
董婷婷 , 郭炜
, 郭炜
DONG Tingting, GUO Wei
中图分类号: TG376
通讯作者:
收稿日期: 2014-10-20
修回日期: 2014-12-3
网络出版日期: --
版权声明: 2015 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
研究了纯镁在350℃往复挤压2, 4, 8道次, 以及在250℃, 350℃, 450℃往复挤压2道次的组织和力学性能的变化规律。结果表明, 纯镁经350℃往复挤压后, 组织显著细化, 挤压道次从2增加到8时, 晶粒尺寸无明显变化, 而屈服强度下降, 延伸率提高。通过电子背散射衍射技术(EBSD)发现纯镁在350℃往复挤压2, 4, 8道次后, 形成{0001}基面与挤压方向分别约成25°, 30°, 40°夹角的织构, 且织构强度增加, 基面滑移系的Schmid因子上升。纯镁在250℃, 350℃, 450℃往复挤压2道次后, 随着挤压温度下降, 晶粒尺寸减小, 屈服强度上升, 屈服强度和晶粒尺寸之间的关系可表述为 。
。
关键词:
Abstract
Microstructure and tensile property of pure magnesium processed by cyclic extrusion-compression (CEC) at 350℃ for 2, 4 and 8 passes respectively, as well as for 2 passes at 250℃, 350℃ and 450℃ respectively are investigated. Results showed that the microstructure of pure magnesium is significantly refined and recrystallized after CEC for 2 passes at 350℃. With the increase of passes, the grain sizes of CECed pure magnesium showed no obvious differences. It was found by means of electron backscatter diffraction (EBSD) analysis that a texture with the basal plane of grains inclining 20º -40º to the extrusion direction developed during the CEC processing. With the increase of CEC passes, the maximum intensity of the texture and Schmid factor of basal slip system increased. Compare to that for 2 passes, the yield stress of pure magnesium after CEC for 8 passes at 350℃ decreases from 60 MPa to 41 MPa, and the elongation increases from 8% to 16.7%. The yield stress and grain size of the pure Mg processed by CEC for 2 passes at 250℃, 350℃and 450℃ follows the Hall-Petch relationship, which can be described as .
Keywords:
镁合金是工程应用中最轻的结构材料, 具有比强度高、易切削加工、资源丰富、适合环保和节能要求等优点, 在汽车、军工和电子通讯等行业的应用日益广泛。但是强度低、塑性变形能力差等缺点极大地限制了镁合金的工程应用。因此, 提高镁合金的力学性能成为研究热点。密排六方结构的镁由于室温下可动滑移系少, 晶粒尺寸对镁的强度影响显著[1]。近年来发展起来的往复挤压技术(CEC), 因其强烈的组织细化能力而得到广泛关注[2]。目前, 该工艺在提高AZ31, ZK60, GW102K等镁合金的强韧性方面取得了重要的研究进展[3-8]。
一般认为, 晶粒细化是往复挤压镁合金力学性能提高的主要原因, 同时也受到织构、第二相、晶界类型和合金元素等多种因素的影响[9]。目前对于镁合金强化方面的研究有一些新的进展, Zhou等[10]在经反复镦压后的Mg-Gd-Y-Zr发现了新的亚稳沉淀相
采用的工业纯镁在往复挤压前机加工成Φ29.5 mm×42 mm的试样。往复挤压实验在315 t双缸液压机上进行, 压下速率为6 mm/s, 试样往复挤压后立即水淬。往复挤压模具如图1所示: 首先将实验材料放入上型腔中, 在上冲头(Ram A)的作用下, 材料由上型腔经过直径较小的中间型腔进入下型腔。其次, 进入下型腔的材料在下冲头(Ram B)的作用下镦粗, 恢复其原来形状, 该过程类似于镦粗变形。最后, 下冲头反向挤压, 将材料压入上型腔, 完成第一个往复挤压过程。然后上顶杆撤回下顶杆反向挤压, 进行第二个循环。当达到设定变形量时移去一方顶杆将材料挤出[5-6]。往复挤压前将模具和试样在挤压温度下保温1.5 h, 模具采用石墨机油润滑。本次实验采用的往复挤压温度为250℃、350℃、450℃, 其中, 250℃和450℃的挤压道次为2, 350℃的挤压道次为2、4、8, 累计变形量可用以下公式计算[6]:
式中n为变形循环次数; D为模腔直径; d为紧缩区直径, 本实验中D=30 mm, d=20 mm, 2道次、4道次和8道次的累积变形量分别为2.4, 5.7和12.2。
织构测试和拉伸实验的试样均取自往复挤压后试样的纵截面(图2)。铸态纯镁采用Epson perfection 4990扫描仪进行组织观察; 往复挤压试样经4%的硝酸酒精溶液腐蚀15-20 s后, 在Axio Observer A1金相显微镜下进行组织观察, 并通过线性截距法测得晶粒尺寸。织构测试采用SU-70和Quanta FEG 250扫描电镜上EDAX-TSL EBSD系统进行表征。拉伸实验在Zwick Z100试验机上进行, 拉伸速率为1 mm/min, 片状拉伸试样标距为10 mm×2 mm×1.5 mm。
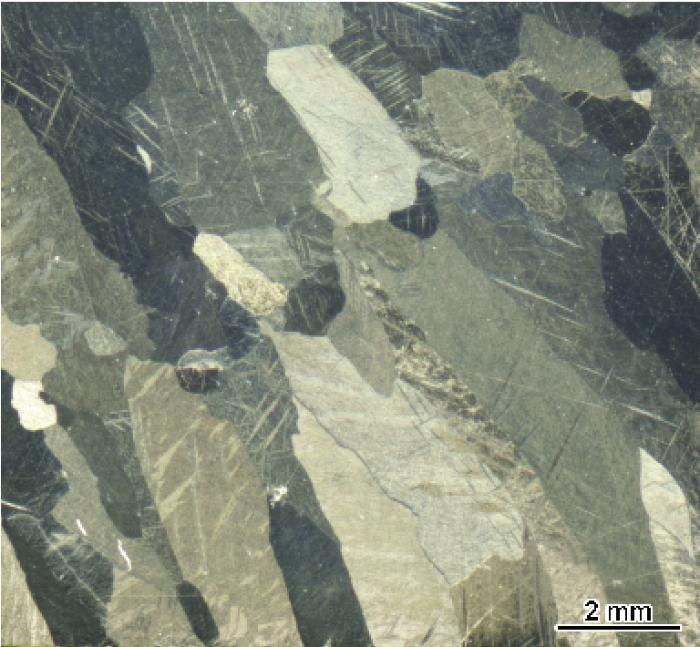
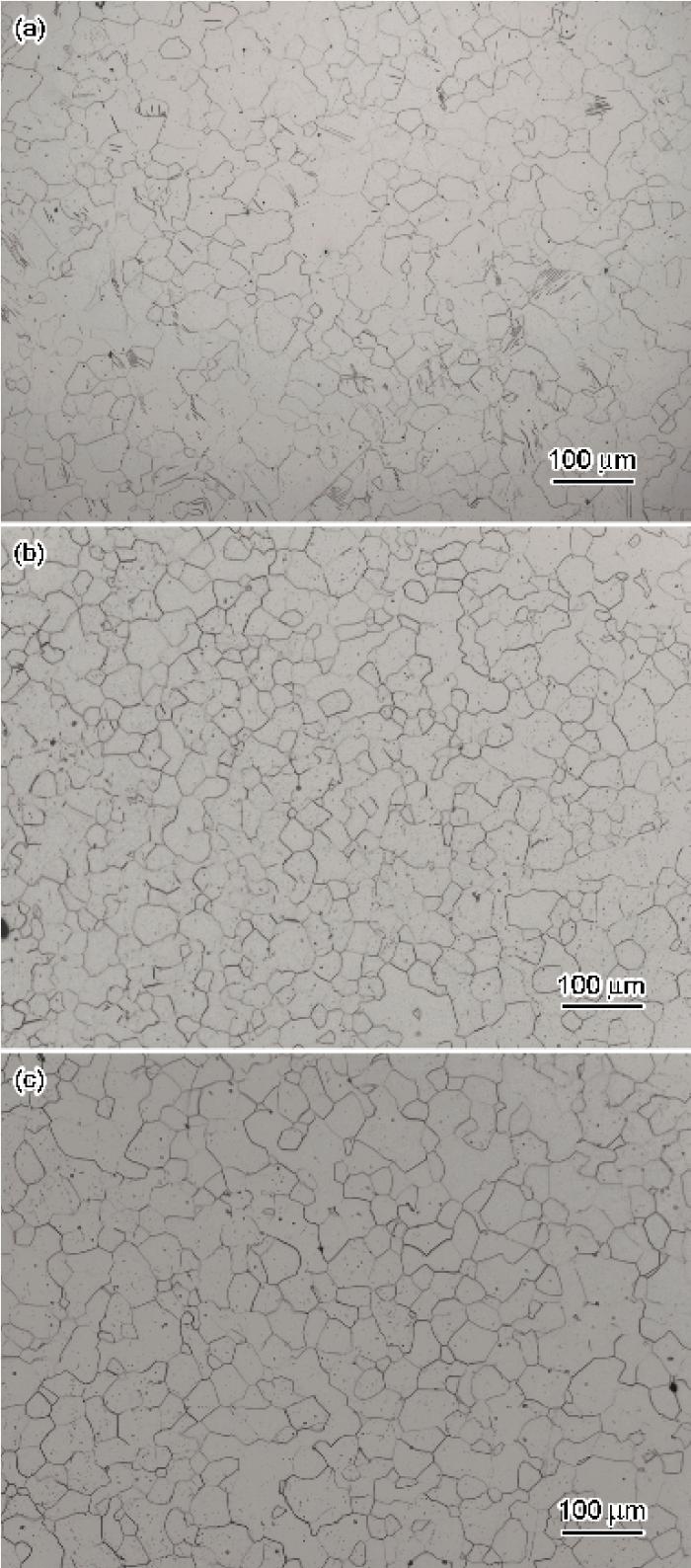
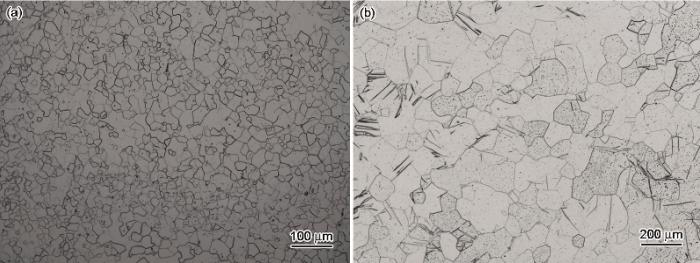
由图3可以看出, 工业纯镁铸态的原始组织粗大, 晶粒以约2 mm×5 mm的柱状晶为主。经过往复挤压变形后, 晶粒得到显著细化, 组织较为均匀, 且以等轴晶为主。从图4a可以看到, 纯镁经350℃往复挤压2道次后, 形成了完全再结晶组织, 平均晶粒尺寸约为50 μm。通过比较图4b, c发现, 随着CEC道次的增加, 晶粒进一步细化效果并不显著, 组织无明显变化。但是, 变形温度对再结晶晶粒大小有很大影响。图5是纯镁经250℃和450℃往复挤压2道次的显微组织。可以看出, 250℃往复挤压2道次后晶粒较为细小, 晶粒尺寸仅为15-25 μm, 450℃往复挤压2道次后, 晶粒粗大, 平均晶粒尺寸为85 μm, 且可观察到明显的孪晶。由于粗晶内位错滑移程大, 晶界附近应力集中严重, 在变形过程中更易于形成孪晶。
图4 纯镁在350℃往复挤压后的显微组织
Fig.4 Microstructure of 350℃ CECed pure magnesium, (a) 2 passes, (b) 4 passes, (c) 8 passes
图5 纯镁往复挤压2道次显微组织
Fig.5 Microstructure of CECed 2 passes pure magnesium at 250℃ (a) and 450℃ (b)
利用EBSD分析软件给出了纯镁经350℃往复挤压后的{0001},
图6 纯镁经350℃往复挤压后的{0001},
Fig.6 (0001),
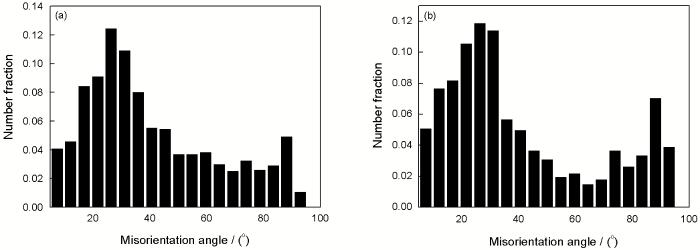
图7 纯镁经350℃往复挤压后晶粒位相角统计图
Fig.7 Misorientation map of pure magnesium after CEC processing for 2 passes (a) and 8 passes (b)
为了研究纯镁往复挤压后晶界的变化, 图7给出了纯镁经350℃往复挤压2道次和8道次后晶粒位向角统计图。从图中可以看出, 往复挤压2道次和8道次的位向角分布差异较小。平均位向角都在40°左右。这说明随着挤压道次的增加, 对于位向角的影响较小。
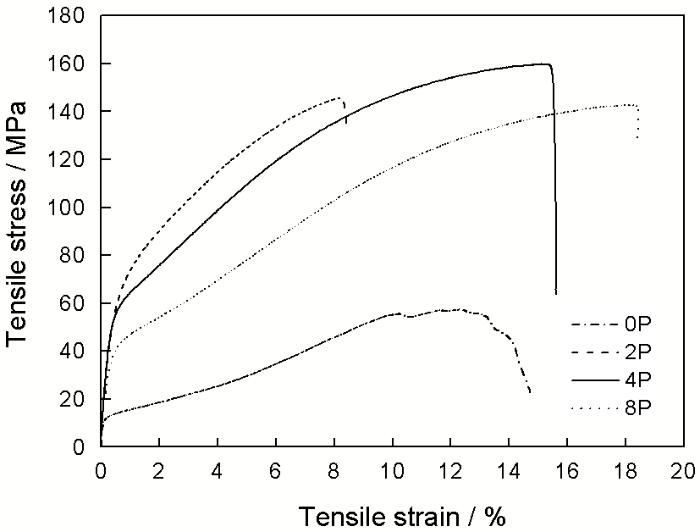
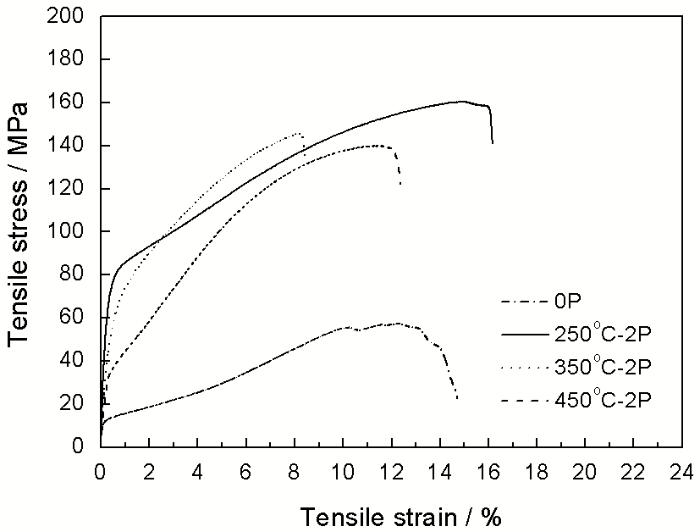
图8和9为往复挤压变形前、后纯镁室温轴向拉伸的应力-应变曲线。由图8可以看出, 往复挤压后材料的强度显著提高, 经过350℃往复挤压2道次后, 屈服强度由铸态的12 MPa提高到60 MPa。在350℃下往复挤压, 随着挤压道次的增加, 强度略有下降, 但是塑性有明显提高。经挤压8道次后, 屈服强度降为41 MPa, 延伸率由2道次时的8%提高到了16.7%。从图9可以看出, 在250℃、350℃、450℃往复挤压2道次后, 随着变形温度的降低, 屈服强度和延伸率均显著上升。250℃往复挤压2道次后, 屈服强度达到75 MPa, 延伸率为15%。这可归结为较低的变形温度抑制了晶粒长大, 细晶强化是250℃往复挤压后出现较高强度高塑性的原因。
细化晶粒是提高镁及镁合金强度和塑性的重要途径[16, 17], 屈服强度σs和晶粒平均尺寸d的关系可用Hall-Petch公式[19]表示:
式中,
图8 纯镁350℃往复挤压后的力学性能
Fig.8 Tensile stress-strain curves of pure Mg processed by cyclic extrusion compression at 350℃
图9 纯镁在不同温度下往复挤压2道次后的力学性能
Fig.9 Tensile stress-strain curves of pure Mg processed by cyclic extrusion compression for 2 passes at three different temperatures
图10 纯镁往复挤压后屈服强度与晶粒尺寸的关系
Fig.10 The relationship between yield stress and grain size of CECed pure Mg
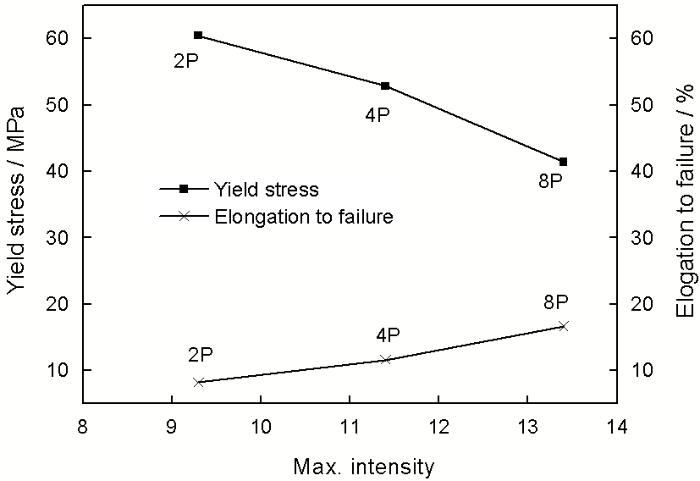
纯镁在350℃进行不同道次的往复挤压后, 晶粒尺寸无明显变化(图4)而屈服强度下降, 延伸率显著提高(图8)。图11是350℃往复挤压纯镁的屈服强度和延伸率与织构最大极密度之间的关系。从图中可以看到, 屈服强度和最大极密度之间呈现负相关的关系, 而延伸率与其呈正相关的关系。从2.2节分析可知, 经350℃往复挤压后, 纯镁呈现
图11 350℃纯镁往复挤压后力学性能和织构的最大极密度的关系
Fig.11 The relationship between mechanical property and maximum intensity of texture on 350℃ CECed pure Mg
细晶强化和织构软化是影响镁及镁合金力学性能的两个重要因素, 在往复挤压的过程中, 硬化和软化可能同时存在, 并处于竞争关系。当织构的软化作用占优势时, 材料的强度会出现略微下降, 塑性提高。而当细晶的强化作用占优势时, 强塑性都会出现显著提高。
1. 纯镁经过350℃往复挤压2道次后, 平均晶粒尺寸从2 mm×5 mm的柱状晶细化到约50 μm的等轴晶, 屈服强度为60 MPa。挤压道次从2增加到8, 组织进一步细化不明显, 但是屈服强度略微下降, 延伸率增大, 挤压8道次后屈服强度降为41 MPa, 延伸率从2道次的8%提高到16.7%。
2. 经350℃往复挤压后, 纯镁呈现
3. 纯镁在不同温度(250℃, 350℃, 450℃)下往复挤压2道次后, 随着变形温度的下降组织细化, 力学性能提高。450℃往复挤压2道次后平均晶粒度尺寸85 μm, 屈服强度为35 MPa, 而250℃往复挤压2道次后平均晶粒度尺寸降为15 μm, 屈服强度为75 MPa, 较450℃时提高115%。纯镁经过250℃、350℃、450℃往复挤压2道次后的屈服强度和晶粒尺寸之间满足Hall-Petch关系, 可表述为

/
| 〈 |
|
〉 |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}