
陈泽邦, 肖寒 , 李乃拥, 周荣锋, 卢德宏, 周荣
, 李乃拥, 周荣锋, 卢德宏, 周荣
昆明理工大学材料科学与工程学院 昆明 650093
CHEN Zebang, XIAO Han, LI Naiyong, ZHOU Rongfeng, LU Dehong, ZHOU Rong
中图分类号: TG146.1, TG249.9
文章编号: 1005-3093(2018)01-0073-08
通讯作者:
收稿日期: 2017-01-20
网络出版日期: 2018-01-25
版权声明: 2018 《材料研究学报》编辑部 《材料研究学报》编辑部
基金资助:
作者简介:
作者简介 陈泽邦,男,1991年生,硕士生
展开
摘要
采用流变成形技术,采取冷轧-重熔的应变诱导熔化激活法(SIMA)制备流变浆料,研究挤压速率对流变挤压铸造ZCuSn10P1铜合金轴套零件组织和力学性能的影响,探讨ZCuSn10P1铜合金充型流动过程中固液两相的演变规律。结果表明:在成形比压为250 MPa,挤压速度为15 mm/s时,流变挤压铸件的组织较均匀,固液协同流动性最好。此时,抗拉强度达到最大值371.1 MPa,延伸率为8.43%,与液态挤压铸件相比,其抗拉强度、延伸率分别提高了57.3%、78.7%。在流变挤压铸造ZCuSn10P1铜合金轴套零件过程中,不仅垂直方向上存在液相偏析现象,且在水平方向上也会出现液相偏析现象。
关键词:
Abstract
Strain induced melt activation (SIMA) based on cold rolling and remelting method is used to prepare the rheological slurry, then with which axle bush parts of Cu alloy ZCuSn10P1 were prepared by rheological squeeze casting process. Whilst the effect of extrusion rate on the microstructure and mechanical property of the prepared copper alloy, and the evolution of solid and liquid phases during the forming process were studied. The results indicate that with the forming specific pressure of 250 MPa and extrusion rate of 15 mm/s, the microstructure of the prepared Cu-alloy ZCuSn10P1 is uniform and the synergy liquidity of solid-liquid is considerable, thereby, the tensile strength of the Cu-alloy reached a peak value of 371.1 MPa and elongation of 8.43%, which are 57.3% and 78.7% respectively higher than those of the Cu-alloy prepared by liquid-phase extrusion casting process. Furthermore, it is noted that liquid-phase segregation phenomenon along not only the vertical direction, but also the horizontal direction could be observed in the microstructure of the prepared axle bush parts by the rheological squeeze casting process.
Keywords:
半固态流变挤压成形技术不但结合了铸、锻成形的优点,同时拓展了成形合金的范围,在汽车、航空航天等领域有广阔的应用前景[1,2,3,4,5,6,7]。王顺成等[8]研究了半固态模锻ZL101铝合金车轮的组织与力学性能,表明半固态模锻ZL101铝合金车轮组织由球形α-Al晶粒和α+Si共晶组织组成,T6热处理后其力学性能显著提高。谭建波等[9]制备了半固AlSi9Mg合金熔体并进行流变压铸,研究了固溶处理温度、保温时间、水淬介质温度对流变压铸试样抗拉强度的影响。与压力铸造相比,流变压铸可提高铸件的致密性和力学性能,伸长率提高尤为明显。方晓刚等[10]采用超声振动制备了新型镁合金半固态浆料并进行流变挤压铸造,研究了流变挤压铸造镁合金的组织和相组成。结果表明流变挤压铸件组织中存在两种细小圆整但尺寸差异较大的晶粒。马跃宇等[11]研究了双螺旋流变压铸AZ91D镁合金,研究了制备工艺对流变镁合金浆料的影响,并分析了流变压铸镁合金的性能。对比分析了普通压铸件与流变压铸件热处理后的力学性能,流变压铸件抗拉强度和断后伸长率明显提高。随着研究的不断深入,半固态成形已经发展成为一项极具应用潜力的材料成形新技术,并已初步实现了工业应用。目前,半固态成形技术大多是针对铝、镁等低熔点合金[12,13],对于铜合金等高熔点合金的半固态研究还相对较少。锡青铜因其具备良好的耐腐蚀性及耐磨性,被广泛用于轴承轴套、高压阀门、水龙头开关等领域,然而市场上的铜合金产品基本都是采用传统铸造方法得到,由于铜合金属于高熔点金属,传统铸造不仅会大量消耗能源而且制得的铜合金零件的组织和性能也不够理想。若使用半固态成形技术,则这些问题便会得到很好的解决,既减少了能源消耗又可以获得组织致密、力学性能优良的零件,所以开展高熔点铜合金半固态成形研究有着重要的意义。
本文作者在ZCuSn10铜合金半固态坯料制备的基础上[14,15],进行了铜合金流变挤压成形实验,分析了挤压速率对流变挤压ZCuSn10P1铜合金轴套零件液固两相组织演变规律及性能的影响,为锡青铜合金的半固态流变挤压成形提供一些参考。
本实验选用ZCuSn10P1铜合金,其化学成分(质量分数,%)为:Cu 87.65,Sn9.87,P 1.21,其他元素含量1.27。采用差示热量扫描法测得ZCuSn10P1铜合金的固相线温度是874℃,液相线温度是1024℃,固液区间宽度为150℃,适合用于制备半固态浆料并进行半固态成形。
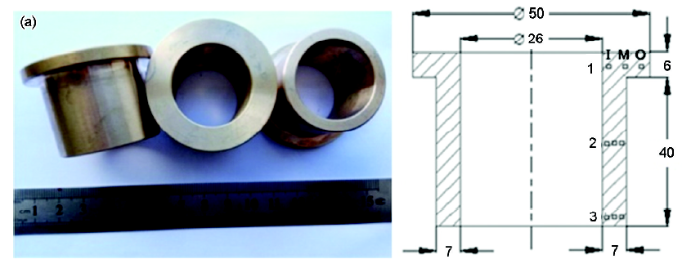
将ZCuSn10P1铜合金棒料放入电阻炉中加热至1180℃进行熔炼,浇入金属模中成形,凝固后开模取出铸锭,并空冷至室温,获得板状铜合金铸锭。将板状铸锭按要求机加工成150 mm×25 mm×25 mm的长方体坯料。然后在室温下用两辊轧机将其轧制变形。轧制方法为:首先轧制其中一个25 mm×150 mm的面,然后沿坯料的长度方向翻转90°进行第二道次轧制,其累计变形量为14%。轧制后切割为边长20 mm立方小试样,将其加热至半固态温度区间并保温,获得铜合金半固态浆料并在160 T四柱液压机进行挤压成形,空冷后获得挤压件。流变挤压成形工艺参数如表1所示,其中模具预热温度400℃。此外,将1180℃经精炼处理后的金属液进行液态挤压。将液态挤压铸件和流变挤压铸件沿轴向剖开,沿试样纵向上端(1)、中部(2)、下端(3)以及横向内部(I)、中间(M)、外部(O)取样并观察组织,如图1所示。利用Image-Pro Plus图像分析软件计算铜合金组织中的液相分数、固相晶粒尺寸及圆整度(以形状因子z表征,z=l 2/(4πs),其中l为晶粒周长,s为晶粒面积,形状因子z越接近于1,晶粒球化越好)。
表1 流变挤压成形工艺参数
Table 1 Process parameters of the rheological extrusion forming
| Condition | Temperature /℃ | Time /min | Pre-deformation /% | Forming specific pressure/MPa | Extrusion rate /mms-1 |
|---|---|---|---|---|---|
| 1 | 900 | 25 | 14 | 250 | 15 |
| 2 | 900 | 25 | 14 | 250 | 13 |
| 3 | 900 | 25 | 14 | 250 | 11 |
图1 挤压铸件及取样位置
Fig.1 Squeeze casting and sampling point (a) squeeze casting; (b) sampling point (unit: mm)
采用WEW-300D单向拉伸试验机测试铜合金试样的拉伸性能,分别对液态挤压件以及流变挤压件进行单向拉伸试验,试样几何尺寸如图2,应变速率为0.001 s-1,力学性能结果取5根拉伸试样测试所得平均值。
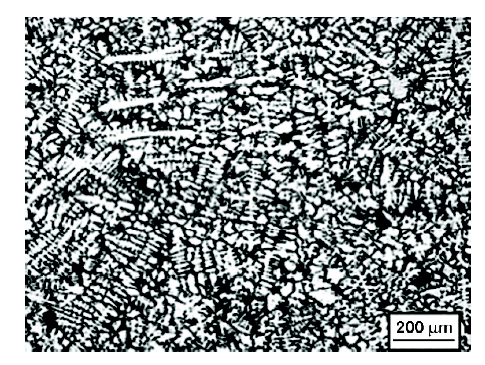
图3所示为ZCuSn10P1铜合金液态挤压铸件微观组织,由图3可以看出,ZCuSn10P1铜合金液态挤压铸件组织枝晶粗大,其中枝晶主要为Sn在Cu中的固溶体α相,为面心立方晶体结构;枝晶外的深灰色组织为(α+δ)共析组织,组织中的一次枝晶和二次枝晶构成网状结构,(α+δ)共析体位于其间隙内。
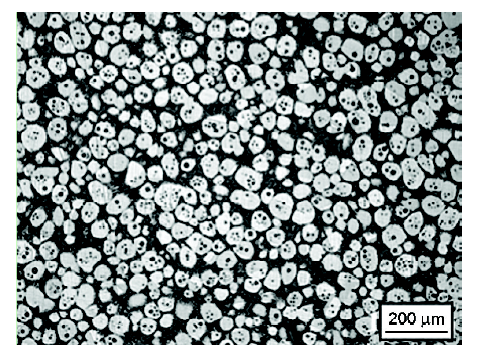
图4所示为900℃重熔保温25 min后水淬得到的显微组织。由图4可以看出,预变形14%的ZCuSn10P1铜合金通过重熔保温可得到液固两相共存的半固态组织,其中白色部分为α-Cu固相颗粒,黑色部分为(α+δ)共析体,其在高温时为液相。经计算,液相率为30.2%、圆整度为1.56、平均晶粒直径为80.7 μm,且固相颗粒分布均匀,晶界清晰,半固态球化基本达到要求,该重熔工艺适合用于制备流变挤压前的半固态浆料。
图4 变形量14%的ZCuSn10P1铜合金在900℃重熔保温25 min水淬后的半固态组织
Fig.4 Microstructure of semi-solid ZCuSn10P1 copper alloy remelted at 900℃ for 25 min with the pre-deformation of 14%
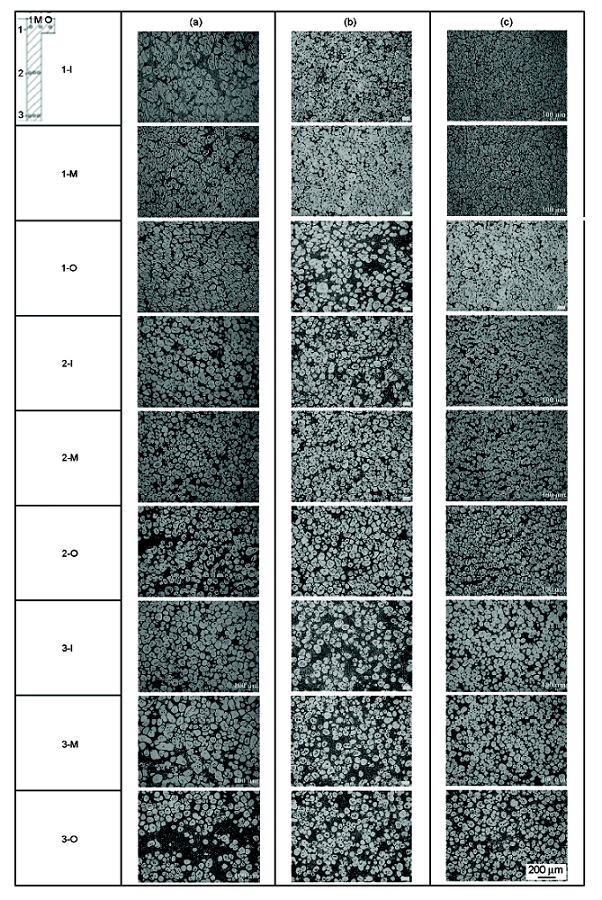
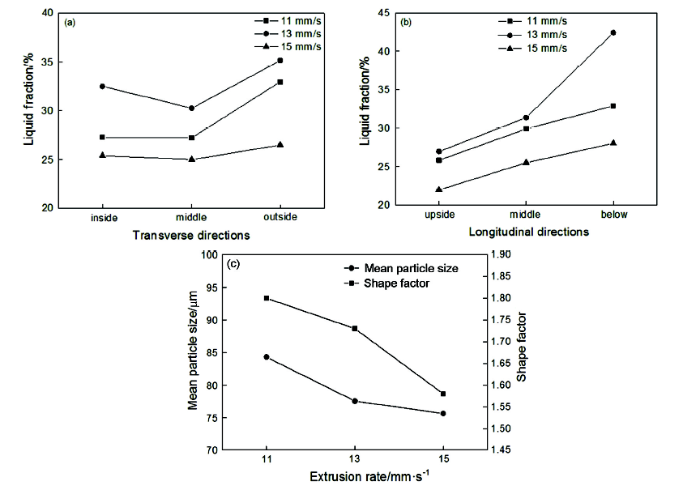
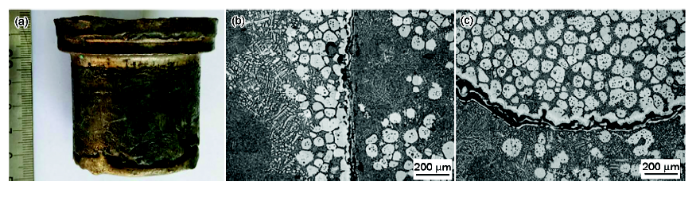
图5为900℃重熔保温25 min、轧制预变形量14%、模具预热温度400℃、成形比压250 MPa不同挤压速率下流变挤压铸造件微观组织,取样位置参照图1b。图6为挤压速率与液相率、平均晶粒尺寸、形状因子的关系曲线。由图5和图6可以看出,在挤压速率为11 mm/s时,铸件底部组织中出现了大量的液相聚集现象并伴有少量的缩松,铸件上部组织的固相颗粒发生塑性变形并粘连在一起,随着挤压速率的增加,铸件内部固相颗粒分布更加均匀,固液两相协同性更好,铸件内部组织的缩松和液相聚集现象逐渐消除,见图5,平均晶粒尺寸和形状因子逐渐减小,见图6c。在纵向方向上,随着距离凸模位置的增加,位置1至位置3处组织中的液相逐渐增多;横向方向上,铸件里外两端组织的液相成分比中部组织的液相成分偏高,见图6a、b。在实验过程中,尝试过采用更小的挤压速率9 mm/s,但挤压速率降低后,充型时间延长,流变挤压铸造轴套零件的内部组织缺陷明显增多,液相偏析明显增加,容易出现冷隔甚至外形缺陷,见图7。
图5 不同挤压速率的流变挤压铸造铜合金微观组织
Fig.5 Microstructures of rheological squeeze casted copper alloy at different extrusion rates (a) 11 mm/s; (b) 13 mm/s; (c) 15 mm/s
图6 流变挤压件的液相率、晶粒平均尺寸和形状因子
Fig.6 Liquid fraction, mean particle size and shape factor of rheological squeeze casting part. (a) liquid fraction on the transverse direction; (b) liquid fraction on the longitudinal direction; (c) mean particle size and shape factor
图7 挤压速率9 mm/s时轴套外观形貌及微观组织
Fig.7 Appearance and microstructure of copper alloy shaft sleeve at extrusion rate 9 mm/s (a) appearance; (b, c) cold shut
流变挤压铸造时,其凝固过程主要为浆料中剩余液相的凝固以及初生固相颗粒的长大。因此,流变挤压铸件微观组织应为半固态浆料中原有较大的初生固相颗粒与型腔内液相快速凝固形成的微小激冷组织。但是,当挤压速率较低时,就会延长浆料充满型腔的时间,液相的流变阻力小于固相,因此,液相会先行流到模具型腔底部,造成铸件下部组织有大量液相偏聚,液相部分凝固,由于此时凝固速率不均匀,导致生成树枝晶组织与冷隔现象,见图7。铸件上部组织因大量液相下流而使固相分数越来越高,且在挤压力的作用下,造成固相颗粒间的滑移和塑性变形,见图5a。当挤压速率增加到13 mm/s时,虽然部分液相会先流动,但速度较快会带动大量固相颗粒跟着流动,充型过程以固液协同流动为主,导致液相偏析没有慢速挤压那么明显,而且液相并不是从固相中慢慢挤出而是大量固相颗粒随着液相流动,造成铸件上部固相率并不是太高,固相颗粒有少量的塑性变形,见图5b。此时,轴套零件整体组织无明显固液分离现象,虽然沿着充型方向轴套不同位置组织有所区别,但总体都比较均匀。不同区域沿着横向从里到外组织差别也逐渐减小,见图6a。当挤压速率增加至15 mm/s时,挤压成形时间较短,液相来不及分离出去就已完成充型,铸件各部分固相分数与刚开始充型时浆料的固相分数差不多,变形机理基本上都是固液相混合流动,导致铸件整体组织较好,几乎无液相偏析现象,铸件上部组织中的固相颗粒基本上不发生塑性变形,见图5c。挤压速率增加,挤压时间减少,浆料迅速充满型腔,铸件组织中的固相颗粒来不及长大就充型完毕,此时剩余液相几乎全部在型腔内整体快速凝固,导致二次凝固的固相颗粒明显增多,从而也抑制了初生固相颗粒的生长。另外,充型过程同时也是一个连续冷却过程,挤压速率越大,组织内剪切速率越高,通常固相晶粒尺寸随着剪切速率增大而减小[16]。挤压速率增加,组织内剪切作用增强,一方面液相中新生成的晶粒容易被破碎为更多更细小的晶粒,同时相当于提高了形核率,减缓了原有固相晶粒的熟化长大;另一方面剪切作用增强,固液协同流动时固相晶粒的转动加快,晶粒容易变得更为圆整。故随着挤压速率的增加,平均晶粒尺寸和形状因子逐渐减小。
在充型过程中,由于挤压凹模内的型芯存在一定的斜度,沿垂直方向对挤入的半固态浆料有一定的压力,导致流变挤压铸件内部组织,由中间向边缘两端的液相分数逐渐偏高,造成流变挤压铸件横向上液相的少量偏析,随着挤压速率的增加,这种偏析现象逐渐减轻,见图6a。同时,在各挤压速率下,轴套组织沿着充型方向液相率增加。在成形比压250 MPa下,挤压速率11 mm/s和13 mm/s时,压头端与试样最前端液相率差异分别为17.5%和10.5%;挤压速率15 mm/s时,液相率差异为5%,随着挤压速率提高,充型方向上组织均匀性明显改善,见图6b。在半固态组织流变挤压变形时,组织内固相晶粒的框架结构处于一个不断破坏与重构的动态过程中[17,18],当挤压速率增大,充型时剪切作用增强,更多的液相被均匀地排挤到固相晶粒团之间协调组织变形,快速的充型过程必须依靠不断的破坏固相晶粒框架结构来进行,组织内固相晶粒框架结构的破坏速度大于重构速度,虽然这样会增大变形抗力,但更多的包裹在固相晶粒团中的液相参与调节试样的大变形,也使液相偏析现象明显减少,固液协同流动程度明显提高,组织均匀性更好[19]。
流变挤压件的组织均匀性对其力学性能有重要影响,组织均匀性越好,力学性能越好。常规液态压铸轴套抗拉强度和延伸率分别为235.9 MPa和4.7%。在成形比压250 MPa,挤压速率11 mm/s时,轴套充型方向液相率差异达到17.5%,其抗拉强度和延伸率分别为312 MPa和4.1%,抗拉强度超过常规液态压铸轴套零件76 MPa,延伸率仅少0.6%。可见,只要控制流变挤压铸造轴套零件的组织均匀性,其力学性能要优于常规液态压铸零件。
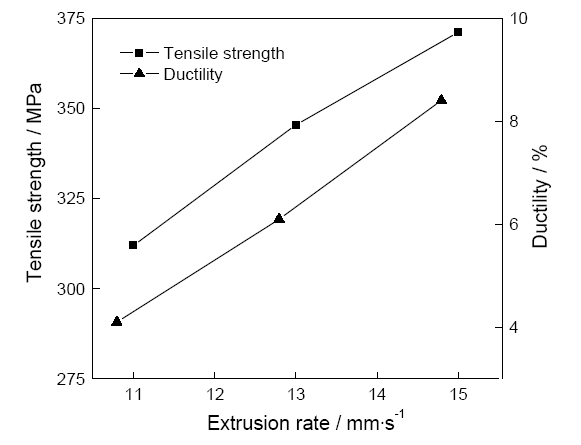
挤压速率对流变挤压铸造铜合金轴套零件力学性能的影响如图8所示,随着挤压速率提高,轴套抗拉强度和延伸率增大,见图8,在成形比压250 MPa、挤压速率15 mm/s时,铜合金轴套力学性能最好,其抗拉强度为371.1MPa,延伸率为8.43%,相比常规液态压铸轴套零件分别提高了57.3%和78.7%。
锡青铜线收缩率为1.5%,充型能力较好,但由于锡青铜结晶温度范围较大,成形时容易产生缩松、缩孔,组织致密性较差,液相比例越高,凝固收缩时产生的缺陷就越多。图9为常规液态压铸铜合金轴套拉伸断口形貌,在受拉应力时,缩松、缩孔会成为断裂起始点,当一次枝晶臂与拉伸方向趋于垂直时,裂纹可能沿着枝晶间结合强度较低的面扩展,形成明显的沿晶断裂,见图9a所示;当一次枝晶臂与拉伸方向趋于平行时,可能产生穿晶断裂,见图9b。在枝晶断裂位置可以看到解理平面和局部河流状花样,见图9c。总体上,常规压铸铜合金轴套零件拉伸断口表现为脆性断裂,强度不高,延伸率也较低。
图9 液态挤压铸件拉伸断口形貌
Fig.9 Tensile fracture morphology of liquid extrusion casting part (a) intergranular fracture; (b) transgranular fracture; (c) cleavage plane
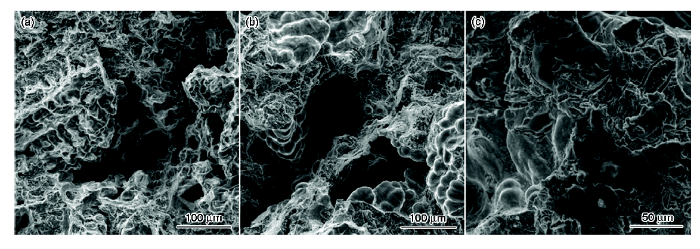
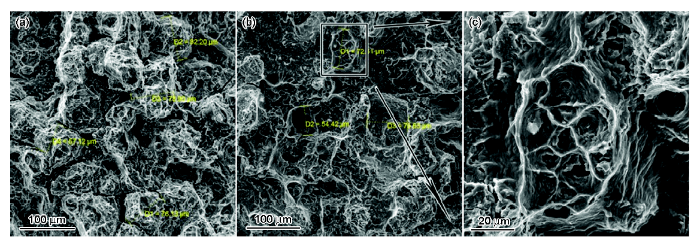
成形比压250 MPa、挤压速率15 mm/s试样的拉伸断口形貌如图10所示。由于流变挤压铸造时,试样固相多,液相少,冷却后组织内形成的缩松、缩孔数量和尺寸明显少于常规液态压铸试样,组织致密性高,因此流变挤压铸造轴套零件力学性能优于常规液态压铸轴套零件。流变挤压铸造轴套零件拉伸断口形貌比较复杂,属于混合型断裂。组织内有缩松、缩孔,裂纹受拉应力时,会在固相晶粒间的液相冷却后形成的相对低强度组织中扩展,最后沿着椭球形固相晶粒的晶界相互连接,造成小区域的彻底断裂,所以在图10a、b中能够观察到沿固相晶粒晶界断裂后形成的球状颗粒及与之相对应的坑洞,在坑洞内还能够发现晶粒脱离组织时留下的韧窝,见图10c,这出现在液相对固相颗粒包裹较好的区域。在固相晶粒接触面积较大、晶界处液相较少的区域,裂纹无法沿晶界外的液相冷却组织连续扩展,只能消耗更多的能量穿过固相晶粒集中区域,穿晶断裂时形成了解理平面。当固相晶粒尺寸减小,晶界面积增加,力学性能随之提高,成形比压250 MPa、挤压速率15 mm/s时,试样平均晶粒尺寸最小且最均匀,因此力学性能最好。
图10 流变挤压铸件拉伸断口形貌
Fig.10 Fractographies of rheological squeeze casting (a, b) hole; (c) toughening nest
(1) 不同挤压速率对流变挤压铸造ZCuSn10P1铜合金轴套零件组织的影响很大,在成形比压为250 MPa,挤压速度为15 mm/s时,流变挤压铸件的组织较均匀,固液协同流动性较好。
(2) 在流变挤压铸造ZCuSn10P1铜合金轴套零件过程中,不仅垂直方向上存在液相偏析现象,且在水平方向上由于液相表面偏析的原因,也会存在液相偏析现象。
(3) 900℃重熔保温25 min、轧制预变形量14%、模具预热温度400℃、成形比压250 MPa、挤压速率15 mm/s时流变挤压铸件的强度较高,其抗拉强度为371.1 MPa,延伸率为8.43%,与液态挤压铸件相比,其抗拉强度、延伸率分别提高了57.3%、78.7%。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}