

 , 张贺佳, ZHANG Hejia
, 张贺佳, ZHANG Hejia采用高能球磨和真空热压烧结相结合的方法制备了WC-2.5TiC-10Co超细晶硬质合金, 并利用X射线衍射仪(XRD)、场发射扫描电镜(FESEM)等性能测试手段研究了Cr3C2、VC、TaC和NbC的添加对超细晶硬质合金微观组织和力学性能的影响。结果表明: 经过球料比10∶1及转速为350 r/min行星式高能球磨处理30 h后, WC粉末的粒径由0.6
By using high energy ball-milling and vacuum hot-pressed sintering techniques, ultrafine grained carbide cement WC-2.5TiC-10Co were prepared, and the effect of grain growth inhibitors Cr3C2, VC, TaC and NbC on microstructures and mechanical properties were studied by X-ray diffractometer, field emission scanning electron microscope (FESEM) and mechanical performance test. The results indicates that the particle size of the WC powder can be reduced to less than 0.2
硬质合金是由高硬度难熔金属碳化物颗粒(如WC)和韧性较好的金属(如Co)为粘结相通过高温烧结而成的一种金属陶瓷材料, 具有高硬度、高强度、耐腐蚀、耐磨损和热膨胀系数小等优良特性, 被广泛应用于金属加工、精密器件、牙医工具以及耐磨材料等领域中[1-7]。随着科学技术的进步, 机械加工对刀具的要求越来越高, 传统硬质合金已不能满足日益严格的性能要求。因此, 新型超细晶硬质合金材料的研制与开发已逐渐成为材料科学与工程领域的研究热点。研究表明, 当硬质合金中WC晶粒尺寸减小到超细范围(<0.6
成本也是影响刀具材料工业化应用的一个重要因素, 因此, 目前的硬质合金中常见的添加碳化物为价格较为低廉的TiC。Xiong等[2]研究了WC-5TiC-10Co硬质合金切削AISI H13钢的磨损性能, 认为优异机械加工性能归因于硬质合金超细的晶粒、较高的硬度和较低高温软化性能。Lee等[20]制备了不同TiC含量的WC-TiC-10Co硬质合金, 通过考察WC/TiC的晶粒尺寸比探讨了微观组织和力学性能间的内在联系。此外, Weidow等[16]在WC-Co硬质合金中分别添加了TiC、ZrC、NbC和TaC, 并采用粉末冶金工艺制备了WC-MC-Co三元体系的硬质合金, 研究了元素在WC-MC-Co三元体系中的相界偏析问题。众所周知, 不同碳化物在硬质合金中的作用是不同的, 切削加工领域急需具有高强度、良好红硬性和耐磨性等特性的新型硬质合金材料, 但是仅在WC-Co硬质合金中导入一种碳化物很难满足对刀具材料的多重要求, 特别是添加TiC等第二硬质相后晶粒长大的抑制问题等有必要开展深入的研究[20-22]。
本文采用高能球磨和真空热压工艺制备了WC-2.5TiC-10Co硬质合金, 研究了高能球磨工艺对WC-2.5TiC-10Co复合粉末粒径的影响; 通过调节Cr3C2、VC、TaC和NbC等的含量研究了碳化物对硬质合金的微观组织、力学性能和破坏机制的影响, 并探讨了碳化物对WC晶粒异常长大的抑制作用。
本文中所使用的原材料主要为WC、TiC和Co粉末, 其颗粒直径分别约为0.6
首先, 按照
表1 硬质合金的成分(质量分数, %)
Table 1 The composition of hard alloy (%, mass fraction)
经过干燥处理后, 球磨后的复合粉末倒入内径为50 mm的石墨模具中, 冷压后再把模具放入真空热压炉中, 抽真空至1.0×10-2 Pa后升温, 升温速率10℃ /min。采用的热压温度为1410℃, 压力为20 MPa, 并保温保压1 h, 随后炉冷。
硬度检测使用的是KB3000BVRZ-SA万能硬度计; 抗弯强度的试样尺寸为4.5 mm×4.5 mm×40 mm, 跨距为30 mm, 加载速度为1 mm/min, 检测设备为Instron 1343液压伺服万能材料实验机。为确认硬质合金的物相组成, 利用XD-5A型X射线衍射仪(Cu靶)对试样中的物相进行了分析; 利用Supra 35场发射扫描电镜(FESEM)对硬质合金的微观组织进行了表征。
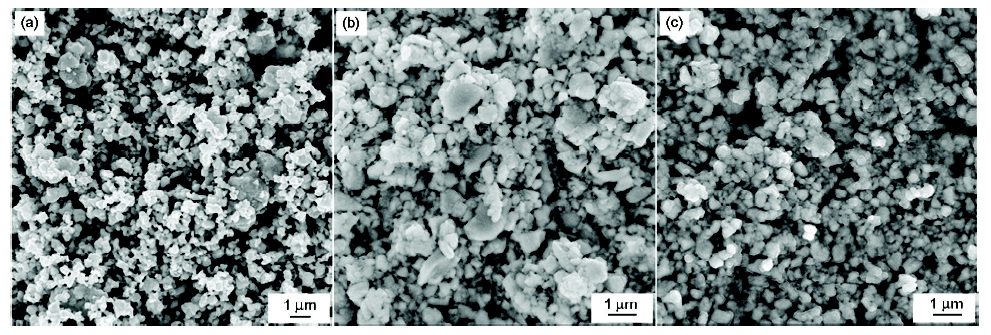
图1 WC-2.5TiC-10Co复合粉末的SEM照片
Fig.1 SEM image showing the morphologies of initially blended and ball-milled powder of WC-2.5TiC-10Co, (a) initial blended; (b) ball-milled for 15 h; (c) ball-milled for 30 h
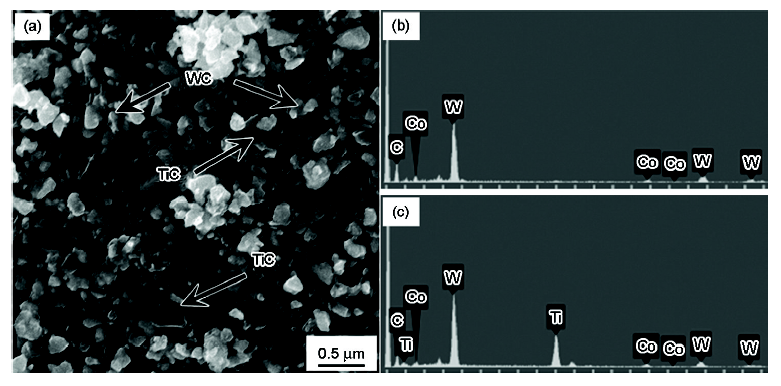
考虑到球磨对TiC和WC颗粒的粉碎效果可能存在差异, 利用FESEM进一步深入分析了球磨工艺对TiC和WC粉末粒径的影响, 如
在真空热压工艺相同的条件下, WC-2.5TiC-10Co的密度和力学性能展现了较大的差异。
表2 WC-2.5TiC-10Co超细晶硬质合金的实测密度及其致密度
Table 2 The measured and relative densities of extra-fine grained carbide cement WC-2.5TiC-10Co
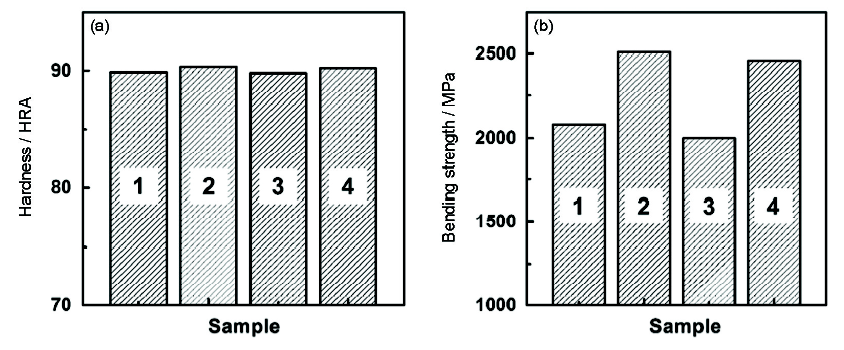
图3 WC-2.5TiC-10Co超细晶硬质合金的性能
Fig.3 Mechanical properties of the extra-fine grained carbide cement WC-2.5TiC-10Co (a) HRA hardness; (b) bending strength
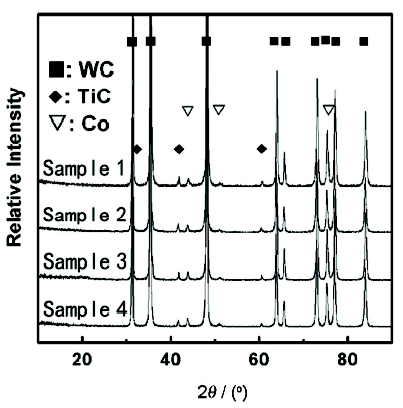
图4 WC-2.5TiC-10Co超细晶硬质合金的X射线衍射图谱
Fig.4 XRD spectrum of extra-fine grained carbide cement WC-2.5TiC-10Co

图5 WC-2.5TiC-10Co超细晶硬质合金的FESEM像
Fig.5 FESEM images showing microstructures of extra-fine grained carbide cement WC-2.5TiC-10Co, (a) Sample No.1, (b) Sample No.2, (c) Sample No.3, (d) Sample No.4
根据

图6 WC-2.5TiC-10Co超细晶硬质合金的三点弯曲断口的低倍SEM像
Fig.6 SEM images showing the fractured surfaces of extra-fine grained carbide cement WC-2.5TiC-10Co after three-point bending test, (a) Sample No.1, (b) Sample No.2, (c) Sample No.3, (d) Sample No.4
利用FESEM观察到的断口精细形貌, 如

图7 WC-2.5TiC-10Co超细晶硬质合金三点弯曲断口的高倍FESEM像
Fig.7 FESEM images showing the fractured surfaces of extra-fine grained carbide cement WC-2.5TiC-10Co after three-point bending test, (a) Sample No.1, (b) Sample No.2, (c) Sample No.3, (d) Sample No.4
相关研究表明[28], 由于复合材料中增强相颗粒尺寸分布不均匀, 当材料承受载荷时会在大颗粒增强相处产生较大的应力集中, 导致较大的增强相颗粒破坏或界面失效。而在试样1和3中, 存在许多粒径大于0.6
试样2和4中硬质相粒径的分布较小且均匀, 如
1. 经过球料比10: 1、转速350 r/min、30 h的行星式高能球磨处理后, WC粉末的粒径由0.6
2. 经过1410 ℃、20 MPa、1 h的真空热压烧结后, WC-2.5TiC-10Co硬质合金的致密度可以达到98.9%以上, 少量增加Cr3C2和VC的含量可以提高硬质合金的致密度。
3. TaC和NbC对抑制WC晶粒生长的作用并不明显, 但是添加NbC对提高硬质合金致密度的效果最好, 添加0.5% NbC、0.55% Cr3C2和0.4% VC的WC-2.5Ti-10Co超细晶硬质合金的致密度可以达到99.91%。
4. 含有0.5% TaC或NbC的硬质合金中, 添加0.45% Cr3C2和0.3% VC晶粒抑制剂不能完全控制WC晶粒的异常长大, 断口表面疏松且平坦, 分析表明较大的WC晶粒在应力集中的作用下发生解理破坏, 并成为材料断裂的裂纹源; 添加抑制剂Cr3C2和VC至0.55 %和0.4%后, WC晶粒可以控制在0.5
The authors have declared that no competing interests exist.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}