
罗雪梅
LUO Xuemei
文献标识码: TQ133
文章编号: 1005-3093(2018)05-0357-08
通讯作者:
收稿日期: 2017-03-10
网络出版日期: 2018-05-25
版权声明: 2018 《材料研究学报》编辑部 《材料研究学报》编辑部
基金资助:
作者简介:
作者简介 罗雪梅,女,1986年生,博士
展开
摘要
对工业用A4纯铝进行拉拔和轧制两种塑性变形,研究了纯铝导线材料的微观结构演化、强度和导电率。结果表明:在变形量较小时拉拔变形和轧制变形后纯铝铝导线主要由拉长晶粒组成,这些拉长晶粒由位错亚结构组成的小角晶界组成;在相近的等效应变变形情况下,轧制样品中高角晶界的比例更高。拉拔变形后样品的强度和塑性均优于轧制变形后的样品。拉拔变形使材料具有更高强度和导电率。探讨了材料的导电性与形变强化间的关系。
关键词:
Abstract
Commercial A4 pure aluminum electrical wire was subjected to cold drawing and cold rolling respectively, and then their microstructure, strength and electrical conductivity were investigated systematically. Results show that in the case of less deformation, the microstructure both of the cold drawn and rolled aluminum electrical wires consists of elongated grains with low-angle grain boundaries and dislocation substructures; In case of similar equivalent strain deformation, there exists higher percentage of high-angle grain boundaries in the cold-rolled wires. While the strength and ductility of the cold drawn wires are higher than that of the cold rolled ones. Finally, the relationship between deformation strengthening and conductivity of the pure aluminum was elucidated.
Keywords:
铝具有高抗腐蚀能力、高导电率-质量比和高强度-质量比以及较低的价格,在电缆工业中得到了广泛的应用[1]。高纯铝导线的导电性能优异,但是偏低的强度限制了纯铝导线在长距离架空输电导线等方面的应用。研究发现,在经冷加工塑性变形过程中,金属材料晶粒的细化和持续的加工硬化使其强度提高。但是,在材料的塑性变形过程中空位、位错以及晶界等缺陷增加,使其导电率降低[2]。因此,使冷加工金属在具有高强度的同时还具有高导电性具有其重要的现实意义。
高导电率硬铝导线的制备,包括熔炼铸造和冷加工两个过程。在工业生产中先铸造成铝杆,然后进行连续不同应变量的拉拔加工制成标准的导线[3]。铝导线的实际生产工艺,也包括轧制变形[4]。在塑性变形的初期,多晶体金属在冷塑性变形过程中晶粒沿主应力方向拉长。对于拉拔和轧制,主应力方向分别为拉拔方向和轧制方向,因此晶粒沿着这些方向明显拉长[5, 6]。金属的变形量越大,晶粒拉长的越明显。在变形晶粒内部,不同滑移系开动,位错通过交滑移相互缠结形成位错胞或亚结构,进而向高角晶界转变,最终形成具有高角晶界的细晶结构[7,8,9,10]。在冷加工过程中材料晶粒细化、位错密度增加,同时晶粒转动形成明显的取向织构。这些因素都影响材料的强度和导电率[3, 6, 11~14]。
研究表明,在拉拔变形和轧制变形大幅提高材料强度的同时,对材料导电率的影响比较小[6, 15~22]。Çetinarslan[17]研究了冷变形后5083铝、工业纯铝、纯铜和黄铜的导电性,发现冷变形后材料的导电率没有明显的变化。Hanazaki等[6]发现拉拔变形后的纯铜导线的导电率仅下降了约3%IACS(International Annealed Copper Standard,国际退火铜标准),但是其拉伸强度却提高了2倍多。Hosseini[15]以及Takata[20]等用累积叠轧焊制备了高导电率和高强度的工业纯铜,其中6道次变形后的样品的抗拉强度提高了近2倍,而导电率仅下降了约5%。铝是仅次于铜的具有高导电率的非贵金属[1],近年来用铝节铜是电缆工业的国际性趋向[23]。因此使冷加工铝在具有高强度的同时还具有高导电性,是发展高性能节能导线面临的实际问题,也具有重要的科学意义。本文对纯铝杆进行室温拉拔和室温轧制两种冷加工变形,对比研究纯铝导线材料的微观结构演化、强度和导电率并探究纯铝导线形变强化与材料导电性间的关系。
实验用材料为工业用A4纯铝杆。铝杆的初始直径为9.50 mm,其化学成分列于表1。原始态晶粒为近似等轴状,晶粒尺寸约为4 µm。此外,铝杆初始织构为立方织构。
表1 A4工业纯铝杆化学成分(质量分数,%)
Table 1
| Al | Si | Fe | Cu | Mn | Mg | Cr | Ni | Zn |
|---|---|---|---|---|---|---|---|---|
| 99.6 | 0.11 | 0.25 | 0.01 | — | — | — | — | 0.06 |
实验中对工业纯铝A4铝杆进行多道次室温拉拔变形(Wire drawing, WD)和累积轧制变形(Cold rolling, CR)。拉拔变形在拉丝机上共进行了9个道次的拉拔加工,最终导线的直径为2.99 mm,总变形量为90.1%。表2给出了不同道次A4导线直径、变形量及累积等效应变量。轧制变形在二辊可逆轧机上进行,轧辊直为150 mm,轧制速度为22 r/min。对铝杆进行4道次的冷轧,每道次的压下量约为50%,最终形成厚度为0.3 mm,总变形量为96.9%。
表2 工业用纯铝导线拉拔道次与厚度、变形量、等效应变之间的关系
Table 2 Diameter (D), and the corresponding total reduction in area (RA) and equivalent strain (εWD) of cold-drawn Al wires in each pass
| Pass | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|---|
| D/mm | 9.50 | 8.10 | 6.98 | 6.58 | 5.80 | 5.28 | 4.56 | 3.97 | 3.42 |
| RA/% | 9.50 | 26.7 | 46.1 | 52.1 | 62.7 | 69.1 | 76.9 | 82.5 | 87.4 |
| εWD | 9.5 | 0.3 | 0.6 | 0.7 | 1.0 | 1.2 | 1.5 | 1.7 | 2.0 |
为了直接标两种冷变形方式的变形行为,采用von Mises准则计算塑性变形中的等效应变,在拉拔过程中的等效应变量为
其中S0、Sn分别为导线的初始截面积和经过n道次拉拔后的导线截面积。在轧制过程中等效应变量为
其中t0、tn分别为材料原始厚度和经过n道次轧制后的厚度。实验中每道次的压下量接近50%,所以方程(2)可简化为
其中n为轧制道次。
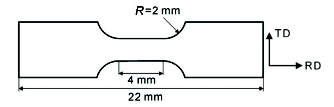
拉拔试样的室温拉伸实验在INSTRON 8871型试验机上进行,拉伸速率为1×10-3 s-1,加载方向为导线的拉拔方向。试样为圆柱形,标距长度为150 mm。轧制试样的室温单轴拉伸实验在INSTRON E1000型电伺服多功能实验机上进行,拉伸速率为5×10-4 s-1,加载方向与轧制方向一致。拉伸试样的尺寸,如图1所示。
图1 轧制铝试样的单轴拉伸试样尺寸图
Fig.1 Dimensions of tensile testing specimen of the rolled Al rods
采用标准线性四线法测量拉拔铝导线导电率。
使用具有电子背散射衍射(Electron backscatter, EBSD)功能的ZEISS SUPRA 35扫描电子显微镜表征材料的微观结构演化,EBSD工作电压为20 kV,扫描步长为0.2 mm。制备EBSD样品时需要2000#砂纸研磨后进行电解抛光,电解抛光液成分:酒精216 ml+乙二醇丁醚60 ml+高氯酸 24 ml。抛光条件:电压18-20 V,时间1 min,温度0℃。
图2a~c给出了铝导线经过多道次拉拔后中心部位的EBSD取向成像图。拉拔样品的观察面为平行于拉拔方向的平面,如图2右上角示意图所示。其中细黑线为取向差在2°~15°之间的晶界,代表小角度晶界(Low angle grain boundary, LAGB),而粗黑线为取向差大于15°的晶界,代表高角晶界(High angle grain boundary, HAGB)。考虑到EBSD的角度分辨率,未计入2°以下的取向差。从图2a~c可以看出,经过拉拔应变εWD=0.6变形后晶粒开始沿拉拔方向明显拉长,相邻晶界几乎平行(主要由高角晶界构成),在拉长晶粒内部由近似等轴的位错胞等亚结构(主要由低角晶界)构成。这两种形态的微观结构一直存在于后续的冷拉拔变形过程中,只是两种形态微观结构比例会有所不同。进一步增大拉拔应变到εWD=2.0,晶粒进一步的拉长,高角晶界间距减小到~1.04 µm。与原始态相比,晶粒明显细化。
图2 拉拔和轧制变形后铝试样的EBSD取向成像图
Fig.2 EBSD orientation maps of in the plane parallel to the drawing direction (DD) of the wire-drawn Al rods (a-c) and in the ND-RD plane of the rolled Al rods (d-f)
图2d~f给出了铝导线经过多道次累积轧制后中心部位的EBSD取向成像图。轧制样品的观察面为ND-RD平面 (Normal direction,ND; Rolling direction, RD),如图2右下角示意图所示。可以看出,经过大压下量轧制后轧制态微观结构主要由与轧制方向近乎平行的拉长的位错胞等亚结构(主要是低角晶界),以及与轧制方向成一定角度的层片状拉长晶粒(主要是大角晶界组成)组成,拉长晶粒中有位错亚结构。随着轧制应变的增大,部分位错胞进一步发展形成具有大角晶界的晶粒。同时,部分层片状拉长晶粒区与轧制方向的夹角逐渐增大,有的拉长晶粒带与轧制方向成20°左右(图2f)。在轧制过程中材料的晶粒尺寸不断细化:原始态晶粒尺寸约为4 µm左右,经过3道次轧制(εCR=2.4)之后,轧板的ND方向的晶粒尺寸迅速减小至0.6 µm。
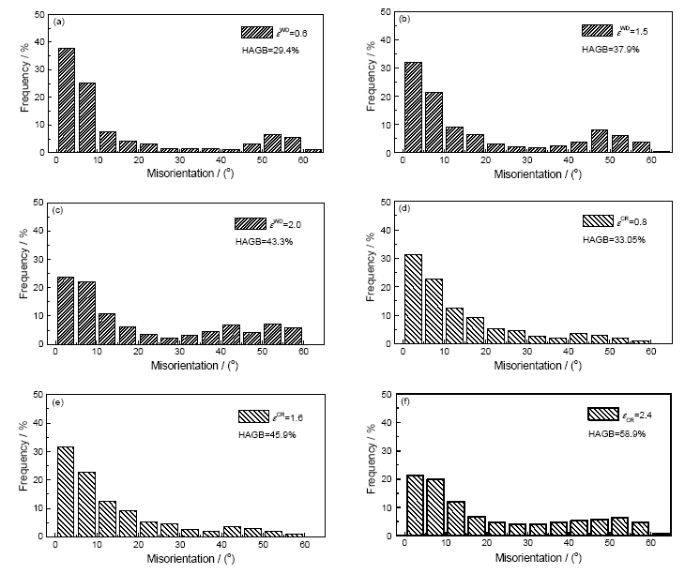
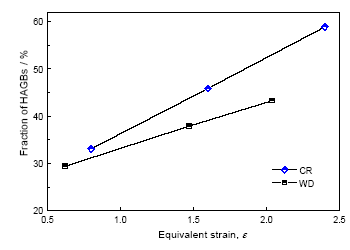
图3给出了铝导线经过拉拔变形和累积轧制变形后晶界取向差分布图。从拉拔变形样品的取向差分布图可以看出,拉拔变形后晶粒取向差主要分布在2°~15°(图3a~c)。随着拉拔应变的增大高角晶界比例在增大,尤其是在40°~60°范围内的取向差。图3d~f给出了积轧制变形后高角晶界分布图。可以看出,拉拔变形后晶粒取向差主要分布在2°~15°,与拉拔变形样品相似。随着拉拔应变的增大,高角晶界比例在增大。与拉拔变形不同的是,轧制变形的铝导线中高角晶界的百分含量更高,如图4所示。当εWD=0.6时拉拔变形的A4导线中高角晶界比例约为30%,与相近等效应变下的轧制变形的A4导线中高角晶界略低(3.7%)。其原因是,当应变量比较小时材料中的高角晶界大多是原始样品固有的,小量的变形只是使一些小角晶界的取向差略微增大,因此不同变形方式样品中高角晶界的比例相近。进一步塑性变形后,无论是拉拔变形样品还是轧制变形样品,高角晶界的比例均明显增加。拉拔变形的样品在εWD=2.0时高角晶界比例达到43.3%;轧制变形的样品在εCR=1.6时高角晶界的比例达到45.9%;在εCR=2.4时,高角晶界比例继续升高到58.9%。由此可见,相近变形量下轧制变形样品中的高角晶界的比例更高。
图3 拉拔和轧制变形后铝试样的晶界取向差分布图
Fig.3 GB misorientation distribution under (a)-(c) wire drawing and (d)-(f) rolling deformation
图4 不同变形量轧制和拉拔铝试样的高角晶界体积分数
Fig.4 Fraction of the HAGBs the rolled and wire-drawn Al wires processed to various strains
不管是拉拔变形还是轧制变形,在等效应变较小时材料主要由拉长晶粒组成,其中包含大量的小角晶界。只是在相近的等效应变变形下,轧制样品中有更多的位错亚结构转变为具有大角晶界的晶粒。在等效应变高达εAR≈2时拉拔变形的样品仍由拉长晶粒组成,而轧制样品中大部分晶粒为等轴细晶。在相同等效应变变形情况下,轧制变形样品中高角晶界的比例比拉拔样品的更高。
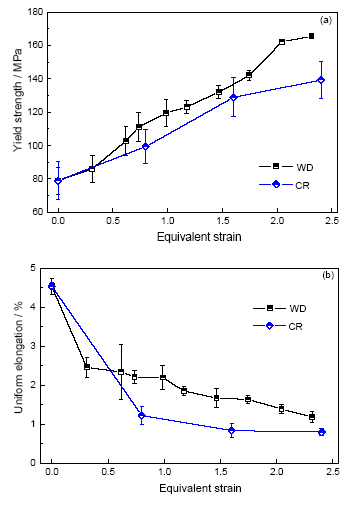
图5给出了拉拔和轧制变形后不同铝导线的屈服强度和均匀延伸率。由图5可知,随着拉拔和轧制应变的增加纯铝的强度不断升高,延伸率不断下降,符合传统强度-塑性的倒置关系。拉拔和轧制变形后纯铝的屈服强度分别为166 MPa和139 MPa,而原始态约为79 MPa,强度提高了近1倍;原始态的均匀延伸率约为4.5%,拉拔和轧制变形后均匀延伸率都在1.2%以下。总之,拉拔变形后样品的强度和塑性都优于轧制变形后的样品。
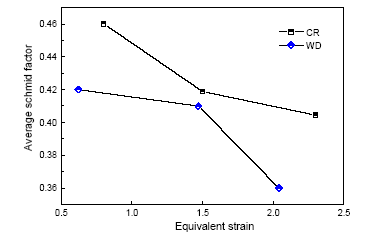
图5 不同拉拔和轧制变形量铝试样的平均Schmid因子
Fig.5 Average Schmid factors of the Al wires processed to various drawing and rolling strains
拉拔变形和轧制变形引起材料强度的提高,源于位错强化、晶界强化以及取向强化这几种机制的共同作用[24,25,26,27]。研究表明,取向差大于2°或3°的小角晶界对材料强度的贡献可看作普通大角晶界(≥15°)对材料强度的贡献[26, 28]。因此,其中高角晶界和部分低角晶界对强度的贡献类似于传统晶界对强度的贡献,可根据Hall-Patch关系求得;另外,一些小角晶界以位错强化的方式对强度也有贡献,其对强度的贡献正比于储存在这些晶界中的位错密度的平方根。由图2可知,随着等效应变量的增加晶粒尺寸不断细化,从而使强度提高。此外,拉拔和轧制过程中形成的晶粒择优取向对强度的提高也有贡献。由图6可以知,随着变形量的增加Schmid因子的分布不断减小,说明作用在滑移系上的分解切应力减小,因此,需要更大的外加应力来开动滑移系。由此可见,在拉拔和轧制过程中,纯铝中晶粒择优取向也是强度提高的一个原因。
图6 不同拉拔和轧制变形量铝试样的屈服强度和均匀伸长率随等效应变量的变化规律
Fig.6 Yield strength and the uniform elongation of the Al wires processed to various drawing and rolling strains
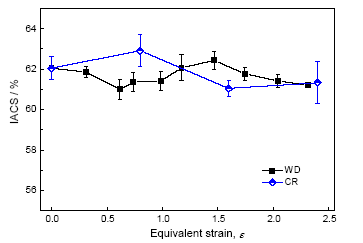
图7给出了拉拔和轧制样品在不同等效应变下的导电率。在拉拔和轧制过程中晶界体积分数、点缺陷密度和位错密度都随着等效应变的增加而增加,这同时也增加电子散射的几率,从而使材料的导电率下降。对于块体纯金属,电阻率满足Mattienssen公式[29, 30]
图7 不同变形量铝试样的导电率随等效应变量的变化规律
Fig.7 Electric conductivity of the wire-drawn Al wires as a function of equivalent strain
其中ρ0为热振动的贡献,即理想金属晶体的本征电阻率,其随温度的变化而变化;ρD为晶格缺陷和杂质的贡献,与温度无关,这一贡献来源于晶体中的缺陷以及杂质原子对定向移动电子的散射。对于块体纯金属,可表达为[31]
其中
其中ρGB为晶界比电阻率,S/V为每体积V包含的晶界面积S。S/V可以近似为2/DGB[31, 33],其中DGB是晶粒尺。ρGB与晶界取向差和晶界类型有关,可表示为(除了共格孪晶界外)[34]
其中A和B为与晶界类型有关的常数,θ和ϕ分别为倾转晶界失配角和扭转晶界失配角。对于小角晶界,A为1.8×10-16 Ω×m2,B为1.6×10-16 Ω×m2;对于大角晶界,A为0.69×10-16 Ω×m2,B为1.3×10-16 Ω×m2 [34]。因此,对于多晶材料,总的晶界比电阻率为,
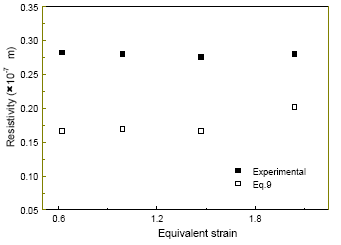
实际上在测量EBSD晶粒取向差时很难区分取向差是倾转晶界还是扭转晶界,因此将方程(8)近似为
其中
图8 拉拔变形铝试样实验测得总电阻率(实心方形)和根据方程(9)计算的晶界电阻率率(空心方形)随等效应变量的变化规律
Fig.8 Experimental measured resistivity (filled square) and calculated grain boundary resistivity (hollow square) of the wire-drawn Al wires as a function of equivalent strain
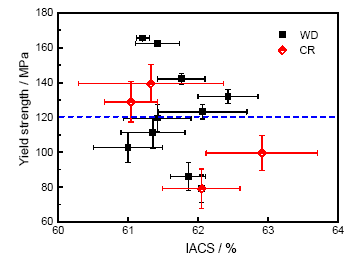
以上结果表明,拉拔和轧制变形可提高纯铝导线材料的强度,并保持较高的导电率。拉拔变形与轧制变形对A4纯铝微观结构的影响并不完全相同(如图2~4所示),这导致拉拔变形和轧制变形样品的强度-导电率匹配不同。图9给出了拉拔变形和轧制变形A4纯铝抗拉强度-导电率关系图。由图9可知,屈服强度在120 MPa以下时拉拔变形纯铝的强度更有优势,而轧制变形A4纯铝的导电率更有优势;当强度达到120 MPa以上时,拉拔变形的A4纯铝强度-导电率匹配要明显的优于轧制变形纯铝导电率。由此可见,变形使纯铝得到高强度水平时,拉拔变形方式获得的导线材料具有更高强度和导电率。
图9 拉拔和轧制变形铝试样导线的强度-导电率关系
Fig.9 Strength against IACS of wire-drawn and rolled Al specimens
(1) 在变形量较小时拉拔变形和轧制变形后纯铝铝导线主要由拉长晶粒组成,这些拉长晶粒中由位错亚结构组成的小角晶界组成。只是在相近的等效应变变形情况下,轧制样品中高角晶界的比例更高。
(2) 铝导线在拉拔变形变形后塑性均下降,但是强度均大幅提高。
(3) 拉拔变形后样品的强度和塑性,均优于轧制变形后的样品。变形使纯铝具有高强度,拉拔变形的材料具有更高强度和导电率。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}