
赵健 , 刘宁
, 刘宁
ZHAO Jian, LIU Ning
文献标识码: TB331
通讯作者:
收稿日期: 2016-01-28
网络出版日期: 2017-02-20
版权声明: 2017 《材料研究学报》编辑部 《材料研究学报》编辑部
基金资助:
作者简介:
作者简介 赵 健,男,1978年生,博士生
展开
摘要
以Ni/W/C为粉末原料用等离子原位冶金法制备了大颗粒WC合金球钉增强Q345耐磨钢板,用扫描电镜(SEM)、电子探针(EMPA)、X射线衍射仪(XRD)、显微硬度计等对球钉的组织成分、物相组成以及显微硬度进行表征,研究了这种大颗粒碳化钨复合材料的性能。结果表明:对于不同的粉末比例,40%Ni含量的球钉表面成型光亮、致密,与基体板的结合力强,内部的WC大颗粒分布均匀,其平均尺寸约为80 μm,最大尺寸约为100 μm,基体相为(Fe,Ni),还有网格状的Ni17W3和(Fe,Ni)共晶组织。球钉的平均显微硬度为1183.517HV0.1,大颗粒WC的显微硬度最大值为2078HV0.1。
关键词:
Abstract
Ball-studs with coarse grained WC were prepared on Q345 steel plateby in-situ plasma metallurgy method with powder mixtures of Ni/W/C as raw material on. The microstructure, composition, phase constituent and microhardness of the ball-studs were characterized by means of SEM, EMPA, XRD and microhardness tester. The results show that among others, the powder mixture with 40% Ni could produce the most desirable ball-studs with brighter surface, higher compactness and stronger adhe sive to the substrate; coarse granules of WC with an average size ca 80μm evenly distributed in the inner portion of the ball-stud matrix of (Fe,Ni); meanwhile, the network-pattern eutectic structure of Ni17W3 and (Fe, Ni) can be detected. The average microhardness of ball-stud is 1183.517HV0.1, while the microhardness of the coarse grain of WC is 2078HV0.1.
Keywords:
我国冶金、电力、采矿、化工及石油钻井等工业部门每年消耗的金属耐磨材料超过300万吨,因磨损造成的损失高达400亿元[1,2]。用金属基复合材料制作耐磨件可将金属基体的塑韧性和增强相的高强度相结合,从而降低磨损消耗[3,4]。与其他金属陶瓷增强颗粒相比,WC颗粒的硬度高、热膨胀系数小、抗磨损性能优良,与Fe、Co、Ni等金属的润湿性好 [5-8]。特别是金属基复合材料中的粗晶粒WC对裂纹的扩展有较高的阻力,可改善合金的塑性,降低结构缺陷、提高显微硬度、减小微观应变[9-10]。因此,在要求磨损抗力高的工业领域,使用粗晶粒WC的金属基复合材料耐磨件。
近年来,许多学者对在热源的作用下添加WC粉末熔化并与基体金属熔合制备金属基复合耐磨材料进行了广泛的研究。王群[11]用HVOF热喷涂工艺制备微米和纳米级的WC-12Co和WC-10Co-4Cr涂层,研究了涂层的组织、性能及抗磨粒磨损行为。卢金斌等[12]在Q235钢基体上用等离子弧熔覆添加30%镍包碳化钨的Fe-Cr-B-Si合金粉末,制备了具有冶金结合的复合涂层。李福泉等[13]用激光熔注技术注入铸造WC颗粒粉末,制备了以WC为硬质骨架,以W2C,Fe3W3C,Fe4W2C等M6C为强化相的熔注层。但是,目前的研究大多使用WC合金粉末为原料粉末制备复合耐磨材料,较少用W 与 C粉原位反应生成粗晶粒的WC耐磨相。
迟静等[14]用直流电弧原位冶金制备了粗晶碳化钨块体复合材料,但是WC颗粒分布不均匀,直流电弧控制不稳定,难以批量生产。为了使WC颗粒均匀熔合,熔池中的合金组分得到充分净化,根据等离子束高能流成本低、效率高和生产灵活性强的特点,使W和C粉原位反应实现WC在熔凝过程中的原位结晶长大,可制备粗大WC颗粒增强相的金属基复合耐磨材料。本文使用Ni/W/C粉体系用等离子束流原位冶金法制备大颗粒WC合金球钉增强耐磨钢板,并使用扫描电镜(SEM),电子探针(EMPA),X射线衍射仪(XRD),显微硬度计等手段研究球钉的组织成分、物相的组成和物相显微硬度。
实验用3种不同配比的Ni/W/C粉末,如表1所示。这三种粉末的Ni含量一次减少10%,同时保持W和C原子的个数比为1:1。
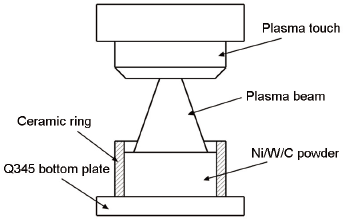
实验前先将Ni、W、C三种粉末均匀混合并加入适量的水基胶,放入陶瓷环内填充压实。将其放入120℃的烘干炉内烘干1h,制备出的试样如图1所示。使用专用的等离子实验装置,在同一工艺参数下对三个试样分别进行等离子原位冶金实验。根据试样的填充高度、陶瓷环的直径、合金粉体的熔化效果、以及与基体的结合状态等因素,优选出等离子原位冶金的工艺参数,如表2所示。等离子原位冶金的工作原理,如图2所示。
将等离子原位冶金处理后的试样用DK7732型电火花线切割机切割成标准尺寸,镶嵌并预磨抛光。在LHS-H100P-2型光学显微镜和扫描电镜下观察三种试样的纵切面组织;用D/max 2500PC型(CuKα)X射线衍射仪测定涂层的物相(工作电压:30 KV;工作电流:300 mA;工作温度:21~25℃;角度:10°~120°;测量速度:8°/min;狭缝宽:6.0 mm);用JXA-8230型电子探针并配备OXFORD INCA x-act energy 350能谱仪,测定不同物相元素含量;使用FM-700型全自动维氏硬度计(载荷为100 g,加载时间10 s)测定试样的显微硬度。
表1 Ni/W/C粉末含量配比
Table 1 Content ratio of Ni/W/C powder (%,mass fraction)
| No | Ni | W | C |
|---|---|---|---|
| No.1(Ni50%) | 50 | 47 | 3 |
| No.2(Ni40%) | 40 | 56.4 | 3.6 |
| No.3(Ni30%) | 30 | 65.8 | 4.2 |
表2 等离子原位冶金实验参数
Table 2 Test parameters of plasma in-situ metallurgy
| No | Current (A) | Voltage (V) | Time (S) | Large plasma gas (L/M) | Small plasma gas (L/M) | Shielding gas (L/M) |
|---|---|---|---|---|---|---|
| No.1/No.2/No.3 | 220 | 40 | 15 | 4 | 2 | 10 |
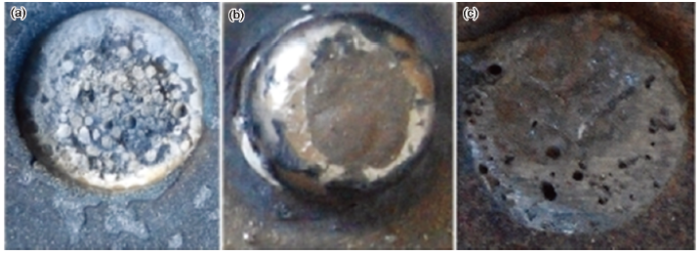
在球钉试样的表面等离子原位冶金Ni/W/C三种粉末,得到的试样表面宏观形貌如下图3所示。可以看出:当Ni含量为50%时,表面成型光亮;当Ni含量为40%时表面光亮度变暗,但是表面成型致密,没有气孔;当Ni含量为30%时表面成型较差,有很多气孔且表面不光亮。用摆锤式冲击试验机对WC合金球钉增强Q345耐磨钢板试样进行了冲击性试验,结果表明:当Ni含量为50%和40%时WC合金球钉与底部基体钢板结合力强,当Ni含量为30%时WC合金球钉与基体钢板的结合强度明显降低。
图3 含Ni量不同的三种等离子原位冶金试样的宏观形貌图
Fig.3 Macroscopic morphologies of Ni/W/C powder samples with different Ni content after plasma in-situ metallurgical treatment (a) Ni50%, (b) Ni40%, (c) Ni30%
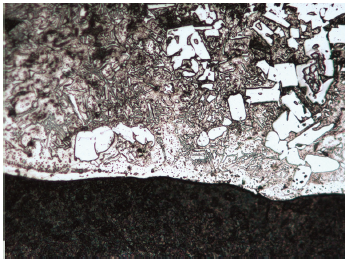
图4 试样结合区附近合金球钉的显微组织(Ni40%,200倍)
Fig.4 Microstructure of sample nearby bonding zone (Ni40%,200 magnification times)
含Ni量为40%的试样其WC合金球钉与底部基体钢板结合区的显微组织,如图4所示。从图4可以看出:结合区有一条白亮带,说明合金球钉与基体形成了良好的冶金结合。这种结合具有较好的结合强度,从而使合金球钉不容易从基体脱落,提高了其强度;在球钉底部能量输入的时间较短,因W粉密度大而有少量未熔的W颗粒,即图中最底部的白亮颗粒;再往上,可见比较多的长方形的规则的白亮颗粒,是熔池中原位生成的WC晶粒。
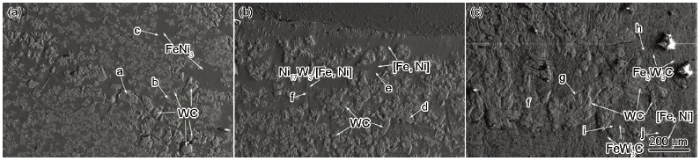
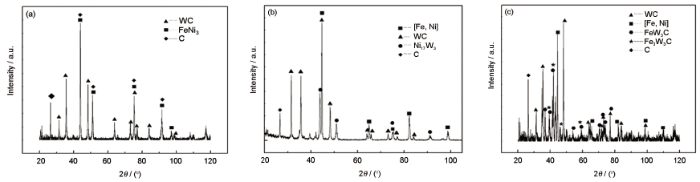
三种不同含Ni量的WC合金球钉试样的显微组织,如图5所示。显微组织图中不同物相(a-j)的EDS分析结果,列于表3。三个试样的XRD分析结果,如图6所示。从图6和表3可见:当Ni含量为50%时图5a中凸起的矩形或者三角形物相和光亮细小的物相为WC,含有大量的W和C元素,暗色基体相为FeNi3,富集了大量的Fe和Ni;Ni含量为40%时基体相为(Fe,Ni)相,富集了Fe和Ni,还析出了少量的网格状Ni17W3和(Fe,Ni)的共晶组织;当Ni含量为30%时基体相为(Fe,Ni)相,还有大量的Fe3W3C和少量的FeW3C物相。
图5 含Ni量不同的三种等离子原位冶金试样的显微组织图
Fig.5 Microstructure of Ni/W/C powder samples with different Ni content after plasma in-situ metallurgical treatment (a) 50%Ni, (b) 40%Ni, (c) 30%Ni
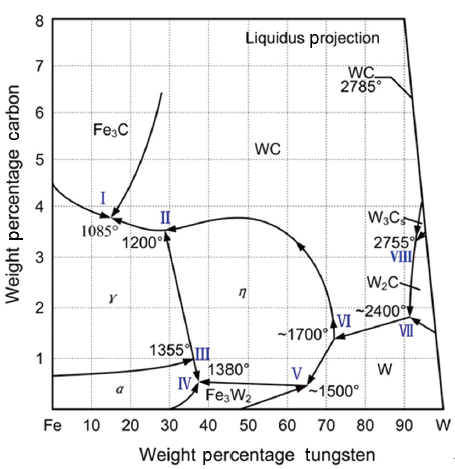
由W/C/Fe的化学反应理论和相图7可知,在一定温度条件下W和C原子发生W+C=WC的化学反应,而在引入Fe原子的情况下化学反应3Fe+3W+C=Fe3W3C更容易发生。D. V. Suetin等[15]采用第一性原理计算出Fe3W3C的形成能为0.12ev/atom,而WC的形成能为0.17ev/atom,可见Fe3W3C比WC更稳定。对于1号和2号试样,由于Ni原子质量分数较大,在高温下粉末成为熔融状态,对等离子束流形成一个相对粘性较大的束缚,熔深较浅。同时,大量的Ni原子降低了Fe原子与W和C接触的几率,因此没有发现Fe3W3C。同时,随着W和C质量分数的增加生成了更多的WC。而3号试样Ni原子的质量分数较小,在等离子束流的作用下基体Q345钢熔深大,熔化的Fe原子对球钉成分有较大的影响,故生成了大量Fe3W3C和少量FeW3C相。
本文用网格法分析了显微组织(图5),可以看出:Ni含量为50%的试样其基体相FeNi3达到70%,WC的含量只有30%。同时,WC的颗粒度的差别较大,最大的尺寸约为100 μm,还有未长大的细小WC无规律地分布在基体相内; Ni含量为40%的试样其WC含量达到了60%,是Ni含量为50%试样的两倍,大块WC颗粒的数量明显增大,且分布比较均匀。由于WC大部分聚集长大,WC颗粒的最大尺寸约为50~100 μm,平均尺寸约为80 μm。Ni含量为30%的试样其WC的体积含量为40%,颗粒的最大尺寸约为250 μm,但是WC颗粒度的差别较大。由此可见,用Ni/W/C粉等离子原位冶金法可生成粗晶碳化钨,且当Ni含量为40%时最有利于得到WC组织。
图6 含Ni量不同的三种等离子原位冶金试样的XRD分析结果
Fig.6 XRD spectrum of Ni/W/C powder samples with different Ni content after plasma in-situ metallurgical treatment
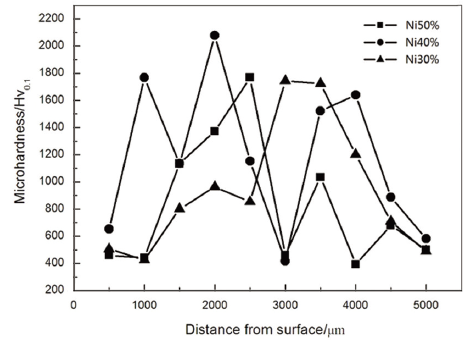
对三个试样由底部到上部依次均匀地测量了10个显微硬度值,如图8所示。从图8中的数值分析可得:1号试样的平均显微硬度值为824.432HV,最高硬度值为1767.75HV,最低硬度值为392.64HV;2号试样的平均显微硬度值为1183.517HV,最高硬度值为2078HV,最低硬度值为582.67HV;3号试样的平均显微硬度值为941.635HV,最高硬度值为1743.59HV,最低硬度值为425.33HV。还对三种试样的不同物相进行了显微硬度分析,不同物相的多个测试数值平均值列于表4。可以看出:三个试样中WC物相的硬度最高,基体相的显微硬度最低。总之:Ni含量为40%的试样平均硬度最高,因为其WC含量最高,而其他两种试样的WC含量比较低。
表3 不同物相EDS分析结果原子个数百分比
Table 3 Atomic number percentage according to the EDS analysis results for different phases (%)
| Phase Element | a | b | c | d | e | f | g | h | i | j |
|---|---|---|---|---|---|---|---|---|---|---|
| W | 48.67 | 45.37 | 1.06 | 47.96 | 2.48 | 8.94 | 35.64 | 39.76 | 60.63 | 4.28 |
| C | 49.86 | 41.16 | 5.87 | 49.61 | 7.95 | 8.74 | 40.15 | 15.89 | 21.47 | 8.45 |
| Ni | 1.05 | 9.35 | 69.87 | 1.56 | 47.21 | 70.65 | 14.34 | 1 | 0.07 | 41.21 |
| Fe | 0.42 | 4.12 | 23.20 | 0.87 | 42.36 | 11.67 | 9.87 | 43.35 | 17.83 | 46.06 |
表4 不同物相显微硬度平均值
Table 4 Mean value of different phases' microhardness
| Phase | WC | FeNi3 | (Fe,Ni) | The eutectic structure of Ni17W3 and (Fe,Ni) | Fe3W3C |
|---|---|---|---|---|---|
| HV | 1755.89 | 387.97 | 520.64 | 823.56 | 987.35 |
(1) 以Ni/W/C为粉末原料,用等离子原位冶金方法可制备含有粗晶WC的合金球钉增强耐磨钢板。Ni含量为50%和40%的球钉成型表面光亮,致密无气孔无裂纹,与基体形成良好的冶金结合。Ni含量为30%时球钉成型表面变暗,有大量气孔。Ni含量为40%的试样显微硬度最高。
(2) Ni含量为30%时基体相为(Fe,Ni)相;WC相的含量约为40%,WC分布不均匀且颗粒度大小差别很大,最大的WC颗粒尺寸约为250 μm;有大量的Fe3W3C和少量的FeW3C相。Ni含量为40%时基体相为(Fe,Ni);WC相的含量约为60%,WC分布均匀且颗粒度大小均一,最大的WC颗粒尺寸约有100 μm,平均尺寸约80 μm。Ni含量为50%时基体相为FeNi3;WC物相的含量约为30%,颗粒度的差别较大,最大WC颗粒的尺寸约为100 μm。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}