
王旭升 , 宋文明
, 宋文明
WANG Xusheng, SONG Wenming
中图分类号: TH117
文章编号: 1005-3093(2017)03-0195-08
通讯作者:
收稿日期: 2016-06-21
网络出版日期: 2017-03-31
版权声明: 2017 《材料研究学报》编辑部 《材料研究学报》编辑部
基金资助:
作者简介:
作者简介 王旭升,男,1990年生,硕士生
展开
摘要
通过真空熔覆技术在ZG45表面制备了Ni-Co/WC+G复合熔覆层,观察并分析了复合熔覆层的显微组织形貌和物相组成,通过摩擦磨损试验研究了石墨含量对复合熔覆层摩擦磨损性能的影响。结果表明,呈三维网状织构形貌的复合熔覆层材料内部由于石墨的加入形成许多细小的“石墨孔洞”,这些 “石墨孔洞”在摩擦过程中可以作为贮存的润滑介质,增强复合材料的摩擦学性能。随着石墨含量的增加复合熔覆层的摩擦系数、磨损率和GCr15钢对磨盘的磨损量逐渐降低,石墨含量为6%时最小; 石墨含量为8%时,对磨盘的磨损量又突然上升,增幅达70%。
关键词:
Abstract
Composite coatings of Ni-Co/WC+G were fabricated on steel ZG45 by vacuum cladding. Their microstructure and phase constituents were characterized by SEM and XRD. The effect of graphite content on the wear behavior was investigated by experiment of tribology. The results show that the composite coatings present 3D texture-like structure with many “micro-pores” due to the addition of graphite,which could act as lubricant and thus improve tribological property of the composite coating. The friction coefficient, wear rate and wear loss of the GCr15 plate decreased with the increasing graphite content until the graphite content reaches 6%. The wear loss of the GCr15 plate with 8% graphite abruptly increased by 70% compared with the one with 6% graphite.
Keywords:
添加陶瓷颗粒作为增强相的镍基合金复合涂层材料能有效地将陶瓷颗粒较高的抵抗力和合金基体的强韧性结合起来,已成功应用于机电、矿山、冶炼、航天和军工等领域重要的零部件,目前对这类复合材料的研究较多[1-4]。然而,高速、高载荷和交变应力等苛刻的工况对涂层材料的力学性能提出了严峻的考验,如何制备出既具有良好摩擦学性能又具备优良的力学性能的涂层材料,这已经成为了当今表面工程领域有待解决的课题之一。
有报道表明在镍基涂层中添加钴能提高涂层材料的耐磨、耐蚀性和力学性能[5-7]。因此,以镍-钴合金为基体添加WC后不但增强了涂层与基体的力学协调性能,而且具有较好的耐磨性。摩擦材料的相关研究表明[8-10],对于干摩擦条件下的涂层材料通过加入石墨、WS2等固体润滑剂起到减摩作用,以此能进一步改善材料的耐磨减摩性能 。尹延国等研究了石墨颗粒的尺寸对室温至500℃区间摩擦系数与减摩效果的影响,发现石墨粒度(0.3~0.5 mm)时效果较好[9]。作者课题组前期的研究结果发现,石墨的加入使摩擦系数及磨损率具有不同程度的降低[10],而材料的组织织构化处理能进一步优化摩擦学性能[11,12]。因此制备出力学性能良好、具有润滑特性和织构特征的复合材料对于解决工业摩擦磨损难题具有重要应用价值和社会经济意义。
本文在具有三维网状织构形貌的Ni-Co/WC复合熔覆层中添加了不同含量的石墨作为润滑剂,观察并分析了复合熔覆层的组织形貌和物相组成,通过摩擦磨损试验研究了石墨含量对复合熔覆层摩擦学性能的影响。
选取ZG45作为试验母材,尺寸为50 mm×50 mm×10 mm。熔覆层材料由镍基合金粉末和钴基合金粉末以质量比例3:2混合均匀而成,Ni基合金粉末化学成分(质量分数,%)为:0.7C,3B,4.6Si,17Cr,3Fe,Ni余量,粒度50~110 μm;钴基合金粉末化学成分为:0.8C,1B,1.5Si,28Cr,3Fe,5W,Co余量,粒度略小于前者。选取粒径为10~15 μm的不规则块状精品WC粉末作为复合材料的增强相,将混合均匀后的镍-钴基合金粉末再与WC粉末混合均匀,其中WC所占质量比例为30%,在复合粉末中再分别添加2%、4%、6%和8%的镍包石墨(简称G)制成复合自润滑熔覆层,镍包石墨粒径约60 μm。在复合材料的粘结过程中,首先采用自制粘结剂NJB在ZG45表面粘接一层厚度1 mm混合均匀的镍基-钴基合金混合粉末作为过渡层以增强熔覆层与基体的结合强度,然后再粘结厚度约2 mm添加石墨后的镍-钴基合金与陶瓷复合粉末制备成预置块,最后放于马弗炉中烘干(200℃×2 h)。利用ZT-18-22型真空碳管烧结炉在真空度6.67×10-4 Pa下烧制预置试样(1080℃×20 min),升温速率40℃/min,保温结束后随炉冷却至150 ℃以下时出炉。
利用MEF-3型光学显微镜观察熔覆层的金相组织,采用D/max-2400型Cu靶X射线衍射仪(XRD)分析熔覆层的相组成,通过Quanta450-FEG型扫描电子显微镜(SEM)观察熔覆层的显微组织形貌和相的分布,并用能谱(EDS)分析熔覆层不同微区的元素分布变化。
如图1所示,使用EMM-1型摩擦试验机进行销-盘式摩擦磨损试验,磨盘为经过淬火后回火处理的GCr15钢(0.8C,0.11Si,0.2Mn,1.2Cr,Fe余量),表面粗糙度Ra≈0.35 μm,硬度60~63 HRC,直径50 mm,厚度5 mm,销为不同石墨含量的Ni-Co/WC+G复合熔覆层试样,沿熔覆层厚度方向切割成直径5 mm、长度12 mm的圆柱,将熔覆层侧磨成半径为2.5 mm的球状,表面粗糙度Ra为0.28~0.50 μm。试验在室温空气气氛中进行,载荷15 N,摩擦磨损试验机的电机频率30 Hz,滑动速率3.36 m/s,试验时间为1 h。试验由计算机自动获得摩擦系数,熔覆层磨损率通过计算球缺体积得出,磨盘的磨损量用称重法(电子天平为0.1 mg)计算,所得摩擦系数和磨损量均是3次重复试验的平均值。
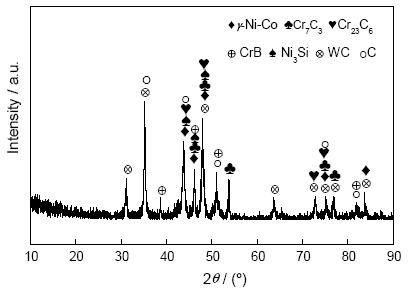
图2是Ni-Co/WC+G复合熔覆层的XRD图谱,熔覆层中的主要组成相有Cr7C3、Cr23C6、Ni3Si、CrB、WC、C和γ-Ni(Co)固溶体。WC相来自添加的WC颗粒。合金粉末在熔化和凝固过程中Cr与C、B生成了大量的铬碳化合物Cr7C3和Cr23C6,以及另外一种硬质相CrB。低熔点共晶元素Si在高温下扩散较快,容易与基础元素Ni形成弥散于共晶组织中的Ni3Si,分布在Ni、Co等合金元素形成的固溶体中。
图3a是熔覆Ni-Co/WC+G复合涂层样品的整体截面形貌,主要由母材区、镍-钴基合金熔合过渡区以及添加WC和石墨的复合区组成。图3b是图3a中结合界面方框标识处放大后的熔合过渡区形貌。从图中可以看出熔合界面凸凹不平,整个熔合过渡区域包括扩散区、冶金熔合带、过渡层区。图中左侧标识出了因合金元素扩散形成25~30 μm宽的Fe基固溶体组织即为扩散区。与之毗邻的有一条约25 μm宽的熔合区,如图中所示,熔合区内有一条“WC带”。图3c是“WC带”的放大形貌,可以清楚地看见细小的WC颗粒和Fe基固溶体。对标识为B处的层片状珠光体组织和C处的Fe基固溶体分别进行元素分析发现,C处较B处的Fe元素含量高3%—5%,而且含有少量的Ni、Co等合金元素,因此腐蚀后比较光滑平整。图3d是图3c中所示直线段的线扫描元素分布图,从图中也可以看出扩散固溶体区Fe元素含量明显高于母材区,固溶体区之后铁的含量逐渐降低,可见自基体至熔合区发生了Ni、Fe主要元素的互扩散。
图3 Ni-Co/WC+G复合熔覆层的显微组织形貌
Fig.3 Microstructures of Ni-Co/WC+G composite coating,(a) whole coating, (b) fusion zone, (c) belt of WC, (d) EDS scannings along the line in Fig.c, (e) transition zone, (f) composite zone
图3e是熔合区与复合区之间的过渡区形貌,如图中标识D和E所示,该区域均匀分布着灰黑色和白色规则形状的物相。D处物相的截面形貌呈六边形、四边形或铅笔状,据相关研究报道可知铬的碳化物形态主要为四边形或六边形[13],而经EDS元素分析其主要组成元素为Cr与C,可知该物质就是铬碳化合物。标识E所示的相EDS元素分析结果表明主要由W和C两种元素组成,可以确定是WC,主要来自于Co基合金粉末。图3e中F处的浅灰色区经元素分析主要有Ni和Co以及少量的Fe、Si等元素,由XRD衍射结果可知熔覆层中还有Ni3Si,根据熔覆层组织结构特征可知在过渡层中存在冶金熔合过程,在冶金熔合过程中会形成共晶相,由此可知过渡层区域主要由Ni和Co元素为主的固溶体、铬的碳化物以及含Ni3Si与Ni-Co固溶体的共晶相构成。图3f是图3a中复合区方框A处的放大形貌,图中可清楚地看到白色WC颗粒在镍-钴基合金中形成三维网状结构,WC颗粒之间由镍-钴基合金连接,在“网”内近似圆形或椭圆形网格内的组织与过渡区组织类似,为Ni-Co基固溶体中分布着黑色棒状的铬碳化合物硬质相,基体中还存在细小的 “石墨孔洞”。
熔覆预制层在加热过程中颗粒表面首先熔化,由于未熔烧的预制层中均匀分布着孔隙,处于基体上方的熔化液滴在重力和真空作用下会向基体方向滴落,而预制层中少量的WC颗粒不会熔化,只是在液滴之间的界面张力作用下向下移动至界面附近,形成一条整齐的“WC带”。
在高温保温条件下镍基及钴基合金粉末颗粒熔融,在真空、重力及预制层中毛细孔的虹吸作用下发生近距离的蠕流流动,而镍包石墨颗粒表面一层很薄的镍会在高温、液相蠕流流动和自身浮动的多重作用下熔化,镍层熔化后的石墨由于质轻、疏松和片层结构等原因分裂成更细小的石墨颗粒,微细石墨颗粒均匀分散在金属液中,从而形成了许多非常细小的石墨“孔洞”。复合层区三维网状结构特征组织是由初始细小的WC颗粒与粒径相对较大的镍基与钴基合金粉末颗粒均匀混合后加热保温形成,加热与保温温度与其熔点相当,即细小的WC颗粒填充在粒径很大的球状镍、钴基合金粉末之间,熔融后的液态金属流动性较小,在真空、重力及毛细孔虹吸作用下仅在各自颗粒附近蠕流流动,在此过程中完成了WC颗粒的润湿,WC颗粒的位置调整且WC颗粒之间填充一定量的液相金属,进而在凝固过程中WC基本保持了原来的位置而不会发生大范围的聚集,形成了三维网状结构。如图中所示,由于WC含量为30%,熔覆层的三维网状“筋络”的粗细及连续性并不均匀[14],当WC含量进一步增加时其网络会进一步均匀。
图4是不同G含量的Ni-Co/WC+G复合熔覆层的摩擦系数和磨损率对比图,从图中看出两者的变化趋势一致。随着熔覆层中G含量的增多摩擦系数和磨损率逐渐降低,磨损率在G含量4%以后变动幅度较小且在4%G时最小,G含量为6%时的磨损率只比4%时的磨损率高9.7%。G含量为8%和6%的熔覆层磨损率相差不大,而摩擦系数在6%G时最小, G含量增至8%时摩擦系数略有升高。将Ni-Co/WC+6%G熔覆层的摩擦磨损系数与前期关于Ni/20%WC+6%G熔覆层的研究成果[15]对比发现,摩擦系数和磨损率分别减小8.5%和70.5%,说明熔覆层中加入适量的Co并将WC增加到30%,在增强熔覆层塑韧性的同时能形成较致密的网状结构,有效降低了熔覆层的摩擦系数和磨损率。
图4 不同石墨含量熔覆层的摩擦系数和磨损率
Fig.4 Friction coefficient and wear rate as a function of graphite content
图5是不同G含量的复合熔覆层与GCr15磨盘摩擦过程中磨盘的磨损量变化图。从图中可以看出,在Ni-Co/WC复合熔覆层中加入少量的石墨后,磨盘的磨损量在此基础上增加,但随着熔覆层中石墨含量的增多,磨盘的磨损量呈先减小后上升的趋势。复合熔覆层中G含量为6%时磨盘的磨损量最小,而G含量为8%时磨盘磨损量大大增加,增幅达70%。分析出现上述现象的原因,主要是在Ni-Co/WC复合熔覆层中加入少量的石墨时,石墨在磨损过程中并不能完全铺展开来在摩擦表面形成减摩膜层,在降低熔覆层的致密性后磨粒磨损和氧化磨损有所加剧,形成的磨粒导致对磨盘磨损量略有增加。随着Ni-Co/WC+G复合熔覆层中石墨含量的增加,熔覆层中的石墨在摩擦磨损过程中逐渐铺展开来形成了减摩膜层,表现为摩擦系数、磨损率和对磨盘的磨损量不断减小。当复合熔覆层中的石墨含量为8%时,熔覆层的致密度下降,摩擦过程中可能会有WC颗粒脱落加剧了磨粒磨损;另一方面致密度略有降低的金属基体易于被磨掉,使凸起的WC与磨盘发生磨削作用,这两方面都使磨盘磨损量增加。综合考虑不同石墨含量复合熔覆层的摩擦系数和磨损率以及对磨盘的磨损量,复合熔覆层Ni-Co/WC+6%G的摩擦磨损性能优良。
图5 不同石墨含量熔覆层的磨盘磨损量
Fig.5 Variations of the wear loss of GCr15 plate with the content of graphite
图6是不同G含量时Ni-Co/WC+G复合熔覆层摩擦磨损表面形貌。图6a为G含量2%时复合熔覆层磨损表面形貌,图中可清晰地看到WC颗粒,并有轻微的犁沟。L处的元素分析如表1所示,主要为O和Fe元素,可判断该区域发生了氧化。光滑、平整的H处检测出大量的Fe元素(表1),其含量远大于熔覆层本身的Fe含量,这是磨盘的Fe元素发生转移而形成的,还含有一部分来自添加石墨的C元素。图6b中熔覆层石墨含量为4%时磨损表面形貌,可见磨损表面石墨铺展较均匀,一部分区域发生了氧化,氧化后的磨屑加剧了磨粒磨损,所以磨损表面有轻微的犁沟,但圆圈内标识部分能够清晰地看到WC与Ni-Co基合金基体处于同一磨损表面,并未凸起,说明石墨在磨损过程中起到了较好的润滑作用,图像的衬度不一,再结合该成分熔覆层较大的摩擦系数,可推断摩擦过程中熔覆层因发热而产生部分区域氧化。
图6 Ni-Co/WC+G复合熔覆层摩擦磨损表面SEM形貌
Fig.6 The worn surface morphologies of composite coatings with different contents of graphite(a) 2%G, (b) 4%G, (c) 6%G, (d) 8%G, (e) EDS map of C on the worn surface (c), (f) amplified morphology of (d)
表1 熔覆层磨损表面不同微区EDS元素分析
Table 1 Main element compositionsin different micro-areas marked in
| C | O | Fe | Cr | Co | Ni | W | ||
|---|---|---|---|---|---|---|---|---|
| Points | L | 6.6 | 43.9 | 30.9 | 5.1 | 2.1 | 5.3 | 6.2 |
| H | 26.3 | 6.6 | 52.6 | 6.7 | 2.3 | 4.1 | 1.4 | |
| M | 68.2 | 7.5 | 12.7 | 4.3 | 3.1 | 4.2 | - |
图6c是熔覆层石墨含量为6%时磨损表面形貌,可见磨损表面清晰、光洁,无明显犁沟,磨损后的表面依然能够清楚地看到铬碳化合物等硬质相以及WC颗粒的轮廓。图6d是石墨含量为8%时复合熔覆层磨损表面形貌,隐约可见细小坑洞,经对磨损表面标识为M处进行元素分析可见C含量较高(表1),还有一定量的Fe、O等元素,说明磨损表面有氧化区域和剥落坑,这均是因为熔覆层中的石墨含量增加到一定程度时会使熔覆层的致密性略有降低所致。
图6e是图6c磨损表面的C元素分布面扫描结果,与图7未磨损的6%G复合熔覆层表面C分布对比发现,磨损后的表面C分布较未磨损前更均匀,这是由于石墨微粒在摩擦过程中在剪切应力的作用下产生滑移并均匀铺展形成减摩膜层,降低了整体复合熔覆层材料在摩擦过程中的损伤程度,减小摩擦系数。图6f是石墨含量为8%的复合熔覆层磨损表面进一步放大的SEM形貌,从图中可以看出磨损表面零星地分布着黑色坑洞、显微裂纹以及摩擦磨损过程中脆裂的WC颗粒。这些坑洞应该是摩擦磨损过程中碎裂脱落的WC以及石墨颗粒作为润滑剂用尽后形成的细小孔洞,高速摩擦下磨损表面在正应力、切应力以及摩擦过程中微区的微振作用的交互作用下,细小孔洞便成了裂纹源,从而产生显微裂纹;此外,由于石墨含量的增加使熔覆层的致密性略有降低,塑性、韧性等力学性能也随之略有降低,摩擦过程中熔覆层也会产生疲劳裂纹。因此,根据磨损表面形貌的分析也可以推断出G含量为6%的Ni-Co/WC+G复合熔覆层摩擦磨损性能较优,熔覆层中适量石墨的加入会使摩擦磨损性能提升,在摩擦过程中石墨会在摩擦剪应力与正应力的交互作用下在对磨表面形成减摩膜层,进而降低熔覆层的摩擦系数和磨损率,而且细小的“石墨孔洞”能够起到贮存润滑剂的作用,但是随着石墨含量的增加也会使得熔覆层的致密性略有降低,过多的石墨孔洞反而会使综合摩擦学性能略有降低。
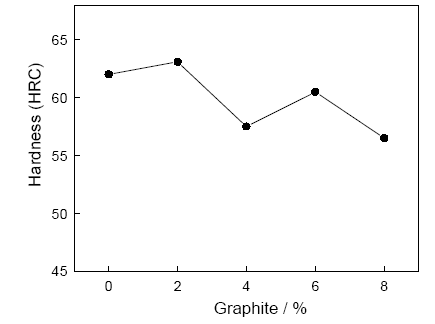
图8是不同G含量的复合熔覆层宏观硬度分布。可见G含量为2%时,硬度略有升高;而G含量继续增加复合熔覆层的硬度略有降低,这是由于石墨的加入导致熔覆层的致密度略有降低所致。G含量为8%时,硬度较不加石墨时降低8.9%,而6%G的复合熔覆层硬度略高于4%G的复合熔覆层硬度,且硬度仅降低2.4%,如前述其摩擦系数和磨损率的减小分别为8.5%和70.5%,其硬度的降低与其摩擦磨损性能的提高程度相比微不足道,6%G的复合熔覆层较高的硬度也从侧面印证了其较好的耐磨性。
图8 不同石墨含量的复合熔覆层宏观硬度
Fig.8 Hardness of the composite coatings with different contents of graphite
(1) Ni-Co/WC+G复合熔覆层的显微形貌呈三维网状结构,能有效改善复合熔覆层摩擦磨损性能,石墨的加入使得熔覆层材料内部均匀地分布着许多能贮存润滑介质的细小“石墨孔洞”,石墨在摩擦过程中能够作为润滑剂在摩擦表面铺展形成减摩膜层,减小摩擦系数,提高耐磨性。
(2) 在Ni-Co/WC熔覆层中添加石墨可以降低熔覆层材料的摩擦系数、磨损率和GCr15钢对磨盘的磨损量,石墨含量为6%时熔覆层的摩擦系数及磨损率最小。
(3) 当熔覆层中石墨含量为8%时,熔覆层材料的致密度和塑韧性略有降低,这导致在摩擦磨损过程中产生显微裂纹及脆裂的WC,形成磨粒磨损而加剧磨损程度。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}