
张敏 , 王晓伟, 韩挺, 张涛, 慕二龙
, 王晓伟, 韩挺, 张涛, 慕二龙
西安理工大学材料科学与工程学院 西安 710048
ZHANG Min, WANG Xiaowei, HAN Ting, ZHANG Tao, MU Erlong
中图分类号: TG422
文章编号: 1005-3093(2018)02-0081-09
通讯作者:
收稿日期: 2017-03-29
网络出版日期: 2018-02-20
版权声明: 2018 《材料研究学报》编辑部 《材料研究学报》编辑部
基金资助:
作者简介:
作者简介 张 敏,男,1967年生,教授
展开
摘要
使用Cu-Ag-Mo-Nb药芯焊丝对TA1/X65和TA1/Cu/X65两种爆炸复合板进行熔焊对接,使用SEM、EDS等手段表征接头的微观形貌、元素分布及成分组成,研究了两种试板接头的力学性能。结果表明,两种试板的焊缝各层衔接良好,钛、钢与过渡层的界面处均有明显的灰色过渡带,接头没有气孔、夹杂或裂纹等缺陷。SEM、EDS分析结果表明,在两层试板的三角区产生了TiFe相。三层试板中的Cu层防止了Ti、Fe的互扩散,使焊缝两侧至过渡层Ti元素和Fe元素的扩散明显降低,钛焊缝中Fe的含量和钢焊缝中Ti的含量也显著降低。对接头性能的测试结果表明,三层试板的三项力学性能指标均优于两层试板。
关键词:
Abstract
Two explosively formed composite plates TA1/X65 and TA1/Cu/X65 were welded with flux cored wire of Cu-Ag-Mo-Nb. Then the effect of the intermediate Cu-layer on the microstructure, element distribution, and mechanical property of the butt welding joints are investigated by means of SEM, EDS and mechanical tester. The results show that the two types plates could be well connected by butt welding, and there exist obvious gray transition zones at the interfaces of titanium, steel and the formed transition layer, but no pores, inclusions, cracks and other defects in the weld joints were observed. According to the analysis of SEM, EDS and XRD, the TiFe-phase in the triangle area of the plate TA1/X65 is inevitable. The Cu-layer within of the plate TA1/Cu/X65 can effectively prevent the mutual diffusion of Ti and Fe, thus the diffusion of Ti and Fe onto the transition zone decreased significantly, as a result, the Fe-content in the weld titanium and the Ti-content in the weld steel has also been significantly reduced. Therefore, the weld composite plate TA1/Cu/X65 exhibits better mechanical properties rather than the plate TA1/X65 without Cu-layer in terms of tensile strength, bending modulus and impact strength.
Keywords:
钛合金具有较高的比强度,良好的工艺性能和使用性能,是应用在航空航天领域的重要轻质结构材料[1,2,3,4]。用钛合金替代钢铁等单一材料可以大大减轻构件的重量,其较高的综合性能能可满足航空航天领域中对构件轻质高性能的要求。钛是一种活性元素,与大多数金属连接时在接头中容易形成脆性金属间化合物。这些金属间化合物的物理性能差异又导致较大的热应力,使接头的性能降低甚至在焊后即产生裂纹。这极大地限制了层状复合材料在工业生产中的应用[5,6]。在实际应用中单一材料的结构往往很难满足要求,采用异种材料的复合结构能够兼有两种材料的优点并降低成本[7,8]。
钛-管线钢复合板熔焊对接时,Ti和Fe较大的热物理性差异导致焊缝中极易形成大量硬脆的金属间化合物、低熔点共晶体及碳化物,使焊缝发生脆裂[9,10,11,12]。目前,国内外钛钢复合板多采用钛与钢互不直接相熔的方式焊接[13,14]。但是,这种方法难以在复合管焊接中应用。本文在前期铜基药芯焊丝过渡 [15,16] 的基础上,结合熔焊非均匀温度场的特性、钛钢难以结合以及界面组织过渡不佳等问题,在钛与钢之间爆炸复合嵌入铜层以减小钢层中Fe与钛层中Ti的互扩散。选用Cu-Ag-Mo-Nb药芯焊丝作为过渡区焊接材料进行钛-钢复合板熔焊对接实验,分析双层钛钢复合板与三层复合板的不同,研究中间Cu层对TA1/X65复合板熔焊接头性能的影响。
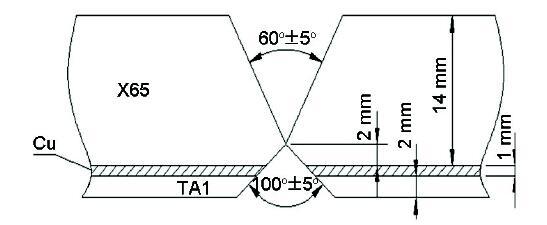
实验中使用两种试板,其中两层试板的尺寸为300 mm×150 mm×16 mm,工业纯钛复层的厚度为2 mm,X65管线钢层的厚度为14 mm;三层试板是在两层试板的基础上嵌入紫铜层,厚度为1 mm。两种试板的坡口均为不对层的双V形,尺寸如图1和图2所示。
ER50-6焊丝用于钢层,ERTA-1纯钛焊丝用于钛层,自制的药芯焊丝用于过渡层。药芯焊丝以铜带为基体,将Ag、Mo、Nb以一定比例混合均匀后加入到压有凹槽的铜带中进行减径拉拔。这种焊材的优点是可适时调整合金成分,根据不同焊缝的性能匹配相应的焊材;同时,用这种焊丝取代之前试验中实心焊丝的多道焊,可降低过大的焊接热对焊缝组织性能的影响,提高焊接效率。
实验中所用的试板,在焊接前后不需进行热处理。钢层的焊接采用CO2气体保护,过渡层和钛层均采用手工钨极氩弧焊,焊接工艺参数列于表1。焊接顺序:先进行钢层的焊接;待试板冷却至50~80℃后进行过渡层的焊接,过渡层的厚度控制在2 mm左右;最后进行钛层的盖面。在焊接过程中,为了防止焊接热输入过大造成的接头组织粗大以及对Fe、Ti元素互扩散的加快,不进行连续性的焊接并将焊接的层间温度控制在200℃左右。由于钛层在焊接过程极易氧化,在进行钢层焊接时必须对钛层一侧通氩气进行背面保护,直至试板冷却至150℃以下。
表1 焊接工艺参数
Table 1 welding process parameters
| Zone | Arc voltage/V | Welding current/A | Welding wire diameter/mm | Argon flow rates/Lmin-1 | |
|---|---|---|---|---|---|
| TIG | Back protection | ||||
| Titanium layer | 12~14 | 80~100 | 1.2 | 12~15 | 20 |
| Transition layer | 14~15 | 100~120 | |||
| Steel layer | 15~17 | 160~180 | |||
在试验过程中对试板坡口表面及侧面进行机械清理,去除表面氧化物、油污、富集气体的金属层。由于钛层极易氧化,在机械处理过程中需保证试板温度不得高于80℃。对机械清理过的试板,在施焊前用酒精或丙酮等进行化学清理。
图3给出了两层试板焊缝横截扫描形貌。图3b和c分别给出了图3a中Ⅰ区和Ⅱ区焊缝的局部放大图。
图3 Cu-Ag-Mo-Nb药芯焊丝接头的微观组织
Fig.3 Morphology of the Cu-Ag-Mo-Nb flux-cored wire welded joint (a) welding macroscopic of two-layer plate, (b) morphology of bonding interface of transition layer and titanium layer, (c) morphology of three-phase mixed zone on the right side of welded joint
从图3a可以看出,焊缝中没有发现宏观裂纹,过渡层厚度约为1.5 mm,但是过渡层金属未将坡口两侧复合界面完全覆盖。过渡层熔敷金属与钛层和钢层相互熔合,两条熔合线清晰,坡口两侧母材均熔化,没有裂纹。在过渡层焊缝中并未出现难熔金属的偏聚或富集,说明药芯中Ag的加入增加了液态金属的流动性,降低了焊缝熔点,降低了焊缝元素的偏聚或富集。从图3b可见药芯焊丝过渡层与钛焊缝层的结合界面,过渡层熔敷金属与钛焊缝相互熔合较好,结合界面较为清晰。能谱XRD(图4)的分析结果表明,灰黑色A相为TiCu+Ti2Cu,主要是由于铜元素向上扩散。图中灰色B混合相TiCu+(β-Ti,Ag)均匀分布在亮白色C相Cu+TiCu上,在界面处有大约0.5 mm的Ti-Cu化合物过渡带;由于亮白色C相区域的耐腐蚀性下降,钛腐蚀液和铜腐蚀液的作用导致过烧,形成了大量的腐蚀微坑。图3c给出了接头右边复合界面母材钛、钢和过渡层熔敷金属三相混合区组织形貌,可见该区域中过渡层组织和母材钛和基层钢组织衔接良好,没有产生裂纹等缺陷。EDS的结果列于表2。在焊接过程中由于电弧的作用部分母材钛和铁熔化进入熔池中发生反应,在靠近钛侧区先从液相中析出β-Ti,温度继续降低时Fe在β-Ti中过饱和,在β-Ti相界处析出TiFe相。由于焊缝凝固过程是非平衡结晶过程,因冷却较快TiFe相不容易生长而以次生相存在。过渡层熔敷金属Cu元素向钛侧扩散时液相中的Cu元素含量升高与TiFe发生反应(L+TiFe→τ2)生成的浅灰色E相τ2,分布在暗灰色的F相β-Ti+TiFe上。
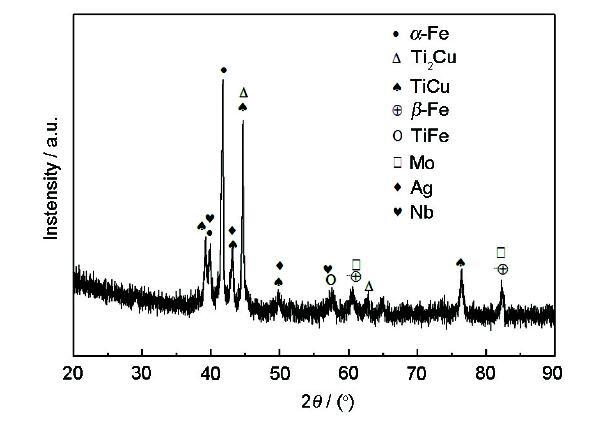
图4 Cu-Ag-Mo-Nb药芯焊丝接头横截面XRD图谱
Fig.4 XRD pattern of the cross-section of the Cu-Ag-Mo-Nb flux-cored wire welded joint
表2 焊缝EDS测试结果
Table 2 EDS result of welding (atomic fraction, %)
| Zone | Position | Ti | Cu | Fe | Ag | Nb | Mo | Potential phase |
|---|---|---|---|---|---|---|---|---|
| Ⅰ | A | 58.32 | 36.32 | - | 5.12 | 0.24 | - | TiCu+Ti2Cu |
| B | 49.79 | 46.02 | - | 4.03 | - | 0.16 | TiCu+β-Ti(s,s) | |
| C | 9.68 | 89.67 | - | 0.64 | Cu+TiCu | |||
| Ⅱ | D | 68.84 | 9.87 | 13.43 | 7.85 | (β-Ti, Ag)+TiFe+TiCu | ||
| E | 58.09 | 15.05 | 15.74 | 0.79 | 10.32 | (β-Ti,Nb)+τ2 | ||
| F | 66.58 | 5.47 | 18.59 | 0.34 | 9.02 | (β-Ti, Mo)+TiFe |
根据以上的分析,过渡层熔敷金属厚度较薄,即使有大量钛基固溶体(β-Ti, Mo)+(β-Ti, Ag)+(β-Ti,Nb)的析出,但是过渡层焊缝阻止Ti和Fe扩散的作用效果有限,在三角区很难避免Ti-Fe金属间化合物的形成。
图4给出了两层复合板Cu-Ag-Mo-Nb药芯焊丝接头横截面XRD图,可见在接头中反应生成了TiCu、TiFe等脆性相,严重降低了焊缝的塑韧性。
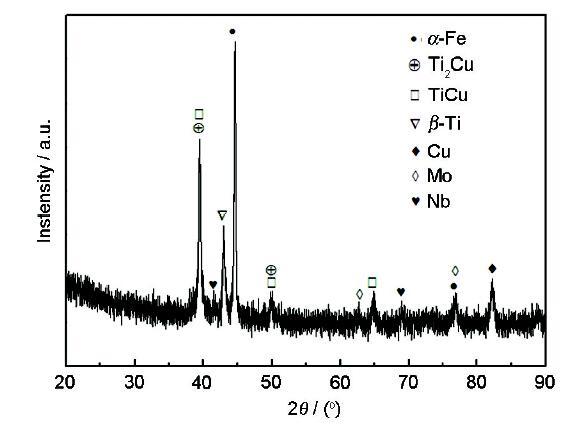
图5给出了三层板对接接头焊缝区内不同位置的显微组织。根据组织形貌特征和Ti-Fe、Ti-Cu二元合金相图,可以推测焊缝非平衡结晶过程的类型及特征。根据对焊缝表面的XRD分析(图6)确认了焊缝生成相的种类。由于在双层钛-钢复合板界层加入了铜条,避免了焊缝中复层Ti元素和基层钢中的Fe元素相互扩散,阻隔了两者形成过硬脆的金属间化合物。
图5 三层试板焊接接头的扫描图
Fig.5 Welding joint scan of three-layer plate (a) welding macroscopic of three-layer plate, (b) morphology of four-phase mixed zone on the right side of welded joint, (c) morphology of bonding interface of transition layer and steel layer, (d) morphology of bonding interface of transition layer and titanium layer
从图5a中三层试板焊缝区宏观图可见,焊缝过渡层与钛层和钢层之间冶金结合良好,熔合线清晰,没有发现未焊透和裂纹等宏观缺陷,并出现一定的过渡区。图5b给出了宏观图(图5a)中右三角区Ⅰ微观组织结构,可见在焊接过渡层药芯焊丝的过程中基层钢和中间层Cu均有部分熔化,Cu和Ti互溶形成了部分的界面。由于铜层的加入导致焊接热输入较小,基层钢和中间层Cu、药芯焊丝熔敷金属互溶较少。结合表3能谱分析,在三角区界面处A、C两相均没有Ti元素。进行钛层焊接时形成的界面区B相钛基固溶体(β-Ti, Mo)和TiCu化合物阻隔了Ti和Fe元素的相互扩散,中间铜层也避免了因为钛钢复合界面基层钢和复层Ti的反应生成的Ti-Fe金属间化合物。图5c给出了过渡层熔敷金属与钢焊缝结合区,结合界面清晰可见。过渡层熔敷金属和钢焊缝组织衔接良好,钢焊缝区分布着铁素体+珠光体组织。图5d给出了图5a中区域Ⅲ的微观图,为过渡层熔敷金属与钛焊缝结合区。结合能谱可见,暗灰色区域为钛焊缝主要为D相β-Ti和钛基固溶体(β-Ti, Mo)+(β-Ti, Ag)+(β-Ti, Nb),中间亮灰色区域为钛铜化合物的过渡区域,钛过渡层界面存在两条过渡带,靠近钛层区的浅灰色过渡带主要由E相Ti2Cu和β-Ti(s,s)组成。而靠近过渡层的亮白色过渡带,是钛层向下扩散后Ti与过渡层中的Cu形成的金属间化合物。结合Ti-Cu二元相图可知,在960℃发生了共晶反应
表3 焊缝中各相的元素含量(原子分数,%)
Table 3 Chemical composition of the various phases in the weld (atomic fraction, %)
| Zone | Position | Ti | Fe | Cu | Mo | Nb | Ag | Potential phase |
|---|---|---|---|---|---|---|---|---|
| Ⅰ | A | - | 23.52 | 74.41 | - | - | 2.07 | Cu(s, s)+α-Fe(s, s) |
| B | 67.65 | - | 28.15 | 3.35 | - | 0.86 | β-Ti(s, s)+TiCu | |
| C | - | 85.95 | 11.96 | 0.63 | 1.46 | - | α-Fe(s, ,s)+Cu(s, s) | |
| Ⅱ | D | 84.36 | - | 2.09 | 6.06 | 4.12 | 3.38 | β-Ti(s, s) |
| E | 69.51 | - | 21.66 | 5.12 | 3.28 | 1.43 | Ti2Cu+β-Ti(s, s) | |
| F | 51.90 | - | 47.12 | - | - | 0.98 | Ti2Cu+Ti2Cu3 |
综合以上分析,焊接钢层加速Fe的“上返”,使过渡层有一定量的Fe元素。但是三层试板中Cu层的嵌入以及Cu-Ag-Mo-Nb药芯焊丝的阻隔作用减小了焊缝两侧区域Ti元素向过渡层中的扩散,使过渡层中的Fe、Ti元素含量下降。这降低了Fe、Ti形成金属间化合物的含量,避免了裂纹的生成。
表4 复合板对接接头拉伸试验结果
Table 4 Tensile test results of butt joint of composite plate
| Test number | Tensile strength /MPa | Yield strength /MPa | Break extensibility/% |
|---|---|---|---|
| Two-layer | 505 | 405 | 12.8 |
| Three-layer | 525 | 430 | 13.1 |
三层试板比两层成型的质量好,焊缝组织结合细密。对两层和三层试板取样进行的力学性能测试,包括拉伸、弯曲、冲击。所有力学性能的测试均选取三个试样,以下数据是测试结果的平均值。
3.1.1 拉伸性能 两种试板的拉伸试验数据列于表2。三层试板的抗拉强度、屈服强度、断后伸长率分别为525 MPa、430 MPa、13.1%,均高于两层试板。Cu的晶格类型为面心立方,其密堆点阵的致密度相对高温体心立方的β-Ti高,而钢侧的高温态γ-Fe与Cu的晶格类型相同。因此铜层的爆炸嵌入降低了Ti、Fe的互相扩散,进一步提高了焊缝的塑性及强度。
3.1.2 弯曲和冲击性能 根据国家标准GB/T 2653-2008《焊接接头弯曲试验方法》及GB/T 229-2007《金属材料夏比摆锤冲击试验方法》规定测试弯曲及冲击性能,弯曲试样尺寸分别为120G20G16 mm(两层板)、120G20G17 mm(三层板),冲击试样尺寸为10 mm×10 mm×55 mm(厚度方向包含全尺寸钛层),其中弯曲试样为全尺寸厚度。复合板弯曲试验,采取三点支辊式弯曲。
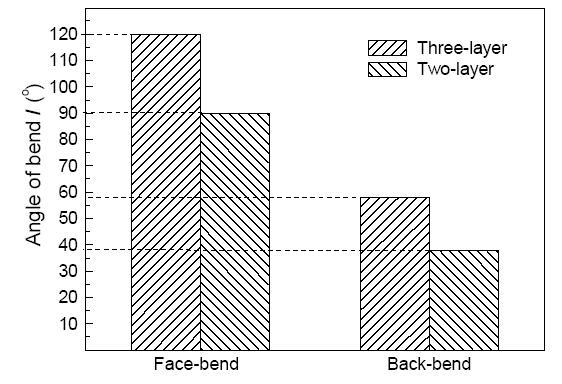
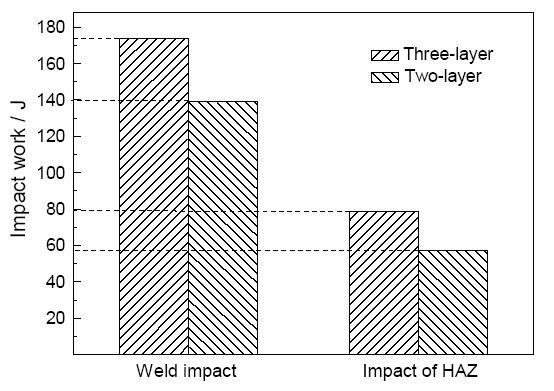
图7和图8分别给出了两层试板和三层试板焊接接头的弯曲试验和冲击试验数据对比图。从图7可以看出,三层试板正弯和背弯的弯曲角分别为120°和58°,两层试板正弯和背弯的弯曲角度分别为90°和38°,三层试板的正弯和背弯均在较大角度下开裂;图8表明,三层试板的冲击值较两层试板的冲击值高,因为两层试板中仅有过渡层的隔离作用,Ti和Fe互扩散较大,产生了相对较多的TiFe金属间化合物,导致焊接接头较脆,塑性下降,冲击功降低。
3.1.3 弯曲试样形貌分析 图9给出了弯曲试样宏观形貌图,图9a和9b分别给出了两层复合板正弯和背弯试验结果,图9c和9d分别给出了三层复合板正弯以及背弯试验结果宏观图。
图9 弯曲的宏观形貌
Fig.9 Macro morphology of bending specimens (a) face bending of two-layer; (d) back bending of three-layer; (b) back bending of two-layer; (c) face bending of three-layer
图9a中两层板正弯钢层承受拉应力,钛层焊缝承受压应力,裂纹由右侧过渡层、钢层以及钛焊缝三角区向下扩展至过渡层与ER50-6焊缝界面,向上扩展至钛焊缝界面,过渡层与钛焊缝区结合良好。图9b中复合板钛侧由于拉应力的作用裂纹由右侧三角区沿过渡层与钢层界面扩展至另一侧三角区。期用于是,三角区TiFe相等金属间化合物的析出和内应力的作用,使此部位承受变形的能力较弱。
图9c表明,三层试板钛侧压应力的作用使ER50-6焊缝上界面与过渡层上界面均产生裂纹并向两侧扩展,可见铜层的加入使得三角区有一定的塑性。图9d表明,钛侧受拉应力的作用使得裂纹由右侧三角区扩展至另一侧,铜层母材与钛母材复合界面也出现裂纹的扩展。在焊缝三角区,大量TiCu化合物的析出使接头韧性有所下降,但是铜层的加入释放了部分的内应力,提高了接头抗变形性。
3.2.1 拉伸断口分析 对两层和三层试样拉伸断口进行扫描,结果如图10所示,其中图10a、b分别对应两层板钛层、过渡层的放大区域;图10c、d为三层板钛层和过渡层断口扫描形貌。
图10 试样拉伸断口形貌图
Fig.10 Fracture morphology of tensile specimen (a) titanium weld of two-layer; (b) transition layer of two-layer; (c) titanium weld of three-layer; (d) transition layer of three-layer
图10a表明,两层板钛层断裂形貌,为山峰状,呈脆性解理断裂,断裂面由一些大解理面和二次断裂组成。图10b给出了过渡层中部断裂形貌,可见断口中有一些浅而大的韧窝,说明断裂过程中过渡层发生了少量的塑性变形。该区由Cu固溶体和Fe固溶体组成,这与扫描组织相吻合。图10c给出了三层板钛层断面形貌,可见钛侧断口主要为冰晶块花样状,晶粒界面为光滑的小刻面状,属于晶界脆断沿晶断裂,在远离过渡层一侧处有少量的韧窝,说明在拉伸过程中钛焊缝发生少量的塑性变形。图10d给出了钛焊缝层和过渡层冶金结合界面,可见该焊缝区右上侧为沿晶断裂。结合图5金相组织分析,该处主要为Ti2Cu+TiCu金属间化合物。在左下侧过渡层区分布了大量韧窝,说明结合界面具有良好的塑性。
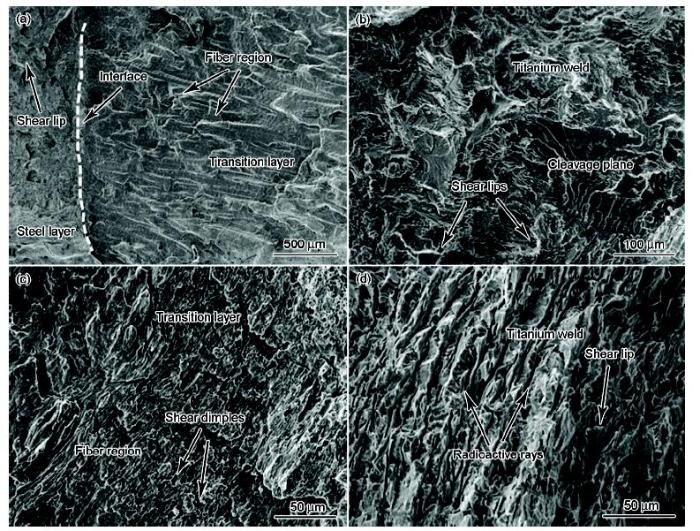
3.2.2 冲击断口分析 图11给出了两层板与三层板焊缝冲击断口扫描形貌,其中图11a、b为两层板过渡层与钢层界面、钛焊缝的断口扫描图,图11c、d为三层板过渡层和钛焊缝的断口形貌图。
图11 冲击断口的形貌
Fig.11 Fracture morphology of impact specimen (a) transition layer of two-layer; (b) titanium weld of two-layer; (c) transition layer of three-layer; (d) titanium weld of three-layer
图11a表明,界面熔合线清晰,钢层区域有少量剪切唇和剪切韧窝;而过渡层焊缝存在一定取向性的纤维区和一些大的解理面,断裂表面平整,脆性断裂特征明显,焊缝中不可避免的析出TiFe次生相等硬脆相。图11b表明,钛焊缝断口由少量剪切唇+大的解理面组成,存在一些放射状花样。从图11c可见,三层板过渡层断口存在大量纤维区+少量剪切韧窝,铜层的加入使过渡层区析出大量的Cu+β-Ti固溶体,大大提高了焊缝的塑韧性。从图11d可见,钛层断口由大量的放射线区+少量剪切唇组成。对照图6知,钛焊缝主要为大量的TixCuy+β-Ti固溶体。
(1) TA1/Cu/X65三层板比TA1/X65两层板焊缝的过渡更平缓,结合良好。铜层的加入对钛钢焊缝左右两侧的Fe、Ti元素互扩散有明显的抑制作用,在过渡层熔敷金属与钛焊缝结合区有大量的TiCu相析出,避免了危害性较大的TiFe、TiFe2等金属间化合物的生成。
(2) 三层试板的拉伸、弯曲、冲击等性能均优于两层试板。三层板焊缝的抗拉强度达到525 MPa,焊缝的冲击值为173 J,而弯曲性能也比两层板有很大的提高。
(3) 两种试板的拉伸断口过渡层区均出现韧窝,三层板靠近钛层的微观形貌呈“冰糖状”,含有少量的韧窝,钛焊缝发生少量的塑性变形;两层板钛层的断裂面由一些大解理面和二次断裂组成。三层板的冲击断口过渡层区出现大量的纤维区+少量剪切韧窝,提高了焊缝的冲击韧性。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}