
张志超 , 李玉芳
, 李玉芳
ZHANG Zhichao, LI Yufang
中图分类号: TB331
文章编号: 1005-3093(2016)05-0355-10
通讯作者:
收稿日期: 2015-05-28
网络出版日期: 2016-05-25
版权声明: 2016 《材料研究学报》编辑部 《材料研究学报》编辑部
展开
摘要
采用有限元模拟方法研究了SiC纤维和SiC/Ti-6Al-4V复合材料的制备过程, 用正交实验分析技术计算了不同参数对SiC纤维残余应力和复合材料致密度及残余应力的影响规律。结果表明, 对于SiC纤维的制备过程, 降低沉积温度和C涂层厚度则WC反应层中的轴向热应力降低。对于复合材料的热等静压过程, 热等静压温度和包套厚度对复合材料致密度的影响较大, 热等静压时间和纤维体积分数对致密度的影响较小, 随着热等静压温度的升高和包套厚度的降低复合材料的致密度提高; 适当提高热等静压温度和纤维体积分数、降低包套厚度能大大增大基体的径向残余应力和适当提高热等静压温度和包套厚度、降低热等静压时间, 能大大降低基体的环向残余应力。建议热等静压温度为950-960℃, 热等静压时间为9 h, 包套的厚度为70-80 mm, 纤维的体积分数为45%-50%。SiC纤维增强钛基复合材料残余应力模拟结果与用拉曼光谱法测试的数值有一定的不同, 但是其变化趋势相近。
关键词:
Abstract
FEM calculation for the preparation process of SiC fiber and SiC/Ti-6Al-4V composite was carried out to investigate the effect of different processing parameters on the residual stress of the SiC fiber as well as the densification behavior and residual stress of the composite. The results show that, for the fabrication process of fibers, the axial thermal stress of the WC layer decreases with the decrease of deposition temperature and thickness of C layer. For the densification of composites, HIP temperature and sheath thickness have greater impact on the density, but HIP time and fiber volume fraction have smaller impact; with the increasing HIP temperature and decreasing sheath thickness, the density of the composite could be enhanced; the radial residual stress on the matrix greatly increases with the increase of HIP temperature and fiber volume fraction and decrease of sheath thickness appropriately; the hoop residual stress on the matrix greatly decreases with the increase of HIP temperature and sheath thickness, while decrease of HIP time appropriately. Finally the following processing parameters were recommended for preparation of SiC/Ti-6Al-4V composite with good quality: HIP temperature 950-960℃, HIP time 9 h and sheath thickness 70-80 mm and fiber volume fraction 45%-50%. FEM calculation results show some differences with those measured in the experiment for the residual stress of the composite, but with similar variation tendency.
Keywords:
SiC纤维增强钛基复合材料(TMCs)具有良好的比强度和比刚度, 在600-1000℃仍保持优异的抗疲劳性能和抗蠕变性能。与传统的航空材料相比, 使用钛基复合材料可大大减轻构件的重量(因为比重小)。例如用TMCs制备的高压压气机叶环重量可减轻70%以上[1]。因此, TMCs材料在航空航天领域具有广阔的应用前景。
应用热等静压成型技术加工的产品, 具有致密度高、均匀性好和成型性能优异等优点。钛基复合材料的制备过程, 主要包括纤维的制备、复合材料先驱丝的制备和热等静压致密成型。即先用化学气相沉积方法制备SiC纤维, 然后用磁控溅射方法在纤维上沉积一定厚度的钛合金基体得到先驱丝, 再用热等静压方法进行最终的成型和致密化。致密化过程是基体发生塑性变形、蠕变以及扩散等综合作用的结果, 热等静压的温度、时间、纤维体积分数和包套厚度对复合材料致密化过程及热残余应力都有重要的影响。
SiC纤维的强度和复合材料的致密化程度对复合材料的综合性能和后续的应用有重要的影响, 而复合材料的热残余应力对复合材料的断裂强度也有一定的影响。罗恒军[2]用ANSYS模拟分析了致密化过程中纤维排布方式、纤维体积分数以及热压参数(温度、时间)等因素对致密化的影响。Nimmer等[3-5], 发现金属基复合材料力学性能的不对称性是由于在复合材料中存在着很高的热残余应力。E.O.Akser[6]使用ABAQUS对SiC纤维增强钛基复合材料的热应力分布进行了有限元模拟, 发现材料从制备温度冷却下来产生热残余应力, 纤维的排布影响径向拉应力的位置, 残余应力改变了复合材料的应力分布。马志军[7]采用计算机模拟重点分析了基体材料性能对热残余应力的影响, 发现纤维和基体的热膨胀系数的差异是导致热残余应力的主要因素, 且屈服应力对环向热残余应力影响尤为明显。Lukasz Figiel[8]使用ABAQUS模拟SiC增强钛基复合材料的高温纵向疲劳行为, 估计了非线性范围内应力-应变的关系, 描述了复合材料的准静态拉力和蠕变效应。纤维尺寸比包套半径小很多, 因此采用平面应变模型, 本文也采用平面应变模型。SiC纤维的残余应力以及复合材料的致密度和残余应力对复合材料的应用影响较大, 系统评价纤维及复合材料的残余应力和致密度对复合材料的综合性能有重要的意义。本文使用大型有限元软件MSC.Marc探讨SiC纤维残余应力和热等静压制备SiC/Ti-6Al-4V复合材料的致密度及残余应力, 通过正交实验分析不同参数对SiC纤维残余应力和复合材料致密度及残余应力的影响。
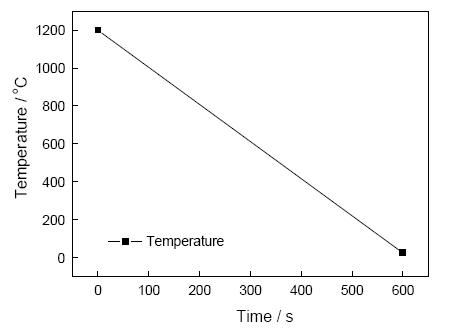
假设SiC纤维为界面结合良好的轴对称圆柱体, 有限元模型如图1所示, 边界条件是对称轴在径向的位移为零。模型初始应力为零, 给模型加上温度载荷(图2)。从图1可以看出, SiC纤维由内向外依次为W芯、W/SiC界面反应层、SiC层、C涂层。由于W/SiC界面反应层组成相当复杂, 各种物理参数很难测定, 此处假设W/SiC界面反应层弹性模量和热膨胀系数与WC的数值相当[9]。SiC纤维中的材料均假定为弹性材料, 表1列出了材料性能参数。
表1 材料性能参数[
Table 1 Material property parameters
| Material properties | W | WC | SiC | C | |
|---|---|---|---|---|---|
| Young's modulus E/GPa | 411 | 379 | 400 | 110 | |
| CTE α/(10-6℃-1) | 4.6 | 25℃ | 3.84 | 4.0 | 0.5 |
| 900℃ | 7 | ||||
| Poisson ratio ν | 0.28 | 0.23 | 0.17 | 0.23 | |
根据热等静压制备复合材料的实际工艺情况, 考虑到包套以及网格数目和计算时间的限制, 将复合材料先驱丝按比例放大得到有限元模型, 如图3所示。图中内部的2个同心圆中的内层表示SiC纤维, 外层和包套表示Ti-6Al-4V基体。假设在模拟过程中纤维与基体间的结合为完美结合, 所以将基体和纤维间连接方式设置为GLUE模式。将整个模型初始温度设置为25℃, 根据热等静压工艺在模型外边界施加压强和温度载荷作为边界条件(图4), 用来模拟热等静压过程。
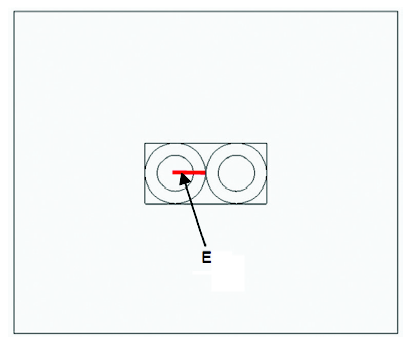
将先驱丝基体设置成8节点四边形单元, 包套和纤维皆为4节点四边形单元。由于纤维的长度远大于直径, 本文采用二维平面应变模型。随着热等静压的进行在基体和包套间形成了一个长度为L的接触面(图5), 该接触长度视为直线。先驱丝的直径为140 μm。在模拟过程中将纤维看做刚性材料, 其性能列于表2, 基体和包套为双线性强化弹塑性材料, 其弹塑性参数列于表3。
表2 SiC纤维材料性能[
Table 2 Material properties of SiC fiber
| Temperature/℃ | 25 | 200 | 400 | 700 | 900 |
|---|---|---|---|---|---|
| CTE α/(10-6℃-1) | 3.53 | 3.62 | 3.87 | 4.36 | 4.59 |
| Young's modulus E/GPa | 400(all temp.) | ||||
| Poisson ratio ν | 0.5(all temp.) | ||||
| Density ρ(kgm-3) | 2550(all temp.) | ||||
| Thermal conductivity (kgmm/(sK)) | 0.49(all temp.) | ||||
| Specific heat(mm2/(s2K)) | 680000(all temp.) | ||||
表3 Ti-6Al-4V基体和包套材料性能[
Table 3 Material properties of Ti-6Al-4V matrix and capsule
| Temperature/℃ | 23 | 200 | 400 | 600 | 800 |
|---|---|---|---|---|---|
| CTE α/(10-6℃-1) | 8.9 | - | - | - | 9.8 |
| Young's modulus E/GPa | 105.0 | 94.7 | 84.1 | 74.2 | 62.8 |
| Yield stress σy/MPa | 890.9 | 690.9 | 563.6 | 19.09 | 10.91 |
| Shear modulus H/GPa | 0.53 | 0.67 | 0.69 | 0.21 | 0.13 |
| Thermal conductivity (10-3kgmm/(sK)) | 6.6 | 9.1 | 12.6 | 17.5 | - |
| Specific heat (103mm2/(s2K)) | 565 | 574 | 649 | 770 | 959 |
| Poisson ratio ν | 0.34(all temp.) | ||||
| Density ρ(kgm-3) | 4440(all temp.) | ||||
使用中科院金属研究所研制的SiC纤维, 直径为100 μm, 表面涂有2-3 μm类石墨结构的 C涂层。应用磁控溅射技术将Ti-6Al-4V合金涂敷在SiC纤维表面, 制得SiC/Ti-6Al-4V复合材料先驱丝, 将其封装后再经热等静压制得复合材料棒状样品。考虑到影响因素较多, 采用正交实验分析不同参数对SiC纤维残余应力和复合材料致密度及残余应力的影响并进行工艺优化。
用JY-HR800型拉曼频谱仪来测量SiC纤维的残余应力, 激光波长为488 nm, 功率1.5 mW, 积分时间为180 s。测量纤维表面C涂层应变引起的拉曼吸收峰位移, 用以计算SiC纤维表面的微观区域的残余应力。将SiC纤维轴对称有限元模型的残余应力结果与激光拉曼实验进行比对以验证模型的可行性。
CVD-SiC纤维主要由β-SiC组成。在制备过程中W芯与SiC发生化学反应, 产生厚度约300 nm的界面反应层, 在反应层处有较大的残余拉应力; 在W/SiC界面反应层处产生高强度SiC纤维裂纹[10]。反应层的主要成分为WC, 后面称作WC层。在WC层易形成应力集中区, 使得SiC纤维容易在WC层处断裂, 因此分析WC层的平均轴向应力以判断对SiC纤维强度的影响。
考虑到不同因素间的干扰, 为了判断不同因素对WC层轴向热应力影响的大小, 设计4因素3水平的正交实验, 选择正交表L9_3_4, 其中沉积温度范围设置为1000、1100、1200℃; WC层厚度范围设置为0.4、0.8、1.2 μm; SiC层厚度范围设置为40、50、60 μm; C涂层厚度范围设置为1、2、3 μm。表4给出了正交实验下的WC层平均轴向热应力, 可见对WC层轴向应力影响最大的是沉积温度, 其次是C涂层厚度, 然后是SiC层厚度, WC层厚度对其影响最小。
表4 正交实验的WC层平均轴向热应力
Table 4 Average axial thermal stress of WC layer for orthogonal experiment
| Factor | Deposition temperature | WC layer thickness | SiC layer thickness | C layer thickness |
|---|---|---|---|---|
| Average value1/MPa | 798.929 | 986.001 | 993.842 | 967.442 |
| Average value2/MPa | 981.185 | 989.853 | 985.629 | 985.437 |
| Average value3/MPa | 1177.644 | 981.905 | 978.287 | 1004.879 |
| Range | 378.715 | 7.948 | 15.555 | 37.437 |
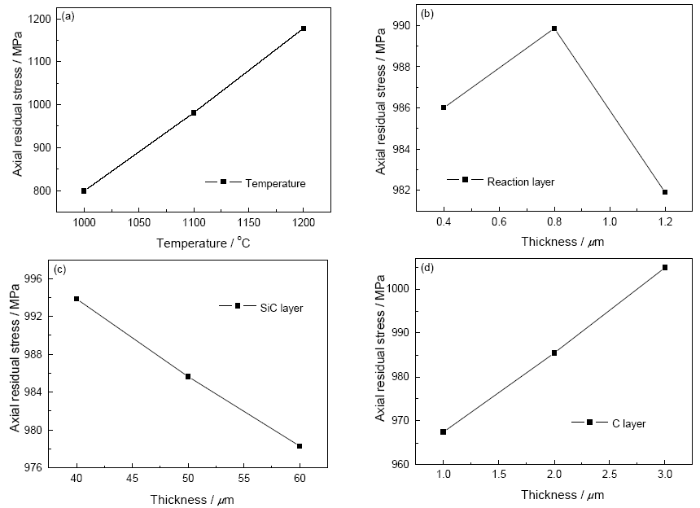
图6给出了SiC纤维参数对WC层轴向热应力的影响。可以看出: 随着沉积温度的提高WC层轴向热应力增加; 随着WC层厚度的增大轴向热应力有起伏, 但变化幅度很小; 随着SiC层厚度的增大WC层轴向热应力降低; 随着C涂层厚度的增大WC层轴向热应力增加。
图6 沉积温度, WC层厚度, SiC层厚度以及C涂层厚度等SiC纤维参数对WC层轴向热应力的影响
Fig.6 Effect of SiC fiber parameters on WC layer axial thermal stress (a) deposition temperature; (b) WC layer thickness; (c) SiC layer thickness; (d) C layer thickness
由此可见, 沉积温度对WC层的轴向热应力有显著的影响, 而在WC层处有最大的轴向拉应力, 纤维极易从此断裂。这表明, 沉积温度显著地影响着SiC纤维拉伸强度, 因为残余应力主要是由温度载荷造成, 使沉积温度的影响较大; 同时C涂层的热膨胀系数与其余材料相差较大, 因而C涂层厚度的变化对残余应力改变较大。因此, 为了提高SiC纤维的拉伸强度应该适当降低沉积温度和减小C涂层的厚度。
为了考察不同参数对复合材料致密度和残余应力的影响, 试验中设计4因素、5水平的正交实验, 选择正交表L25_5_6进行计算和分析。其中热等静压温度范围设置为935、940、945、950、955℃, 热等静压时间范围设置为3、6、9、12、15 h, 包套厚度范围设置为40、50、60、70、80 mm, 纤维体积分数范围设置为30%、35%、40%、45%、50%。
3.2.1 致密度 为了合理地描述复合材料的致密度, 引用相对接触长度L/d这一几何参数, 其中L为接触的长度, d为先驱丝的直径(图5)。致密度ρ的计算公式为
较高的致密度表明复合材料的致密化程度好。根据正交实验计算致密度, 结果列于表5。从极差可以看出, 热等静压温度和包套厚度对致密度影响较大, 热等静压时间和纤维体积分数对致密度影响较小。
表5 致密度正交实验结果表
Table 5 Density orthogonal experiment table
| Factor | HIP temperature | HIP time | Can thickness | Fiber volume fraction |
|---|---|---|---|---|
| Average value1 | 0.872 | 0.883 | 0.921 | 0.885 |
| Average value2 | 0.878 | 0.893 | 0.888 | 0.883 |
| Average value3 | 0.886 | 0.896 | 0.880 | 0.888 |
| Average value4 | 0.897 | 0.889 | 0.878 | 0.894 |
| Average value5 | 0.913 | 0.885 | 0.878 | 0.898 |
| Range | 0.041 | 0.013 | 0.043 | 0.015 |
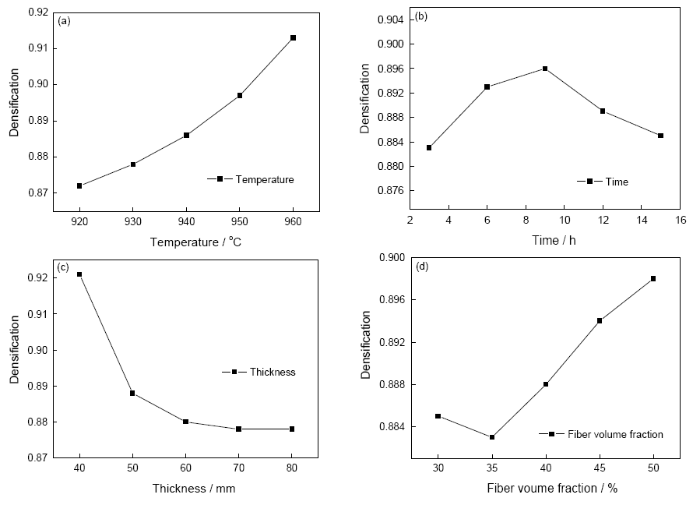
图7给出了热等静压参数对致密度的影响。可以看出, 随着热等静压温度的提高致密度提高, 说明高温加快了致密化过程的进行; 随着热等静压时间的延长致密度在9 h有最大值, 但总体变化幅度不大; 随着包套厚度的减小致密度增大, 在低包套厚度时致密度明显增大。这意味着较小的包套厚度加快了致密化过程的进行, 尤其是厚度小于50 mm时致密度明显提高; 随着纤维体积分数的增加致密度在体积分数为35%时略有降低, 但是随后继续提高, 说明较高的纤维体积分数使致密度增加。罗恒军[3]使用ANSYS软件分析发现, 较高的纤维体积分数使致密化过程变得困难, 与本文的模拟结果一致。这表明, 致密化程度主要受热等静压压强和温度的影响, 而热等静压的压强一般不变, 较小的包套厚度能降低压强传递的损耗, 较高的热等静压温度可以加快致密化进程的进行。因此, 适当地增加热等静压温度和降低包套厚度能显著的提升致密度。
图7 温度, 时间, 厚度以及纤维体积分数等热等静压参数对致密度的影响
Fig.7 Effect of HIP parameters on densification (a) temperature; (b) time; (c) thickness; (d) fiber volume fraction
3.2.2 残余应力 热残余应力对复合材料力学性能的影响非常复杂, 且一般不直接发生作用, 而是通过其它条件产生影响。例如在循环疲劳载荷作用下, 热残余应力的加入使疲劳裂纹所承受的实际载荷比大于施加的载荷比, 且经过一定的循环载荷后热残余应力发生松弛, 界面剪切摩擦力下降, 进一步加速了疲劳裂纹的扩展速度, 降低了复合材料疲劳寿命。另外, 热残余应力对复合材料的屈服强度、压缩强度以及横向拉伸性能也有不同程度的影响。环向残余应力分布云图中纤维处为压应力, 基体处为拉应力且最大值靠近界面处[12]。在有限元模型的纤维中为压应力, 基体中为拉应力且最大值靠近界面处[13]。在横向载荷的作用下, 应力突变点将导致裂纹萌生和界面脱粘[14]。基体热残余应力的减小能提高Ti基复合材料的疲劳寿命[15]。张旭[16]用ANSYS分析得到基体的径向平均残余压应力为-36 Mpa左右, 基体的环向平均残余拉应力为152 Mpa左右。
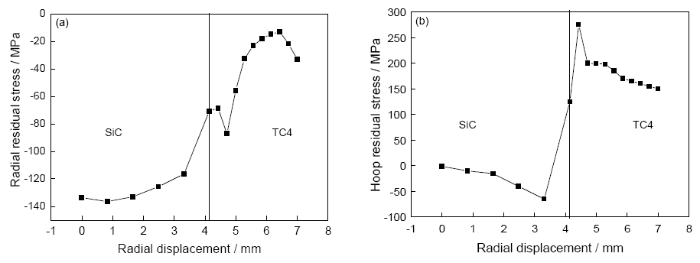
图8给出了图3中路径E的径向、环向残余应力分布曲线图。路径E贯穿纤维和基体, 表现出从纤维到基体的应力变化情况。可以看出, 先驱丝里的SiC纤维的径向和环向残余应力处于压应力状态。Ti基体的径向残余应力处于压应力状态, 环向残余应力处于拉应力状态, 其中最大拉/压应力位于靠近界面的基体区域F点附近(图3), 径向残余压应力约为-80 MPa, 环向残余拉应力约为275 MPa。
图8 路径E的径向和环向残余应力分布曲线图
Fig.8 Residual stress distribution curve of on path E (a) radial; (b) hoop
径向热残余应力的大小直接影响复合材料中纤维和基体间的界面剪切强度[17]。热残余应力的大小随着温度变化明显, 所以界面剪切强度也会受温度变化的影响, 进而影响复合材料的高温力学性能。基体在热等静压结束时产生径向残余压应力, 较大的径向残余压应力有利于防止纤维脱粘。
采用正交实验对基体F点的径向残余应力进行分析, 应力值取绝对值, 结果如表6所示。纤维体积分数对径向残余应力的影响较大, 其次是包套厚度和热等静压温度, 热等静压时间的影响较小。
表6 F点径向残余应力正交实验结果表
Table 6 F-point radial residual stress orthogonal experiment table
| Factor | HIP temperature | HIP time | Can thickness | Fiber volume fraction |
|---|---|---|---|---|
| Average value1/MPa | 98.165 | 102.415 | 160.275 | 75.131 |
| Average value2/MPa | 115.972 | 118.780 | 127.898 | 97.289 |
| Average value3/MPa | 122.139 | 133.557 | 116.792 | 125.420 |
| Average value4/MPa | 128.149 | 130.117 | 113.262 | 146.759 |
| Average value5/MPa | 155.747 | 135.303 | 101.945 | 175.574 |
| Range | 57.582 | 32.888 | 58.330 | 100.443 |
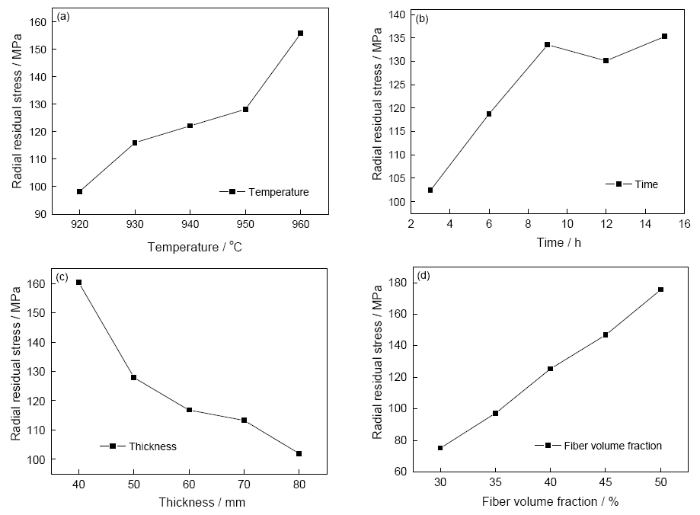
图9给出了热等静压参数对径向残余应力的影响。可以看出, 径向残余应力随着热等静压温度、热等静压时间和纤维体积分数的增加而增加, 且与包套厚度成反比。其中纤维体积分数对径向应力影响最大, 提高纤维体积分数能有效提高径向残余应力。较高的径向应力能提高复合材料的结合强度, 热等静压温度和包套厚度也对径向残余应力有显著的影响。因此适当的增加热等静压温度和纤维体积分数、降低包套厚度, 能大大增大基体的径向残余应力。
图9 温度, 时间, 厚度以及纤维体积分数等等热等静压参数对径向残余应力的影响
Fig.9 Effect of HIP parameters on radial residual stress: (a) temperature; (b) time; (c) thickness; (d) fiber volume fraction
当复合材料中纤维间距较小时, 基体在热等静压结束时会产生环向残余拉应力[18]。当环向应力超过基体的断裂强度时在基体中出现径向裂纹并会导致基体开裂采用正交实验对基体F点的环向残余应力进行分析, 得到如表7所示的环向残余应力结果。热等静压温度和时间对环向残余应力的影响最大, 其次是包套厚度, 纤维体积分数的影响最小。
表7 基体F点环向残余应力正交实验结果表
Table 7 F-point hoop residual stress orthogonal experiment table
| Factor | HIP temperature | HIP time | Can thickness | Fiber volume fraction |
|---|---|---|---|---|
| Average value1/MPa | 262.096 | 193.320 | 247.252 | 232.807 |
| Average value2/MPa | 244.531 | 225.072 | 244.391 | 233.402 |
| Average value3/MPa | 226.111 | 229.351 | 237.901 | 230.886 |
| Average value4/MPa | 224.497 | 244.647 | 233.652 | 224.659 |
| Average value5/MPa | 191.201 | 256.047 | 218.472 | 226.683 |
| Range | 70.895 | 62.727 | 28.780 | 8.743 |
图10给出了热等静压参数对环向残余应力的影响。图10表明, 环向残余应力随着热等静压温度、包套厚度和纤维体积分数的增加而降低, 且与热等静压时间成正比。热等静压温度和时间对环向残余应力的影响最大。较高的热等静压温度和较低的热等静压时间能显著降低环向残余应力, 较低的环向应力能降低复合材料开裂的可能性, 提高复合材料的强度。因此适当提高热等静压温度、增大包套厚度、降低热等静压时间能大大降低基体的环向残余应力。
图10 温度, 时间, 厚度以及纤维体积分数等热等静压参数对环向残余应力的影响
Fig.10 Effect of HIP parameters on hoop residual stress (a) temperature; (b) time; (c) thickness; (d) fiber volume fraction
综合致密度和残余应力分析结果, 致密度和残余应力随着热等静压温度的提高而优异, 建议热等静压温度为950-960℃; 热等静压时间对径向残余应力影响较小, 对致密度和环向残余应力影响较大, 建议热等静压时间为9 h; 包套厚度对致密度影响最大, 建议包套的厚度为70-80 mm; 纤维体积分数对径向残余应力影响较大, 建议纤维体积分数为45%-50%。
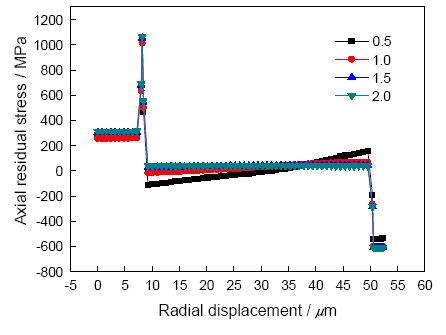
为了验证有限元模型的可行性, 将SiC纤维轴对称有限元模型的残余应力结果与激光拉曼实验进行比对, 如图11和图12所示。从图11可以看出, 长径比小于1.5时在W芯处为拉应力, 在反应层WC处为拉应力; 靠近芯部的SiC层为压应力, 随着纤维直径的增大压应力减小, 超过36 μm时变为残余拉应力; 表面碳涂层处于残余压应力状态。随着长径比的增大W芯的拉应力增加, 靠近芯部的SiC层残余压应力减少, 靠近C涂层的SiC层残余拉应力降低, 长径比为1.5和2时SiC层的应力基本上是均匀的。
图11 长径比不同的轴对称模型中间面轴向应力沿径向的分布曲线
Fig.11 Axial stress distribution curve along radial direction on the middle surface of symmetric model with different aspect ratio
图12 用激光拉曼法测量SiC残余应力沿径向的分布曲线
Fig.12 SiC residual stress distribution curve along radial direction measureed by Laser Raman
由图12a(长径比为0.5)可以看出SiC层残余应力的分布趋势: 靠近芯部为残余压应力, 随着纤维直径的增大压应力减小, 超过35 μm时变为残余拉应力。因为激光拉曼法测量的是纤维表面, 也是自由面, 因此模拟结果与实验结果趋势相同。
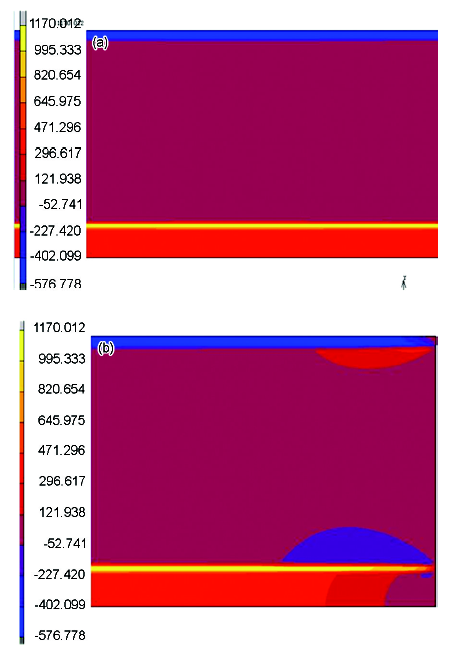
从图13可以看出, 此时残余应力在模型中间段(图13a)分布均匀, 在两端的端部(图13b)发生变化。端部残余应力由均匀部分向端面递减, 端部应力变化段长度大约为纤维半径长度。因为端部的表面为自由面, 没有位移约束, 发生非均匀变形, 所以端部的残余应力出现非均匀分布, 但这不是纤维主要的应力分布。由图11可知, 长径比达到1.5时中间段残余应力分布已趋于均匀, W芯、WC反应层、SiC层均处于拉应力状态, 且WC反应层的拉应力最大, C涂层处于压应力状态, 端部残余应力呈不均匀分布。
图13 SiC纤维中间段和端部的残余应力分布云图
Fig.13 Residual stress distribution of SiC fiber (a) nmiddle, (b) end
1. 使用有限元软件Marc探讨SiC纤维的残余应力和热等静压制备SiC/Ti-6Al-4V复合材料的致密度和残余应力, 表明制备参数对SiC纤维的残余应力和复合材料的致密度及残余应力有重要的影响。沉积温度和C涂层厚度对SiC纤维中WC反应层的轴向热应力影响明显, 随着沉积温度和C涂层厚度的增加WC层的轴向热应力增加。为了提高SiC纤维的拉伸强度, 应该适当降低沉积温度和C涂层厚度。
2. 热等静压温度和包套厚度对复合材料致密度的影响较大, 热等静压时间和纤维体积分数对致密度的影响较小, 随着热等静压温度升高、包套厚度降低复合材料的致密度提高。建议热等静压温度为950-960℃, 热等静压时间为9 h, 包套厚度为70-80 mm, 纤维体积分数建议为45%-50%。
3. 轴对称有限元模型与激光拉曼实验的对比分析表明, SiC纤维残余应力的模拟结果与实验结果的变化趋势相同。
The authors have declared that no competing interests exist.
| [1] |
Metal matrix composites for aeroengines , |
| [2] |
Recent progress in SiC fibre reinforced titanium matrix composites ,SiC纤维增强钛基复合材料研究进展 , |
| [3] |
Fiber-matrix interface effects in the presence of thermally induced residual stress , |
| [4] |
Factors affecting the transverse tensile strength of unidirectional continuous silicon carbide fiber reinforced 6061 aluminum ,
|
| [5] |
Micromechanical analysis of layered systems of MMCs subjected to bending effects of thermal residual stresses , |
| [6] |
Finite element analysis of the stress distribution in a thermally and transversely loaded Ti-6Al-4V/SiC fibre composite , |
| [7] |
Effect of matrix material properties on thermal residual stresses of titanium matrix composites ,基体材料性能对钛基复合材料热残余应力的影响 , |
| [8] |
Modelling the high-temperature longitudinal fatigue behaviour of metal matrix composites (SiC/Ti-6242): Nonlinear time-dependent matrix behaviour ,
<h2 class="secHeading" id="section_abstract">Abstract</h2><p id="">The purpose of this work is modelling of the behaviour of a metal matrix (Ti-6242) that governs the nonlinear time-dependent response of the metal matrix composite (SiC/Ti-6242). For this purpose two different viscoplastic constitutive models are applied. First, it is the two-layer viscoplasticity model available in the finite element method (FEM)-based code ABAQUS. Second, it is the model of Chaboche implemented as a user material subroutine into another FEM-based code ANSYS and additionally into the package Mathematica. Parameters of both the models are obtained based on the available results of experimental tests carried out at different temperatures and strain rates. Utilisation of matrix models for simulation of the thermomechanical fatigue behaviour of the undamaged composite is discussed by a comparison with quasi-static tensile and high-temperature creep experimental tests.</p>
|
| [9] |
Microstructural and mechanical characterization of W/SiC bonding for structural material in fusion , |
| [10] |
Effect of W/SiC interfacial reaction layer on tensile and fracture behavior of SiC fibre ,W/SiC界面反应层对SiC纤维拉伸断裂行为的影响 , |
| [11] |
Wear characteristics of NiTi/Al6061 short fiber metal matrix composite reinforced with SiC particulates , |
| [12] |
Research progress in interfacial modification of SiC fiber reinforced titanium matrix composites ,SiC纤维增强钛基复合材料的界面改性研究现状 , |
| [13] |
SiC Composite to titanium Alloy , |
| [14] |
Correlation between microstructures of SiC-reinforced titanium matrix composite and liquid route processing parameters , |
| [15] |
Electrolytic deposition of titanium on SiC-fibres as first step in titanium matrix composite production, International Round Table on Titanium Production in Molten Salts , |
| [16] |
residual stress and mechanical properties of SiCf/TC17 composite ,SiCf/TC17复合材料界面反应、残余应力及力学性能研究 , |
| [17] |
SiC fibre reinforced titanium matrix composite: interface evolution and component manufacturing ,SiC纤维增强钛基复合材料界面研究及构件研制 , |
| [18] |
The fabrication of hollow structure of SiC fiber reinforced titanium matrix composite ,SiC纤维增强钛基复合材料空心结构成形研究 ,
采用箔材刻槽法制备连续纤维增强钛基复合材料(SiCf/Ti)面板,通过分析不同复合工艺参数条件下的纤维/基体界面和基体微观组织,获得了优化的制备工艺:925℃/100 MPa/1 h.利用SiCf/Ti复合材料沿垂直纤维方向具有大变形的能力,将超塑成形/扩散连接技术(SPF/DB)与SiCf/Ti复合材料的复合技术相结合,经过热压复合、热成形、超塑成形3个工艺过程,制备了SiCf/Ti复合材料的空心结构,并对空心结构件进行了微观组织分析,验证了工艺的可行性.
|

/
| 〈 |
|
〉 |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}