
张玉福 , 黄超鹏
, 黄超鹏
ZHANG Yufu, HUANG Chaopeng
中图分类号: TH117
通讯作者:
收稿日期: 2015-03-5
修回日期: 2015-05-7
网络出版日期: --
版权声明: 2015 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
展开
摘要
在低碳钢表面添加质量分数为20%的WC和6%的石墨颗粒, 采用真空熔覆方法制备出具有类织构切面形貌的镍基合金(Ni0)复合涂层, 研究了复合涂层的显微组织形貌及形成机理、相组成以及干摩擦条件下的摩擦磨损性能, 并与镍基合金(Ni0)、碳化钨增强镍基合金(Ni0+20%WC)、石墨改性镍基合金(Ni0+6%石墨)三种涂层进行了比较。结果表明, WC呈不连续的三维网状分布在镍基合金基体中, 镍基合金主要由基体相γ-Ni, 铬化物硬质相CrB、Cr7C3、Cr23C6和共晶相Ni3B、Ni3Si构成; WC和石墨的单独加入都能提高复合涂层的摩擦磨损性能, 类织构组织复合熔覆层的摩擦磨损性能优于相同组成的硬质颗粒单独弥散分布的复合熔覆层; 在WC和镍基合金基体组成的类织构形貌结构和石墨润滑相的共同影响下, 复合涂层比单一镍基合金涂层的耐磨性提高大约9.6倍。
关键词:
Abstract
A nickel-based (Ni0) composite coating, which was reinforced with 20%WC and 6% graphite particles and has a texture-like section morphology, was fabricated on steel substrate by vacuum cladding technology. Then its microstructure and tribological property under dry friction condition were characterized in comparison with other three coatings (Ni0, Ni0+20%WC and Ni0+6% graphite). The results show that the WC particles evenly distributed in the nickel-based (Ni0) alloy coatings and formed a special 3D reticular microstructure. The Ni-based alloy coating is mainly composed of γ-Ni solid solution, hard phases (Cr7C3, Cr23C6, CrB) and eutectic phases (Ni3Si, Ni3B). The cladd composite coating consisted of Ni0 with WC and graphite particles exhibits the highest wear resistance among the test coatings. The combination of texture-like structure (which was composed of WC particles and nickel base alloy) and graphite lubricant promoted the abrasion resistance of the composite coating by about 9.6 times in comparison to the pure Ni0 coating.
Keywords:
金属基陶瓷复合材料对各种形式的磨损都有较高的抵抗能力, 这得益于将硬质颗粒和强韧基体的优势结合, 通过塑性形变减小了应力[1]。金属基陶瓷复合材料中的碳化钨增强镍基合金广泛应用于提高磨损、腐蚀和冲击工况下机械装备的使用寿命, 比如刀具、模具和采矿设备等[2, 3]。与其它碳化物相比, 碳化钨具有许多优良的性质, 例如高硬度, 一定的塑性和良好的润湿性, 因此广泛应用于单一镍基合金不能满足要求的情况[4, 5]。
对于工作在无油或少油润滑条件下的材料, 加入固体润滑剂可提高其耐磨性[6-8]。具有层状结构的石墨晶体在切向摩擦力的作用下发生分层破坏, 并在摩擦表面间转移形成润滑膜, 起减磨作用。有研究表明, 在材料表面制备一定的微织构可改善其摩擦磨损性能[9]。例如, 胡天昌等[10, 11]用激光对45#钢表面进行织构化处理, 其摩擦系数和磨损率均减小。
目前关于碳化钨增强镍基合金以及石墨改性镍基自润滑材料已经进行了很多探索。本文用真空熔覆方法在Q235钢表面制备具有二维表面织构化、碳化钨呈三维网状分布的镍基合金复合涂层, 研究其摩擦磨损性能和石墨对摩擦磨损性能的影响。
实验用Q235板材母材的尺寸为50 mm×50 mm×10 mm。制备熔覆层所用的镍基合金粉末(Ni0)的化学成分(质量分数, %)为: 0.7C, 4.6Si, 17Cr, 3Fe, Ni余量。镍基合金粉末颗粒具有球形形貌, 尺寸为48-106 μm; 增强颗粒为WC陶瓷颗粒粉末, 尺寸小于18 μm; 固体润滑相为镍包石墨颗粒粉末(粒度105-45 μm)。
按照粉末冶金法, 采用真空熔覆工艺制备复合涂层。先将6%(质量分数, 下同)石墨(Graphite 简写为G)+余量Ni0、20%WC+余量Ni0和6%石墨(G)+20%WC+余量Ni0三种复合粉末混合均匀, 然后用粘结剂将镍基合金粉末及以上三种复合粉末涂覆于经过除锈祛油处理后的母材表面(涂层厚度约2 mm), 其中添加WC的试样添加厚度约1 mm的Ni0过渡层。最后将制件在马弗炉中烘干(100℃×2 h)制成预制样。将预制样放入zt-18-22型真空碳管烧结炉烧制(1050℃×30 min)试验用试样, 系统的升温速率为60℃/min, 随炉冷却至150℃以下时试样空冷出炉。
用EMM-1型摩擦试验机进行摩擦磨损实验, 采用销-盘接触形式, 盘为经过淬火和退火处理的GCr15(0.8 C, 0.11 Si, 0.2 Mn, 1.2 Cr, 余量Fe)钢, 表面粗糙度Ra为0.35 μm, 硬度为55-60 HRC, 直径为50 mm, 厚度为5 mm, 销为带有四种涂层的试样加工而成, 销的直径为5 mm, 长度约为12 mm, 表面粗糙度Ra为0.28-0.50 μm。干摩擦实验在室温空气气氛中进行, 载荷为15 N, 摩擦频率为30 Hz, 滑动速率约为3.36 m/s, 实验时间为60 min。实验由计算机自动获得摩擦系数, 因为销的磨斑近似为圆形, 遂采用扫描电子显微镜测量销的磨斑直径d(mm), 用公式ΔV=πd4 /64r计算球缺体积(ΔV为磨损体积, r为销的半球面直径), 由公式ΔV/FS (F为载荷, S为摩擦行程)计算磨损率。用精度为0.1 mg的分析天平称量摩件圆盘的磨损失重。本文所列摩擦系数和磨损率(量), 均是三次重复试验的平均值。
用扫描电子显微镜(SEM)观察涂层的显微组织形貌和涂层的磨痕表面形貌, 用X射线衍射仪(XRD)分析涂层的相组成, 利用能量色散谱(EDS)分析试样中的元素分布。
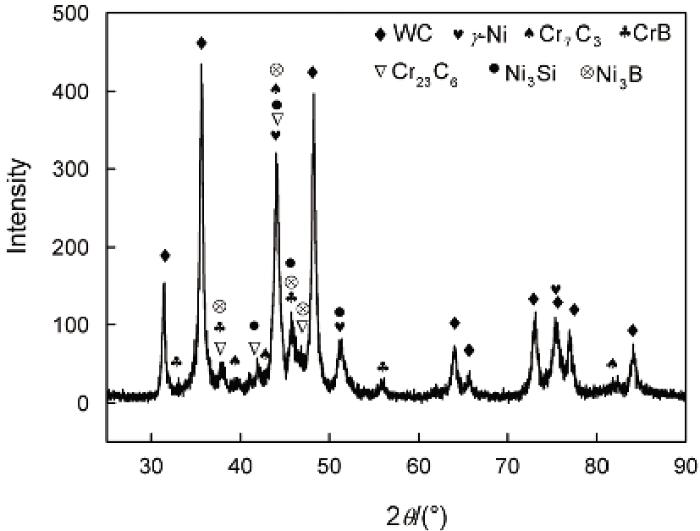
图1给出了碳化钨增强镍基合金复合涂层的XRD图谱, 可见除WC外, 涂层主要由基体相γ-Ni, 铬化物硬质相CrB、Cr7C3、Cr23C6和共晶相Ni3B、Ni3Si构成。对于其它试样的XRD分析结果, 除添加相外, 与上述结果基本一致。
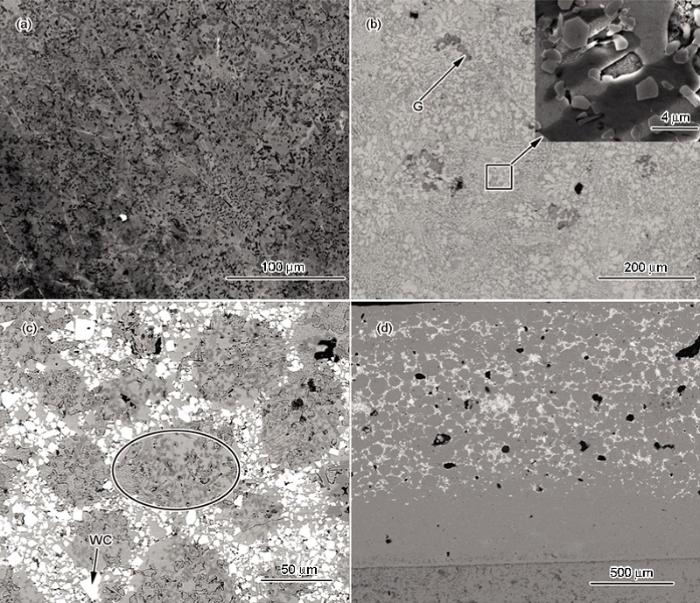
图2给出了上述四种不同组成的真空熔覆涂层的组织形貌SEM照片, 其中图2a是完全由Ni基合金组成的涂层组织的二次电子像。可以看出, 大量颗粒状或长条状相弥散分布在颜色较浅的合金基体上, 结合涂层组织XRD的分析结果可以确定, 其中的浅色基体主要是γ-Ni相, 而其上的粒状或条状相则是铬的碳化物或硼化物, 碳化物与硼化物相对于基体相具有更高的硬度, 对于在一定程度上提高镍基合金的硬度及耐磨性有一定的作用[12]。图2b给出了加入了石墨颗粒以后的镍基合金复合涂层组织的背散射电子像, 可见石墨颗粒离散分布在涂层中。其局部放大的组织形貌表明, 在基体中分布的颗粒是铬化物硬质相, 黑色层片状组织是镍基共晶相[12]。图2c, d分别给出了Ni0+WC和Ni0+WC+G两种成分合金组织的背散射电子像, 图中呈网状分布的亮白色颗粒是WC颗粒, 可见其棱角边缘相对完整。由此可知, 在涂层形成过程中碳化钨并没有发生烧损或大量溶解现象, 使得WC颗粒的原始性能得以保留。镍基粉末颗粒作为复合涂层中的基体相在烧结后基本保持了原始球形状态, 如图2c中椭圆标注区域所示。而镍基合金颗粒在涂层形成过程中熔融并相互熔合, 在冷却过程中析出硬质相(碳化物或硼化物CrB, Cr7C3, Cr23C6)及共晶相(Ni+Ni3B或Ni+Ni3Si), 如图中椭圆区域所示。图中的深灰色条状物质在高放大倍数下如图2b中所示, 是硬质相和层状分布的共晶相; 从图2d可见均匀弥散分布的WC及石墨。WC在复合涂层中组成了特殊的3D网络。涂层的每一个截面都是由镍基合金基体和其上“网孔”呈近似圆形的“WC网”构成, “网孔”即为相互熔合的镍基合金。进一步观察可以发现, WC形成的并不是连续的“网”, 而是在相对集中分布的WC区域的WC颗粒之间各自形成并保持了一定的间隙, 其间隙即为镍基合金相互熔合连接区域。这种结构, 就保证了不会引起类似于钢中脆性相在晶界呈连续网状析出而引起的强度显著下降。WC的这种分布使涂层的任何一个切面呈现出一种类织构形态, 可显著改善摩擦磨损性能[11]。
图2 真空熔覆涂层的组织形貌
Fig.2 Microstructure of vacuum melting claddings (a) Ni0, (b) Ni0+G, (c) Ni0+WC, (d) Ni0+WC+G
类织构组织的获得, 取决于制备表面熔覆层原始粉料的选择、采用工艺方法以及制备过程中工艺参数如加热温度、保温时间等的控制。本文选用了相对较大颗粒的镍基合金粉末与颗粒尺寸相对较小的WC粉末相组合, 在两种粉末均匀混合后小颗粒的WC分布于球形镍基合金大颗粒的间隙中, 形成均匀相间分布; 复合涂层具有类织构形貌的另一个重要因素, 是工艺方法与制备工艺参数的适当配合。与其他表面涂层成型技术如激光熔覆、等离子熔覆或表面堆焊等方法相比, 真空熔覆技术的能量密度较低。均匀稳定的热输入对液相的搅拌作用非常小, 在熔覆层的形成过程中涂层内不会出现大范围的相对位移; 本文选用的镍基合金粉末的熔点为(1000±30)℃, WC的加入使整体复合预制层材料的熔点略有变化。一般常用金属材料在液态条件下的粘度随着温度的升高而降低[13], 因此在最高加热温度1050℃下呈熔融状态的镍基合金具有较高的粘度。这样在适当的保温时间条件下在复合涂层的形成过程中不会产生大范围内的宏观的相对流动。这就保证了不连续网状硬质相的分布, 从图2c和d的组织结构形貌可以证实。
在涂层的制备过程中的升温阶段, 预制层中的镍基合金颗粒先在边缘及颗粒接触点/接触面处开始软化进而熔融。随着温度的进一步升高在接触点或接触面处形成熔化颈缩,并进入保温阶段颈缩进一步深化。在颗粒之间形成的毛细管的虹吸作用,使熔融的镍基金属液体在颗粒与颗粒之间的毛细管内流动。在保温过程中液相逐渐增加,液态镍基合金液在WC颗粒之间形成完全熔合的状态。在此过程中,由于颗粒大小的不规则性形成的毛细管的孔径也不同。因此,熔融液态金属在流动过程中WC颗粒在其作用下不断调整位置和方位。碳化钨颗粒在熔融金属的区域化粘性流动过程中由于界面张力的作用产生微位移,于是在WC颗粒之间形成了一定厚度间隙的镍基合金区域。在宏观上镍基合金颗粒熔融并与相邻颗粒熔合并没有发生移动,即镍基合金颗粒在冷却结晶后仍保持近似球形状态。而在镍基合金颗粒熔融后的中心区域在保温及冷却的过程中发生碳化物、硼化物以及共晶相的析出, 如图2b, c所示。在烧结过程中WC颗粒被金属液润湿后处于近似漂浮状态,在界面张力和液态金属作用下发生移动,并在WC颗粒间形成的毛细管力及流入的液态金属的综合作用下逐渐调整其位向进而形成致密的复合涂层。而适当的保温时间避免了大量WC的溶解、分解或联结。在上述条件的综合作用下最终形成了截面具有网状织构形貌的复合组织熔覆层。
将Ni0、Ni0+G、Ni0+WC、Ni0+WC+G四种镍基合金以及镍基复合涂层分别编号为: 样品1号、2号、3号、4号。图3给出了四种合金涂层或复合涂层在相同条件下干摩擦的磨损率、摩擦系数及对偶盘的磨损情况, 其中图3a给出了四种不完全相同涂层的摩擦系数和磨损率的变化曲线。可以看出, Ni/WC复合熔覆层的耐磨性比镍基合金熔覆层提高了近6倍, Ni/WC/G复合熔覆层的耐磨性比Ni /G复合熔覆层提高了8.4倍。这些结果表明, WC的加入使熔覆层的磨损率大幅度降低即耐磨性大幅度提高, 而WC的加入使得熔覆层的摩擦系数有不同程度的升高, Ni/WC复合熔覆层的摩擦系数比镍基合金熔覆层升高了22.8%, Ni/WC/G复合熔覆层的摩擦系数比Ni /G复合熔覆层升高了19.2%; Ni /G复合熔覆层的耐磨性比镍基合金熔覆层提高了13%, Ni/WC/G复合熔覆层的耐磨性比Ni/WC复合熔覆层提高了52%, 表明石墨的加入使合金熔覆层或复合熔覆层的摩擦系数降低, 同时磨损率也有所降低, 说明石墨的加入同样有益于镍基合金熔覆层的摩擦磨损性能的提高; 而WC和石墨同时加入的复合熔覆层的耐磨性比镍基合金熔覆层的耐磨性提高了9.6倍, 而摩擦系数升高了10.1%。这表明, 在复合熔覆层的摩擦磨损过程中WC的增强效果对减少磨损起了主要作用, 而增强相与石墨的润滑减磨配合具有最佳的抗磨减磨效果。
由Gr15圆盘的磨损量的变化情况(图3b)可见, Ni/WC复合熔覆层的对偶盘的磨损量与镍基合金熔覆层的磨损量相比提高180%, Ni/WC/G复合熔覆层的对偶盘磨损量与Ni /G复合熔覆层的相比提高128%, 表明WC的加入使得对偶盘的磨损加剧; Ni/G复合熔覆层的磨损量与镍基合金熔覆层的相比降低了22%, Ni/WC/G复合熔覆层的对偶盘磨损量与Ni/WC复合熔覆层的相比降低了36.4%, 表明石墨颗粒的加入使对偶盘的磨损量明显减低。对于加入WC的复合熔覆层石墨的加入可以大幅度降低其对对偶的磨损, 结合磨损率与摩擦系数分析结果表明, WC与石墨颗粒同时加入使复合熔覆层抗磨减磨性能大幅提高, 并有益于降低对偶的磨损。
图4给出了四种熔覆层的磨痕表面形貌的SEM照片。由图4a可见, 镍基合金熔覆层磨损表面出现了大量的大面积剥落坑, 在剥落坑内存留有少量的磨屑, 且沿摩擦滑动方向有大量较浅的犁沟, 符合疲劳磨损和磨粒磨损的特征; 由图4b可以看出, Ni/G复合熔覆层磨损表面与镍基合金熔覆层的磨损表面相比较为平整, 磨损表面有少量的磨屑及轻微的磨痕, 表面有白亮的磨屑附着, 磨屑主要集中在相对较浅的磨痕坑中如图中椭圆形区域内。表1给出了磨屑的EDS成分分析结果。由表1可见, 磨屑中除了镍基合金中的元素Ni, Cr, Si和固体润滑相中的元素C外, 还有大量的O和Fe元素。这些结果说明, 磨屑由对磨件两种材料的主要元素组成。除此之外, 摩擦是在大气环境中进行的, 这使得磨屑中含有较多的氧。这表明, 磨屑由Ni、Cr、Fe等主要元素的氧化物以及在摩擦过程中石墨在摩擦剪切应力的作用下剥离并与磨屑混合的石墨屑组成。在摩擦过程中界面处温度大幅度升高, 摩擦界面闪点温度甚至可达金属熔点[14]。摩擦界面温度升高使Ni、Cr、Fe等与空气中的氧结合形成各自对应的氧化物, Fe的氧化物也有一定的润滑作用[15]; 图4c给出了Ni/WC复合熔覆层磨损表面形貌, 可见磨损表面出现连续密集的犁沟以及较大量的白亮的磨屑, 磨屑的附着区域主要集中在WC的周围区域。磨损表面依然可见WC网络织构的形貌, 如图中椭圆虚线所示, 其虚线外缘分布着WC颗粒; 图4d给出了Ni0+WC+G的磨损表面形貌。可以看出, 与Ni/WC复合熔覆层的磨损表面相比, 添加石墨颗粒后磨损表面相对平滑, 表面没有明显犁沟, 磨屑在磨损表面上的铺展更加均匀, 而磨屑表面致密平滑如图4d中白色椭圆内标有A的区域所示, 为大面积平滑区域, 在其他区域可见面积较小的致密平滑区域逐渐形成如图中白色小椭圆区域。图5给出了Ni/WC/G复合熔覆层磨损表面的放大形貌与表面碳元素分布EDS结果。在磨损过程中WC逐渐成为凸起支撑载荷的网络, 而磨屑在其周围富集如图5a, b所示。图5b给出了磨损表面带有磨屑的局部放大形貌, 从白亮的WC分布可见其网络的分布。图5c给出了磨损表面元素的分布分析结果, 可见碳较均匀的分布在磨损表面。其原因是, 在磨损过程中, 当镍基合金基体被磨损一定量后WC在基面上突出起主要抗磨作用, 切削产生的大量磨屑在其临近圆形镍基合金区域积聚(图5a), 起到保护基体的作用。同时, 随着摩擦过程磨屑不断排出, 石墨的加入减小了磨屑和Gr15钢的粘附, 有助于其稳定附着于WC形成的圈形结构中, 减缓了其损耗速率, 这也是4号样品比3号样品的摩擦系数和磨损率都低的原因。
图3 四种涂层磨损率和摩擦系数以及对磨件的磨损
Fig.3 Wear rate and friction coefficient of four kinds of coating and the wear loss of the plate (a) friction coefficients and wear rate of the four coatings, (b) wear extent of Gr15 steel
表1 Ni0+G的磨屑成分EDS分析结果
Table 1 Chemical composition of debris of Ni0+G (%, mass fraction)
| Elements | C | O | Si | Cr | Fe | Ni |
|---|---|---|---|---|---|---|
| Composition | 9.05 | 24.39 | 2.49 | 16.59 | 22.1 | 25.39 |
图4 涂层的磨损形貌SEM像
Fig.4 SEM morphologies of worn surface of the claddings (a) Ni0, (b) Ni0+G, (c) Ni0+WC, (d) Ni0+WC+G
在镍基合金熔覆层的磨损过程中, 由于对偶盘的硬度较高, 磨擦接触表面在垂直载荷压力及切应力的作用下疲劳而产生剥落坑及沿滑动方向的犁沟(图4a); 在熔覆层中加入石墨后, 磨损表面整体较为平整, 附着有少量的磨屑, 在摩擦过程中石墨颗粒在剪切应力的作用下碎裂成层状剥离并与磨屑混合。随着摩擦的进行在摩擦表面逐渐铺展而形成相对平整光滑的表面(图4b), 使摩擦接触界面切面方向的剪切应力降低, 摩擦系数及磨损率同时降低; 而在镍基合金中加入WC颗粒后磨损率大幅度减低, 因为加入硬质颗粒使复合熔覆层的硬度提高。根据Archard 定律(Q=KLN/H, 其中Q为磨损率, N为载荷, L为滑动距离, H为表面硬度, K为摩擦系数), 磨损率与硬度呈反比, 硬度提高使磨损率降低。因此, WC颗粒的加入和硬质相颗粒的形成使复合层的硬度大幅度提高, 从而提高熔覆层的耐磨性[16]。而该熔覆层中的WC颗粒呈不直接相连的网状分布, 形成类织构组织。当硬质相单独弥散分布时, 在摩擦过程中形成的磨屑在摩擦切应力的作用下易于排出摩擦接触界面, 而且起载荷支撑作用的WC颗粒在摩擦接触界面的平面上较少, 在摩擦过程中易于被垂直载荷压溃碎裂形成磨粒进而形成三体磨粒磨损。Ni/WC复合熔覆层的磨损率为5.52×10-8 g/(NM)[17], 而具有类织构组织的Ni/WC复合熔覆层的磨损率为6.69×10-9 g/(NM), 当WC颗粒形成类织构组织时在摩擦接触界面的平面上形成网状载荷支撑。此时在摩擦过程中单个颗粒所承受的载荷大幅度降低, 形成的磨屑易于被WC颗粒周围低洼处捕获甚至逐渐填平。由于在大气环境中有主要元素(Ni, Fe)的氧化物形成, 这些氧化物具有一定的减磨作用[15], 因此形成类织构网络组织对于提高耐磨性有明显的作用; 当在熔覆层中同时加入WC颗粒与石墨颗粒时, 磨损率和摩擦系数同时降低。随着摩擦过程的进行接触表面的亚表层发生变形, 熔覆层中的石墨颗粒碎裂呈层状剥离, 剥离的石墨微粒与磨屑混合后在摩擦切应力的作用下挤压到WC颗粒形成的网络之间。石墨与氧化物形成具有减磨作用的较致密的磨屑层, 硬质颗粒及WC网络起到支撑载荷的作用, 具有类织构组织的Ni/WC/G复合熔覆层, 其磨损率为4.44×10-9 g/(NM)。而无类织构组织的Ni/WC/G复合熔覆层的磨损率为1.92×10-8 g/(NM)[17]。由此可见, 由硬质相或硬质颗粒形成的类织构组织能显著提高熔覆层或涂层材料的摩擦磨损性能。
图5 Ni0+WC+G涂层摩擦表面形貌的SEM像及其中C元素分布EDS图片
Fig.5 SEM micrographs of Ni0+WC+G (a, b) and EDS map of C on the worn surface (c)
1. 用真空熔覆方法制备的镍基复合涂层组织致密, Ni/WC复合熔覆层及Ni/WC/G复合熔覆层具有类织构组织特征, 其相组成主要为镍基固溶体γ相, 硬质析出相CrB、Cr7C3、Cr23C6和共晶相Ni3B、Ni3Si。复合熔覆层中还有WC或石墨, WC并未分解。
2. 硬质相颗粒WC形成的类织构组织明显提高了熔覆层的摩擦磨损性能, 在相同条件下具有类织构组织的复合熔覆层的磨损率比WC单独弥散分布的Ni/WC复合熔覆层的磨损率更低。
3. 加入WC降低磨损率的效果优于加入石墨颗粒, 而石墨颗粒加入可明显降低摩擦系数。与其他三种熔覆层相比, 同时加入WC和石墨具有类织构组织的复合熔覆层具有最佳的抗摩擦磨损性能。

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}