
吴伟刚 , 张敏
, 张敏
WU Weigang, ZHANG Min
中图分类号: TG113
文章编号: 1005-3093(2016)05-0372-07
通讯作者:
收稿日期: 2015-09-30
网络出版日期: 2016-05-25
版权声明: 2016 《材料研究学报》编辑部 《材料研究学报》编辑部
基金资助:
展开
摘要
以TiNi和NiCrMo为双过渡层焊接材料, 对TA1/X80复合板进行了熔焊对接实验, 利用OM、SEM、EDS及XRD等检测实验对接头组织构成、微观形貌、成分、相组成及力学性能进行了研究。结果表明, TA1/TiNi焊缝以等轴晶组织穿插连接, 从TA1侧到TiNi侧, Ti元素在界面处急剧降低, Ni元素缓慢升高; TiNi/NiCrMo焊缝以树枝状组织相互延伸并交织在一起, 在界面处形成了宽约40 μm的过渡带; 从过渡带TiNi侧到NiCrMo侧, Ti元素急剧降低, Ni元素先降低后又升高, Cr、Mo元素逐渐升高; NiCrMo/X80焊缝以点状或针状组织相互渗透连接, 从NiCrMo侧到X80侧, Fe元素急剧升高, Ni、Cr急剧降低。TiNi焊缝与NiCrMo焊缝均生成了一定数量的脆性相, 并导致接头强度、塑韧性低于母材区。
关键词:
Abstract
Fusion weld of TA1/X80 composite plate was carried out by taking foils of TiNi, and NiCrMo as the double transition layer weld material. Then the microstructure, morphology, chemical and phase composition and mechanical properties of the weld metal were characterized by means of metallography, SEM, EDS, XRD. Results revealed that the weld seam with TA1/TiNi weld metal exhibited a microstructure with equiaxed grains, and the Ti content drastically descended along a line from TA1 side to TiNi side while Ni content gradual increases. The weld seam with TiNi/NiCrMo exhibited a dendritic microstructure and there existed a 40 μm wide transitional zone, and the Ti content rapidly reduced along a line from TiNi side to NiCrMo side, while Ni content decreased first and then restored, but Cr and Mo increased gradually. The weld seam of NiCrMo/X80 showed a mixed grain- and acicular-like microstructure, and the Fe content increased sharply at the interface. while the Ni content and Cr content reduced dramatically along a line from the NiCrMo side to the X80 side. The strength and toughness of welded joint are lower than that of the base metal area due to that there existed a certain number of brittle phases in the weld seams with TiNi and NiCrMo.
Keywords:
随着能源需求的不断增长, 长距离油气运输已成必然, 高强、高韧、大口径已成为油气管道发展的方向, 但油气泄漏事故不断增多, 油气管道的耐腐蚀性更引起了人们的关注[1, 2]。近年来, 国内外管道腐蚀开裂频发, 造成了极大的经济损失, 采取有效的管道防腐措施, 防止其开裂可减少油气泄漏事故, 延长管道寿命, 更可挽回近千亿元的年损失[3]。不锈钢、钛合金等已被应用于石油、化工等防腐设备中, 但不锈钢或钛合金管道成本过高, 钛-管线钢双金属复合管集钛、钢优点于一身, 极好地解决了该问题。
由于Ti和Fe的热物理性差异较大, 钛-管线钢复合板熔焊对接时, 焊缝中极易形成大量硬脆的金属间化合物、低熔点共晶体及碳化物, 这使得其焊缝极易发生脆裂[4-6]。目前, 国内外钛-钢复合板多采用钛与钢互不直接相熔的方式焊接[7, 8], 但该方法难以在复合管焊接中应用。本文从熔化焊非均匀温度场出发, 剖析钛-钢冶金结合困难、复合板界面适配及组织匹配不佳等问题, 采用TiNi、NiCrMo为过渡层焊接材料, 进行了钛-钢复合板熔焊对接实验, 分析了焊接接头各层焊缝组织演变、成分变化特点, 剖析了过渡层焊缝物相, 得到了具有较好力学性能的复合板焊接接头, 为钛-管线钢复合板在油气管道上的应用提供了理论参考。
实验用母材为TA1-X80爆炸复合板, 尺寸为200 mm×180 mm×17 mm (TA1层3 mm、X80层14 mm), X80钢化学成分(质量分数/%)为: C 0.06, Si 0.24, Mn 1.57, P 0.33, S 0.005, Mo 0.29, Ni+Cu+Nb+V +Ti+B为0.24, 余量为Fe。实验用焊材为: 钛层Ti-Al-B焊丝, 直径1.2 mm, Al+B的质量分数为6.6%, 余量为Ti; 过渡层为: Ti-Ni和Ni-Cr-Mo焊丝, 直径分别为1.2 mm和1.6 mm, Ti-Ni焊丝化学成分(质量分数/%)为: C+N+O+H为0.092, Ni+Ti余量, Ni-Cr-Mo焊丝化学成分(质量分数/%)为: C 0.021, Si 0.26, Mn 0.23, P 0.004, S 0.002, Cr+Mo+Fe+Cu+Nb+Ti为36, Ni余量; 钢层焊接材料为: YC-GX80焊丝, 化学成分(质量分数/%)为C≤0.08, Si ≤0.40, P≤0.004, S≤0.01, Mn+Mo 1.90~2.45, 余量为Fe。
母材焊前、焊后均不进行热处理, 坡口形式及焊缝结构见图1a[9, 10], 从Ⅰ到Ⅳ逐层焊接, Ⅰ层用Ti-Al-B焊丝焊接, Ⅱ层用Ti-Ni焊丝焊接, Ⅲ层用Ni-Cr-Mo焊丝焊接, Ⅳ层用YC-GX80焊丝焊接。焊接试验采用Nebula400数字化逆变焊机, 钛层、近钛层及近钢层均采用TIG焊, 焊接电流分别为: 90~95 A、110~115 A、120~125 A, 钢层采用CO2气体保护焊, 焊接电流为170~180 A。
图1 坡口形式及冲击试样尺寸
Fig.1 Weld groove type and structure of weld joints (a) (Ⅰ-weld seam of Ti-Al-B,Ⅱ-weld seam of Ti-Ni,Ⅲ-weld seam of Ni-Cr-Mo,Ⅳ-weld seam of YC-GX80) and dimension of impact specimen (/mm) (b)
母材区金相(OM)、SEM、EDS及硬度测试采用同一试样, 试样在焊板母材处沿板厚切取, 母材区拉伸、冲击及弯曲试样在焊板边缘处沿焊缝方向切取。接头OM、SEM、EDS及硬度测试采用同一试样, 取样位置垂直于焊缝截面, 焊接接头拉伸、冲击及弯曲试样取样位置垂直于焊缝截面。母材区与焊接接头同类实验试样尺寸相同, 拉伸试样为标准板状拉伸试样, 试样厚度为TA1层1 mm、X80层7 mm, 冲击试样尺寸见图1b, 试样厚度为TA1层1.5 mm、X80层8.5 mm, 弯曲实验采用标准三点弯曲试样, 根据相关标准试样尺寸为120 mm×20 mm×8 mm, 试样TA1与X80层厚度分别为1 mm和7 mm。
金相、扫描分析及硬度测试实验分别在OLYMPUS -GX71、AMRAY-1000B、TUKON2100B试验机上进行。接头拉伸、冲击及弯曲实验分别在HT02402万能拉伸试验机、JB-300B冲击试验机及WE-10型液压万能材料试验机上进行。
图2为TA1-X80复合板焊接接头母材区(a)及焊缝区(b, c, d)微观组织。
图2 母材区及焊缝各层OM像
Fig.2 OM images of base metal (a) and different layers of weld seam (b, c, d), (a) interface of TA1-X80 of welded joint, (b) interface of TiAlB and TiNi weld seam, (c) interface of TiNi and NiCr weld seam, (d) interface of NiCe and YC-GX80 weld seam
由图2a可看出母材区界面呈鱼眼状波形形貌, 这与双金属爆炸复合板界面结合形态一致, 波形沿爆炸波方向呈规则的周期性排列, 波长约600 μm, 波形界面靠近Ti一侧有明显的过渡层(图中白色区域), 过渡区内部存在有黑色块状物, 由图可看出该黑色块状物极易被腐蚀。X80钢一侧组织沿着波形方向相互交织且呈流线状分布, 这是X80钢基体的针状铁素体组织[11]在爆炸产生的巨大应力作用下组织发生了变形, 晶粒被拉长而形成流线状形貌[12]。Ti一侧原本的等轴晶粒在爆炸复合和焊接过程中转变为次生α相和残余β相的混合体, 在光学显微镜下观察时发暗, 初生α相则呈发亮的颗粒[13]。
由图2(b, c, d)可看出, TiAlB、TiNi、NiCrMo及YCGX80四层焊缝界面结合均较好, 组织都存在有一定的过渡区域, 每个过渡区两侧的组织相互穿插、交织在一起, 整个焊缝过渡平缓。由图2b可看出TiAlB焊缝组织以Ti的α、α-Ti或γ相为基体, 界面上均匀分布着针状或片状含Ti、B相(TiB、TiB2), 与其相连的TiNi焊缝组织主要为较粗大的等轴晶, 多呈五边形, 边长在50-80 μm之间, 等轴晶内部分布有较多的弥散颗粒, 等轴晶晶界交汇处分布有一定数量的黑色点状物, 其可能为Ni在γ-Ti中形成的化合物。图2c显示, TiNi焊缝在靠近NiCrMo一侧变得较为细小, 呈不规则多边形或宽10 μm、长100 μm的条状, 条状组织以树枝状形式延伸到NiCrMo焊缝, 与NiCrMo焊缝交织在一起, 该界面NiCrMo组织多为点状或细条状铁素体。由图2d可看出NiCrMo焊缝与钢层焊缝完全交错在一起, 组织大小与形貌相差不大, 均为针状铁素体(多为50 μm长), 钢焊缝还有少量粒状珠光体及黑色点状碳化物。由上分析可知过渡层焊缝在靠近下一道焊缝处变得细小, 这是由于后焊过程造成已焊焊缝重熔, 且后焊过程会有一定数量的合金元素扩散到前一道焊缝中, 增加重熔部分的形核质点, 细化了该部分焊缝。
(1) 母材区
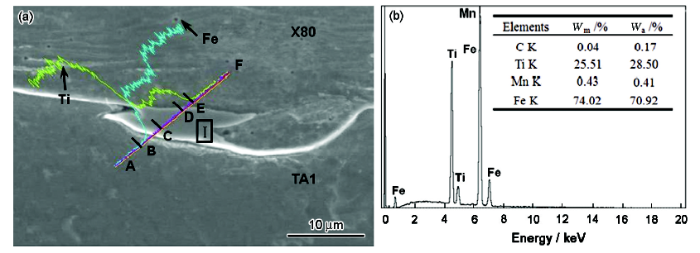
图3为焊接接头母材区微观组织形貌及Ⅰ区EDS测试结果。图3a为母材区鱼眼状组织形貌, 由图可看出钛、钢界面结合良好, 未出现裂纹或缺陷, 鱼眼状近Ti侧有一光亮区(呈线状分布), 光亮线与Ti侧存在1 μm宽的过渡带, 过渡带组织形貌较两侧粗大, 呈细条状交错分布。鱼眼状尾部有微量黑色孔坑, 这是由于在爆炸过程中鱼眼状结合区应力较大[14], 制样过程中由于应力腐蚀而形成。图3a线扫描结果显示, 复合板界面元素分布可分为5个区域。AB段为纯钛区, 从B到C, Ti元素逐渐降低, Fe元素逐渐升高, 由此可见, 钢一侧Fe元素最远可扩散到了B处。CD过渡区Fe、Ti元素含量较为稳定, Fe元素含量约为Ti元素的2倍。DE区间Ti元素继续降低, Fe元素继续升高, EF区间Ti元素不在变化, 即Ti向钢一侧的最大扩散区到E处。图3b表明, 鱼眼状过渡区内部主要化学成分为Ti和Fe, Fe含量约为Ti含量的3倍左右, 该过渡区主要为FeTi及Fe2Ti等脆性化合物。
图3 接头母材区界面SEM形貌及EDS元素分布(Wm-重量百分比, Wa-原子百分比)
Fig.3 SEM morphology (a) and EDS elements distribution curves (b) of base metal zone of welded joint for region I in Fig.a (Wm-mass fraction, Wa-atomic fraction)
(2) 焊缝区
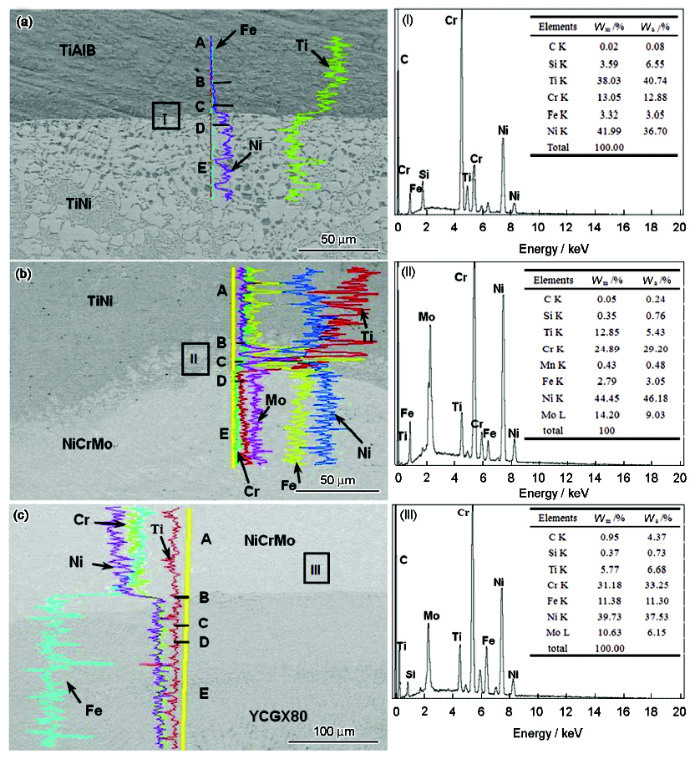
图4为焊接接头各层焊缝界面微观组织形貌及合金元素分布。
图4 焊缝不同区域SEM形貌、EDS元素分布及含量(Wm-重量百分比,Wa-原子百分比)
Fig.4 SEM morphologies and EDS elements distribution curves and contents of different zones of weld seam, (a) interface of TiAlB and TiNi weld seam and its EDS elements distribution curves (Ⅰ), (b) interface of TiNi and NiCr weld seam and its EDS elements distribution curves (Ⅱ), (c) interface of NiCe and YC-GX80 weld seam and its EDS elements distribution curves (Ⅲ)
由图4a可看出, TiAlB与TiNi焊缝界面呈细线状, TiAlB焊缝在远离界面处呈无规则分布的交织片状组织, 片状晶粒上分布有密集的点状物, 靠近界面处为交错分布的针状组织。TiNi焊缝在靠近界面处组织呈不规则的等轴状且与近界面处的TiAlB焊缝针状组织交错。TiNi焊缝在远离界面处呈现黑、白相间的粗大等轴晶, 随着离界面距离的增加, 黑色晶粒变大, 白色晶粒逐渐变小。图4Ⅰ显示, 白色晶粒化学成分除了基体Ti、Ni, 还有部分由NiCrMo焊缝扩散过来的Cr, 晶界间的黑色块状物即由此而来[15]。从图4a线能谱测试结果可看出, 两侧焊缝主要合金元素为Ti和Ni, 从B点到C点Ti元素逐渐降低, Ni元素逐渐升高。
图4b显示, 近NiCrMo侧的TiNi焊缝组织处已全呈黑色, 线能谱测试结果可看出, 该区域主要成分为Ti、Ni、Cr及微量的Mo、Fe。TiNi焊缝与NiCrMo焊缝界面为一宽度约40 μm的过渡带(BD段), BC段组织由黑色块状TiNi晶粒和白色块状NiCrMo晶粒无规则交错分布, 由C到D白色块状物逐渐变得小而密集, 黑色块状物逐渐变得小而稀疏, 图4Ⅱ显示, 黑色块状物主要化学成分为Ni、Cr、Mo、Ti。线能谱测试结果显示B点到D点Ti元素逐渐减少, Ni元素先降低后升高, 在C点降至最低, Cr元素在BC段增加较快, 在CD段增加速度减慢, Mo与Fe在整个区间变化不大。对比图4Ⅰ可看出, 由TiAlB/TiNi界面到TiNi/NiCrMo界面, Ni含量逐渐升高, Ti含量逐渐降低, 组织逐渐细化。
由图4c可知, NiCrMo/YCGX80焊缝界面两侧焊缝均由针状、细条状组织构成, 可推知该界面两侧焊缝主要由铁素体、贝氏体和少量粒状珠光体组成[16]。图4Ⅲ点能谱测试结果显示, 靠近YCGX80的NiCrMo焊缝主要化学成分为Ni、Cr、Fe及Mo。线能谱测试结果显示, AB段焊缝主要成分为Ni、Cr、Fe及少量Ti, BC段虽然组织无明显变化, 但成分变化较大, Ni、Cr含量降低, Fe元素含量升高, CD段为两焊缝交界区, 该区Ni、Cr含量急剧降低, Fe元素含量急剧升高, 到D点以后保持稳定。
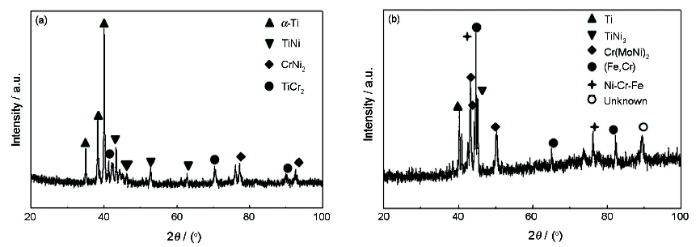
图5(a、b)分别为接头TiNi层和NiCrMo层的XRD检测结果。
图5 焊缝过渡区的XRD谱
Fig.5 XRD patterns in different layers of weld seam, (a) TiNi weld layer, (b) NiCrMo weld layer
由图5a并结合TiNi焊缝能谱测试结果可知, 该焊缝区主要为α-Ti及TiNi相。结合近NiCrMo侧的TiNi焊缝能谱检测结果可知, NiCrMo熔焊过程中部分Cr扩散(溶解)到了TiNi焊缝, Cr与大量Ni在高温下发生共晶反应[17], 生成CrNi2相, 在随后的凝固过程中保留在了焊缝中。此外, Cr属于Ti的慢共析元素, 在β-Ti中Cr与Ti形成TiCr2共析产物, 并保留下来。
能谱测试结果已表明近结合TiNi侧的NiCrMo焊缝合金元素主要为Ni、Cr、Mo、Ti及微量Fe, 由于Ni、Cr、Mo、Fe即使在高温下也是微溶于Ti中, 所以该区域中依然存在有一定量的Ti单质。由NiCrMo焊缝线扫描结果已知, 该焊缝层成分较为稳定, 仅在两侧的极小范围内发生变化, 点能谱分析结果已表明该区域Ni含量约为Ti含量的8倍左右, 由Ti-Ni二元合金相图可知, 在1400℃左右, 该成分会生成一定量的TiNi3化合物, XRD测试结果可看出该焊缝还有一定量的Cr(MoNi)2、(Fe, Cr)及NiCrFe化合物[18]。
表1所示为焊接接头拉伸、冲击及弯曲实验结果。在拉伸实验中试样从焊缝中心断裂, 且钛层先起裂, 在冲击实验与弯曲实验中, 试样的钛层与钢层均发生了剥离, 这是由于TA1与X80的物理性能差距较大所致。
表1 焊接接头力学性能
Table 1 The tensile, impact and bending test result of welded joint
| Test location | Tensile strength Rm /MPa | Yield strength Rel /MPa | A /% | Z /% | Impact energy Akv (J)/25℃ | Bending strength and bending angle (MPa/°) | |
|---|---|---|---|---|---|---|---|
| Normal bend | Root bend | ||||||
| Base metal | 715.4 | 693.5 | 11.5 | 49 | 188 | 1441/110 | 1332/57 |
| Weld seam | 501.1 | 389.1 | 9.5 | 34 | 35 | 1250/97 | 843/47 |
由表1可看出母材区拉伸、屈服及弯曲强度和塑、韧性均高于焊接接头。一方面这是由于焊缝区TiAlB、TiNi及NiCrMo层组织均比较粗大, 导致接头焊缝力学性能低于母材区。另一方面, TiNi及NiCrMo过渡层焊缝中均存在有大量的脆性化合物, 由金相实验结果可知, 该脆性相主要存在于晶界交汇处, 在实验过程中, 晶界处的这些脆性相将首先开裂, 过渡层厚度越大, 脆性相越多, 焊缝强度及塑、韧性将越低。由此可知, 在实验过程中要严格控制过渡层厚度。
表1呈现出一个较明显的特点即焊缝区冲击韧性较母材区相差甚远。
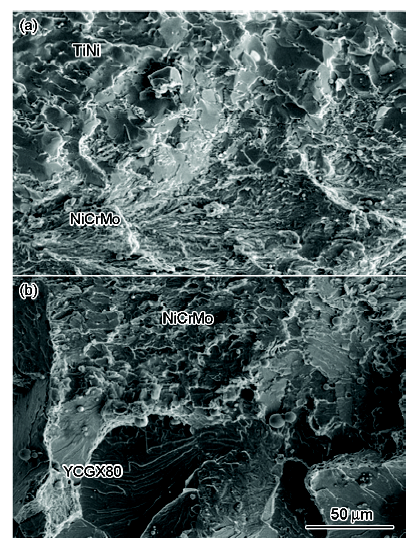
图6为焊接接头冲击试样断面扫描图。图6a近NiCrMo层的TiNi焊缝层冲击断口形貌显示, 该焊缝形貌为冰糖块花样状, 晶粒界面为光滑的小刻面状, 属于晶界脆断式沿晶断裂。这是由于TiNi焊缝晶界存在有一定数量的TiNi、Cr2Ni或TiCr2脆性相, 当晶界局部区域应力过大, 晶粒极易沿脆性相开裂, 这些脆性相化合物尺寸较大时, 断裂后界面便呈现出脆性相原始形貌。由图6a近TiNi层的NiCrMo焊缝层冲击断口形貌可看出, 该焊缝区形貌为河流状花样, 断面呈解理断裂, 这是由于该处焊缝晶体内部存在有较多的位错及Cr2Ni、TiNi3相, 在应力作用下, 晶粒沿解理面开裂, 不同层面的解理面之间相互贯穿形成台阶, 台阶相互汇合形成河流花样, 解理裂纹沿位向差异大的两晶粒贯穿时, 河流花样数量变多, 沿位向差异小的晶粒贯穿时河流数量变化不大[19]。
图6 接头过渡区断口形貌
Fig.6 Fractographies of in different layers of weld seam, (a) TiNi weld layer, (b) NiCrMo weld layer
由图6b近YCGX80侧NiCrMo断口形貌可看出, 该区域焊缝断面既有微孔聚集式穿晶断裂, 也有解理式断裂, 其断裂方式为一种复合式断裂机制。由YCGX80断口形貌可看出, 该断面呈等轴微坑式穿晶断裂, 这是由于焊缝在受应力作用时, 夹杂物或质点与基体材料存在有弹塑性差异, 形成显微空洞, 随着应力的逐渐变大, 空洞不断增多长大, 空洞聚集相连最终造成断裂。
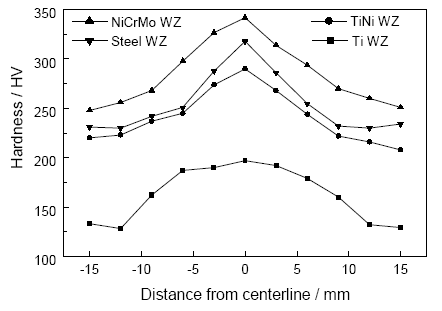
图7所示为接头横截面各层焊缝不同区硬度曲线。由图7可看出, 焊接接头横截面上NiCrMo焊缝层硬度最高, 钛层焊缝硬度最低, 钢层与TiNi层焊缝硬度差别不大, 此外, 各焊缝层硬度变化基本一致, 均是焊缝正中心硬度最高, 向两边依次降低并逐渐趋于稳定。由硬度测试结果也可证明, 在焊缝中心处存在有较多的脆硬相, 从而导致接头焊缝处力学性能低于母材处。
综上分析可知, 从钛层到钢层, 焊缝韧性逐渐提高, 结合复合板接头构成可知, 复合板焊接接头钢层焊缝质量对整个接头韧性起着决定性作用。
1. TA1/X80复合板采用TiNi/NiCrMo作过渡层焊接材料, 焊缝组织衔接良好, TA1与TiNi焊缝以等轴晶组织穿插连接, TiNi与NiCrMo焊缝以树枝状细条组织相互延伸并交织在一起, NiCrMo与X80焊缝以点状或针状组织相互渗透连接。
2. TA1/TiNi焊缝界面呈线状, 从TA1侧到TiNi侧, Ti元素在界面处急剧降低, Ni元素缓慢升高; TiNi/NiCrMo焊缝在界面处生成了一宽约40 μm的过渡带, 从过渡带TiNi侧到NiCrMo侧, Ti元素急剧降低, Ni元素先降低后又升高, Cr与Mo元素逐渐升高; NiCrMo/X80焊缝界面也较为模糊, 从NiCrMo到X80侧, Fe元素急剧升高, Ni与Cr急剧降低。
3. TiNi焊缝与NiCrMo焊缝均生成了一定数量的脆性相, 接头强度及塑韧性均低于母材区, 尤其是接头韧性较低。
The authors have declared that no competing interests exist.
| [1] |
Development and application of high-grade pipeline steel at home and abroad ,国内外高钢级管线钢的发展及应用 , |
| [2] |
China gas and gas pipeline industry ,我国的天然气及天然气管道工业 , |
| [3] |
Progress in public inquiry concerning corrosion in chinese industrial and natural environments ,中国工业与自然环境腐蚀调查的进度 , |
| [4] |
Welding technology of titanium steel composite Plate ,钛钢复合板焊接技术 , |
| [5] |
Effect of post-weld heat treatment on interface microstructure of explosively welded titanium-stainless steel composite ,
|
| [6] |
Effect of brazing parameters on microstructure and mechanical properties of titanium joints , |
| [7] |
Welding of TA2/Q235B titanium/steel composite plate ,TA2/Q235B钛钢复合板的焊接 , |
| [8] |
Design and manufacture of explosion-containment vessel made of Ti/Steel clad plate, Chin. J .钛/钢复合板密封爆炸容器的设计与制造 , |
| [9] |
Effect of activating fluxes on weld form in TIG welding of stainless steel and titanium Alloy ,TIG焊活性剂对焊缝成形的影响 , |
| [10] |
H, Effect of friction welding on characteristics of pure titanium/A5083 aluminum alloy joint , |
| [11] |
Correlation of microstructure and charpy impact properties in APIX70 and X80 Line-Pipe steel , |
| [12] |
Effect of temperature on microstructure and mechanical properties of (B+M/A) X80 pipeline steel with excellent deformability ,卷取温度对大变形(B+M/A)X80管线钢组织和性能的影响 , |
| [13] |
Variation in the reaction zone and its effect on the strength of diffusion bonded titanium-stainnless steel couple , |
| [14] |
Joining of titanium/stainless steel by expolosive welding and effect on interface, J . |
| [15] |
Effect of Cr addition on transformation and cyclic deformation characteristic of Ti-Ni shape memory alloy ,添加Cr对Ti-Ni形状记忆合金相变和低温形变特征的影响 , |
| [16] |
Microstructure and toughness of HAZ in X80 pipeline steel with high Nb content ,高NbX80管线钢焊接热影响区显微组织于韧性 , |
| [17] |
Effect of Ti addition on the microstructure of NiAl-Cr(Mo) eutectic alloy ,Ti含量对NiAl-Cr(Mo)共晶合金凝固组织的影响 , |
| [18] |
Microstructure and deposition mechanism of laser-hybrid plasma spraying NiCr-Cr3C2 coating ,激光复合等离子喷涂NiCr-Cr3C2喷涂的微观组织与沉积机理研究 , |
| [19] |
Hydrogen induced cleavage frature in Ti3Al and its mechanism ,Ti3Al金属间化合物氢致解理断裂及其机理 , |

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}