和性能的影响。结果表明,控制焊接参数可获得良好的焊接质量,接头强度系数为85%。随着转速的升高5083和6061铝合金的晶粒尺寸都逐渐增大,但是在焊核区内5083铝合金的晶粒尺寸比6061铝合金的小;在6061铝合金一侧的热影响区,随着转速的增加析出相的尺寸和密度都逐渐增大。5组焊接参数的焊接接头的最低硬度区均出现在6061铝合金一侧的热影响区,随着转速的升高接头的最低硬度也逐渐提高;焊接接头均断裂在最低硬度区,且随着转速的升高接头的抗拉强度也逐渐提高。
关键词:
Abstract
Sheets of Al-alloys 5083 and 6061 of 6 mm in thickness were subjected to friction stir welding (FSW) with different welding parameters. The effect of welding parameters on the microstructure and mechanical property of the FSW joints were investigated. Results show that FSW joints with high quality could be produced by controlling welding parameters, and a high joint strength coefficient of 85% was obtained. Dynamic recrystallization took place in the nugget zones (NZs) with fine and equiaxed grains generated, and the grain size increased with the increasing rotation rate; usually the grain size of 5083 Al in the NZ was smaller than that of 6061Al. The heat-affected zones (HAZ) of 6061 Al side were the low hardness zones in all of the FSW joints, and the value of low hardness increased with the increasing rotation rate. It is found that the fracture paths corresponded well with the lowest hardness distribution profiles in the joints and the ultimate tensile strength increased with the increasing of the rotation rate.
Keywords:
为了满足轻量化的要求,在汽车、船舶、飞机和轨道车辆制造工业中越来越广泛地使用铝合金。而在铝合金构件的服役过程中,由于各部分的外部环境及所受载荷的差异,对材料性能的要求也不尽相同。异种铝合金焊接结构能最大限度地利用各种铝合金的优点,受到了极大的关注[1,2]。但是使用传统的熔化焊技术焊接铝合金,在接头产生气孔、热裂纹等缺陷且接头残余应力较高[3,4]。搅拌摩擦焊(Friction stir welding, FSW) 是一种新型固相连接技术。这种焊接技术效率高、绿色无污染并且能避免传统熔化焊产生的各种缺陷,得到了广泛的应用[5,6,7,8,9,10]。
5xxx系和6xxx系铝合金作为两种典型的固溶强化和沉淀强化铝合金,可用来制造高铁蒙皮、船舱壁板以及汽车的车门[11,12]。对5xxx系固溶强化铝合金进行加工硬化处理,在FSW过程中在热影响区因位错密度的减小而变成最低硬度区[7]。对于6xxx系沉淀强化铝合金,热影响区因沉淀相的溶解和粗化而变成最低硬度区[11,13]。由于异种铝合金间物理化学性能的差异,FSW过程组织演变较为复杂,且接头焊接系数较低[14,15,16]。Ahmadnia等[14]的研究表明,5010和6061铝合金FSW接头强度系数仅为74%(与强度较弱5010铝合金相比)。Gungor等[17]报道了5083和6082铝合金FSW接头强度系数为80%(与强度较弱5083铝合金相比)。同时,Palanive等[16]在5083和6351铝合金的FSW过程中发现,在接头的底部易产生缺陷,焊接工艺窗口较小。本文对6 mm厚的5083与6061铝合金板材进行FSW对焊,研究焊接参数对焊接接头的微观组织和力学性能的影响和焊接接头的断裂行为,并探讨其断裂机理。
实验用材料为5083-H117和6061-T4铝合金,尺寸为300 mm×95 mm×6 mm,其主要化学成分(质量分数, %)列于表1。
表1 5083和6061铝合金的化学成分
Table 1 Chemical composition of 5083 and 6061Al alloys (mass fraction, %)
| Si | Fe | Cu | Mn | Mg | Al | |
|---|---|---|---|---|---|---|
| 5083Al | 0.076 | 0.13 | 0.032 | 0.63 | 4.34 | Bal. |
| 6061Al | 0.691 | 0.299 | 0.212 | 0.113 | 1.13 | Bal. |
实验中使用FSW-5LM-020型数控搅拌摩擦焊机和钢质焊接工具,轴肩的直径为20 mm,搅拌针为M8的锥形螺纹针,长度为5.73 mm。焊接时将5083铝合金置于后退侧,6061铝合金置于前进侧。固定行进速度为100 mm/min,选取5组转速进行FSW,分别为400、800、1200、1600和2000 r/min (样品依次命名为400-100、800-100、1200-100、1600-100、2000-100)。
使用Olympus Corporation HC-300Z/OL型光学显微镜、Zeiss Supra 55型扫描电镜和FEI Tecnai F20型透射电镜分析接头的微观组织。垂直于焊缝的横截面取金相样品,将样品打磨和机械抛光后用体积分数比为HF∶HCl∶NHO3∶H2O=1∶1.5∶2.5∶95的Keller试剂腐蚀,用于金相观察;电子背散射衍射样品取自焊核区,将样品打磨、机械抛光和电解抛光,电解抛光液为体积分数10%的HClO4和90%的CH3CH2OH混合溶液,所用温度-25℃,电压15 V。透射电镜样品取自6061铝合金一侧的热影响区,将其粗磨、精磨至60 μm,用双喷电解减薄仪减薄,双喷液为体积分数30%的HNO3和70%的CH3OH混合溶液,温度为-25℃,电压为12 V。用Leco-LM-247AT型显微硬度试验机测试接头横截面显微硬度分布曲线。沿焊缝中心线每隔1 mm打点,测试载荷500 g,保压15 s。使用SANS-CMT5205电子万能试验机进行室温拉伸试验,应变速率为1×10-3 s-1。垂直于焊缝方向切取拉伸样品,长度140 mm,标距部分长40 mm,宽20 mm,厚度6 mm。母材拉伸样品的尺寸与焊缝拉伸样品相同,每组拉伸样品取3个平行试样,拉伸结果取其平均值。
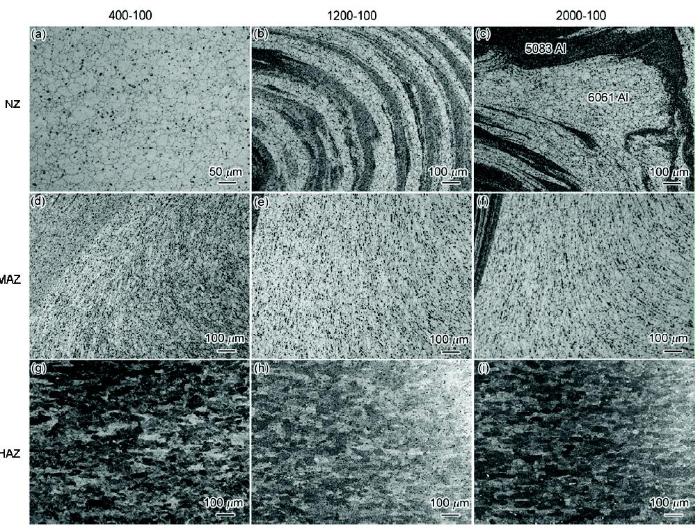
图1给出了垂直于焊缝方向的FSW接头横截面宏观金相组织,其中焊核区右侧为前进侧6061铝合金部分,呈浅色;左侧为后退侧5083铝合金部分,呈深色。可以看出,对于所有的焊接参数,焊接接头都没有明显的宏观缺陷,得到了完整形状的焊核区。随着焊接转速的提高焊核区由盆状变为椭圆状最后分层为两部分,焊核区上部分的轴肩影响区也不断变大。图2给出了焊核区、前进侧的热机影响区和转速为400 r/min、1200 r/min和2000 r/min的热影响区的放大金相照片。可以观察到:转速较低(400 r/min)时,5083和6061铝合金的焊核区之间存在着明显的界面,而随着转速的增加两种铝合金呈周期性的交替分布;在热机影响区晶粒呈现出向上发生变形的形貌,且随着转速的增加热机影响区范围逐渐增大;与焊核区和热机影响区相比,热影响区的晶粒尺寸偏大,平均晶粒尺寸为40 μm,且随着转速的增加晶粒尺寸没有明显的变化。
图1 不同参数FSW接头的宏观金相组织
Fig.1 Microstructure of various FSW joints (a) 400-100, (b) 800-100, (c) 1200-100;(d) 1600-100; (e) 2000-100; (NZ—nugget zone, TMAZ—thermo-mechanically affected zone, HAZ—heat-affected zone, AS—advancing side, RS—retreating side)
图2 不同参数的FSW接头不同区域的金相组织
Fig.2 Microstructure of various FSW joints in different zones: the NZ in (a) 400-100; (b) 1200-100; (c) 2000-100;the TMAZ of advancing side (AS) in (d) 400-100; (e) 1200-100;(f) 2000-100; the HAZ of AS in (g) 400-100; (h) 1200-100; (i) 2000-100
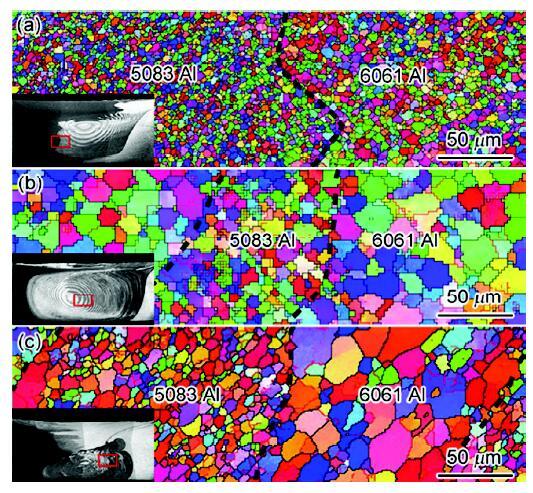
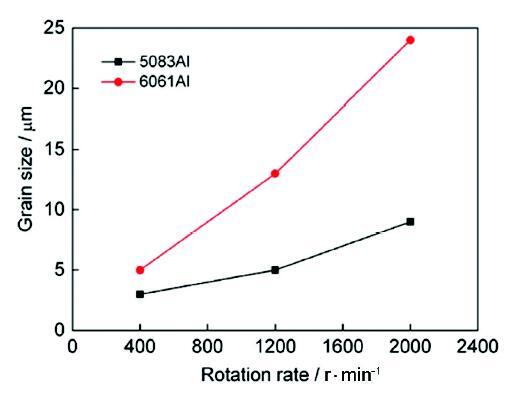
图3给出了400-100、1200-1000和2000-100试样焊核区的电子背散射衍射像,取样位置为左下角金相照片中的红色区域。可以观察到:焊核区的晶粒大部分呈等轴状,是动态再结晶后的组织特点;根据金相的腐蚀衬度及电子背散射衍射试样的取样位置,在同一焊核区内5083铝合金的晶粒尺寸比6061铝合金的小。5083和6061铝合金的晶粒尺寸与焊接转速的关系,如图4所示。可以看出,5083和6061铝合金的晶粒尺寸都随着转速的提高而增大,5083铝合金的平均晶粒尺寸由400 r/min时的3 μm增大到2000 r/min的9 μm,6061铝合金平均晶粒尺寸由400 r/min时的5 μm增大到2000 r/min的24 μm;转速为400 r/min时6061铝合金的晶粒尺寸小于5083铝合金晶粒尺寸的2倍;而当转速提高到2000 r/min时,6061铝合金的晶粒尺寸大约是5083铝合金晶粒尺寸的3倍。
图3 不同参数的FSW接头焊核区电子背散射衍射像
Fig.3 Electron back-scattered diffraction (EBSD) maps of NZ in various FSW joints (a) 400-100, (b) 1200-100, (c) 2000-100
图4 不同转速的焊核区内5083和6061铝合金的晶粒尺寸
Fig.4 Grain size of 5083 and 6061Al in NZ under various parameters
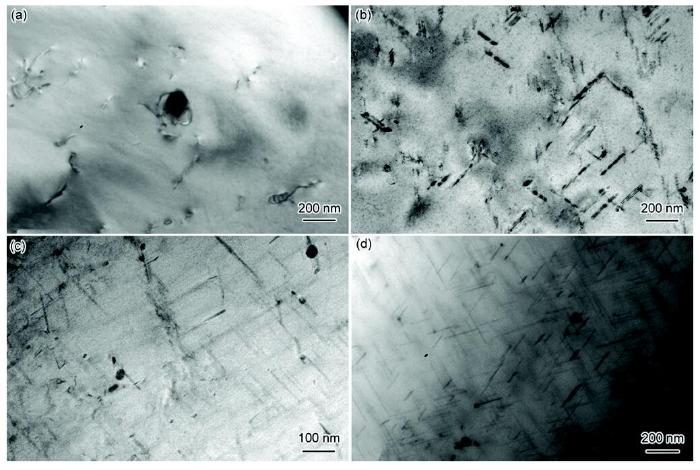
图5给出了6061铝合金母材及400-100、1200-100和2000-100接头试样6061铝合金一侧热影响区的透射电镜像。从图5a可见,母材晶粒内没有析出相,只有少量的位错。而三组参数的6061铝合金一侧热影响区均可观察到析出相,如图5b~d所示。转速为400 r/min时在 6061铝合金一侧的热影响区可观察到平均长度为100 nm的针状相。随着转速的提高针状相的密度不断提高且在针状相长度方向不断变长。当转速提高到2000 r/min时已有较高密度的针状相,其平均长度为400 nm。
图5 6061铝合金和不同参数的FSW接头前进侧HAZ的TEM像
Fig.5 Typical bright-field TEM images of the 6061Al and the HAZs of AS in the FSW joints (a) 6061Al, (b) 400-100, (c) 1200-100, (d) 2000-100
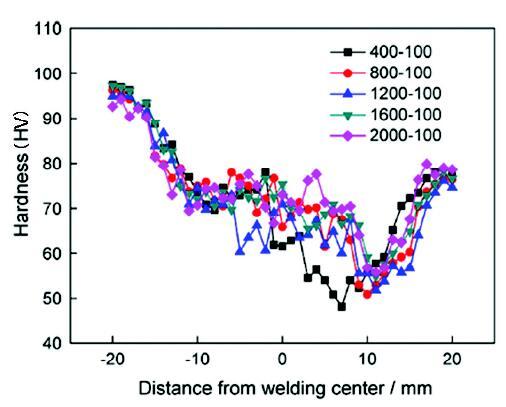
图6给出了400-100、800-100、1200-100、1600-100和2000-100接头试样横截面的硬度曲线图。可以看出,5083铝合金母材的显微硬度较高,为95 HV;6061铝合金母材的显微硬度稍低,为76 HV。焊接接头的最低硬度区均出现在6061铝合金一侧的热影响区;随着转速的提高转速为400 r/min时最低硬度值出现的位置比转速为800 r/min时更靠近焊接中心,而转速800 r/min、1200 r/min、1600 r/min和2000 r/min时最低硬度值所出现的位置基本一致;由于转速为800 r/min、1200 r/min、1600 r/min和2000 r/min时焊核区的5083和6061铝合金呈周期性层状分布,故其显微硬度值表现为上下波动的特征;而转速为400 r/min时由于焊核区的5083和6061铝合金存在明显的界面,故其显微硬度值在前进侧与后退侧存在着明显的差异。同时,随着转速的提高焊核区的平均显微硬度值不断增大。
图6 不同工艺参数异种FSW接头的硬度曲线图
Fig.6 Microhardness profiles of the FSW joints under various parameters
表2和图7给出了5083、6061铝合金母材和不同焊接参数下FSW接头拉伸性能测试结果和拉伸后试样的宏观形貌及断口处侧面形貌。可以观察到,与显微硬度大小一致,5083铝合金母材的抗拉强度稍高(为367.2 MPa);6061铝合金母材抗拉强度稍低(为245.4 MPa)。由表2和图7可见,FSW接头的断裂位置均位于6061铝合金一侧的热影响区,说明焊接转速的变化没有影响断裂位置。随着焊接转速从400 r/min提高到2000 r/min,FSW接头抗拉强度从196.3 MPa升高到208.8 MPa,到达了6061铝合金母材抗拉强度的85%。这个结果,与接头的最低显微硬度值随着焊接转速的提高而升高是一致的。同时,在转速为400 r/min时的断裂位置离焊接中心较近,其他转速的断裂位置相差不大,这与接头的最低显微硬度值出现的位置也是一致的。这表明,5083和6061铝合金FSW异种焊接接头拉伸性能及断裂位置与接头的硬度分布表现出良好的一致性。从表2可见,不同焊接转速的FSW异种焊接接头的延伸率均约为9.0%,变化不大,表明焊接转速的改变对异种焊接接头延伸率的影响并不大。由图7i、j可见,在2000-100试样在拉伸试验后的焊核区也出现了裂纹,表明焊核区与热影响区的强度相差不大。这个结果,与焊核区的显微硬度比热影响区高很多不一致。
表2 母材和不同工艺参数下异种FSW接头的室温拉伸性能
Table 2 Tensile property of BM and dissimilar FSW joints under various parameters at room temperature
| Sample | δb/MPa | δ/% | Fracture zone |
|---|---|---|---|
| 5083 Al-alloy | 367.2±0.2 | 9.5±0.3 | |
| 6061 Al-alloy | 245.4±0.3 | 26.0±0.5 | |
| 400-100 | 196.3±1.8 | 9.6±0.7 | HAZ at 6061 size |
| 800-100 | 198.5±2.4 | 9.8±0.9 | HAZ at 6061 size |
| 1200-100 | 200.2±2.3 | 9.3±0.6 | HAZ at 6061 size |
| 1600-100 | 206.5±3.9 | 9.1±1.1 | HAZ at 6061 size |
| 2000-100 | 208.8±1.0 | 8.9±0.3 | HAZ at 6061 size |
图7 不同参数的FSW接头拉伸后的宏观形貌和侧面金相照片
Fig.7 Samples of various FSW joints after tensile test (a, b) 400-100, (c, d) 800-100, (e, f) 1200-100, (g, h) 1600-100, (i, j) 2000-100
图8a~c给出了转速为400 r/min时5083和6061铝合金FSW异种焊接接头的断口形貌。图8b、c依次为断口正面和侧面的放大图像,可见断口存在较多的等轴状韧窝,显示出接头具有较好的塑性,为塑性断裂。其他转速的接头,其断口形貌与转速为400 r/min时的基本相同。而转速为2000 r/min时的焊核区在拉伸过程也出现了裂纹,将其放大如图8d所示。可以看出,裂纹主要出现两种材料的交界处,表明两种材料的交接位置为焊核区的薄弱处。
图8 异种FSW接头断口金相照片和SEM像
Fig.8 Fractographs of the dissimilar FSW joints (a) fracture macroscopic photograph of sample 400-100, (b) SEM photograph of sample 400-100, (c) fracture in sample 400-100;(d) the crack in the NZ of sample 2000-100
在FSW过程中,焊接转速对焊核区晶粒尺寸有重要的影响[7]。本文所用的母材均为轧制板材,组织为粗大的板条状组织,而焊核区晶粒在焊后明显细化(图3),且随着转速的提高晶粒尺寸增大。其原因是,在焊接过程中转速越高热输入量越大,再结晶后的晶粒长大越明显[18]。而在同一焊核区中,5083铝合金的晶粒尺寸比6061铝合金的小。其原因是,实验用加工硬化态5083铝合金母材有大量的位错及位错胞,在变形何热的作用下位错及位错胞在焊接过程易转变为亚晶界和亚晶,继而形成新的晶粒[19],使晶粒更加细小。
当接头焊核区出现“S”线时,FSW有可能会断在焊核处,而在某些特定情况下热机影响区亦有可能成为薄弱区域[6]。由于实验用固溶态的6061铝合金在FSW过程中热影响区不存在析出相的溶解和长大,反而随着转速的提高热输入的增大,热影响区的析出相增多,相应的异种焊接接头的力学性能提高。因此转速为400 r/min时在接头6061铝合金一侧的热影响区针状析出相的尺寸和密度最小,在热影响区的最低硬度值较低且焊接接头的抗拉强度也相对较小。而转速为2000 r/min时在接头6061铝合金一侧的热影响区针状析出相密度大,但析出相尺寸也偏大,因此在热影响区最低硬度值和接头的抗拉强度并没有高出太多。
本文的结果表明,随着转速的提高虽然焊核区的晶粒尺寸逐渐增加,但其平均显微硬度值不断增大。其原因是,转速的提高也使焊核区的析出相增多,析出相的析出对焊核区的力学性能增强的效果要大于晶粒尺寸长大使其减弱的效果。在转速为2000 r/min时焊接接头虽然断在6061铝合金一侧的热影响区,但是焊核区的两种材料交界处出现了裂纹,表明两个位置抗拉强度相差并不大。虽然焊核区的平均显微硬度值比接头的最低硬度值略高,但是由于焊核区在高转速时经历了较长的热过程,两种材料热膨胀系数的不同使在界面处存在较大的热应力[20],降低了焊核区内两种材料界面的结合强度,导致在拉伸试验过程中焊核区内出现裂纹。
(1) 在转速为400~2000 r/min条件下对6 mm厚的5083和6061铝合金进行搅拌摩擦焊,都能得到无缺陷的焊接接头。随着转速的提高焊核区由盆状变为椭圆最后分成两部分,两种材料在焊核区的分布也更加均匀。
(2) 在同一焊核区内5083铝合金晶粒尺寸比6061铝合金的小,随着转速的提高5083和6061铝合金的晶粒尺寸都增大;在6061铝合金一侧的热影响区,随着转速的提高析出相的尺寸和密度也逐渐增大。
(3) 焊接接头的最低硬度区均出现在6061铝合金一侧的热影响区,随着转速的提高接头的最低硬度也逐渐的提高;焊接接头均断裂在最低硬度区,且随着转速的提高接头的抗拉强度逐渐提高。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}