
裴晓园 , 陈利
, 陈利
PEI Xiaoyuan, CHEN Li
中图分类号: TB324, TQ323
通讯作者:
收稿日期: 2014-10-24
修回日期: 2015-01-12
网络出版日期: --
版权声明: 2015 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
研究了三层连接、四层连接、五层连接的碳纤维纬编双轴向多层衬纱织物增强复合材料在0°和90°方向的层间剪切性能, 结果表明: 随着纤维体积含量的增加其层间剪切强度提高。复合材料的层间剪切载荷-挠度曲线趋于线性变化, 达到最大值后载荷突然下降, 表现出脆性断裂的特征。层间剪切试样断口形貌的分析结果表明, 增强体结构对复合材料的层间剪切性能有显著的影响, 试样的剪切破坏形式是分层破坏, 在各织物组之间产生的裂纹较多。
关键词:
Abstract
Interlaminar shear properties along directions of 0 ° and 90° of resin composites reinforced with multilayer-connected biaxial weft knitted(MBWK) fabrics of carbon fibers, were investigated by shear test. The test composites involve three, four and five layer-connected MBWK fabrics respectively. It was found that the shear strength increased with the increasing fiber volume fraction. The variation of the interlaminar shear load-deflection curves tended to be linear. When the load reached the maximum value the load-deflection curve dropped suddenly, and the composites showed brittle fracture. The analysis of fracture surface showed that the structure of reinforcement has significant effect on shear properties of MBWK fabrics reinforced composites. The shear failure mode of the composites was delaminating. Meanwhile, the cracking preferred mainly along the delaminating at the interface between the fabric groups.
Keywords:
多层连接的纬编双轴向多层衬纱(MBWK: Multilayered-connected biaxial weft knitted)织物是一种特殊的非卷曲织物, 其结构以1+1罗纹循环为基础。MBWK织物中的衬经纱和衬纬纱完全处于平行和顺直状态。这类织物能充分发挥高性能纤维高强、高模的特点和针织线圈的可变形性, 使织物不但具有优异的力学性能, 还具有其它织物不可比拟的三维曲面可成型性能[1-6]。另外, MBWK织物增强的复合材料承受外部载荷的能力强, 成本低, 生产周期短, 具有性能高成本低的特点, 使其在高性能复合材料部件的使用中具有极大的吸引力。MBWK织物增强复合材料广泛用于制造飞行员的头盔、车盖和车身。增强体的结构参数决定并影响MBWK织物增强复合材料的各项性能。
H. Kong等[7]研究了经编双轴向和三轴向织物在偏轴向载荷下的耐变形性和机理, 发现经编线圈的数量、线张力和位置对偏轴向变形性有显著的影响。Li等[8]为纬编双轴向多层衬纱织物整体成型建立了包含几何、微观和数值三个子模型的纤维束元模型, 其结果与实验一致。Dexter等[9]根据多轴向经编/缝合织物增强复合材料的拉伸、开孔拉伸等实验评价了该复合材料的性能, 认为多轴向经编织物可以用来制造高质量的航空航天复合材料。Sun等[10]进行了经编多轴向多层衬纱织物增强复合材料在准静态和高速率应变载荷条件下的压缩实验, 发现该复合材料的压缩刚度、压缩应力和压缩应变对应变速率的变化比较敏感。Kang等[11]用能量法研究了芳纶经编织物增强复合材料的能量吸收特性, 发现经编轴向织物增强复合材料比机织物增强复合材料具有更高的弯曲性能。
双轴向多层衬纱织物复合材料具有较高的拉伸、压缩和弯曲强度, 但是其层间剪切强度比较低。为了保证部件使用的安全性, 确定复合材料层间剪切强度对于部件的设计十分必要。目前, 只对经编多轴向织物增强复合材料的层间剪切性能有少量的研究。李龙等[12]对经编织物T700/双马来酰亚胺树脂(BMI)6421复合材料进行了层间剪切性能测试, 并与同参数的单向布T700/BMI6421复合材料进行对比。韩帅等[13]研究了德国Liba 公司和Karl Mayer 公司生产的双轴向(+45/-45)碳纤维经编织物增强复合材料的层间剪切性能, 测试了0°、90°和45°三个方向上的力学性能。
方差分析是一种多元统计方法, 广泛用于复合材料性能的分析。Qi等[14]采用单因子方差分析方法研究了碳纤维纬编双轴向多层衬纱针织增强复合材料的拉伸强度与纤维体积含量之间的关系。Song等[15]采用双因子方差分析的方法研究了加速老化的热效应对三维编织环氧基复合材料拉伸强度的影响。Fan等[16] 研究了碳纤维环氧树脂基复合材料的热老化性能, 并建立了两个统计模型预测复合材料剩余的弯曲强度和寿命。
层合复合材料具有较高的抗拉、抗压和抗弯强度, 但是其层间剪切强度往往较低。其原因是, 纤维增强复合材料的层间剪切强度决定于界面和基体的强度。在MBWK织物增强复合材料中捆绑纱的加入使层间性能显著的提高。本文分析纬编双轴向多层衬纱织物增强复合材料试样的层间剪切性能。根据实验结果, 一方面采用双因子方差分析剪切强度, 研究碳纤维体积含量和MBWK织物增强复合材料剪切强度的关系; 另一方面, 研究不同连接层数对MBWK织物增强复合材料剪切性能的影响; 最后, 根据试样的断裂形貌总结复合材料的压缩失效机理。
实验用增强体结构为三层连接、四层连接、五层连接的纬编双轴向织物, 如图1所示。图1a为三层连接的纬编双轴向多层衬纱织物, 上下两个表面层为碳纤维束纬纱层, 中间一层为衬经纱。黑色的线表示纬向和经向的碳纤维束。在织物中, 纬向碳纤维束和经向碳纤维束之间的夹角是90°。在纬向碳纤维束与经向碳纤维束之间没有交织, 这些碳纤维束通过1+1罗纹组织的白色涤纶线圈绑缚在一起。织物的厚度大约为1 mm。四层连接纬的编双轴向多层衬纱织物的结构与三层连接纬的编双轴向多层衬纱织物的结构不同, 但是所有的纱线都是相同的。第一层和第四层为由纬向碳纤维束构成, 第二和第三层由经向碳纤维束构成。在第二层和第三层经向碳纤维束之间并没有明显的界限。在同一个平面, 这两层经向碳纤维束捆绑在一起形成合股的经向碳纤维束。织物的厚度大约为1.25 mm。五层连接的纬编双轴向多层衬纱织物的第一层和第二层是纬向碳纤维束, 第三层是经向碳纤维束, 第四层和第五层是纬向碳纤维束。因为涤纶线圈的质量对纬编双轴向多层衬纱织物复合材料的质量没有影响, 本文只计算碳纤维的纤维体积含量。
根据纬编双轴向多层衬纱织物的质量和固化后复合材料层合板的实际尺寸计算碳纤维的纤维体积含量
式中, Vf为碳纤维体积含量; mf是复合材料中碳纤维的重量, g; Vc为复合材料的总体积, cm3; rf为T300碳纤维的密度, g/cm3。
每一种连接所形成的增强体, 称为一个连接组。为了达到复合材料试件厚度4 mm和不同纤维体积含量的设计要求, 将若干相同的连接组按照一定的铺层顺序叠放在一起。然后按照要求将这些MBWK织物和环氧树脂采用树脂传递(RTM, Resin Transfer Molding)工艺进行固化, 制得实验所需的复合材料层合板。表1列出了MBWK织物复合材料不同连接组的铺放顺序和纤维体积含量的平均值。在表1中, 1#, 2#, 3#试件的增强体是三层连接的MBWK织物, 叠放组分别是4组, 5组, 6组。4#, 5#, 6#试件中, 增强体是四层连接的MBWK织物, 叠放的组数分别是3组, 4组, 5组, 在试件7#, 8#, 9#中, 增强体是五层连接的MBWK织物, 叠放的组数分别是2组, 3组, 4组。
表1 MBWK 织物增强复合材料的铺层顺序和纤维体积分数(平均值)
Table 1 Ply stacking sequence of the MBWK fabric composite and the fiber volume fraction (average value)
| Type | No. | Ply stacking sequence | Fiber volume fraction/% in 0° | Fiber volume fraction/% in 90° | Fiber volume fraction/% |
|---|---|---|---|---|---|
| Three layers connection | 1# | 0/90/0/90 | 17.1 | 17.1 | 34.2 |
| 2# | 0/90/0/90/0 | 24.0 | 20.6 | 44.6 | |
| 3# | 0/90/0/90/0/90 | 26.2 | 26.2 | 52.4 | |
| Four layers connection | 4# | 0/90/0 | 17.5 | 14.2 | 31.7 |
| 5# | 0/90/0/90 | 21.7 | 21.7 | 43.4 | |
| 6# | 0/90/0/90/0 | 28.9 | 25.4 | 54.3 | |
| Five layers connection | 7# | 0/90 | 14.6 | 14.6 | 29.2 |
| 8# | 0/90/0 | 23.5 | 19.9 | 43.4 | |
| 9# | 0/90/0/90 | 29.4 | 29.4 | 58.8 |
表2 MBWK 织物增强复合材料的固化条件
Table 2 Rule of cure for the MBWK fabric composite
| Curing temperature/℃ | 130 | 150 | 160 | 180 |
|---|---|---|---|---|
| Curing time/h | 2 | 1 | 6 | 1 |
多层连接碳纤维纬编双轴向衬纱织物增强复合材料所采用的树脂是TDE-86环氧树脂, 学名为4, 5-环氧环已烷-1, 2二甲酸二缩水甘油酯, 环氧值为0.90
参考纺织结构复合材料的层间剪切实验标准ASTM D2344/D2344M[17](Standard Test Method for Short-Beam Strength of Polymer Matrix Composite Materials and Their Laminates)进行测试, 使用的实验仪器为万能材料试验机, 加载速度1.0 mm/min。实验制定的层间剪切试件标准尺寸为24 mm×8 mm×4 mm。对MBWK织物增强复合材料进行剪切试验时, 在复合材料的上表面沿纬向的碳纤维方向被定义为0°, 沿经向的碳纤维方向被定义为90°。进行层间剪切试验时在每一种相同的状态下测试5个试件, 然后取所测结果的平均值。对层间剪切实验数据进行处理, 求得层间剪切强度
式中
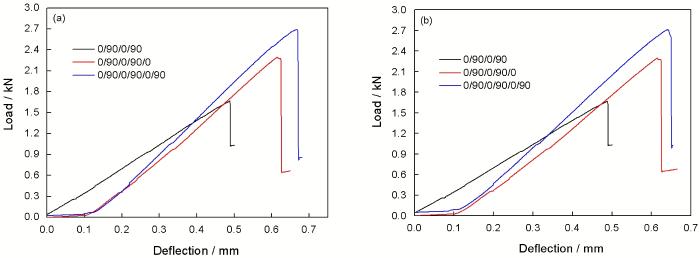
本文使用的增强体是连接层数不同的碳纤维纬编双轴向衬纱织物, 实验证明试样具有相似的层间剪切载荷-挠度曲线, 因此只给出了3层连接的试样的层间剪切性能的分析过程。图2分别给出了编号为1#, 2#, 3#的试样沿0°方向和90°方向层间剪切试验的载荷-挠度曲线。
图2 沿0°和90°方向剪切试验的载荷-挠度曲线
Fig.2 Load-deflection curves of shear test along the direction of 0° (a) and 90° (b)
从图2可见, MBWK织物增强复合材料(1#, 2#, 3#试样)在沿0°和90°进行层间试验过程中载荷开始到达到最大值, 挠度-载荷曲线呈现较明显的线性特征, 表明试件中树脂和纤维结合的比较好, 树脂和纤维共同承担压缩载荷。材料到达破坏载荷后曲线迅速下降, 表现出脆性破坏的行为。在层间剪切实验过程中试件没有发出声响, 直到最终失效前才突然发出较大的树脂开裂和纤维断裂的声音。其原因是, 在受剪切作用时力在纤维和树脂中的传递方式有较大的差异, 使其失效形式有较大的不同。在纤维受到剪切作用时力在纤维中分散传递, 迫使纤维与基体分离, 而单纤维承受的作用力逐渐衰减。但是试验中采用的是匀速加载方式, 因此脱粘的纤维会因过载而折断。试件的破坏属于纤维束断裂引起的脆性破坏。由于试件的层间剪切破坏是逐步累积的过程, 曲线略有曲折。
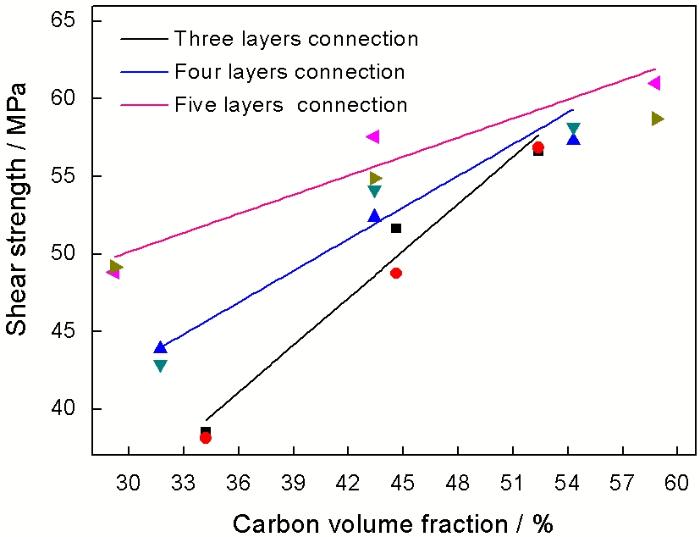
不同纤维体积含量、不同连接层数的MBWK织物增强复合材料沿0°和90°的剪切性能的参数, 列于表3。表3中的数据表明, 当MBWK织物增强复合材料增强体的连接组的组数为偶数时(4层连接)试样在0°和90°方向有相同的碳纤维体积含量, 因此这两个方向有相近的测试结果。而当连接组的组数为奇数时, 0°和90°方向衬入碳纤维的层数不同, 造成0°方向碳纤维的体积分数比90°方向大, 使0°方向的剪切力学性能明显高于90°方向。基体的强度和界面的强度, 决定了MBWK织物增强复合材料的层间剪切强度。当沿着0°方向或90°方向进行层间剪切测试时试件承受的载荷主要由环氧树脂和界面承担, 树脂将剪切应力传递给碳纤维, 然后剪切应力逐步分散开, 最终当剪切应力超过MBWK织物增强复合材料的承受能力时试样发生层间剪切破坏。图3给出了纤维体积含量和试样剪切强度之间的关系图。从图3可见, 在一定纤维体积含量范围内试样的层间剪切性能随着纤维体积含量的增加而提高。碳纤维体积含量越高, 试样内碳纤维越多, 剪切应力分散的越均匀, 试样承受剪切应力的能力就越强。
本文采用三种不同连接类型的增强体结构, 即三层、四层和五层连接纬编双轴向多层衬纱织物。为了研究增强体结构对此MBWK织物增强复合材料层间剪切性能的影响, 对三层连接、四层连接和五层连接的试样的层间剪切实验结果进行对比分析。由于试样的碳纤维的纤维体积含量不同, 层间剪切数据不能直接用于分析。因此求得不同连接组数的复合材料在同一纤维体积含量下的层间剪切强度, 然后比较层间剪切性能。
表3 MBWK织物增强复合材料的剪切强度和载荷(平均值)
Table 3 Results of the shear strength and load of the MBWK fabrics reinforced composites (average value)
| Type | No. | Strength along 0° /MPa | Strength along 90° /MPa | Load along 0° /kN | Load along 90° /kN |
|---|---|---|---|---|---|
| Three layers connection | 1# | 38.5 | 38.10 | 1.75 | 1.73 |
| 2# | 51.64 | 48.74 | 2.38 | 2.17 | |
| 3# | 56.65 | 56.87 | 2.67 | 2.71 | |
| Four layers connection | 4# | 43.89 | 42.89 | 1.90 | 1.87 |
| 5# | 52.39 | 54.15 | 2.31 | 2.40 | |
| 6# | 57.33 | 58.19 | 2.55 | 2.59 | |
| Five layers connection | 7# | 48.83 | 49.18 | 1.39 | 1.38 |
| 8# | 57.55 | 54.89 | 2.49 | 2.12 | |
| 9# | 61.03 | 58.73 | 2.37 | 2.31 |
图3 纤维体积含量和剪切强度之间的关系
Fig.3 Relationship between carbon volume fraction and shear strength of the MBWK fabrics reinforced composites
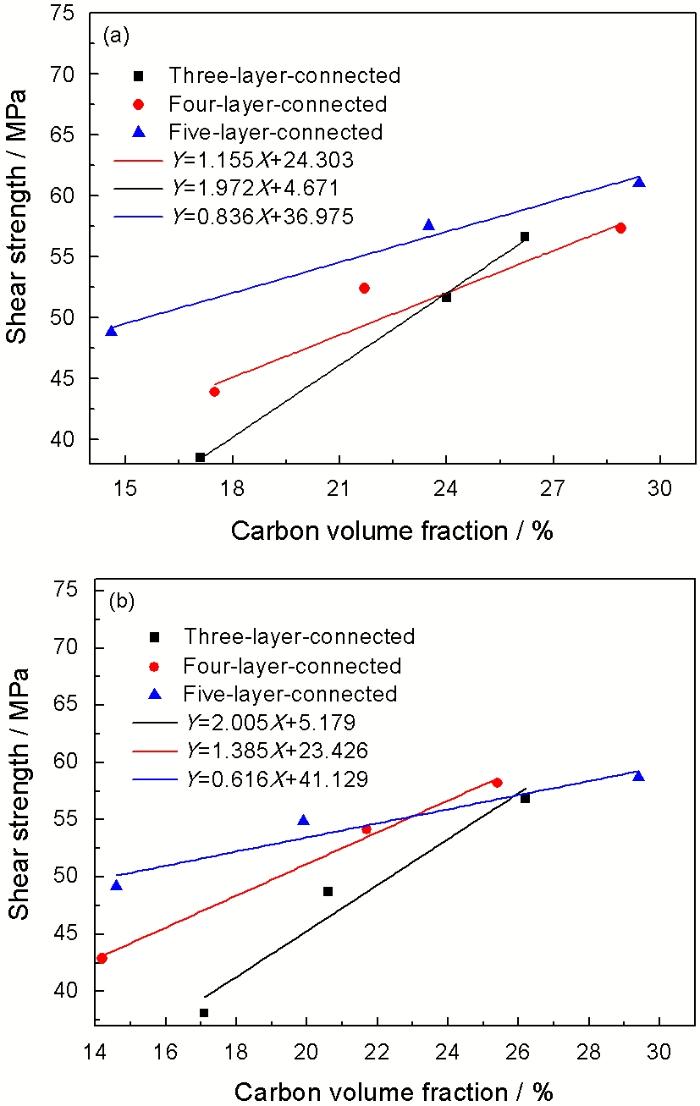
图4 沿0°和90°方向碳纤维体积分数和剪切强度之间的关系拟合曲线
Fig.4 Fitting curves of the relationship between the shear strength and the carbon fiber volume fraction of MBWK fabrics reinforced composites along the direction 0° (a) and 90° (b)
为了得到三层连接、四层连接、五层连接纬编双轴向多层衬纱织物增强复合材料试样在0°和90°方向的层间剪切强度和碳纤维体积含量之间的关系, 对层间剪切试验数据进行了线性拟合, 结果如图4所示。不同连接层数拟合曲线的相关系数, 列于表4。从表4可以看出, 拟合曲线的相关系数R2都非常接近于1。显著性检验结果表明, 沿0°和90°方向剪切强度与碳纤维体积含量具有显著的线性关系。因此认为, 试样的层间剪切强度与碳纤维体积含量具有线性相关性。但是, 这种相关性只限于实验所研究的碳纤维体积含量的范围内。
表4 碳纤维体积分数和剪切强度之间的关系拟合曲线的相关系数
Table 4 Correlation coefficient of the fitting curves between the shear strength and the carbon fiber volume fraction
| Type | R | R |
|---|---|---|
| Three layers connection | 0.997 | 0.914 |
| Four layers connection | 0.822 | 0.990 |
| Five layers connection | 0.968 | 0.853 |
从图4可见: 在实验研究的纤维体积含量范围内, 当三种复合材料具有相同的经向纤维体积含量时, 在较低的纤维体积含量范围内五层连接的复合材料具有最大的层间剪切强度, 三层连接的复合材料具有最小的层间剪切强度。但是, 当纤维体积含量达到一定程度时三层连接复合材料的层间剪切强度比五层连接复合材料的层间剪切强度大。其原因是, 在MBWK织物增强复合材料中捆绑纱起绑缚纤维层和传递载荷的作用。织物组内的纤维层被有一定预紧力的捆绑纱紧紧绑缚在一起, 使织物组内纤维层更加紧密的靠在一起, 成为结构上的一组织物单元。图5给出了MBWK织物增强复合材料试样纵向截面图。从图5可见, 每一组织物单元中的各层纤维间的结合非常紧密, 使纤维层间的树脂层厚度减少, 只有在相邻两个织物组单元之间才能看到少量的树脂区域, 表明捆绑纱有利于织物组组内层间性能的提高。也可以看出, 织物组组间层为复合材料的薄弱层间。
图5 双轴向织物增强复合材料试样纵向截面图
Fig.5 Longitudinal section of the MBWK fabrics reinforced composites
增强体的织物层数和织物组组数的比例对MBWK织物增强复合材料的剪切强度有显著影响。当纤维体积含量较小时, 在三层连接织物组形成的复合材料试件中总的织物层是12层, 有11个层间; 织物组是4组, 有3个组间。因此, 织物组组间和总的织物层间的比例是3∶11=0.272; 五层连接织物组形成的复合材料试件中, 总的织物层是10层, 有9个层间; 织物组是2组, 有1个组间, 因此织物组间和总的织物层间的比例是1∶9=0.111。由于织物组由针织纱捆绑在一起, 组内的织物层间性能因捆绑纱的作用而增强; 在织物组之间没有捆绑, 因此织物组之间的层间性能相对比较弱。在纤维体积含量比较低时五层连接织物形成的复合材料试件层间比例是0.111, 而三层连接织物形成的复合材料试件的层间比例是0.272。即在纤维体积含量比较低时, 三层连接织物形成的复合材料试件的层间比例大于五层连接织物形成的复合材料试件的薄弱层间比例。因此当纤维体积含量比较低时, 五层连接织物形成复合材料试件的层间剪切强度高于三层连接织物形成的复合材料试件的层间强度。
当纤维体积含量比较高时, 在由三层连接织物组形成的复合材料试件中总的织物层是18层, 有17个层间; 织物组是6组, 有5个组间, 因此织物组间和总的织物层间的比例是5∶17=0.294; 在由五层连接织物组形成的复合材料试件中, 总的织物层是20层, 有19个层间; 织物组是4组, 有3个组间, 因此织物组间和总的织物层间的比例是3∶19=0.158。在纤维体积含量比较高时五层连接织物形成的复合材料试件的薄弱层间比例增加到0.158, 是纤维体积含量比较低时的1.423倍, 而三层连接织物形成的复合材料试件的薄弱层间比例增加到0.294, 只是纤维体积含量比较低时的1.080倍。即在纤维体积含量比较高时, 五层连接织物形成的复合材料试件的薄弱层间比例的增加是三层连接织物形成的复合材料试件的薄弱层间比例的增加的1.318倍。于是, 在纤维体积含量比较高时, 三层连接织物形成的复合材料试件层间剪切强度接近甚至超过五层连接织物形成的复合材料试件的层间剪切强度。
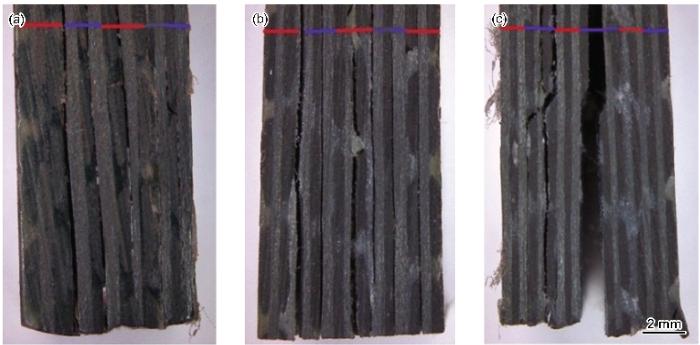
图6给出了织物组组数为2的五层连接纬编双轴向多层衬纱织物增强复合材料的典型层间剪切破坏试样图, 图中每段红色直线和蓝色直线各代表一组织物。从图6可以看出, 尽管织物组内有裂纹产生但是主裂纹较多发生在各织物组之间的区域。在图7中从左到右依次为织物组组数为4、5、6的三层连接纬编双轴向多层衬纱织物增强复合材料的层间剪切破坏试样图, 图中每段红色直线和蓝色直线各代表一组织物。在图7中, 主要的裂纹依然发生在各织物组之间的区域。
图6 铺层数为2的五层连接纬的复合材料的层间剪切破坏图
Fig.6 Shear fracture photographs of the MBWK fabrics reinforced composites with five layer-connected and two layers
捆绑纱使织物组组内层间的性能得以提高, 而织物组组间成为了复合材料的薄弱层。随着剪切应力的增大织物组组间首先发生剪切破坏, 因此试件产生的主裂纹多发生在各织物组之间。此外, 即使织物组内发生裂纹, 捆绑纱的存在也使复合材料需要消耗更多的能量才能达到分层破坏, 从而使复合材料的层间强度有一定程度的提高。在MBWK织物增强复合材料中使用的捆绑纱为涤纶长丝, 在较高的剪切载荷作用下形成分层破坏时, 形成的上、下层会发生相对滑移。纤维层之间的相对滑移使捆绑纱拉伸, 捆绑纱的拉伸变形吸收一部分能量, 使MBWK织物增强复合材料的分层韧性提高; 伴随着裂纹的再一步扩大 拉伸形变不断地增加, 捆绑纱与树脂基体就会发生脱胶。脱胶后捆绑纱将从树脂基体中拔出, 直到捆绑纱的断裂。捆绑纱的拉伸, 脱胶, 拔出以及断裂, 这一系列过程都需要消耗的能量, 从而使此类复合材料的剪切强度得到提高。但是, 本文使用的是涤纶捆绑纱, 而非高性能纤维, 不能使此类复合材料的层间剪切强度显著提高。
图7 三层连接的复合材料的层间剪切破坏图
Fig.7 Shear fracture photographs of the MBWK fabrics reinforced composites with three layer-connected (a) four groups, (b) five groups, (c) six groups
为了研究影响因素(纤维体积含量和增强结构)和MBWK织物增强复合材料在0°和90°方向上层间剪切强度之间是否有统计学上的关系, 采用双因素方差分析。双因素方差分析的结果, 列于表5和表6。本文采用了“III型平方和”分析方法进行方差分析。其中上标a是adjust的缩写。adjusted R2表示模型的拟合程度的好坏, R2越接近1代表拟合的程度越好。在0°方向和90°方向的adjusted R2分别是0.838和0.903, 说明模型的拟合程度比较好。表5给出了0°方向上剪切强度的主体间效应的检验, 表6给出了90°方向上剪切强度的主体间效应的检验。从表5和表6可以看出, 方差分析模型很显著。在0°和90°方向上, F的统计量分别为29.542和52.404。这说明, F统计量对应的显著性水平之间有明显的差异。在表5和6中, 纤维体积含量和连接层数的P值(P=0.000)均小于0.05。显著水平α=0.05时, 纤维体积含量和连接层数都对剪切强度有显著影响。图3给出了纤维体积分数和MBWK织物增强复合材料剪切强度之间的关系。从图3可见, 剪切强度随着纤维体积分数的增加而增加, 表明纤维体积分数对MBWK织物增强复合材料剪切强度有显著的影响。从图3还可以看出, 当增强织物具有相同纤维体积分数时, 纤维体积分数比较低时五层连接试样的剪切强度最大。随着纤维体积分数的增加三层连接试样的层间剪切强度的增加量最大, 而五层连接试样的层间剪切强度的增加量最小。增强体织物的连接层数, 对MBWK织物增强复合材料剪切强度也有显著的影响。
表5 在0°方向剪切强度主体间效应的检验
Table 5 Tests between-subjects effects of the shear strength in the direction of 0°
| Source | Dependent variable: compression strength in the direction of 0 ° | ||||
|---|---|---|---|---|---|
| Type III sum of squares | df | Mean square | F | P | |
| Corrected model | 2222.964a | 8 | 277.870 | 29.542 | 0.000 |
| Intercept | 120473.166 | 1 | 120473.166 | 12808.294 | 0.000 |
| Reinforced structure | 69.590 | 1 | 69.590 | 7.399 | 0.010 |
| Fiber volume fraction | 1956.263 | 6 | 326.044 | 34.664 | 0.000 |
| Error | 338.611 | 36 | 9.406 | ||
| Total | 126279.074 | 45 | |||
| Corrected total | 2561.575 | 44 | |||
表6 在90°方向剪切强度主体间效应的检验
Table 6 Tests between-subjects effects of the shear strength in the direction of 90°
| Source | Dependent variable: compression strength in the direction of 0 ° | ||||
|---|---|---|---|---|---|
| Type III sum of squares | df | Mean square | F | P | |
| Corrected model | 2291.114a | 8 | 286.389 | 52.404 | 0.000 |
| Intercept | 112583.784 | 1 | 112583.784 | 20600.850 | 0.000 |
| Reinforced structure | 214.091 | 1 | 214.091 | 39.175 | 0.010 |
| Fiber volume fraction | 2209.489 | 6 | 368.248 | 67.383 | 0.000 |
| Error | 196.740 | 36 | 5.465 | ||
| Total | 116861.592 | 45 | |||
| Corrected total | 2487.855 | 44 | |||
对于MBWK织物增强复合材料, 碳纤维的纤维体积含量对其层间剪切性能具有较大的影响。在实验研究范围内, MBWK织物增强复合材料层间剪切强度与碳纤维的纤维体积含量有很好的线性相关性。增强体结构对复合材料层间剪切性能具有显著的影响。MBWK织物增强复合材料的剪切破坏形式是分层破坏, 试件产生的裂纹较多地发生在各织物组之间, 捆绑纱使复合材料的层间强度得到了一定程度的提高。

/
| 〈 |
|
〉 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}