
秦芳诚, 李永堂
太原科技大学材料科学与工程学院 太原 030024
QIN Fangcheng, LI Yongtang
文献标识码: 分类号 TG142, TG115.2 文章编号 1005-3093(2016)07-0509-08
通讯作者:
收稿日期: 2015-08-7
网络出版日期: 2016-07-25
版权声明: 2016 《材料研究学报》编辑部 《材料研究学报》编辑部
基金资助:
作者简介:
本文联系人: 李永堂
展开
摘要
在不同变形温度和应变速率为0.1 s-1条件下研究了砂型铸造和离心铸造Q235B环坯的热压缩变形行为, 并使用电子背散射衍射(EBSD)技术分析其晶粒取向和织构的演化特点。结果表明: Q235B环坯的晶粒在1000℃尺寸较小, 有少量仍保持铸造状态的晶粒, 组织演变的机理为动态回复和大应变几何动态再结晶; 离心铸造环坯中有22%集中在20°-50°的大角度晶界。在1100℃再结晶充分, 晶粒趋于等轴状; 晶界取向差分布仍呈现典型的双峰特征, 大角度晶界的比例为60%-75%。在1000℃砂型铸造Q235B的织构组态, 为少量沿着<001>//ND取向线分布的{001}<100>立方织构和{001}<110>织构; 在1100℃主要是高斯织构{110}<001>和沿着<110>//ND向{110}<001>方向移动并聚集的旋转立方织构{110}<110>。在1000℃离心铸造环坯的织构组态为旋转立方织构{110}<110>和铜型织构{112}<111>, Copper织构沿着ε-取向线分布; 在1100℃主要为{001}<110>织构和沿着γ 取向线由黄铜R{111}<112>向{111}<110>转变的织构, 再结晶的程度高, 取向密度大。
关键词:
Abstract
The characteristics for the evolution of grain orientation and texture of ring shaped blanks of sand- and centrifugal-casting Q235B respectively were investigated by electron backscatter diffraction (EBSD) technique, while the blanks have been subjected to hot compression with a strain rate of 0.1 s-1 at different temperatures. The results show that the grain size of the blanks after hot compression at 1000℃ becomes smaller in the deformed microstructure, but a few grains maintains as in cast state. The mechanisms of the microstructure evolution may be ascribed to dynamic recovery and large strain geometric dynamic recrystallization. For centrifugal cast ones, the percentage of high-angle boundary in 20°-50° is 22%, but after hot compression at 1100℃ it shows a homogenous microstructure with equiaxed grains because of sufficient recrystallization, while the mis-orientation distribution of grain boundaries still presents a typical characteristic of double-peaks and the proportion of the high-angle boundaries reaches to 60%-75%. The textures of sand casting Q235B are a small amount cube texture {001}<100> and {001}<110> along <001>//ND at 1000℃, while the main textures are Goss texture {110}<001> and r-cube texture {110}<001> at 1100℃. For centrifugal casting ones at 1000℃, {110}<110> and Cu texture {112}<111> distributes along ε orientation; at 1100℃ the types of texture including {001}<110> and {111}<110> transformed from {111}<112> along γ orientation. The orientation density is higher due to the high extent of recrystallization.
Keywords:
在环件径轴向双向辗扩协调变形中芯辊的进给运动使变形区材料经历压缩应力状态, 而且驱动辊和芯辊的摩擦会限制环件承受剪切应力。在近内层和外层边缘材料变形的兼容性明显导致环件中层的剪切变形, 端面锥辊孔型内材料的应力状态又因上锥辊进给或限制作用变得复杂。因此, 复杂的变形状态和应力状态及其不可预知性将导致复杂的织构演变, 一旦形成织构将呈现明显的各向异性, 反过来影响环件的成形工艺性能(包括变形体的各向异性力学性能)。因此, 在环件辗扩中复杂的变形机制可通过变形过程中织构的演化来分析[1, 2]。
国内外众多学者从织构的角度研究材料的热轧(热辗)过程, 并通过对轧后微观组织和再结晶行为的分析实现了组织与性能控制[3, 4]。织构是由于滑移和孪生使晶粒取向发生转动形成的, 织构特征定量反映塑性变形微观组织的演变特点, 且其分布和类型与再结晶有关[5]。在辗扩变形时环件的织构、取向和再结晶方式都因温度、应变速率、应力状态和辗扩比等外部条件的变化而有所区别, 而晶粒取向和织构与组织演变相互影响。Jeong[6]用EBSD和X-ray技术研究了热轧温度对极低碳含Ti无间隙钢组织和织构的影响, 揭示{100}<011>织构在厚度方向上呈不均匀分布。Ryttberg等[7]分析了矩形截面环件冷辗扩过程微观组织和织构的演变, 并通过实验手段研究不同厚度处的织构, 发现环件中心和近外层区域出现的α和γ织构取决于该区域的压应力状态, 而近内层区域出现的{110}织构与剪切状态有关。
在铸辗复合成形中基于铸坯的热辗扩变形行为和组织演变均明显不同于锻态材料的热(或冷)辗扩变形, 高质量、高性能的环形铸坯是新工艺成形的关键[8, 9]。虽然先进的离心铸造工艺可为环件铸辗复合成形提供性能优良的铸坯, 但是环坯铸态组织的热塑性差, 组织不均匀以及辗扩时变形不均匀等因素导致最终环件的组织、织构及性能沿厚度方向不均匀分布并呈现明显的各向异性。因此, 通过热压缩研究其热变形及组织演变行为极为重要。在铸坯环件热压缩或辗扩过程中晶粒细化和织构强化或软化是改善其热塑性和组织的常用方法, 动态再结晶则是晶粒细化的重要方式, 其主要类型包括连续动态再结晶(CDRX)、旋转动态再结晶(RDRX)和非连续动态再结晶(DDRX)等[10-12]; 使用EBSD技术能在得到材料宏观择优取向的同时得到单个晶粒的取向以及与相邻晶粒的取向差, 并用取向分布函数(ODF)图定性描述织构的组态组成[13]。由此可见, EBSD对分析变形过程中织构和取向的演变提供了有力手段, 能将多晶体材料的显微组织、微区成分和结晶学数据分析结合起来, 建立晶界结构、取向和织构等与多晶体性能的定量与半定量关系[14, 15]。本文对砂型铸造和离心铸造生产的Q235B环坯进行高温轴向压缩, 用EBSD技术研究在相同应变速率和不同变形温度下微观组织晶粒取向、取向差分布以及织构组态组成, 以揭示变形过程中微观结构的演变规律。
实验用Q235B环坯是采用铸辗成形中砂型铸造和离心铸造生产的 [16, 17], 其化学成分(质量分数, %)为: C0.2, Mn0.9, Si0.32, S0.042, P0.036, N0.0045, 其余为Fe。环坯的尺寸为ϕ270 mm
将热压缩后的试样迅速水淬, 并沿压缩轴向对半剖开, 经研磨、机械抛光后在饱和苦味酸溶液中腐蚀。将EBSD样品用5%高氯酸酒精溶液电解抛光(电压30 V, 电流0.8 A, 时间60 s左右)。用蔡司金相显微镜观察组织, 用ZEISS ULTRA-55型扫描电镜及其安装的HKL-EBSD系统进行微观取向的测定与分析, 以得到所观察区域的取向成像图、极图和取向分布图等信息。选取试样中心大变形区采集EBSD信息, 区域大小为250 μm
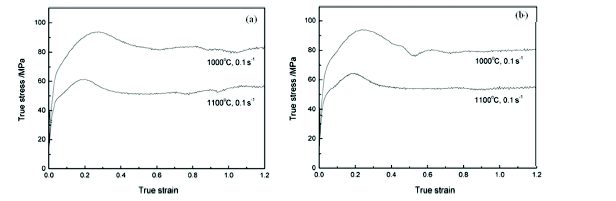
图1给出了砂型铸造和离心铸造Q235B钢在温度为1000℃和1100℃、应变速率为0.1 s-1条件下真应变1.2时的应力-应变曲线。在所研究的条件下, 两种铸造材料的应力-应变曲线都呈典型的动态再结晶型曲线特征, 表明动态再结晶是主要的软化机制。在变形初始阶段, 位错密度和真应力都随着真应变的增加而急剧增大。随着压缩变形的进行位错在高温动态回复作用下通过攀移和交滑移进行重新排列, 胞状组织的胞壁锐化形成亚晶, 导致加工硬化程度逐渐减小, 表现在真应力-应变曲线上应力增加的速率减小, 应力达到峰值。此后, 随着真应变的继续增加动态再结晶启动, 软化作用占主导, 当位错密度增加引起的应变硬化与回复和再结晶产生的软化作用达到动态平衡时, 进入稳态变形阶段, 表现为应力基本保持不变。
图1 Q235B环坯热压缩真应力-应变曲线
Fig.1 True stress-strain curves of hot compression of Q235B ring blanks (a)sand casting and (b)centrifugal casting
当温度较低(1000℃)时微观组织内部激活能低, 回复和再结晶过程进行缓慢, 应力峰值出现时所需真应变较大, 且两种铸造材料的应力峰值分别达到了97 MPa和93 MPa。温度升高使形变材料的热激活能增大, 金属原子热振动变得剧烈, 临界剪切应力减小, 位错的运动和滑移阻力减小, 新的滑移系不断产生, 有利于塑性变形的发生; 同时, 1100℃高温促进亚晶界的迁移, 有利于动态再结晶晶粒在晶界处或畸变能较大的区域形核和长大, 使应力达到峰值时的应变明显小于1000℃时的应变。在应变速率相同的条件下, 两种铸坯材料在1100℃时的真应力没有明显的差别, 达到稳态变形阶段后组织演变较稳定, 曲线平缓。
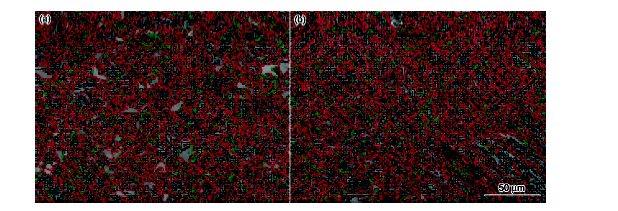
砂型铸造和离心铸造的Q235B钢环坯, 其热压缩晶粒取向成像图如图2和3所示。可以看出, 在应变速率相同的条件下, 随着变形温度升高Z参数(
图2 砂型铸造环坯EBSD晶界重构图(红线>15°晶界, 绿线<15°晶界)
Fig.2 Microstructure constructed by EBSD for sand casting (Red line: >15°, green line: <15°) (a) 1000℃/0.1 s-1, (b) 1100℃/0.1 s-1
图3 离心铸造环坯EBSD晶界重构图(红线>15°晶界, 绿线<15°晶界)
Fig.3 Microstructure constructed by EBSD for centrifugal casting (Red line: >15°, green line: <15°) (a) 1000℃/0.1 s-1, (b)1100℃/0.1 s-1
在1000℃下变形时, 两种铸坯的组织演变机理主要为动态回复和大应变几何动态再结晶, 回复和再结晶过程进行缓慢; 而且离心铸造Q235B真应力曲线在稳态变形阶段呈多峰特征(图1b), 表现为CDRX, 与典型低层错能合金的链状动态再结晶模型有所区别。在1100℃动态再结晶是主要的组织演变机制, 动态再结晶晶粒多分布在变形剧烈的晶粒边界及三角晶界处, 组织均匀, 后者的晶粒明显增大。
图4和5所示为不同变形温度下的相邻晶粒晶界取向差分布图, 均与图2和3中的取向成像图相对应。由图可见, 所有变形组织中晶界取向差分布都呈现典型的双峰特征, 即小角度晶界在热压缩过程中向大角度晶界呈不连续特征迁移转变。图4(a)和(b)表明, 砂型铸造Q235B钢在1000℃热压缩变形达到稳态时含有15%小角度晶界和17%集中在20°-50°的大角度晶界; 而当温度升高至1100℃大角度晶界所占比例上升为60%。对于离心铸造Q235B钢, 1000℃热变形达到稳态时具有10%小角度晶界和22%集中在20°-50°的大角度晶界; 而温度升高至1100℃时大角度晶界所占比例上升为75%(图5b)。由于温度较高, 组织回复和再结晶充分, 亚晶界通过迁移形成大角度晶界。同时, 离心铸造Q235B钢的回复和再结晶作用更加剧烈, 小角度晶界向大角度晶界的转变相对容易, 最终导致在同等变形条件下大角度晶界所占比例较高。
图4 砂型铸造Q235B晶界取向差分布图
Fig.4 Misorientation distribution of sand casting Q235B (a) 1000℃/0.1 s-1 and (b) 1100℃/0.1 s-1
图5 离心铸造Q235B晶界取向差分布图
Fig.5 Misorientation distribution of centrifugal casting Q235B (a) 1000℃/0.1 s-1 and (b) 1100℃/0.1 s-1
在1100℃的高温下两种铸态环坯微观组织演变机制主要是动态再结晶, 并伴随少量旋转动态再结晶, 热压缩开始时局部剪切变形使晶粒取向发生变化来达到最佳滑移方向, 使新晶粒具有与原始晶粒不同的晶粒取向分布特点; 当应变速率适中、温度较高时, 有足够的能量和时间促进亚晶的合并和长大, 向大角度晶界渐近转变, 从而形成大量大角度晶界。而1000℃小角度晶界较多, 发生动态回复和连续动态再结晶, 其中砂型铸造材料伴有几何动态再结晶, 新生的再结晶晶粒主要是亚晶界的逐渐转动形成的, 并且变形完成后的淬火处理使得具有亚晶界的晶核来不及长大, 因此以小角度晶界和20°~50°的过渡型大角度晶界为主。
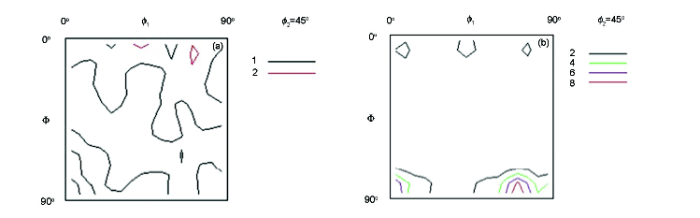
2.4.1 取向分布函数图 常用于描述织构的极图或反极图是一个二维平面图形, 而晶体的取向具有三个自由度, 因此需要三维空间中晶体取向分布函数来完整描述[18]。对于立方晶系, 恒ϕ的取向分布函数图(ODF)取ϕ2分别为0°、45°和90°的截面具有主要参考价值, 本文取45°截面进行分析。图6和7分别给出了砂型和离心铸造Q235B钢在不同热压缩条件下的试样中心大变形区的恒ϕ的ODF图。通过与标准ODF图对比分析, 得到了环坯的织构种类与分布特征。砂型铸造环坯在1100℃热变形时出现了高斯织构{110}<001>和旋转立方织构{110}<110>, 表现为旋转立方织构沿着<110>//ND取向线向{110}<001>方向移动并聚集, 高斯织构的取向密度较大, 约为8.0, 旋转立方织构的取向密度为6.0; 而在1000℃热压缩只出现了少量沿着<001>//ND取向线分布的{001}<100>立方织构和{001}<110>织构, 该类织构的强度较弱, 如图6(a)。图7(a)和(b)表明, 在1000℃/0.1s-1条件下, 离心铸造环坯的热压缩试样中心位置主要为旋转立方织构{110}<110>和铜型织构{112}<111>, 取向密度分别为4.0和2.0, 铜型织构沿着ε-取向线分布; 温度升高至1100℃时出现了取向密度为5.0的{001}<110>织构和{112}<110>织构, 且沿着
图6 砂型铸造Q235B环坯的ODF恒ϕ2=45o截面图
Fig.6 ϕ2=45° section of ODF for sand casting Q235B ring blank (a) 1000℃/0.1 s-1 and (b) 1100℃/0.1 s-1
图7 离心铸造Q235B环坯的ODF恒ϕ2=45o截面图
Fig.7 ϕ2=45° section of ODF for centrifugal casting Q235B ring blank (a)1000℃/0.1 s-1 and (b) 1100℃/0.1 s-1
在不同温度下变形, 试样中心大变形区织构组态变化明显, 这是晶界在热压缩过程中转动的角度不同导致的, 并且受变形时发生的动态、静态再结晶以及回复过程的影响。对于砂型铸造Q235B环坯, 在高温下除了具有强度较弱的{001}<100>织构和{001}<110>织构, 还出现了强度较高的高斯织构{110}<001>和旋转立方织构{110}<110>。对于离心铸造Q235B, 温度升高使Copper织构{112}<111>沿着ε-取向线向{001}<110>织构转动, 还出现了强度较大的剪切织构, 该过程主要受小角度晶界迁移、晶界数量与分布的影响。在再结晶初期由于形变带的作用, <001>//ND纤维中的{001}<100>立方取向晶粒优先形核长大, 随着变形温度的升高再结晶程度加大, 位错滑移、攀移形成的剪切带在再结晶过程中会诱发<110>//RD取向晶粒的优先形核与长大[19, 20]; 在此阶段Q235B砂型铸造环坯较为突出的是{110}<110>取向, 而离心铸造Q235B环坯则是{112}<110>取向。
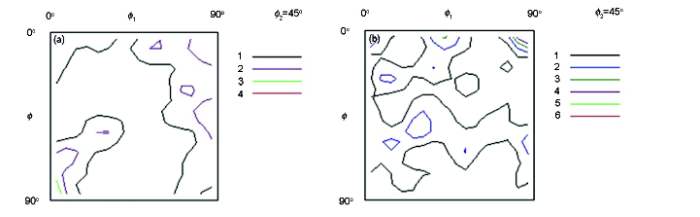
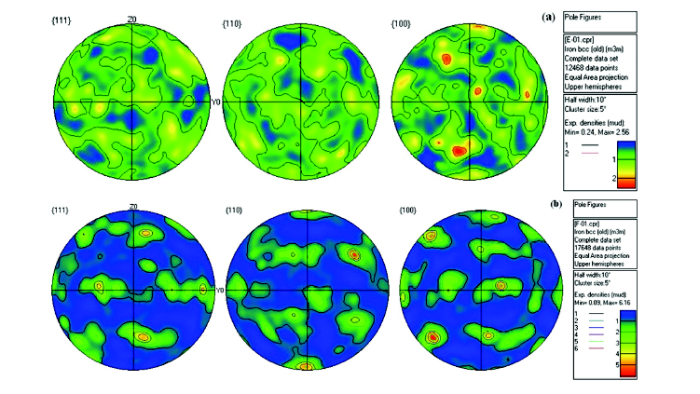
2.4.2 微观结构极图 图8和9分别给出了两种铸造试样在不同变形条件下的极图, 经过与标准投影图进行比对分析, 发现存在的织构类型与上述ODF图所给出的信息一致。在轴对称压缩时存在c轴方向拉应力或垂直于c轴方向的压应力分量, 出现孪生。对比图8(a)和(b), 温度为1100℃的极密度比1000℃的极密度大, 其原因是在高温下组织演变机制由动态回复转变为再结晶, 动态再结晶程度增加, 织构择优取向和择优核心长大增强。砂型铸造环坯的极图表明, 在1000℃具有简单的{001}<110>织构和{001}<100>立方织构, 但是在1100℃时出现两种极密度较大的旋转立方织构和高斯织构。其原因是, 随着变形温度的升高原子的活动能力增强, 原子间作用力减弱, 位错滑移阻力减小, 大量潜在的滑移系被激活, 且滑移系之间的临界剪切应力差值减小, 结果是砂型铸造Q235B钢的织构组成特征变得复杂, 各种类型的织构的锋锐程度也随之发生了变化; 因此, 在1100℃热压缩不仅发生了孪生, 也发生了锥面和柱面滑移, 形成了两种较强的织构。随着变形温度升高离心铸造Q235B钢的铜型织构沿着ε-取向线向{001}<110>织构移动, {111}<112>黄铜R型织构出现, 并沿着
图8 在不同变形条件下砂型铸造环坯的极图
Fig.8 Pole figure of sand casting ring blank under different deformation condition (a) at 1000℃/0.1 s-1 and (b) at 1100℃/0.1 s-1
图9 在不同变形条件下离心铸造环坯极图
Fig.9 Pole figure of centrifugal casting ring blank under different deformation condition (a) at 1000℃/0.1 s-1 and (b) at 1100℃/0.1 s-1
1. 两种铸造Q235B环坯在1000℃/0.1 s-1条件下真应变为1.2时动态再结晶的晶粒尺寸均较小, 有少量仍保持铸造状态的晶粒, 组织演变机理为动态回复和大应变几何动态再结晶; 离心铸造Q235B具有22%集中在20°-50°的大角度晶界。
2. 在1100℃/0.1 s-1条件下真应变为1.2时两种铸造Q235B环坯的再结晶过程充分, 晶粒趋于等轴状, 动态再结晶的晶粒多分布在变形剧烈的晶粒边界及三角晶界处。晶界取向差分布仍呈现典型的双峰特征, 大角度晶界所占比例为60%-75%。
3.在1000℃/0.1 s-1条件下砂型铸造环坯的织构组态为少量沿着<001>//ND取向线分布的{001}<100>立方织构和{001}<110>织构; 而在1100℃则为高斯织构{110}<001>和沿着<110>//ND向{110}<001>方向移动并聚集的旋转立方织构{110}<110>。在1000℃/0.1 s-1条件下离心铸造Q235B的织构组态为旋转立方织构{110}<110>和铜型织构{112}<111>, Copper织构沿着ε-取向线分布; 而在1100℃/0.1 s-1条件下主要为{001}<110>织构和沿着
The authors have declared that no competing interests exist.
| [1] |
Prediction of texture evolution under varying deformation states through crystal plasticity finite element method, Trans. Nonferrous Met. Soc.
An explicit model controlled by a linear equations set was developed. This model was directly solved by the complete pivot GAUSSIAN elimination method without any iteration. In addition, crystallographic-system based solving procedure was proposed to reduce the additional calculation caused by grain rotation. By establishing crystal plasticity finite element model (CPFEM), the model was verified by comparing the predicted texture to the experimental results. Then, the model was applied to predict textures under different deformation states achieved by adjusting the ratio (k) of the loading velocities in Z and Y directions. The results show that the model is reliable in texture prediction (good agreement with the experiments in compression, tension, simple shear and plane.strain compression) and much more efficient (more than 100 times) than the implicit model; with the increasing of k, the strong texture progresses from 卤35o to normal direction to fiber texture in the {111} plane and enhances in intensity; the texture intensity drops dramatically when the strain rate increases from 0.1 s.1 to 100 s.1, while drops slowly when the strain rate increases from 100 s.1 to 7脳104 s.1, which indicates the computational stability of the model for simulation of ultra-high strain rate deformation.
|
| [2] |
Deformation mechanism of cold ring rolling in view of texture evolution prediction by a new proposed polycrystal plasticity model, Trans. Nonferrous Met. Soc. |
| [3] |
Narayana Murty, N. Nayan, P. Kumar, P. R. Narayanan, S.C. Sharma, K. M. George, Microstructure-texture-mechanical properties relationship in multi-pass warm rolled Ti-6Al-4V alloy, |
| [4] |
|
| [5] |
Texture and its effect on mechanical properties of AZ31 magnesium alloy, AZ31镁合金的织构对其力学性能的影响,
利用电子背散射衍射(EBSD)取向成像技术,分析AZ31镁合金热挤压棒材和轧制薄板的织构特点;对具有不同初始织构的镁合金棒材和薄板进行力学性能分析,并从织构角度分析棒材的拉压不对称性和薄板的力学各向异性。结果表明:挤压镁合金棒材具有主要以(0001)基面平行于挤压方向的基面纤维织构,存在严重的拉压不对称性,其原因在于压缩时的主要变形方式为{1012}1011孪生;热轧镁合金薄板具有主要以(0001)基面平行于轧面的强板织构,具有显著的力学性能各向异性,其原因在于拉伸时不同方向的基面滑移Schmid因子不同。
|
| [6] |
Effect of hot-rolling temperature on microstructure and texture of an ultra-low carbon Ti-interstitial-free steel,
Effect of finishing temperature in hot-rolling on the microstructure and texture of a cold-rolled and continuously annealed ultra-low carbon Ti-interstitial-free steel has been investigated. The finishing temperature in hot-rolling was varied from 900掳C in austenite region to 750掳C in ferrite region. Lankford value of the annealed sheet was decreased with a decrease in the finishing temperature to the ferrite region. This might be related to both the stronger {100} texture of the annealed sheet and the texture inhomogeneity in the through-thickness direction of the hot bands rolled in ferrite region. The major component of the recrystallization texture was near {554} irrespective of the hot-rolling temperature, but the intensity of {100} texture was increased with the decrease in the finishing temperature in hot-rolling.
|
| [7] |
The effect of cold ring rolling on the evolution of microstructure and texture in 100Cr6 steel,
This paper concerns the development of microstructure and texture during cold ring rolling of 100Cr6 steel rings with starting rectangular cross-sections. By interrupting the rolling process at pre-defined intervals expansion ratios ranging from 1.05 to 1.5 were achieved resulting in varying degrees of deformation of the rings. Results for rings with a simple rectangular cross-section were compared with results for a cold rolled ring with a more complex cross-section. By combining results from optical and scanning electron microscopy with hardness measurements the two different ring shapes were shown to display similar material flow during cold ring rolling. The deformation was most severe near the inner diameter of the rings decreasing towards the area of the outer diameter. By employing electron back scatter diffraction (EBSD) the ring rolling process was shown to change the {111}-fibre texture of the ring blanks to a {110} texture. This implies a mixture of both shear and compressive deformation during rolling.
|
| [8] |
Technology and experiments of 42CrMo bearing ring forming based on casting ring blank,
Bearing ring is the crucial component of bearing. With regard to such problems as material waste, low efficiency and high energy consumption in current process of producing large bearing ring, a new process named "casting-rolling compound forming technology" is researched by taking the typical 42CrMo slew bearing as object. Through theoretical analysis, the design criteria of the main casting-rolling forming parameters are put forward at first. Then the constitutive relationship model of as-cast 42CrMo steel and its mathematical model of dynamic recrystallization are obtained according to the results of the hot compression experiment. By a coupled thermal-mechanical finite element model for radial-axial rolling of bearing ring, the fraction of dynamic recrystallization is calculated and recrystallized grains size are predicated. Meanwhile, the effects of the initial rolling temperature and feed rate of idle roll on material microstructure evolution are analyzed. Finally, the industrial rolling experiment is designed and performed, based on the simulation results. In addition, mechanical and metallographic tests are conducted on rolled bearing ring to get the mechanical parameters and metallographic structure. The experimental data and results show that the mechanical properties of bearing ring produced by casting-rolling compound forming technology are up to industrial standard, and a qualified bearing ring can be successfully formed by employing this new technology. Through the study, a process of forming large bearing ring directly by using casting ring blank is obtained, which could provide an effective theoretical guidance for manufacturing large ring parts. It also has an edge in saving material, lowering energy and improving efficiency.
|
| [9] |
Establishment of hot processing maps and hot ring rolling process of 42CrMo steel, 42CrMo钢热加工图的建立与热辗扩成形工艺,
以铸态42CrMo钢为研究对象,通过分析其热压缩应力-应变曲线,计算建立该钢不同应变时的热加工图。应变较小的热加工图中,微观组织演变机制在1 100~1 150℃、0.1~1 s-1范围为动态再结晶,在950~1 050℃、1~10 s-1范围内为动态回复;随着应变的增大,动态回复和再结晶发生的温度和应变速率范围扩大,从而确定该钢最佳热辗扩温度和应变速率范围。结合该钢环形铸坯的热辗扩工艺试验,分析辗扩比、驱动辊速度和芯辊进给速度对辗扩件质量的影响,以及辗扩工艺参数对环件内部微观组织演变和最终晶粒组织的影响。分析结果和辗扩试验环件的检测结果都表明,用该钢环形铸坯直接进行辗扩成形生产环形零件,不仅可以获得精确的形状尺寸,而且可使环形铸坯得到充分变形,改善铸态组织、细化晶粒,获得内部微观组织和力学性能满足要求的环件。
|
| [10] |
Texture evolution during large-strain hot rolling of the Mg AZ61 alloy,
Grain refinement in a Mg-based AZ61 alloy of initially coarse, recrystallized microstructure was successfully achieved by thermomechanical processing (TMP) consisting of two to three hot-rolling steps with large reductions per pass. Reductions as large as 85% (equivalent to a true strain of 鈮1) were achieved without surface cracking. The underlying microscopic mechanisms operative during the TMP that allowed this hcp material to accommodate such large strains per pass were investigated by macro- and microtexture analysis. A significant decrease in the intensity of the initial basal texture was observed after the first pass. This was attributed to rotational dynamic recrystallization, a mechanism by which new recrystallized grains develop, with orientations favourable for basal slip. Upon subsequent passes, basal slip becomes the main deformation mechanism. Simultaneously, grain refinement takes place by continuous dynamic recrystallization. The fine-grained microstructure thus developed showed improved superplastic behaviour in comparison with that of similar alloys processed by more elaborate methods.
|
| [11] |
Dynamic recrystallization and the development of microstructure during the high temperature deformation of magnesium,
Polykristalline Proben aus Mg-0,8Al lurden im Druckversuch bei h02heren Temperaturen verformt. Danach lurden Mikrostruktur und Textur untersucht. Oberhalb von ~425 K folgt dynamische Rekristallisation auf die Bildung von Verformungsllillingen. Nach den optischen und elektronenmikroskopischen Beobachtungen treten Gitterrotationen in den Korngrenlbereichen auf, in denen dann die Rekristallisation einsetlt. Die dynamische Rekristallisation llischen 425 und 600 K enth01lt nur einen unbedeutenden Beitrag durch landerung von Groβlinkelkorngrenlen, 01hnelt jedoch einem Mechanismus, der bei einigen Mineralen gefunden lorden ist. Unterhalb von ~600 K lird die Verformung bei gr02βeren Dehnungen inhomogen. Sie ist beschr01nkt auf Scherlonen, die aus feink02rnigen, durch Rekristallisation gebildeten Gebieten bestehen. Diese Gebiete sind geometrisch leicher als der Rest der Proben.
|
| [12] |
Grain orientation and texture evolution of AZ31 magnesium alloy during hot compression, AZ31镁合金热压缩过程中晶粒取向和织构的演变,
利用电子背散射衍射(EBSD)取向成像技术分析AZ31铸态镁合金在不同温度和真应变下热压缩的晶粒取向和织构特点,从晶粒取向和织构角度分析不同温度下其动态再结晶(DRX)的类型。结果表明:在热压缩过程中,350℃时,AZ31铸态镁合金表现为连续动态再结晶(CDRX)特征,新晶粒取向与基体相似,具有较强的{0002}基面织构,以基面滑移为主;500℃时,为旋转动态再结晶(RDRX)特征,真应变为0.5时,新晶粒取向与基体偏转成一定角度,具有两种主要的基面织构,由于动态再结晶的定向形核、择优核心长大和旋转动态再结晶造成这两种基面织构弱于350℃时的{0002}基面织构;且随着真应变的增加,其中一种织构由于滑移系的改变而逐渐消失。
|
| [13] |
|
| [14] |
EBSD of microstructure in low carbon steel, 低碳钢显微结构的EBSD表征,
近年来,新开发的电子背散射衍射技术将多晶材料的显微组织、微区成分与结晶学数据分析联系起来,能对晶界类型、取向、位向差和结构及其分布进行观察、统计测定和定量分析,从而建立了晶界结构、取向和织构等与多晶材料性能的定量和半定量关系,成为现代材料研究的重要实验技术.笔者结合低碳钢生产中的一些实际问题,扼要介绍了电子背散射衍射技术中的晶体取向图在多晶材料显微结构表征中的应用.
|
| [15] |
Effect of rolling processes on the cold rolled texture in bcc metal, 轧制工艺对体心立方金属冷轧织构的影响,
采用取向分布函数和取向线分析法研究了初始随机分布的体心立方金属α-Fe经过不同轧制工艺的织构演变,.体心立方金属α-Fe经过普通同步轧制后,其织构组分主要为高斯织构。经过工艺改变的异步轧制后,材料发生强烈的剪切应变,与轧制固有的平面压应变共同作用,获得了完全不同于同步轧制织构组分的{100}面织构。
|
| [16] |
|
| [17] |
Study on the microstructure and mechanical properties of Q235B ring casting blank, Q235B环形铸坯显微组织和力学性能的研究,
针对短流程铸辗复合成形工艺,以法兰常用材料Q235B碳素钢作为研究对象,通过金相观察、力学性能测试和断口扫描等试验,研究砂型铸造方式和离心铸造方式对环形铸坯组织和力学性能的影响。结果表明,Q235B碳素钢的室温组织主要由铁素体和珠光体组成;砂型铸坯中的铁素体以块状的形式存在,且晶粒较为粗大,离心铸坯中的铁素体以针状和块状的形式存在,且晶粒较为细小。离心铸坯的抗拉强度和塑性、冲击韧度均明显优于砂型铸坯。砂型铸坯的拉伸断口呈现韧窝和准解理并存的混合断裂特征,冲击断口几乎为完全的脆性解理断裂特征;离心铸坯的拉伸断口几乎为完全的韧性断裂特征,冲击断口由撕裂韧窝区域和解理区域组成。
|
| [18] |
Cold rolling and annealing textures in low carbon and extra low carbon steels,
The cold rolling texture of low and extra low carbon steels is primarily made up of a nearly perfect normal direction (ND) fibre and of two other components, centred at 001 and 112, which lie along the rolling direction (RD) fibre. This texture is influenced significantly by the hot band texture and not particularly by such metallurgical parameters as steel chemistry or the presence of precipitates. The annealing of heavily cold rolled materials strengthens the ND fibre and reduces the intensity of the RD fibre. The annealing texture, particularly the strength of the 111 components, depends significantly on the hot band texture and grain size, as well as on coiling temperature, cold reduction, and alloy chemistry. The 111 fibre is particularly beneficial for imparting good deep drawability (high rm value) to sheet steel, whereas the 001 has a detrimental effect. In conventional batch annealed Al-killed steels, cold reductions of around 70%, low coiling temperatures and slow heating rates induce the development of the most desired annealing textures and correspondingly the highest rm values. The optimum cold reduction increases to about 90% in Nb or Ti stabilised interstitial free (IF) steels. Grain growth after recrystallisation increases rm; thus longer annealing cycles and higher annealing temperatures are beneficial, if grain growth occurs. In the case of box annealing, the practical upper limit of annealing temperature is 鈭720掳C. In the continuous annealing process, which involves higher heating and cooling rates, cold rolled steels can be annealed to advantage in the intercritical 纬 + 伪 range. Carbon in solution and/or in the form of carbides is the single most deleterious element that impedes the development of sharp 111 annealing textures. Dissolved N, P, and Mn have effects similar to that of carbon. Niobium, Ti, or Si in solid solution enhances the intensity of the 111 or near 111 components.
|
| [19] |
Local deformation inhomogeneities in compressed low carbon steels, 低碳钢压缩时的微观形变不均匀性,
多晶形变总是不均匀的,不同取向晶粒内激活的滑移系数目不同,微 观组织也有差异.这种差异对随后的动(静)态再结晶或相变有不同的影响.本文利用取向成像确定了低碳钢单向压缩条件下浸蚀后在光学镜和扫描电镜下观察到的 铁素体晶粒灰度与取向的关系.测出了压缩形变后的主要织构〈111〉和〈100〉取向晶粒内形变不均匀性的差异.同时讨论了形变造成被压碎的珠光体团周围 铁素体亚晶转动较快、进而促进动态再结晶的现象.
|
| [20] |
Microstructure and textural evolution of micro-carbon DP steel during the heating stage of continued annealing process, 微碳DP钢在连续退火加热段的组织与织构演变,
利用扫描电镜、X射线衍射和电子背散射衍射技术研究了微碳DP钢在连续退火加热段的组织与织构演变。结果表明:热轧组织为铁素体加退化态珠光体,冷轧过程中铁素体被拉长并出现一定量的形变带;再结晶初期(720℃到750℃),多边形铁素体体积分数约30%,形变带易诱发{001}~{112}110取向晶粒优先形核与长大;再结晶后期(750℃到780℃),铁素体完全再结晶,硬质相逐渐溶解,111//ND纤维晶粒逐渐吞噬110//RD晶粒而长大。{001}110取向密度在再结晶初期和相变阶段剧烈增加,而相变对111//ND织构影响较小。
|

/
| 〈 |
|
〉 |




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}