
赖建宏, 周洋 , 郑涌, 王嘉琪, 黄振莺, 李世波, 翟洪祥
, 郑涌, 王嘉琪, 黄振莺, 李世波, 翟洪祥
北京交通大学机电学院 北京 100044
LAI Jianhong, ZHOU Yang, ZHENG Yong, WANG Jiaqi, HUANG Zhenying, LI Shibo, ZHAI Hongxiang
中图分类号: TB333
文章编号: 1005-3093(2017)10-0743-08
通讯作者:
收稿日期: 2016-10-27
网络出版日期: 2017-10-20
版权声明: 2017 《材料研究学报》编辑部 《材料研究学报》编辑部
基金资助:
作者简介:
作者简介 赖建宏,男,1989年生,硕士
展开
摘要
以聚氨酯海绵为前驱体,以TiC微粉为原料并添加少量还原铁粉、羰基铁粉及钛粉为烧结助剂,用有机前驱体浸渍法制备具有三维网络结构的TiC多孔陶瓷,研究了聚氨酯海绵的孔径、浆料涂覆次数等因素对TiC多孔陶瓷的孔隙率和孔棱直径的影响。在此基础上采用无压浸渗工艺将Fe基体与TiC多孔陶瓷复合,制备出一种双连续结构的TiC/Fe复合材料。分析了复合材料的物相组成,观察了其宏观结构与微观结构,并测试了复合材料内的硬度分布。结果表明,TiC多孔陶瓷的结构完整,孔隙率和孔棱直径可控;复合材料具有双连续结构,TiC与Fe结合良好,两相结合区的硬度呈梯度变化。
关键词:
Abstract
Porous TiC-ceramics of three-dimensional network structure were prepared by organic precursor impregnation method using polyurethane sponge as precursor with a small amount of powders of reduced iron, carbonyl iron and titanium as the sintering additives. The influence of the pore size of polyurethane sponge and times of slurry-applying on the porosity and skeleton diameter of porous TiC-ceramics was investigated. Then composite of Bi-continuous phase TiC/Fe was prepared by pressureless infiltration method. The phase composition, the macro- and micro-structure as well as the hardness distribution of the composite were assessed. Results show that the prepared porous TiC-ceramics is integrated in structure, while their porosity and size of TiC-skeleton are controllable. The composite of TiC/Fe exhibited a perfect bi-continuous phase structure with a good combination between TiC and Fe. A gradient hardness distribution of two-phase combining areas was observed.
Keywords:
金属基复合材料保持了金属基体较好的韧性和可塑性,又具有陶瓷增强相质量轻、强度高、硬度高、耐磨耐热性好等优点,是一种先进的工程材料[1]。金属基复合材料的增强方式,有颗粒增强、晶须增强和纤维增强[2-4]等。近年来,一种新型的双连续结构的金属基复合材料引起了人们的关注[5]。双连续是指复合材料的陶瓷增强相为多孔三维连续体,且其孔隙全部为开气孔,金属基体填充多孔陶瓷增强相的孔隙后,也成为三维连续体。这两者复合成的这种双连续结构使陶瓷和金属之间形成很强的相互约束作用,工作时两者互为支撑,有利于充分发挥各自性能优点。这种材料在航天航空、汽车、机械制造[6]、高速列车制动[7]等领域展示了广泛的应用前景。
制备双连续金属基复合材料的方法,有搅拌铸造[8]、挤压铸造[9]、粉末冶金[10]、熔融金属浸渗[11]、自蔓延高温合成[12-13]等。在这些制备技术中,熔融金属浸渗法工艺简单且能制备出高基体含量(70%~90%)的双连续金属基复合材料[14]。因此,熔融金属浸渗法已成为最具吸引力的方法。
现代工业的高速发展迫切需要能在高温和高速条件下使用且耐磨性能良好的结构件,如发动机凸轮轴、挺杆、气门阀座,高速轧机的轧环、导向轮和轧辊,高速列车的制动盘等。钢铁材料的力学性能好,性价比高,是现代工业的支柱性材料[15];TiC具有高熔点、高硬度、高耐磨、高的热力学稳定性以及与铁良好的界面相容性等优点[16],是铁基复合材料理想的增强相。钢结硬质合金就是一个典型的用于制备TiC/Fe复合材料的合金[17]。在现阶段国内外对双连续陶瓷/铁基复合材料的增强相的选择,主要集中在SiC和Al2O3上。张劲松[18]等对双连续SiC/金属基复合材料进行了大量研究,并在此基础上制备了双连续SiC/Fe复合材料。他们在SiC表面生成SiO2氧化层,抑制了Fe与SiC的化学反应,改善了基体与增强相的界面,提高了材料的强度[19];K. Lemster[11]等使用Ti作为活化金属改善了Al2O3与Fe的润湿性,制备出双连续Al2O3/Fe复合材料。但是,就基体与增强相的界面相容性而言,以TiC增强铁基体无疑比Al2O3、SiC等增强相具有更大的优势[15]。本文采用有机前驱体浸渍法制备三维网络结构TiC多孔陶瓷预制体,在此基础上采用无压浸渗工艺制备出一种双连续结构的TiC/Fe复合材料,研究其结构和性能。
实验中选用TiC微粉为主要原料,为了促进烧结,提高多孔陶瓷的烧结强度,在原料中加入Ti粉、还原铁粉和羰基铁粉作为烧结助剂。三者的添加量及各原料的纯度、粒度列于表1。配置浆料时,先将混合原料粉在滚筒球磨机中干混3 h,然后加入含有5%(质量分数,下同)聚乙烯醇粘结剂的水溶液,配制成固相含量为40%的浆料,充分搅拌使固相颗粒在浆料中均匀分散。
表1 原料的纯度、粒度及多孔陶瓷配方
Table 1 Purity (mass fraction), particle size and content (mass fraction) of raw materials in porous ceramics
| Raw material | Purity / % | Particle size | Content / % |
|---|---|---|---|
| TiC powder | 95 | 2~3 μm | 75 |
| Reduced iron powder | 99 | 400 mesh | 8 |
| Carbonyl iron powder | 99 | 3~5 μm | 2 |
| Ti powder | 99.5 | 200 mesh | 15 |
选用具有贯通气孔的聚氨酯海绵作为前驱体骨架,其孔径分别为30PPI(pores per inch)、45PPI和90PPI。为了除去海绵的网络间膜,将海绵在浓度为10%的NaOH溶液中浸泡6 h。采用CMC(羟甲基纤维素钠,HLB>12)作为表面活性剂,对海绵体孔筋表面进行改性处理,以提高海绵与水基浆料的粘附性[20]。浸渍采用多次涂覆法,即在第一次涂覆后通过挤压完全排除多余浆料,在室温干燥12 h后进行第二次涂覆处理,反复进行此步骤分别对块体涂覆2、3、4、5次,将浸渍后的试样在50℃的烘箱内干燥24 h。
将干燥后的试样在真空烧结炉内进行烧结。聚氨酯的挥发及焦化温度范围为200~600℃,聚氨酯海绵在230℃开始失重,310℃开始氧化分解,到600℃时基本上不再变化[21]。为了防止聚氨酯在氧化分解过程中产生大量气体破坏多孔陶瓷, 在200~600℃内升温速率设为2℃/min。将有机物排除后在氩气保护下进行高温烧结,升温速率为25℃/min,烧结温度为1700℃,保温30 min,以得到具有三维网络结构的TiC多孔陶瓷。
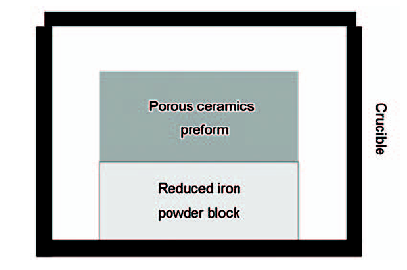
采用无压浸渗工艺将Fe基体和TiC多孔陶瓷进行复合,图1为浸渗示意图。将还原铁粉压块置于多孔陶瓷下方,放入氧化镁坩埚中。在真空下进行浸渗,浸渗温度为1550℃,保温30 min。熔融Fe依靠毛细管力向上浸渗,直至将多孔陶瓷的孔隙完全填充。
用阿基米德排水法测定多孔陶瓷的气孔率;用ZEISS EVO18型扫描电子显微镜观察陶瓷预制体的孔径、孔棱等结构以及复合材料的剖面;用D/max-2200PC型X射线衍射仪测定材料的XRD图谱, 辐射源为CuKα;用数字维氏显微硬度计测定材料的硬度,每个硬度数据为3点的平均值。
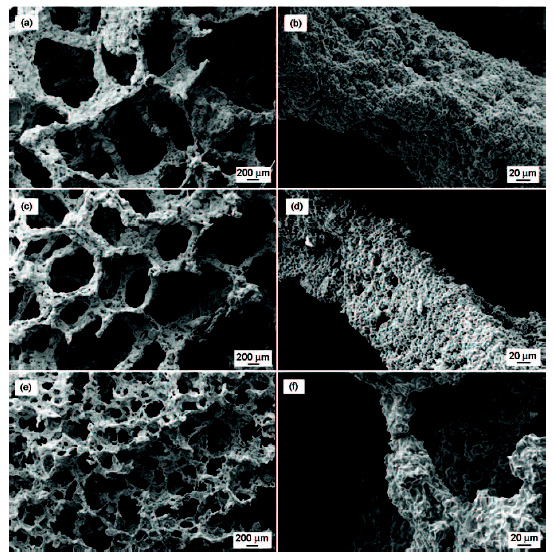
图2给出了以不同孔径(PPI值分别为30、45、90)的聚氨酯海绵作为前驱体、经过2次涂覆后高温烧结而成的TiC多孔陶瓷的形貌及其孔棱结构图。从图2可以看出,多孔陶瓷基本保持了海绵前驱体的结构特征,具有良好的三维连通的孔隙结构及均匀的孔径。30PPI及45PPI的样品孔棱结构较为完整,直径基本一致;90PPI的样品孔棱粗细不够均匀,部分孔棱存在缺陷,其原因可能是海绵孔隙过小,涂覆时容易产生堵孔,浆料不易充分均匀流动。
图2 不同PPI值的多孔陶瓷的形貌和孔棱结构
Fig.2 Morphology and structure of the skeleton of porous ceramics with different PPI value. (a, b) 30PPI, (c, d) 45PPI, (e, f) 90PPI
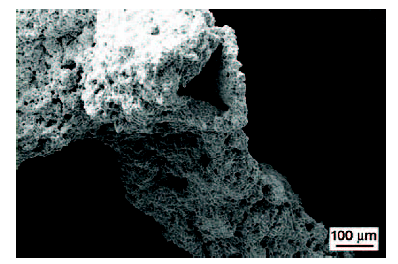
图3给出了30PPI海绵前驱体经5次涂覆的TiC多孔陶瓷孔棱横断面的显微照片。可以看出,孔棱内部有机物烧除后留下的孔洞,其形状与海绵筋的形状一致,为三棱柱状,说明有机物的分解挥发没有破坏孔棱。5次涂覆后陶瓷颗粒对海绵筋充分包裹,在不易涂覆的海绵筋棱角处也有约30 μm的涂覆厚度,表明多次涂覆的挂浆效果良好。同时,在棱柱上也能观察到一些小的孔隙结构,其形成原因包括:含有聚乙烯醇的水溶液在干燥过程中所形成孔隙,有机前躯体在加热过程中分解挥发所形成的气体通道,以及TiC颗粒在烧结过程中没有完全致密化所产生的晶界缺陷等。
图3 多孔陶瓷的孔棱横断面形貌
Fig.3 Cross-sectional morphology of the Porous ceramics skeleton
分别对烧结前的原料粉和经2次涂覆后烧结而成的多孔陶瓷破碎所得粉末进行X射线衍射分析,结果如图4所示。从图4可以看出,烧结前的原料粉包含TiC、Fe和Ti三相,在1700℃高温烧结后TiC的衍射峰未发生明显变化。这表明,该多孔陶瓷材料在高温烧结后仍能保持TiC物相稳定,而烧结助剂Fe和Ti的衍射峰在烧结后均已观察不到,出现了Fe3C衍射峰。
图4 多孔陶瓷烧结前后的XRD谱
Fig.4 XRD figure of the porous ceramic before and after sintering
结合衍射数据,用RIR法对多孔陶瓷中各物相的含量进行了定量分析。表2给出了烧结前后各物相的质量分数。从表2可见,烧结前原料粉的组成与配方完全一致,高温烧结后TiC的质量分数增大,从烧结前的75%增大到90%,而Fe3C的质量分数为10%。其原因是,Fe和Ti在烧结过程中分别与聚氨酯有机前驱体分解形成的残炭发生反应,生成了Fe3C及TiC。这表明,在两次涂覆的条件下聚氨酯前驱体分解产生的残炭使原料中10%的Fe和15%的Ti完全发生反应。
表2 多孔陶瓷烧结前后各物相的质量分数
Table 2 Mass fraction of each phase in porous ceramic before and after sintering
| Phase | TiC | Fe | Ti | Fe3C |
|---|---|---|---|---|
| Before sintering | 75% | 10% | 15% | 0 |
| After sintering | 90% | 0% | 0% | 10% |
由于TiC的烧结性能不佳,以纯TiC为原料制成的多孔TiC陶瓷强度很低,极易崩塌[22]。本文在原料粉体中添加烧结助剂Fe和Ti,使多孔TiC陶瓷的强度明显提高。金属Fe和Ti在高温熔融后形成液相,促进了TiC烧结,而少量高活性羰基铁粉的加入则有助于提高烧结体的致密度[23],减少骨架中的缺陷。同时,Fe和Ti在高温下与有机前驱体分解所得的残炭发生反应,原位生成Fe3C和TiC,消除了残炭对TiC烧结的阻碍作用。反应生成的TiC与原料TiC融为一体,而原位生成的Fe3C在制备复合材料的浸渗过程中溶入液相铁,改善了骨架与铁基体之间的润湿性,促进了浸渗。
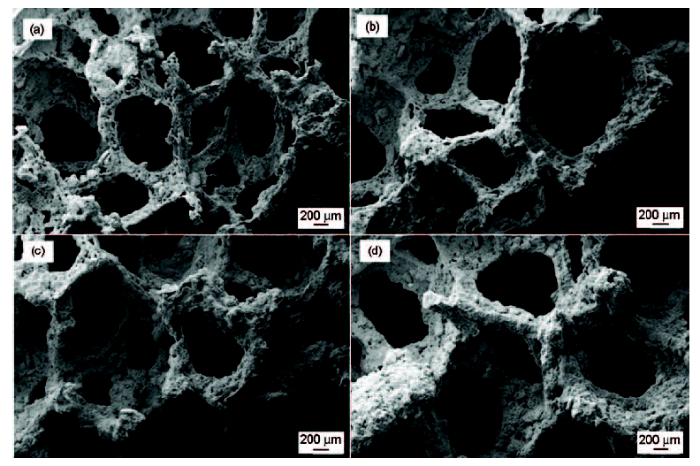
为了制备出具有不同孔隙率的TiC多孔陶瓷,本文通过改变海绵前躯体的浸渍涂覆次数和选择具有不同孔径的海绵前躯体两种方式来改变多孔陶瓷的孔隙率。图5给出了30PPI的海绵前驱体分别经过2次、3次、4次、5次涂覆后制备的TiC多孔陶瓷的形貌图。从图5可见,随着涂覆次数的增加多孔陶瓷孔棱明显变粗,且结构更加完整。
图5 用经过多次涂覆后的30PPI的海绵制备的TiC多孔陶瓷的形貌
Fig.5 Macrostructures of porous ceramics prepared with 30 PPI sponge through different coating times (a) 2, (b) 3, (c) 4 and (d) 5
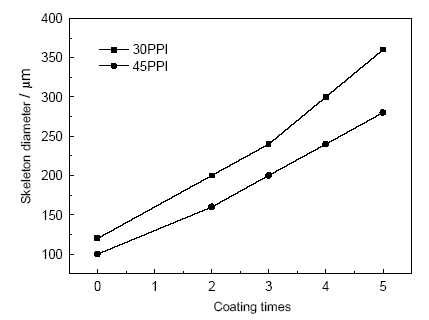
对不同涂覆次数的30PPI和45PPI多孔陶瓷的宏观结构尺寸进行统计,得到了如图6所示的多孔陶瓷孔棱直径与涂覆次数之间的关系图。图6表明,30、45PPI的多孔陶瓷的孔棱直径均随着涂覆次数的增加大致呈线性变化,经5次涂覆后多孔陶瓷的孔棱直径约为2次涂覆后的2.8-3倍,表现出良好的结构可控性。另一方面,多孔陶瓷的孔棱直径还取决于海绵前驱体的筋的直径。海绵的孔径越大(PPI值越小)前驱体筋越粗,相应的多孔陶瓷孔棱也越粗。因此,涂覆次数相同的30PPI多孔陶瓷的孔棱直径大于45PPI多孔陶瓷。
图6 多孔陶瓷的孔棱直径与涂覆次数的关系
Fig.6 Relations between the diameter of porous ceramic skeleton and the coating times
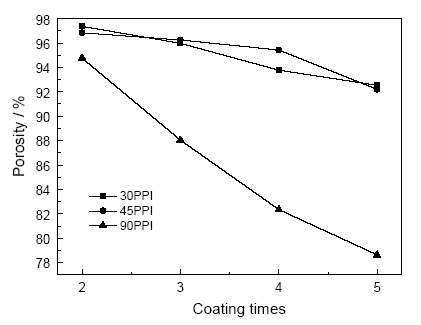
图7给出了以三种不同孔径海绵为前躯体制备的多孔陶瓷孔隙率与涂覆次数间的关系图。由图7可见,三种多孔陶瓷的孔隙率均随着涂覆次数的增加而呈近线性的下降。其中30PPI和45PPI两种多孔陶瓷的孔隙率相近,经5次涂覆后其孔隙率仍高于92%;90PPI的海绵体本身孔隙的数量多且孔径尺寸小,海绵较高的比表面积导致涂覆时料浆附着量增大,并使孔径进一步减小,阻碍了浆料的自由流动,在浸涂后的挤压排浆过程中多余浆料不易充分排出。因此,随着涂覆次数的增加孔隙率显著下降。
图7 多孔陶瓷的孔隙率与涂覆次数的关系
Fig.7 Relations between the porosity of porous ceramic and the coating times
复合材料无压浸渗实验所用的预制体,是90PPI海绵前驱体经5次涂覆所制备的TiC多孔陶瓷,其孔隙率为78.6%。图8给出了实验所得双连续TiC/Fe复合材料剖面的背散射SEM照片。从图8a可见,Fe基体充分渗入到TiC多孔陶瓷的孔隙中,陶瓷骨架轮廓清晰,完好地保持了三维网状的结构,基体和增强相区分明显,两者复合形成陶瓷-金属双连续结构的复合材料。在骨架区域也能观察到少量缺陷,这可能是多孔预制体在烧结过程中形成了闭气孔,基体金属无法渗入到气孔内部所致。图8b是图8a的局部放大图,可见TiC与Fe有着良好的界面结合,在两者界面上未见明显缺陷。TiC骨架自身也具有多孔性,且孔隙被Fe所填充。其原因是,无压烧结的多孔陶瓷达不到完全致密化,骨架中的Fe3C溶入基体后也会形成少量孔隙。Fe在浸渗过程中渗入到了骨架的开气孔中,使骨架自身也形成了陶瓷-金属复合结构。因此本文所得复合材料,是一种多尺度三维网络结构的复合材料。
图8 TiC/Fe复合材料剖面背散射SEM照片
Fig.8 Back scattering SEM photos of TiC/Fe composite materials' profile
对复合材料的剖面进行X射线衍射分析,结果如图9所示。图9中只有Fe和TiC的衍射峰,说明浸渗过程中并没有生成新的相。浸渗复合后,由于Fe3C的含量在复合材料中低于3%,在衍射谱中没有出现其衍射峰。结合衍射数据,用RIR法对复合材料的物相组成进行了定量分析。结果表明,Fe和TiC的体积分数分别为73%和27%。由于复合材料中存在少量闭气孔,因此计算得到的Fe的体积分数略低于实测的多孔陶瓷孔隙率78.6%,基本上反映了复合材料的物相组成。
图9 TiC/Fe复合材料剖面XRD谱
Fig.9 XRD figure of the cross-sectional of the TiC/Fe composite materials
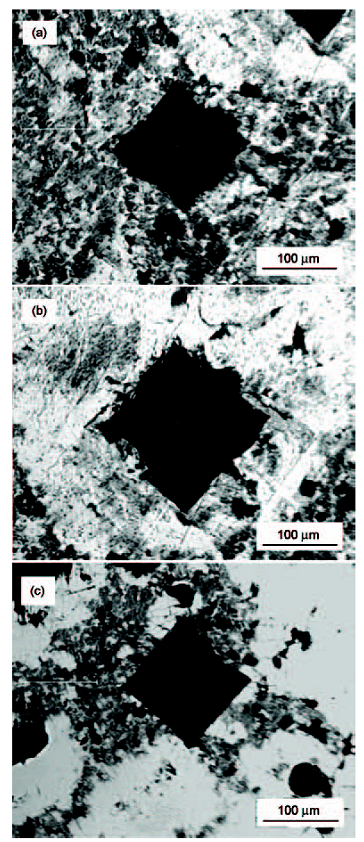
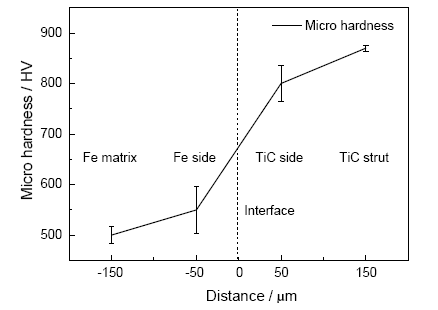
对图8中复合材料的TiC陶瓷增强相和Fe基体进行维氏硬度测试,试验载荷分别为5 kg和30 kg,图10给出了载荷5 kg时的压痕形貌图。结果表明,碳化钛陶瓷骨架处的平均硬度为870 HV;铁基体的平均硬度为500 HV。而在骨架与基体的结合区,其硬度介于两者之间且呈梯度变化,这是金属相和陶瓷相硬度的不同造成的。在骨架与基体的结合区,根据混合法则,材料的硬度由压痕所覆盖的金属相和陶瓷相的比例所决定。当压痕位置由铁基体向陶瓷骨架移动时,压痕所覆盖的区域中金属相逐渐减少而陶瓷相逐渐增多,因此材料的硬度呈梯度上升的趋势。同时,由于压痕位置具有一定的偶然性,结合区的硬度值波动较大,如图11所示。
图10 陶瓷骨架、铁基体复合材料以及两者结合部位的维氏硬度压痕照片
Fig.10 Vickers hardness indentations of the test composites (a) ceramic skeleton; (b) iron matrix; (c) combination region between skeleton and matrix
图11 复合材料各区域的维氏硬度
Fig.11 Vickers hardness values in different areas of the composites
当试验载荷为30 kg时,由于压痕面积增大,承载区域包含了铁基体和陶瓷骨架。这使得硬度值处于两者之间但更接近于陶瓷骨架的水平,达到800 HV,说明陶瓷骨架对复合材料整体硬度的提高有显著的影响。此外,在硬度测试中,不论载荷为5 kg还是30 kg,测试点在铁基体上、骨架上还是两者结合部位,都没有发生复合材料塌陷、崩裂等异常情况。这表明,复合材料中基体与增强相结合良好,在外力作用下两者起到了协同强化的作用。
(1) 以聚氨酯海绵为前驱体,采用有机前驱体浸渍法可制备具有三维网络结构的TiC多孔陶瓷,控制海绵前驱体的孔径和浆料涂覆次数可有效地控制多孔TiC陶瓷的孔隙率和孔棱直径。
(2) 采用无压浸渗工艺制备的双连续TiC/Fe复合材料,TiC与Fe结合良好,且TiC骨架本身也形成陶瓷-金属复合结构,表明TiC/Fe是一种多尺度三维网络结构的双连续复合材料。以90PPI聚氨酯海绵为模板制备的TiC/Fe复合材料中,Fe和TiC两相的体积含量分别为73%和27%。
(3) 复合材料中陶瓷棱柱的维氏硬度为870 HV,基体的硬度为500 HV,两相结合区的硬度介于两者之间且呈梯度变化,陶瓷骨架与铁基体有协同强化作用。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}