
张亚运 , 马成勇
, 马成勇
ZHANG Yayun, MA Chengyong
文献标识码: TG422.3
文章编号: 1005-3093(2018)04-0309-06
通讯作者:
收稿日期: 2017-09-6
网络出版日期: 2018-04-25
版权声明: 2018 《材料研究学报》编辑部 《材料研究学报》编辑部
作者简介:
作者简介 张亚运,男,1990年生,硕士生
展开
摘要
使用三种热输入对船用高强药芯焊丝进行CO2气体保护焊,使用光学显微镜(OM)、扫描电子显微镜(SEM)、透射电镜(TEM)以及电子背散射技术(EBSD)等手段研究了热输入对熔敷金属微观组织及低温韧性的影响。结果表明,使用三种热输入的熔敷金属组织主要由针状铁素体(AF)、侧板条铁素体(FSP)和少量残余奥氏体(RA)组成;随着热输入的增加铁素体由针状向板条状转变,其中针状铁素体的含量降低而镐牙状的侧板条铁素体的含量提高,板条间的残余奥氏体由薄膜状向块状转变;同时,随着热输入的增多熔敷金属中尺寸小于1 μm的夹杂物含量减少而夹杂物的总含量增多;随着热输入的增加20°~50°的大角度晶界减少,熔敷金属的强度、塑性和低温韧性随之降低,-40℃冲击断口的形貌由韧窝+准解理向解理过渡。
关键词:
Abstract
Plates of a hull steel were weld via CO2 gas-shielded arc welding with marine high strength flux-cored wire as filler and by three different heat inputs i.e. 8 kJ/cm,14 kJ/cm and 20 kJ/cm respectively, while the effect of heat input on the microstructure and low-temperature flexibility of the weld seams was investigated by means of optical microscopy, scanning electron microscopy, transmission electron microscopy and materials-electron backscatter diffraction. Results show that the microstructure of the weld metal consists of mainly acicular ferrite, ferrite side-plate and a small amount of residual austenite for three different heat inputs. As the heat input increases the ferrite changes from acicular to lath, in which the acicular ferrite content decreases, side-plate ferrite increases and the residual austenite between them also changes from film-like to block. In addition, with the increasing heat input, inclusions with diameter below 1 μm in the deposited metal decrease, while the total amount of inclusions increases, and the large angle grain boundaries between the strips decrease. Consequently, the low-temperature flexibility of the weld seam decreases, and the fracture surface also transformed from dimple- and quasi cleavage-like to cleavage-like.
Keywords:
在船舶行业,焊接所用工时约占总工时的一半。药芯焊丝CO2气体保护焊具有效率高和抗外界干扰能力强等特点,在很大程度上提高了效率并降低了成本[1]。但是,船用高强钢配套的药芯焊丝的低温韧性不稳定、抗裂性差、耐蚀性不足,严重影响了使用寿命[2]。因此,大部分药芯焊丝高价从国外进口[3]。
药芯焊丝CO2气体保护焊,属于低稀释率方法。用氧化物冶金技术制备药芯焊丝,药芯填料主要是在氧化物、氟化物的基础上添加铝、钛、铜、锰等元素。在焊丝成分和保护气组成一定的条件下焊缝的组织性能主要取决于焊接条件即冷却速率t8/5,而焊接热输入是影响t8/5的主要因素之一。鉴于此,本文采用三种热输入(8 kJ/cm,14 kJ/cm,20 kJ/cm)进行熔化极活性气体保护焊焊接,研究热输入对该新型船用高强药芯焊丝熔敷金属组织和低温韧性的影响。
实验用药芯焊丝是Ti-B系低合金粉末加上金红石等焊剂,焊丝直径为1.2 mm。实验母材为新一代440 MPa级船用钢,成分为C 0.04%,Mn 1.06%,Ni+Cr+Mo+Cu+Ti+V为1.81%,余量为Fe。试板的规格为400 mm
表1 焊接工艺参数
Table 1 Welding parameters
| Heat input /kJ·cm-1 | Current /A | Voltage /V | Speed /cm·min-1 | Gas flow /L·min-1 |
|---|---|---|---|---|
| 8 | 150 | 27 | 30 | 22 |
| 14 | 240 | 27 | 28 | 22 |
| 20 | 280 | 30 | 25 | 22 |
从焊后的工件上截取其横截面,对其研磨、抛光后用2%的硝酸酒精腐蚀。用LeicaMEF4-M型光学显微镜分析熔敷金属的微观组织;用H-800型透射电镜分析焊缝的微观组织结构;用Aspex Explorer夹杂物检测仪分析夹杂物形貌、类型及尺寸;用EBSD技术统计板条间角度晶界;用S-4300型冷场发射扫描电子显微镜分析冲击断口的形貌;分别按照GB/T 2650-2008、GB/T 2651-2008进行拉伸和冲击试验,使用的试样都靠后焊面截取,冲击试样尺寸为10 mm×10 mm×55 mm,拉伸试样尺寸为M16ϕ10 mm,直径为10 mm。
由表2可知,随着热输入的增大熔敷金属的化学成分发生微量变化,其中C、Si、Mn、Ni、Cr元素下降,Cu元素含量增加。Mn含量从0.6%至1.8%和Si含量从0.2%至0.4%能促使针状铁素体含量的增加,减少侧板条铁素体[4]。C、Cr含量的减少以及Ni含量的增加能改善低温韧性,Ti、Nb形成细小夹杂物增加针状铁素体形核核心,而适量增加的Cu元素含量能增加组织中第二相粒子的数量,产生弥散强化的效果[5]。
表2 不同热输入下熔敷金属的化学成分
Table 2 Chemical composition of deposited metal under different heat input (mass fraction, %)
| Heat input/kJ·cm-1 | C | Si | Mn | Ni | Cr | Nb | Cu | Ti |
|---|---|---|---|---|---|---|---|---|
| 8 | 0.056 | 0.35 | 1.20 | 1.13 | 0.30 | 0.017 | 0.20 | 0.058 |
| 14 | 0.044 | 0.30 | 1.14 | 1.10 | 0.22 | 0.018 | 0.24 | 0.052 |
| 20 | 0.039 | 0.30 | 1.11 | 1.01 | 0.20 | 0.016 | 0.25 | 0.059 |
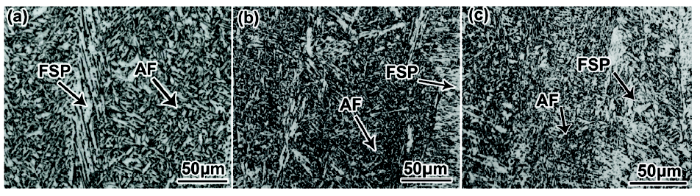
图2给出了光学显微镜下三种热输入的末道熔敷金属的显微组织。可见组织类型均为板条和针状结构,且有部分板条束相互交织,主要为针状铁素体(AF)、侧板条铁素体(FSP)和少量残余奥氏体(RA)。但是,随着热输入的增大铁素体的平均尺寸宽度分别约为0.6 μm,0.7 μm和1.2 μm,板条的宽度明显增加(图3)。同时,使用SISC IAS8.0金相分析软件对针状铁素体含量的统计发现,从低热输入至高热输入针状铁素体的含量分别为75%,60%和48%。
图2 三种热输入条件下焊缝的光学显微组织
Fig.2 OM images of weld seam with three kinds of heat input (a) 8 kJ/cm, (b) 14 kJ/cm, (c) 20 kJ/cm
具体表现为,当热输入较小时(8 kJ/cm)时组织细密,主要以细小的针状铁素体为主,还有少量侧板条铁素体(图2a);当采用中等热输入(14 kJ/cm)时铁素体的长宽比增大,多呈板条状,侧板条铁素体增多且多垂直于晶界呈平行状生长(图2b);当热输入增大到20 kJ/cm时(图2c),热输入增大高温停留时间延长使过冷度降低,相变温度提高,新旧两相的自由能差下降,临界晶核尺寸增大,所需要的临界形核功增加,形核率降低,从而使铁素体进一步粗化。而且呈镐牙状的侧板条铁素体沿原奥氏体晶界向晶内生长的时间变长,使其进一步粗化[6,7]。
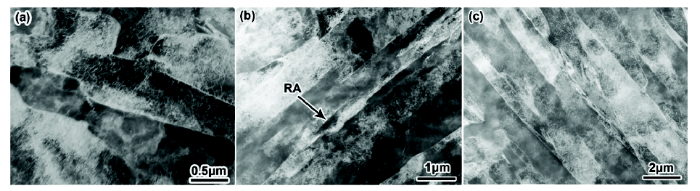
铁素体板条间有薄片状或块状残余奥氏体,在较低的热输入下(图3b)残余奥氏体多呈薄膜状分布,而随着热输入的增加残余奥氏体向块状转变。其原因是,热输入较小时冷却较快,在铁素体生长过程中碳原子的扩散的速度较慢,且富集在邻近的α/γ界面附近,使碳的浓度梯度增大,当铁素体停止生长后在板条之间就形成富碳的奥氏体薄膜[8];当热输入增大时(图4)碳原子扩散加快,扩散时间延长,碳原子进一步扩散到未转变奥氏体内使其浓度梯度减少,当含碳量达到一定程度时侧板条铁素体中止生长而生成块状的残余奥氏体。
图3 三种热输入条件下焊缝组织的透射电镜照片
Fig.3 TEM images of three kinds of heat input welds (a) 8 kJ/cm, (b) 14 kJ/cm, (c) 20 kJ/cm
图4 热输入为20 kJ/cm残余奥氏体块状形貌及衍射图谱
Fig.4 Bulk morphology and diffraction pattern of retained austenite under 20 kJ/cm heat input (a) dark field phase, (b) bright field phase, (c) diffraction pattern
图5给出了夹杂物诱发针状铁素体形核现象。由于夹杂物具有较高的表面能,针状铁素体以它为形核核心非均匀的放射性生长。余圣甫等[9]研究发现,只有直径为0.4~2.0 μm的非金属夹杂物才能作为针状铁素体的形核质点。
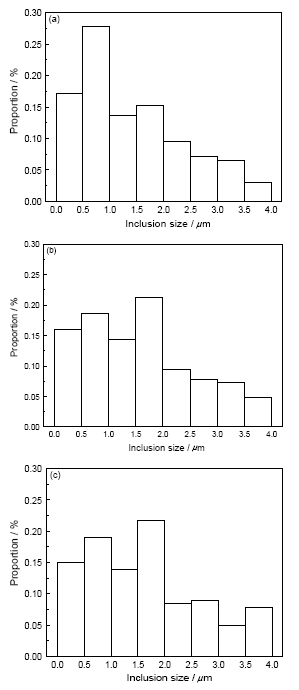
对熔敷金属中夹杂物进行统计发现,不同热输入对夹杂物的组成影响不大,主要是高熔点相(TiO2,Al2O3,SiO2)和MnS组成的复合型夹杂物。但是,不同热输入条件下夹杂物的尺寸、分布和数量都随着热输入的不同而不同。对夹杂物尺寸统计结果(图6)表明,随着热输入的增大(8~20 kJ/cm)尺寸小于1 μm的夹杂物比例明显减少,1 μm以上的则明显增加。
图6 夹杂物尺寸的分布图
Fig.6 Dimension distribution of inclusions (a) 8 kJ/cm, (b) 14 kJ/cm, (c) 20 kJ/cm
从表3对夹杂物总量的统计中发现,随着热输入的增加夹杂物的数量明显减少,平均尺寸却逐渐增大,夹杂物所占比例提高。Ricks等[10]认为,夹杂物形成针状铁素体的活化能比晶界形成晶界铁素体的活化能大很多,导致在奥氏体相变时先生成晶界铁素体。同时,大尺寸的夹杂物的活化能较低,针状铁素体优先在大尺寸夹杂物处生成,在小尺寸夹杂物处形核。因此,采用大热输入时夹杂物尺寸较大而形核核心较少,针状铁素体易长大,组织粗大。另外,当热输入增大时熔敷金属的过冷度减少,奥氏体相变温度提高,针状铁素体只能在大尺寸上形核,在小尺寸上不易形核,因此诱发针状铁素体形核的夹杂物数量和尺寸都有限,从而针状铁素体易长大而得到粗大的组织。
表3 夹杂物尺寸的统计
Table 3 Statistics of inclusions
| Heat input /kJ·cm-1 | Number /104·mm-2 | Average size /μm | Proportion of inclusions/% |
|---|---|---|---|
| 8 | 2.44 | 1.04 | 0.053 |
| 14 | 2.19 | 1.16 | 0.060 |
| 20 | 1.44 | 1.49 | 0.064 |
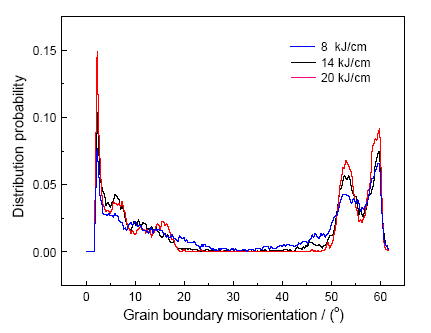
使用EBSD技术分析板条间晶界取向(图7),可以发现,随着热输入的增大板条间大角度晶界和小角度晶界的概率都增加,但是随着热输入的增加大角度晶界(大于15°)所占的比例减小,当热输入为20 kJ/cm时20°~50°的大角度晶界出现的概率几乎为0。
图7 热输入与晶界取向差分布的关系图
Fig.7 Relation between heat input and grain boundary misorientation distribution
板条间的组织取向是影响裂纹扩展的主要因素之一。板条呈相互交织状可抑制裂纹的扩展,而当板条束呈平行状分布则裂纹扩展的阻力小,裂纹扩展容易,韧性降低[11]。显而易见,热输入增大则20°~50°区域内的晶界差出现的概率减少明显,大角度晶界的比例降低,板条趋于平行,裂纹扩展容易程度增加,低温韧性降低。
三种热输入条件下的拉伸强度列于表4。当热输入从8 kJ/cm增加至20 kJ/cm时,抗拉强度从668 MPa降低至609 MPa,屈服强度从602 MPa降低至505 MPa,断面收缩率从26.5%降至21.5%,断后伸长率从70%降至66%。这表明,随着热输入的增大熔敷金属的强度明显下降,塑性也变差。
表4 热输入对熔敷金属的强度的影响
Table 4 Effect of heat input on strength
| Heat input /kJ·cm-1 | Tensile strength/MPa | Yield strength /MPa | Elongation /% | Section shrinkage /% |
|---|---|---|---|---|
| 8 | 668 | 602 | 26.5 | 70 |
| 14 | 624 | 562 | 23.5 | 68 |
| 20 | 609 | 505 | 21.5 | 66 |
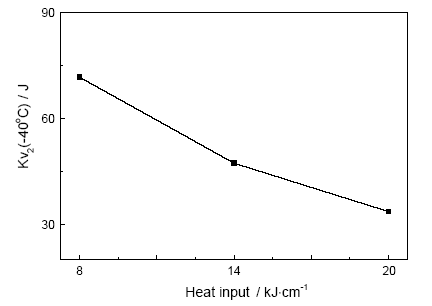
从图8可见,熔敷金属的低温韧性受热输入影响很大。随着热输入的增加,熔敷金属-40℃下的夏比冲击功从72 J降至34 J。由于铁素体的尺寸随着热输入的增大而粗化,且针状铁素体所占比例减少,镐牙状的侧板条铁素体增多,有利于裂纹的扩展,降低了断裂韧度;同时,热输入的增加使部分块状残余奥氏体的增加,导致板条束之间相对运动困难,冲击储能增加,但是裂纹形成后迅速扩展,从而降低了焊缝的冲击韧度;随着热输入的增加尺寸小于1 μm的细小夹杂物减少,大尺寸夹杂物增多,总夹杂物含量增多。由于夹杂物大都是氧化物和硫化物,相比基体较脆硬,是主要的裂纹源[12];关于其微细结构,随着热输入的增大铁素体板条间大角度晶界的比例减少,即板条束越趋于平行,导致裂纹扩展容易,从而降低了低温韧性。
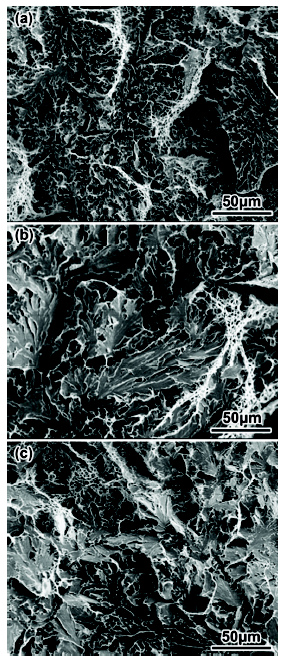
图9给出了三种热输入下焊缝在-40℃下的冲击断口形貌。由图9a可见,在小热输入(8 kJ/cm)条件下焊缝冲击断口由撕裂棱和准解理刻面组成解理小断面,且有由小韧窝组成的延性脊,改善了冲击韧性[13];图9b给出了14 kJ/cm下的断口形貌,明显可见解理台阶、河流花样和撕裂棱形貌为准解理断裂[14];图9c给出了20 kJ/cm下的断口形貌,可见解理台阶和沿晶脆性断裂,为典型的解理形貌。综上所述,随着热输入的增大焊缝微观断口形貌从韧窝+准解理向解理过渡,而且韧窝型延性脊减少,断口也趋于平坦,降低了裂纹扩展所需的能量。
图9 焊缝断口的形貌
Fig.9 Fracture surface diagram of weld (a) 8 kJ/cm, (b) 14 kJ/cm, (c) 20 kJ/cm
(1) 在三种热输入条件下焊缝金属组织均为针状铁素体、侧板条贝氏体和少量残余奥氏体。随着热输入的增大铁素体组织粗化,针状铁素体减少,镐牙状的侧板条铁素体增多,残余奥氏体形态从薄膜状向块状转变。
(2) 随着热输入的增大夹杂物所占比例增大,尺寸大于1 μm的夹杂物增多,导致针状铁素体形核核心减少。
(3) 随着热输入的增大小角度晶界的比例增大,但是20°~50°的大角度晶界的比例明显降低。
(4) 随着热输入的增大熔敷金属的强度降低,塑性变差,低温韧性下降,冲击断口形貌从韧窝+准解理向解理过渡,韧窝脊减少。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}