
吴从前, 任瑞铭, 刘鹏涛, 陈春焕, 赵秀娟
大连交通大学材料科学与工程学院 大连 116028
WU Congqian, REN Ruiming, LIU Pengtao, CHEN Chunhuan, ZHAO Xiujuan
中图分类号: TG141
文章编号: 1005-3093(2016)06-0473-08
通讯作者:
收稿日期: 2015-12-15
网络出版日期: 2016-06-25
版权声明: 2016 《材料研究学报》编辑部 《材料研究学报》编辑部
展开
摘要
采用淹没式空化水射流方法对304不锈钢表面进行不同压力和时间的空化水射流处理, 用扫描电子显微镜原位跟踪观察处理后的试样表面形貌, 研究其空蚀损伤过程及空蚀机理, 并对表层组织和304不锈钢变形机理进行了探讨。结果得出, 根据损伤程度和作用机理的不同, 空蚀损伤区从中心到外围可以分为射流冲击区、过渡区和紊流区三个区, 其中射流冲击区损伤最严重, 紊流区次之, 过渡区最弱。当射流压力为35 MPa、处理40 min时, 射流冲击区损伤速度加快, 并且呈现明显的疲劳损伤特征, 滑移带和晶界处疲劳裂纹萌生和扩展是导致该区损伤剥落的重要原因; 在横截面金相组织中, 过渡区和紊流区出现比射流冲击区更深的形变孪晶层, 且紊流区形变孪晶层厚度达140 μm; 在本实验条件下304不锈钢变形方式为滑移为主, 孪生为辅。试样在空化水射流的作用下有两种空蚀破坏机理, 即交变载荷下疲劳破坏, 以及塑性变形、颈缩和剥落导致的弧坑。
关键词:
Abstract
Cavitation erosion of 304 stainless steel was studied by means of caviting water jet (CWJ) with varying stress and time. By tracking the surface morphology change with scanning electron microscope after the CWJ treatment, the process and mechanism of cavitation erosion were analyzed and the microstructure evolution of the surface and the relevant deformation mechanism were investigated as well. The results are as follows: according to the difference in damage rate and mechanism, the cavitation damage zone can be divided into jet impact zone, transition zone and turbulent zone from the center to the periphery, among them, the damage degree of jet impact zone was the worst, transition zone was the weakest. The damage of jet impact zone was accelerated by the jet pressure 35 MPa for 40 min, and it presented clear characteristics of fatigue damage, the initiation and propagation of fatigue crack in the area of slip band and grain boundary is one of the important reasons leading to the spalling damage; The twin layer of the transition zone and turbulent zone were thicker than that of the jet impact zone in the cross-sectional microstructure, and the thickness of the twin layer in turbulent zone was 140 μm; Under the conditions of this experiment, the main deformation mode of 304 stainless steel is slip deformation, the second is twin deformation. There are two kinds of mechanism of cavitation erosion induced by the cavitating water jet, one is fatigue failure under cyclic loading, the other is arc-shaped pit caused by plastic deformation, necking and spalling.
Keywords:
自19世纪末在船舶螺旋桨叶片上首次发现空蚀现象以来, 人们已经对空蚀展开了大量研究[1~3], 但其机理仍不十分清楚。已有的研究表明, 空蚀过程可以分为孕育期、上升期、平稳期和衰减期四个阶段[1, 4], 其中孕育期阶段由于是损伤的开始显得尤为重要。常用的空蚀实验方法有很多, 如:文丘里管空蚀实验设备、电火花空蚀实验设备和磁致伸缩仪实验设备等。与上述实验方法相比, 空化水射流能够产生大量气泡并且以极高的频率(可达104s-1)[5]在试样表面破裂, 产生微射流和冲击波, 使试样产生空蚀损伤[6~12]。因此, 可以利用空化水射流进行空蚀研究。
304不锈钢作为应用最为广泛的一种铬-镍不锈钢, 常被用于制作过流部件, 但对其空蚀损伤研究较少[13]。本文选取304不锈钢作为实验材料, 对其进行不同规程的空化水射流处理, 通过观察处理后试样的表面形貌和横截面组织, 对空蚀孕育期内的表面损伤以及空蚀机理进行了探讨。
实验材料选用厚2.5 mm的工业级冷轧奥氏体304不锈钢板材, 实验前先经固溶处理后得到均匀奥氏体组织。用线切割设备将板材切成Φ 26mm的圆片, 经精磨和抛光处理后再进行空化水射流处理。
采用自制的空化水射流试验机对试样同一位置进行不同时间的淹没式空化水射流处理。处理时试样和喷嘴均淹没在水中, 水射流呈90°角直射试样表面中心部位。实验选用直径为1 mm的圆锥型喷嘴, 靶距为80 mm [14], 水射流压力为25 MPa、30 MPa和35 MPa。
采用ZEISS SUPRA55 场发射扫描电子显微镜对空化射流处理后的试样表面形貌进行了原位观察, 并对试样横截面进行了分析。采用FM-700型维氏硬度计对处理后的试样表面显微硬度进行测试, 加载载荷为100gf, 载荷加载时间为15s, 采用LEICA DCM3D 型三维视频显微镜对处理后的试样表面粗糙度(Sa)进行测试。
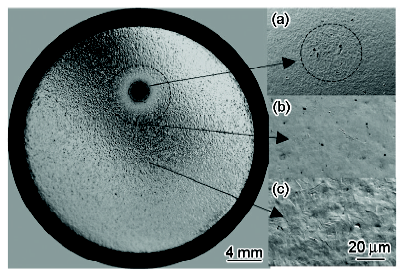
2.1.1 表面宏观形貌分析 根据空化水射流处理试样表面形貌, 水射流作用区域从中心到外围可以大致分为三区。图1是35 MPa压力下处理60 min后试样表面宏观损伤形貌和各区对应的低倍形貌。把损伤斑中心一定范围内的损伤区域称为射流冲击区, 直径约为2 mm, 可以看到该区损伤严重, 已经有明显的塑性变形和剥落痕迹(图1a)。与之紧邻区域为过渡区, 该区没有发生明显的塑性变形, 只有一些轻微损伤痕迹(图1b)。再外围区域为紊流区, 可以看到明显的塑性变形痕迹, 原始抛光表面变得凹凸不平, 多晶体协调变形导致晶粒转动显现, 滑移带形貌明显(图1c)。
图1 35 MPa压力射流处理60 min试样宏观损伤形貌
Fig.1 Macroscopic damage morphologies of the test specimen after water jet process under 35 MPa for 60 min
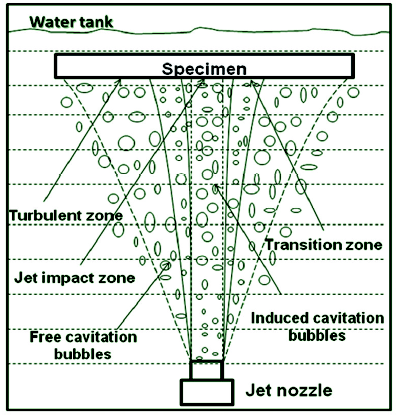
根据淹没式空化水射流作用原理对三区形貌差异进行分析, 其示意图如图2所示。从喷嘴喷出的高速射流受到周围液体的阻碍, 射流速度不断减小, 并发散成锥形, 因此射流中心速度最高, 它携带了大量从喷嘴内部产生的诱导空化气泡[15], 对试样中心区造成了最大的动压力和气泡爆破力, 所以射流冲击区损伤最严重。在射流最外围区域, 动态射流与周围静态水发生严重的掺混和卷吸, 流场紊乱, 容易产生漩涡和自由空化气泡[15], 大量自由空化气泡在试样外围区域不断爆破, 产生冲击波和微射流, 形成了紊流区。在这两区之间有一损伤弱区, 该区域射流流速相对较慢, 受到的射流冲击压力小, 只有很少的诱导空化气泡, 并且由于远离周围静态水, 导致自由空化气泡也很少, 因此对试样的作用有限。由于水射流在水中的流动受到水射流形成过程、设备条件和湍流等因素的影响, 三区之间并没有非常严格的界限。
2.1.2 表面微观形貌分析 分别对三区损伤形貌进行观察, 分析射流时间对空蚀损伤的影响。由于过渡区变化不明显, 而射流冲击区损伤最为严重, 所以本文着重分析射流冲击区的损伤过程, 并对射流冲击区的滑移带形成和变化做了详细的原位跟踪观察。
(1) 射流冲击区损伤形貌
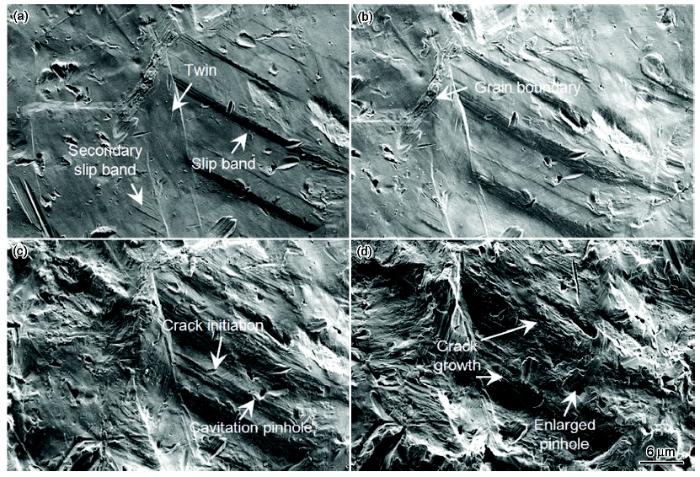
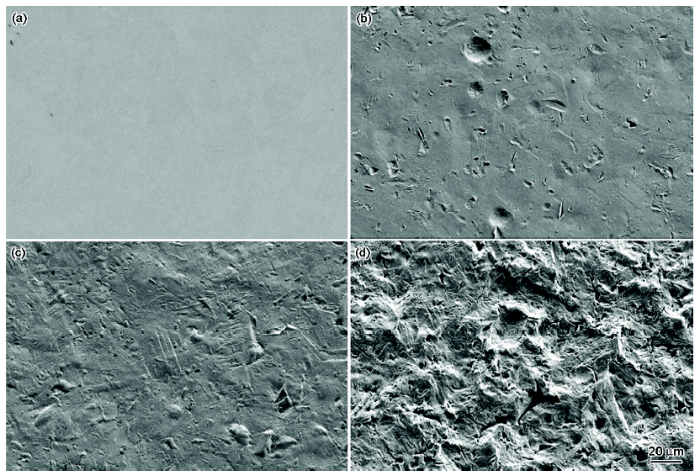
当射流压力为35 MPa时, 试样表面不同时间的微观形貌变化如图3所示。从水射流处理1 min开始, 每处理2 min跟踪观察一次表面形貌, 发现前8 min试样表面并无明显变化。当水射流处理10 min时, 试样表面的局部已经发生明显的塑性变形, 由于相邻晶粒协调变形导致晶粒转动, 显露出奥氏体晶界, 在晶粒内部出现滑移带, 这些滑移带终止于孪晶界和晶界处, 由于作用力足够大, 激活了孪晶界另一端的滑移源, 其生长方向同原始滑移带方向相同, 均与孪晶界呈45°(图3a), 这是由于汽穴空泡溃灭时的射流作用力打击在金属微区上, 金属在压应力轴的45°方向产生最大的切应力, 使金属滑移变形所造成的。随着射流处理时间的加长(20 min), 在空泡溃灭的反复冲击作用下, 不断形成新的滑移线, 滑移带逐渐变宽, 相邻的滑移带间距不断减小, 多个滑移台阶的叠加导致晶粒整体隆起(图3b), 这一过程可以看作是小于疲劳极限下的疲劳破环过程。随着喷丸时间的进一步延长(40-60 min), 滑移带逐渐覆盖整个晶粒表面, 使该区域变得模糊。由于晶界和滑移带处位错塞积产生应力, 应变不断累积, 产生严重的应变梯度, 界面逐步脱开形成微裂纹(图3c, 3d)。此时金属的塑性达到极限, 继续冲击作用下不断产生沿滑移带的裂纹, 空蚀孔也不断地扩大和加深, 进而导致材料剥落。
图3 35 MPa射流冲击区表面不同时间形貌观察
Fig.3 Surface morphologies observation of water jet impact zone under 35 MPa for (a) 10 min; (b) 20 min; (c) 50 min; (d) 60 min
以上表明, 试样射流冲击区空蚀破坏过程是一个由塑性破坏向脆性破坏的转变过程:滑移带变宽属于塑性破坏, 之后材料在空泡能量反复的作用下达到疲劳极限, 裂纹在晶界和滑移带处萌生和扩展, 材料发生剥落, 属于脆性破坏。
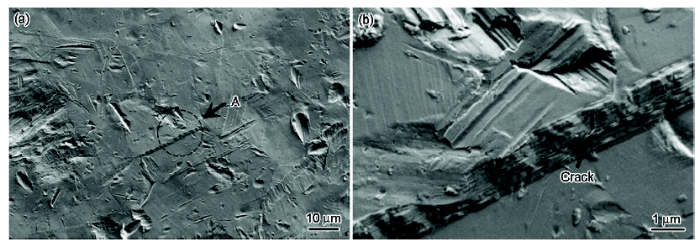
为了更进一步确定滑移带和裂纹的联系, 对滑移带形貌进行了观察分析, 图4a, 4b分别是35 MPa压力下空化水射流处理10 min后滑移带的低倍和A区放大形貌。可以看到滑移带是由很多滑移线聚集而成, 一条滑移线宽约0.1 μm, 呈层状分布。由于各个滑移线导致的滑移台阶不尽相同, 使得滑移带也呈现出凹凸不平的形貌, 还可以看到在滑移带内部出现了明显的裂纹和微孔, 这是由于滑移源的强烈激活和在接触部位的瞬时阻塞所造成的, 正是这些裂纹和微孔导致了样品射流冲击区的损伤与剥落。
图4 35 MPa水射流处理10 min射流冲击区滑移带的形貌
Fig.4 Morphology of slip band in water jet impact zone after water jet process under 35 MPa for 10 min (a) and (b) enlarged image of A zone in Fig.a
(2) 紊流区损伤形貌
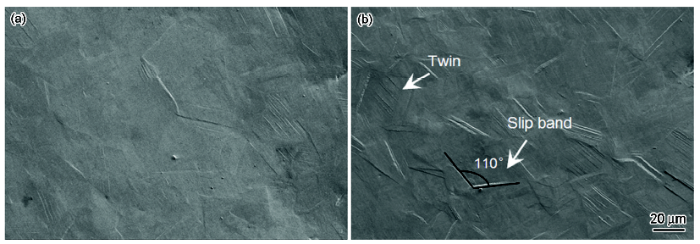
对35 MPa压力下空化水射流处理后的紊流区表面形貌随喷丸时间的变化进行了观察分析。可以看到随着水射流处理时间的延长, 滑移带数量明显增加, 且有少量形变孪晶生成, 但是没有发现在射流冲击区观察到的塑性变形坑、空蚀孔和裂纹。在整个处理过程中, 紊流区均没有明显剥落痕迹(图5a, 5b)。这是因为紊流区主要受自由空化气泡的作用,相比较于射流冲击区的诱导空化气泡, 紊流区的气泡数量较少, 气泡溃灭的频率较少, 分布更加均匀, 并且由于该区域射流流速较小, 射流冲击力也不强, 这使得该区域一直处在塑性变形阶段, 气泡爆破能量被金属的塑性变形吸收。面心立方金属的滑移面为{111}晶面, 该晶面有4个取向, 晶面之间相交角为70.32°或109.28°。因此, 在实验中观察到了如图5b所示约成110°夹角的两组滑移带, 它们分别位于不同取向的{111}滑移面上。
图5 35 MPa水射流处理不同时间紊流区形貌
Fig.5 Morphologies of the turbulent zone after water jet process under 35 MPa for (a) 30 min; (b) 60 min
2.1.3 射流压力对空蚀损伤的影响 观察损伤最严重的射流冲击区, 分析射流压力对空蚀损伤的影响, 其结果如图6所示。可以看到, 当射流压力为25 MPa、处理时间为60 min时, 射流冲击区变化不明显, 有一些大的塑性变形坑, 没有发现裂纹和剥落(图6b)。随着压力的升高(30 MPa), 塑性变形变得明显, 由于相邻晶粒协调变形, 晶粒发生转动, 显露出部分奥氏体晶粒, 在晶粒内部有滑移带, 试样表面也出现了裂纹和少量的剥落(图6c); 当水射流压力升高到35 MPa时, 空蚀损伤明显加速, 可以看到大面积的裂纹和空蚀孔已经覆盖了射流冲击区, 表面变得严重凹凸不平, 滑移带等塑性变形痕迹也被损伤所覆盖而变得模糊(图6d)。由此可知射流压力对空蚀损伤影响很大, 特别是射流压力从30 MPa提高到35 MPa过程中, 损伤发生了质变。这是因为空化因子(σ)受射流速度(V0)影响极大。根据有关资料[1]可知: σ ∝ 1/V02, 流速越大, 即喷丸压力越大, 空化因子σ越小, 空化现象越明显, 从而将会有更多的气泡参与到空蚀破坏过程, 导致空蚀损伤过程明显加速。通过对25 MPa压力下射流冲击区的原位跟踪观察, 射流处理180 min也没有出现明显的剥落和损伤。
图6 不同压力下处理60 min射流冲击区形貌
Fig.6 Morphologies of water jet impact zone treated for 60 min under (a) 0 MPa; (b) 25 MPa; (c) 30 MPa; (d) 35 MPa
射流压力对紊流区和过渡区空蚀损伤的影响同射流冲击区相类似, 都有一个损伤加速的过程。所不同的是, 紊流区对射流压力的敏感性较低, 即使在低压力(25 MPa)的情况下, 长时间的射流处理也会产生大量的塑性变形, 这是因为与射流冲击区处的诱导空化气泡相比, 紊流区自由空化气泡受射流压力影响较小。
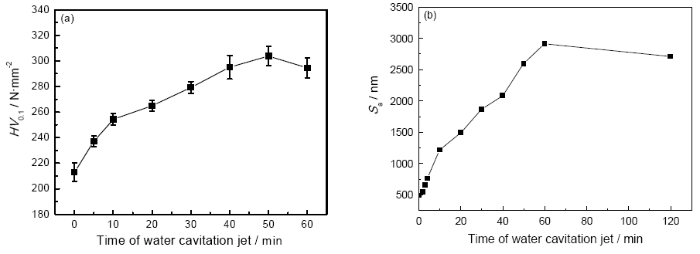
图7是35 MPa压力下射流冲击区表面显微硬度和面粗糙度随时间的变化曲线。由图7a可知, 实验过程中试样表面产生了明显的加工硬化现象, 且在水射流处理50 min左右, 加工硬化达到峰值, 说明此时试样的塑性变形达到了极限, 之后损伤急剧发展, 硬度也随之下降, 这和之前表面形貌的观察基本吻合。由图7b可知, 面粗糙度曲线在50 min左右斜率最高, 说明此时面粗糙度快速上升, 损伤急剧发展, 与之前的表面形貌观察也基本吻合。
图7 35 MPa压力下试样射流冲击区表面显微硬度和面粗糙度
Fig.7 Evalution of microhardness (a) and surface roughness (b) of specimen in water jet impact zone under 35 MPa
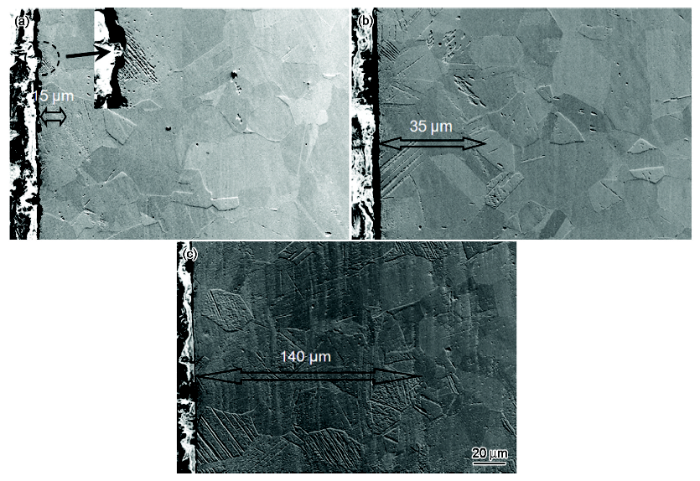
304不锈钢是面心立方晶体, 塑性变形方式主要为滑移和孪生, 其中滑移带属于断口形貌特征, 经磨制后的金相试样是看不到的, 因此横截面出现的变形特征均是孪晶。如图8所示, 分别是35 MPa压力下, 空化水射流处理50 min后射流冲击区、过渡区和紊流区的横截面组织形貌, 可以看到了射流冲击区有一定剥落, 在靠近边缘的上方可以看到一簇与冲击区表面约呈60°的形变交割孪晶(图8a)。过渡区和紊流区均没有明显剥落, 但可以看到比射流冲击区更厚的形变孪晶层, 其中紊流区形变孪晶层厚度达140 μm(图8b, 8c)。这是因为射流冲击区的损伤剥落释放了应变能量, 导致能量不能累积传给次表层, 而过渡区和紊流区的应变能可以有效累积, 这也与表面形貌的观察相吻合。通常情况下, 面心立方金属滑移系较多, 常温下位错滑移是滞留形变的主要方式, 形变孪晶少见。但已有研究表明, 材料的孪生-滑移变形机制的转变会受到很多因素的影响, 包括应力加载方式、加载应变率、堆垛层错能、晶粒大小和胞结构等[16]。一般来说, 变形速率越大、晶粒越大、温度越低都会使孪生更容易发生[17]。由于高压水射流的高应变速率(可达到104 s-1[4])形变时间极短, 位错的增殖和长程迁移变得困难, 而孪晶形成只需微区形变, 所以孪生变形也变得容易发生。综上所述, 在本工艺条件下304不锈钢的变形方式为:位错滑移为主, 孪生变形为辅。
图8 35 MPa水射流处理50 min横截面组织形貌
Fig.8 Cross-sectional morphologies of (a) water jet impact zone; (b) transition zone and (c) turbulent zone of the specimen after water jet process under 35 MPa for 50 min
对水射流处理前后的样品进行了XRD测定, 结果得出样品表面物相没有发生变化, 衍射峰也没有明显宽化, 说明在本工艺条件下304不锈钢没有发生相变, 晶粒大小也无明显变化, 这与横截面晶粒形貌观察结果相吻合。
由于紊流区和过渡区都没有明显的剥落, 在这里主要讨论射流冲击区的损伤机理。图9a是30 MPa压力下空化水射流处理120 min后试样的射流冲击区的横截面形貌。由图9a可知, 两条与表面大约呈45°的角度的裂纹发生了汇聚, 导致材料大面积剥落, 其中一条裂纹萌生于晶界, 另一处萌生于滑移带的隆起处。
图9 空蚀过程中不同的损伤形式
Fig.9 Different damage actions in cavitation process (a) crack propagation on the cross-section under 30 MPa for 120 min; (b) schematic diagram of fatigue crack growth; (c) plastic deformation pit on the surface under 30 MPa for 10 min
通常在空化水射流反复冲击力的作用下, 材料易发生疲劳破坏。从前述射流冲击区的损伤看, 滑移带变宽是一种典型的疲劳破坏过程, 往往伴随着材料表面的挤入和挤出。滑移带层间由于有严重的应变梯度, 在交变载荷的作用下易萌生疲劳裂纹, 随后会沿着与表面大约呈45°的角度向内扩展, 当裂纹发生汇聚时, 材料就会发生剥落, 其示意图如图9b所示。这是试样在处理时最常见的损坏形式, 通常发生在空蚀破坏的后期。
另外一种损坏形式发生在空蚀破坏前期(10 min), 是由于气泡爆破后形成的微射流所造成的, 类似于快速运动的外来颗粒的机械作用, 通常会在材料表面形成一个大的塑性变形坑(图9c)。在坑的内部有大量小弧坑, 可以清晰看出弧坑凸缘部分的强烈塑性变形和在弧坑之间的狭窄区域所形成的折叠和脊顶的剥落。它并不是由于裂纹的扩展造成的, 而是材料表面的塑性变形、颈缩和剥落所致。这些弧坑在空蚀后期会成为疲劳损伤源, 进一步加重材料的损伤与剥落。
1. 根据损伤程度和作用机理的不同, 空蚀损伤区从中心到外围可以分为射流冲击区、过渡区和紊流区三个区, 其中射流冲击区损伤最严重, 紊流区次之, 过渡区最弱。
2. 当射流压力为35 MPa、处理40 min时, 射流冲击区损伤速度加快, 并且呈现明显的疲劳损伤特征, 滑移带和晶界处疲劳裂纹萌生和扩展是导致该区损伤剥落的重要原因; 射流压力是影响空蚀损伤程度的重要参数, 当射流压力为25 MPa时, 处理120 min以上也不会造成明显损伤。
3. 在横截面金相组织中, 过渡区和紊流区出现比射流冲击区更深的形变孪晶层, 且紊流区形变孪晶层厚度达140 μm; 在本实验条件下304不锈钢变形方式为: 滑移为主, 孪生为辅。
4. 试样在空化水射流的作用下有两种空蚀破坏机理, 即交变载荷下的疲劳破坏, 以及塑性变形、颈缩和剥落导致的弧坑。
The authors have declared that no competing interests exist.
| [1] |
|
| [2] |
Research progress on cavitation erosion of metallic materials ,金属材料的空蚀研究进展 ,
综述了空蚀的基本原理、研究空蚀的实验设备、空蚀程度 的表示方法、空蚀评价指标的研究现状和抗空蚀金属材料的选择原则及几种最新型耐空蚀材 料,指出了目前抗空蚀金属材料的研究热点和未来的发展方向.
|
| [3] |
Cavitation and cavitation erosion ,空化与空蚀研究 , |
| [4] |
In deformation twinning, Gordon and Breach Science Publishers , |
| [5] |
Micro-structural evolution in adiabatic localization in stainless steel , |
| [6] |
Cavitation erosion in hydraulic turbine components and mitigation by coatings, current status and future needs ,
Cavitation erosion is a frequently observed phenomenon in underwater engineering materials and is the primary reason for component failure. The damage due to cavitation erosion is not yet fully understood, as it is influenced by several parameters, such as hydrodynamics, component design, environment, and material chemistry. This article gives an overview of the current state of understanding of cavitation erosion of materials used in hydroturbines, coatings and coating methodologies for combating cavitation erosion, and methods to characterize cavitation erosion. No single material property fully characterizes the resistance to cavitation erosion. The combination of ultimate resilience, hardness, and toughness rather may be useful to estimate the cavitation erosion resistance of material. Improved hydrodynamic design and appropriate surface engineering practices reduce damage due to cavitation erosion. The coatings suggested for combating the cavitation erosion encompasses carbides (WC Cr 2 C 3 , Cr 3 C 2 , 20CrC-80WC), cermets of different compositions (e.g., 56W 2 C/Ni/Cr, 41WC/Ni/Cr/Co), intermetallic composites, intermetallic matrix composites with TiC reinforcement, composite nitrides such as TiAlN and elastomers. A few of them have also been used commercially. Thermal spraying, arc plasma spraying, and high velocity oxy-fuel (HVOF) processes have been used commercially to apply the coatings. Boronizing, laser surface hardening and cladding, chemical vapor deposition, physical vapor deposition, and plasma nitriding have been tried for surface treatments at laboratory levels and have shown promise to be used on actual components.
|
| [7] |
The research on the resistance of the cavitation performance of pure titanium and TC4 titanium alloy, Master thesis ,
纯钛及TC4钛合金抗空蚀性能的研究 ,URL 摘要
早在1895年人们就发现流体机械中存在空蚀现象,空蚀破坏严重 影响材料的使用寿命。目前空蚀涉及船舶、水工、机械、化工、发电以及生物医学等诸多领域,钛及钛合金在这些领域内都有着广泛的应用。然而,对于纯钛及 TC4钛合金的空蚀行为的研究较少,纯钛及TC4钛合金由于硬度较低,其抗空蚀性能不佳,如何有效地提高纯钛及TC4钛合金表面的抗空蚀性能成为急需解决 的问题。<br> 本文利用超声波磁致伸缩空蚀试验机在实验室条件下对空蚀的过程进行模拟,运用失重法、扫描电子显微镜、显微硬度、XRD 等分析方法对纯钛及TC4钛合金的空蚀行为进行分析,并利用固体渗硼和离...
|
| [8] |
Cavitation erosion behavior of HPDL-treated TWAS-coated Ti6Al4V alloy and its similarity with water droplet erosion ,
Abstract<br/>Twin wire arc-sprayed (TWAS) coating of commercially available SHS 7170-cored wire was obtained on Ti6AL4V alloy, and to improve its properties, it was further surface treated with high-power diode laser (HPDL). The cavitation erosion (CE) resistance of TWAS-coated samples was evaluated as per ASTM G-32-2003 and it was compared with laser-treated and untreated Ti6Al4V alloys. The CE resistance of TWAS-coated SHS 7170 samples after HPDL treatment has improved significantly. The main reasons for its improvement are elimination of pores, increased fracture toughness, reduced hardness, and brittleness. The CE resistance of HPDL-treated TWAS coating is compared with water droplet erosion resistance. It is observed that there is a similarity in the both the phenomenon.<br/>
|
| [9] |
Characterization of a water peening process ,
A traversing water jet was used to impact the surface of 1100 series aluminum specimens in an effort to generate compressive residual stresses on the surface. Stresses induced by the water peening operation were measured using X-ray diffraction, and compressive stress increases as large as 60 percent of the monotonic yield strength resulted. Surface roughness and hardness were also measured. Finite element modeling of a stationary water jet impinging on an elastic-plastic half-space was performed to characterize the water peening process. Surface residual stresses were found to be a result of sub-surface plastic deformations.
|
| [10] |
Water cavitation peening-induced surface hardening and cavitation damage of pure titanium ,
纯钛空化水喷丸处理表面强化及空蚀损伤 , |
| [11] |
Yu. A. Gordopolov, Cavitation erosion as a kind of dynamic damage , |
| [12] |
Cavitation erosion on surface of pure titanium in water cavitation jet ,纯钛空化水射流处理表面空蚀损伤研究 ,
对工业纯钛表面进行不同时间的空化水射流处理,用光学显微镜和扫描电子显微镜对处理后试样的表面形貌、显微组织结构等进行了分析,并对空蚀损伤进行了研究。根据空蚀损伤程度和淹没式水射流的流动特性,可以把损伤区分为一次空化水射流损伤区和混合空化水射流损伤区。一次射流区在水射流处理 5min时,表面就出现塑性变形坑、空蚀针孔和形变孪晶。随着水射流处理时间的延长(20~30min),在孪晶界等区域开始出现裂纹萌生和扩展,水射流处理60min时已出现表面金属大量剥落的严重损伤。混合射流区的损伤速度明显低于一次射流区,但在横截面金相组织中却出现比一次射流区密度更大、厚度更大的孪晶层。一次射流区的硬化层深度小于混合射流区。空化水射流处理5min到30min粗糙度迅速增加,30min后粗糙度上升缓慢,处理60min时,粗糙度达到2.92μm。
|
| [13] |
Influence of waterjet peening and smoothing on the material surface and properties of stainless steel 304 ,
The present study investigates a combined effect of waterjet peening and smoothing on the surface of austenitic stainless steel 304. An analysis of surface finish and the change in hardness were evaluated. The waterjet treatment on the surface was conducted in steps with multiple passes. Initially, the surface was treated with a higher energy and later with a lower energy of the water droplets. The surfaces treated with multiple steps of decreasing energy produced a smoother surface with lower peak heights and a slightly higher increase in the hardness than the surface treated with only a single step. The hardening layer was also maintained during the later step treatment. The combined action of surface hardening and smoothing using multiple steps in waterjet treatment is useful in increasing the hardness and reducing the roughness of the surface.
|
| [14] |
Experimental study on water cavitation peening technology to 50Mn, Master thesis ,50Mn空化水喷丸强化技术的研究 , |
| [15] |
Basic research on the theory and application of ultra-high pressure water jet, PhD thesis ,超高压水射流理论与应用基础研究 ,
高压、超高压水射流在石油工程 中的应用越来越受到人们的广泛重视,超高压射流是近年来发展起来的一种新技术,超高压射流流动规律的系统研究在国内外几乎还是空白。本论文使用理论分析、 数值模拟和实验研究等手段,全面系统的研究了超高压射流的流动规律和水力参数,成功地解决了高压、超高压射流水力破岩参数优选的关键问题,首创了一种高效 清洗水泥堵塞油管新技术,实验室研究和现场试验取得了突破性进展。 根据流体力学基本原理采用大涡模拟方法、高雷诺数K-ε方程和Simple算法,分析了单喷嘴及组合喷嘴超高压淹没射流喷嘴出口的射流和井底流场结构特 性,模拟的射流和速度为200-450m/s。模拟计算表明,超高压射流结构具有自模性和相似性;超高压射流等速核长度为8-10倍喷嘴直径,超高压射流 撞击井底流场由自由射流区、冲击区、漫流区、旋涡区和返流区组成:倾斜喷嘴射流井底漫流层变厚,有利于清洗岩屑。 利用射流动力学原理,对常用锥形喷嘴射流破碎岩石规律进行了实验研究。实验结果表明,锥形喷嘴射流冲蚀岩石的最优喷距应超过等速核长度,一般为7-12倍 喷嘴直径:射流冲蚀岩石的最优喷距还与喷嘴入口锥角及内流道圆柱段长度有关,与冲蚀时间无关,入口锥角为60°,圆柱段长度为2倍喷嘴直径的喷嘴和入口锥 角为13°30,圆柱段长度为5倍喷嘴直径的喷嘴冲蚀岩石效果较好。 在前人研究基础上,分析了水力破岩和水力与机械联合破岩原理及有关参数的影响规律,设计制作了水力与机械联合破岩模拟钻头,实验测试了射流压力、旋转速度 等参数对破岩效果的影响。实验结果表明,在相同条件下,超高压射流钻头比常规机械钻头破岩效率提高2~3.6倍。 在系统研究高压、超高压射流特性和水力破岩规律的基础上,首创了利用超高压水射流清洗水泥堵塞油管和MTC堵塞钻杆新技术,并设计制造了专用工具和设备。 该技术在胜利油田孤东采油厂、胜利油田钻井二公司等单位地面现场实验,取得了极大成功,现已清洗堵塞油管68000多米,平均清洗速度38米/时,清洗堵 塞钻杆2500米,平均清洗速度达28.5米/时,为油井井下破岩提供了一种高效新技术,开辟了超高压射流新技术的研究和应用领域。
|
| [16] |
Deformation modes in stainless steel during laser shock peening ,
In order to study the deformation mechanisms during ultrahigh strain rate deformation of face centered cubic metals, laser shock peening of a 304L stainless steel is systematically investigated. Two deformation modes—microtwins and microbands—and their interrelationship during high strain rate deformation are discussed in detail. Transmission electron microscopy and selected area electron diffraction are employed to study the deformation modes. It is found that twinning takes place even when the shock pressure is much less than the critical twinning stress in stainless steels. Theoretical critical twinning stress is not the only criteria to decide the deformation modes of twinning or slip. The formation of twinning and slip can be affected by the factors such as loading profile, loading stress/strain rate, stacking fault energy, grain sizes, and cell substructures. Factors that influence twin-slip transition in shock loading are discussed. The formation of dislocation structure is compared with those predicted using 3D dislocation dynamic simulation.
|
| [17] |
Laser-shock processing effects on surface microstructure and mechanical properties of low carbon steel ,
The effects of laser-shock processing (LSP) on the microstructure, microhardness, and residual stress of low carbon steel were studied. Laser-shock processing was performed using a Nd:glass phosphate laser with≈600 ps pulse width and up to 120 J pulse energy at power densities above 10 12 W cm 612 . The effects of shot peening were also studied for comparison. Laser-shock induced plastic deformation caused the surface to be recessed by≈1.5 μm and resulted in extensive formation of dislocations. Surface hardness increased by up to 80% after the LSP. The microstructure and mechanical properties were altered up to≈100 μm in depth. The LSP strengthening effect on low carbon steel was attributed to the presence of a high dislocation density. Shot peening resulted in a relatively higher compressive residual stress throughout the specimen than did LSP.
|

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}