
王淼 , 张亚雄
, 张亚雄
WANG Miao, ZHANG Yaxiong
中图分类号: TG146, TG172
通讯作者:
收稿日期: 2014-11-12
修回日期: 2015-01-21
网络出版日期: --
版权声明: 2015 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
将6061-T6铝合金进行空冷、水冷的多道搭接搅拌摩擦加工(multi-pass FSP), 用金相显微镜、扫描电镜、透射电镜、浸泡腐蚀试验和电化学腐蚀等手段表征了核区材料的腐蚀性能。结果表明: 母材经这两种冷却方式的FSP改性后, 核区的晶粒明显细化, 腐蚀性能有显著的提高; 与母材相比, 核区的腐蚀电压较高, 腐蚀电流密度较小, 阻抗较大; 空冷FSP的核区材料比水冷的腐蚀性能更好。
关键词:
Abstract
The 6061-T6 aluminium alloy was modified by multi-pass friction stir process with air or water cooling. Corrosion behavior of the processed zone was investigated by immersion test and electrochemical corrosion test, as well as optical microscopy, SEM and TEM. The results show that the grain size of stirred zone was successfully refined and its corrosion resistance became better obviously after the base metal was modified by FSP with different cooling methods. Compared with the base metal, the nugget zone exhibited higher free-corrosion potential, smaller corrosion current density and greater corrosion impedance. Compared to FSP with water-cooling, the nugget zone prepared by FSP with air-cooling showed better corrosion resistance.
Keywords:
多道搭接搅拌摩擦加工(multi-pass FSP)技术, 是一种新型的制备超细晶材料的大塑性变形技术, 由美国密苏里大学教授Mishra于1999年提出的搅拌摩擦焊接(FSW)工艺发展而来的[1-3]。目前, 很多研究者[4-6]用多道搭接FSP对铝合金的表面进行改性, 并研究了加工后材料的组织与力学性能, 证实用这种技术能制备出块体细晶材料。有学者[7, 8]发现, 铝合金FSP处理后的腐蚀性能比母材有明显的改善。Surekha[9]等发现2219铝合金经多道搭接FSP后的CuAl2沉淀相减少和分解, 耐腐蚀性增强, 并由此推断CuAl2的分解是提高材料耐腐蚀性能的主要原因。本文用空冷与水冷两种冷却方式的多道搭接FSP对轧制6061-T6铝合金板进行改性处理, 用金相显微镜、扫描电镜、透射电镜分析手段、浸泡腐蚀试验和电化学试验表征加工前后材料腐蚀性能, 研究加工区的微观组织对材料腐蚀性能的影响。
用FSW-3LM-002型搅拌摩擦焊机对厚度为4 mm的6061-T6铝合金母材进行空冷与水冷多道搭接FSP改性处理。搅拌头的尺寸: 轴肩直径16 mm, 搅拌针直径4 mm、长3.8 mm。加工参数: 旋转速度为1000 r/min, 行进速度为50 mm/min, 下压量为0.2 mm, 搭接率为50%(相邻道次中心间距为2 mm)。
将母材和多道搭接FSP核区经线切割后做成镶嵌试样, 将其磨平抛光后用keller试剂(1%HF+1.5%HCl+2.5%HNO3+95%H2O)侵蚀, 在Leica DM 2500M金相显微镜下进行观察。将TEM试样机械减薄至50 μm, 在33%硝酸+67%甲醇的电解液中双喷减薄后用JEM-2100型透射电镜观察。
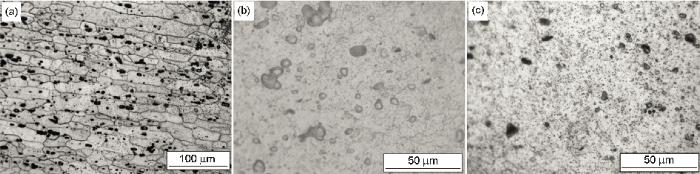
图1 母材、空冷FSP核区和水冷FSP核区的金相组织
Fig.1 Optical microstructures of base metal(a), nugget zone of FSP by air-cooled(b) and nugget zone of FSP by water-cooled (c)
采用浸泡腐蚀方法研究晶间腐蚀和剥落腐蚀, 按GB7998─87标准进行。试样取自FSP核区, 将其表面磨平抛光后在3%NaCl+10 mL/L HCl 腐蚀溶液中浸泡24 h, 温度为35℃±2℃; 将腐蚀试样剖开取截面抛光, 用金相显微镜观察晶间腐蚀形貌并测量腐蚀深度。按GB/T 22639-2008标准进行剥落腐蚀, 取FSP核区材料做成镶嵌试样, 并将镶嵌样裸露面磨平抛光后, 浸泡在EXCO(4 mol/LNaCl+0.5 mol/LKNO3+0.1 mol/LHNO3)溶液, 时间48 h, 温度为25℃±3℃。剥落腐蚀后在浓HN03中浸泡30 s再用水漂洗、晾干, 用扫描电镜观察表面的腐蚀形貌。
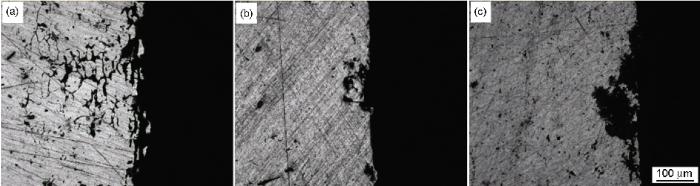
图2 T6态母材、空冷FSP核区和水冷FSP核区各试样的晶间腐蚀形貌
Fig.2 Intergranular corrosion micrographs of base metal (a), nugget zone of FSP by air-cooled (b) and nugget zone of FSP by water-cooled (c)
用CS系列电化学工作站测定试样的极化曲线和交流阻抗谱, 测试系统为三电极系统。饱和甘汞电极为参比电极, 铂片为辅助电极, 样品为工作电极, 裸露面积为1cm2, 溶液为3.5% NaCl溶液。电位扫描范围为-1.5 V-+2 V, 扫描速率为0.01 V/s。交流阻抗谱测量频率范围为105-10-2 Hz, 正弦波激励信号幅值为10 mV。
图1a给出了T6态母材的金相组织, 加工前母材的晶粒沿着轧制方向平行排布呈纤维状组织; 图1b和c分别给出了空冷和水冷状态的多道搭接FSP核区金相, 在500倍率的光镜下空冷FSP的晶粒可隐约看见, 而水冷FSP的晶粒已经完全无法辨认。这表明, 水冷FSP的核区晶粒比空冷FSP的更加细小, 需用透射电镜进一步观察FSP核区的晶粒组织。搅拌头与母材产生的摩擦热与形变热对核区的再结晶组织有长大作用, 强制水冷对晶粒长大倾向有明显的抑制作用。
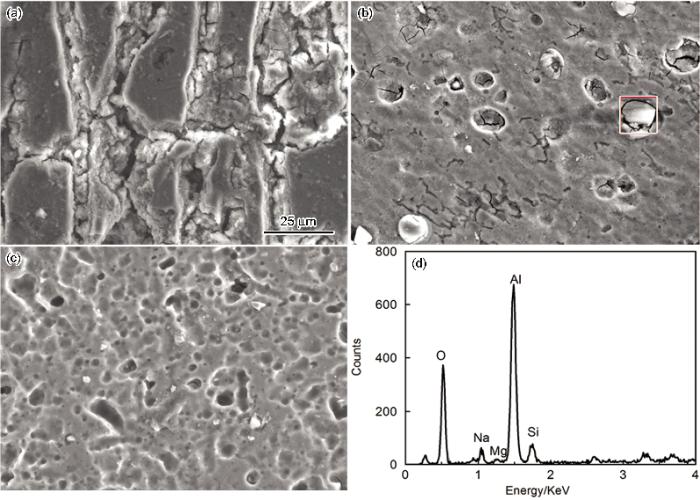
图2和图3分别给出了T6态母材和空冷、水冷FSP核区试样的晶间腐蚀和剥落腐蚀形貌。图2a表明, T6态母材出现了很严重的晶间腐蚀, 表层的晶粒开始大面积脱落, 母材试样在腐蚀溶液中浸泡24 h后最大腐蚀深度达到了280 μm。由于腐蚀从材料表面沿着晶界逐步向深处扩展, 可清晰看见母材的晶粒形貌; 由图3a可见, T6母材表层出现了大片剥落, 晶界处腐蚀脱落后形成很深的条形腐蚀坑。
图3 各试样的剥落腐蚀形貌T6态母材、空冷FSP核区、水冷FSP核区以及空冷FSP的EDS能谱
Fig.3 Exfoliation corrosion micrographs of different samples (a) base metal; (b) nugget zone of FSP by air-cooled; (c) nugget zone of FSP by water-cooled; (d) EDS analyses of FSP by air-cooled
图2b表明, 空冷FSP核区腐蚀程度比母材大幅降低, 表层腐蚀面积较小, 最大腐蚀深度也只有约80 μm。图3b表明, 空冷FSP表层只有少量的腐蚀坑, 表现为轻度的点腐蚀。图中白色方框处为即将从表面剥落的颗粒, 其EDS能谱显示该颗粒的主要成分为Al-Mg-Si, 说明第二相Mg2Si在腐蚀介质中优先发生腐蚀脱落。
由图2c可见, 水冷FSP核区表层晶粒出现了较大面积的剥落, 最大腐蚀深度约120 μm, 腐蚀性能比空冷FSP下降许多, 但优于T6态母材。与T6母材腐蚀形貌不同的是, 水冷FSP核区是从表层到内部沿着缺口处向内形成凹形腐蚀坑。图3c给出了水冷FSP核区剥落腐蚀形貌, 可见其剥落腐蚀性能比空冷FSP较差, 在表面出现了较多的腐蚀坑, 但是剥落腐蚀坑深度比T6态母材的小。
表1 电化学腐蚀参数
Table 1 Parameters of electrochemical corrosion
| Sample | Ecorr(V) | Icorr(A/cm |
|---|---|---|
| 6061-T6 base matal | -1.221 | 1.499×10-5 |
| FSP by air-cooled | -1.013 | 1.655×10-6 |
| FSP by water-cooled | -0.767 | 2.036×10-6 |
图4给出了各试样的极化曲线, 对应的电化学腐蚀参数列于表1。比较三者的自腐蚀电位和腐蚀电流密度, 可见T6态母材的自腐蚀电位最低, 自腐蚀电流密度也最大, 说明母材的腐蚀倾向最大, 腐蚀速率也最快。空冷FSP核区比水冷的自腐蚀电位低, 但空冷FSP自腐蚀电流密度低于水冷FSP。从热力学角度分析, 自腐蚀电位越高的腐蚀倾向越小, 自腐蚀电位反映的仅仅是材料的腐蚀倾向, 所以只能说明空冷FSP比水冷FSP的腐蚀倾向较大; 从动力学角度分析, 腐蚀电流密度越大腐蚀越快, 所以空冷FSP腐蚀速率要低于水冷FSP的。综合电化学数据, 腐蚀性能最好的是空冷FSP核区材料, 其次是水冷FSP核区材料, 最差的是T6态母材。
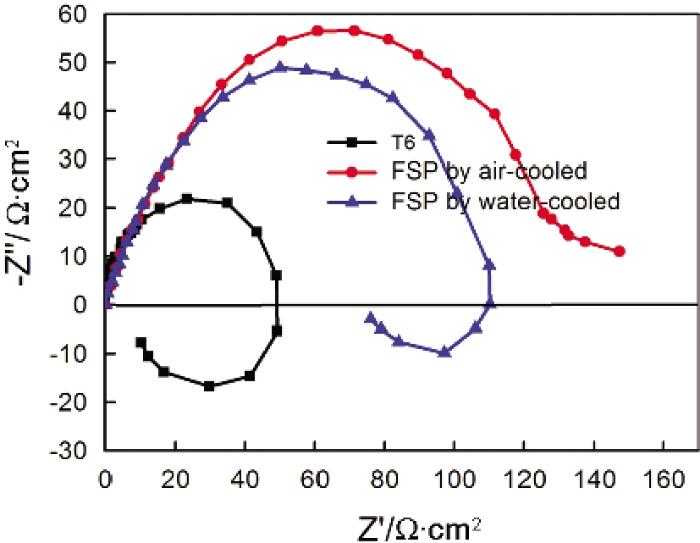
图5给出了各试样的交流阻抗图谱(EIS)。由图5可见, T6态母材和水冷FSP核区EIS谱由高频容抗弧和低频感抗弧组成。容抗弧直径反映材料表面的阻抗, 容抗弧的直径越大材料表面阻抗越大, 即电子传输阻力越大, 耐腐蚀性能越好; 感抗弧的出现说明材料表面因受到Cl-侵蚀而发生点蚀, 感抗弧直径越大材料表面受到的侵蚀越剧烈。从图5还可以看出, T6态母材容抗弧直径最小且形成了感抗弧, 说明T6母材的腐蚀性最差; 水冷FSP容抗弧直径介于T6母材和空冷FSP之间, 且形成的感抗弧直径小于T6母材, 因此水冷FSP腐蚀性能优于T6母材; 而空冷FSP容抗弧最大, 未出现感抗弧, 表明其腐蚀性能最好。
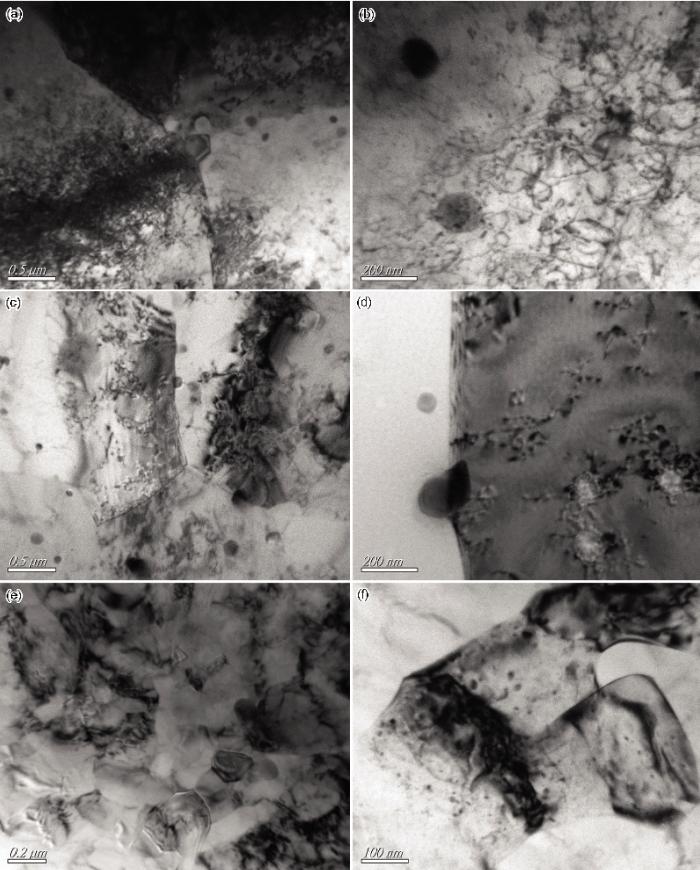
图6 T6态母材、空冷FSP核区以及水冷FSP核区试样的不同放大倍率透射电镜照片
Fig.6 TEM image with different magnification of different samples (a) and (b) base metal, (c) and (d) nugget zone of FSP by air-cooled, (e) and (f) nugget zone of FSP by water-cooled
材料的组织结构决定其耐蚀性能。为此, 从3种试样的微观组织结构探寻其腐蚀机理。图6a和b给出了T6态母材不同倍率的的TEM照片。母材晶粒的尺寸较大, 在透射电镜视场中难以找到完整晶粒, 但可清晰看到晶内存在高密度的弥散析出相以及大量的位错。晶界是第二相偏聚的区域, 第二相颗粒在T6态母材晶界处连续分布, 易形成长距离、连续的阳极腐蚀通道, 增大腐蚀敏感性。腐蚀可沿着大晶粒的晶界向内部快速推进, 内部的各晶粒腐蚀通道一旦与表层连成一体, 整个腐蚀区域的晶粒全部剥落下来, 因此T6态母材晶间腐蚀与剥落腐蚀性能很差[10-12]。
图6c和d给出了空冷FSP的核区不同倍率TEM照片。可以看出, 加工核区发生动态再结晶, 晶粒明显细化呈大角度等轴晶, 晶粒尺寸约2-3 μm, 晶内位错密度大大降低, 晶内的弥散析出相较母材明显减少, 这与加工过程中产生的高温使得第二相发生重溶或粗化的现象有关。从图6d可见, 核区的晶界上只有少量球状大颗粒相, 第二相在晶界处呈不连续分布, 没有形成完整的腐蚀通道, 从而大幅提高了晶间腐蚀与剥落腐蚀性能[13]。
图6e和f给出了水冷FSP的核区不同倍率TEM照片。可见水冷FSP核区晶粒细化程度比空冷FSP更加显著, 晶粒尺寸约200 nm, 呈大角度等轴晶。图6f表明, 晶内位错密度比母材大幅降低, 相比于空冷FSP, 水冷FSP析出相无明显溶解、粗化现象, 保留了T6态母材析出相弥散分布的状态, 细小的第二相易在晶界附近富集但不连续, 形成短距离且断续的腐蚀通道, 腐蚀必须先从表层打开一个腐蚀缺口再向内部逐层腐蚀掉与腐蚀液接触的晶粒。而T6母材晶粒尺寸很大, 腐蚀通道较长且连续, 因此水冷FSP的晶间腐蚀与剥落腐蚀性能比T6态母材有所提高, 但是比空冷FSP的差。
1. 轧制6061-T6铝合金经空冷、水冷FSP加工后核区出现了细化程度不同的等轴晶组织。空冷FSP核区的晶粒尺寸约为2-3 μm, 第二相出现了溶解、粗化现象; 而水冷FSP核区的晶粒尺寸约为200 nm, 第二相未发生溶解、粗化, 呈弥散分布。
2. 浸泡腐蚀试验的结果和极化曲线表明, 空冷FSP核区材料的腐蚀性能最好, 其次是水冷FSP核区材料, 最差的是T6态母材。用多道搭接FSP技术可实现6061-T6铝合金的表面改性, 极大地提高母材表面的腐蚀性能。

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}