
李继红 , 刘娟娟, 张敏, 刘明志, 唐江
, 刘娟娟, 张敏, 刘明志, 唐江
西安理工大学材料科学与工程学院 西安 710048
LI Jihong, LIU Juanjuan, ZHANG Min, LIU Mingzhi, TANG Jiang
中图分类号: TG407
通讯作者:
收稿日期: 2014-08-14
修回日期: 2015-01-7
网络出版日期: --
版权声明: 2015 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
展开
摘要
在焊条药皮中添加中碳锰铁和镍粉将Mn、Ni元素过渡到FV520(B)钢焊缝, 用金相分析、冲击试验、XRD分析和SEM观测等手段研究了药皮合金元素对FV520(B)钢焊缝的组织和韧性的影响。结果表明: FV520(B)钢焊缝组织以回火索氏体和板条马氏体为主, 出现残余奥氏体和二次析出相; 随着合金元素的增加, 焊缝的组织更加细小致密, 马氏体片层更加均匀细小, 分布更加弥散。与酸性药皮相比, 碱性药皮过渡合金元素的效果更显著, 因此焊缝的冲击韧性更优良。用药皮过渡Mn、Ni能提高焊缝中奥氏体的含量, 进而改善FV520(B)钢焊缝的冲击韧性。与Mn相比, 添加Ni提高焊缝韧性的效果更为显著。
关键词:
Abstract
The influence of addition of alloying elements of medium carbon Fe-Mn and Ni in the welding flux on the microstructure and toughness of the weld seam of FV520(B) steel was investigated by means of impact test, metallographic microscope, SEM and X-ray diffractometer. The results show that the microstructure of the weld seam of FV520(B) steel mainly composed of tempered sorbite and lath martensite with some residual austenite and secondary phases. With the increasing amount of alloying elements Mn and Ni, the microstructure of weld seam became finer, and the lamellae of martensite became thinner and distributed more uniformly. The addition of allying elements into a basic flux rather than an acidic ones showed much higher effectiveness in improvement of the toughness of the weld seam. The induced Mn and Ni can enhance the austenitic amount in the weld seam, which in turn plays an important role in enhancing its toughness. Moreover, the induced Ni rather than Mn was more effective in enhancing the toughness of the weld seam.
Keywords:
FV520(B)不锈钢具有优良的耐蚀性、冲击韧性以及较大截面上理想的横向力学性能, 还具有与18-8系列不锈钢相近的良好焊接性, 因此广泛应用于风机制造行业, 尤其用来生产抽送含有腐蚀介质的中高速风机叶片[1, 2]。但是在实际应用过程中, 用FV520(B)钢作为母材的叶轮常常失效。引起FV520(B)钢叶轮失效的原因, 一是锻造及热处理工艺控制不当[3]; 二是焊接接头的韧性不足导致焊缝附近产生裂纹而发生断裂[4]。鉴于此, 本文在焊条药皮中添加中碳锰铁镍粉向焊缝引入Mn、Ni元素, 研究其FV520(B)钢焊缝韧性的影响和机理。
实验母材FV520(B)不锈钢板的编号为A, B, C, D, E和F, 焊接试板的尺寸为160 mm×200 mm×20 mm。焊件试样开双面V形坡口。打底、填充以及盖面焊所用的焊接电流分别为120 A、130 A、140 A。为了减少冷裂纹倾向, 试板焊前进行200℃预热, 焊后进行1050℃固溶处理×1 h水冷+850℃调整处理×2 h水冷+620℃时效处理×1 h空冷的热处理工艺。实验用FV520(B)钢母材和专用焊条焊芯的化学成分, 列于表1。
表1 FV520(B)钢及不锈钢专用焊条焊芯化学成分
Table 1 Chemical compositions of parent material and electrode (%, mass fraction)
| C | Si | Mn | P | S | Cr | Ni | Cu | Mo | Nb | Ti | B | Re | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Parent metal | 0.04~ 0.07 | 0.38~ 0.7 | ≤ 1.0 | ≤ 0.025 | ≤ 0.025 | 13.0~ 14.5 | 5.0~ 6.0 | 1.3~ 1.8 | 1.3~ 1.8 | 0.25~ 0.45 | - | - | - |
| Electrode | < 0.05 | 0.4~ 0.6 | 0.8~ 1.0 | ≤ 0.01 | ≤ 0.01 | 13.0~ 13.5 | 5.0~ 5.5 | 0.9~ 1.3 | 1.4~ 1.6 | 0.2~ 0.4 | 0.2~ 0.15 | 0.002~ 0.006 | 0.15~ 0.20 |
实验用6种药皮配方的编号分别为1#、2#、3#、4#、5#和6#(分别对应6种试样编号A-F), 其中1#和2#为酸性药皮, 3#、4#、5#和6#为碱性药皮, 没有添加镍粉的1#, 3#和6#作为对比试样, 焊条药皮配方列于表2。
根据GB/T 2650-2008, 在型号为JB300的试验机上进行焊接接头的冲击试验。冲击试样从焊缝中心处垂直焊缝对称取V型缺口试样, 缺口垂直焊缝表面, 位于焊缝中心。用OLYMPUS-GX71大型金相显微镜进行金相试验。用XRD-7000型X射线衍射分析仪(XRD)分析试样中马氏体和奥氏体的相对含量, X射线源为CuKa线, 采用连续扫描方式, 以6°/min的速率在30°≤2θ≤120°范围进行扫描。
表2 焊条药皮配方
Table 2 Coating formula of electrode (%, mass fraction)
| No. | Coating type | Carbon ferromanganese | Nickel power |
|---|---|---|---|
| 1# | acidic | 5 | - |
| 2# | acidic | 8 | 2 |
| 3# | basic | 5 | - |
| 4# | basic | 8 | 2 |
| 5# | basic | 5 | 5 |
| 6# | basic | 10 | - |
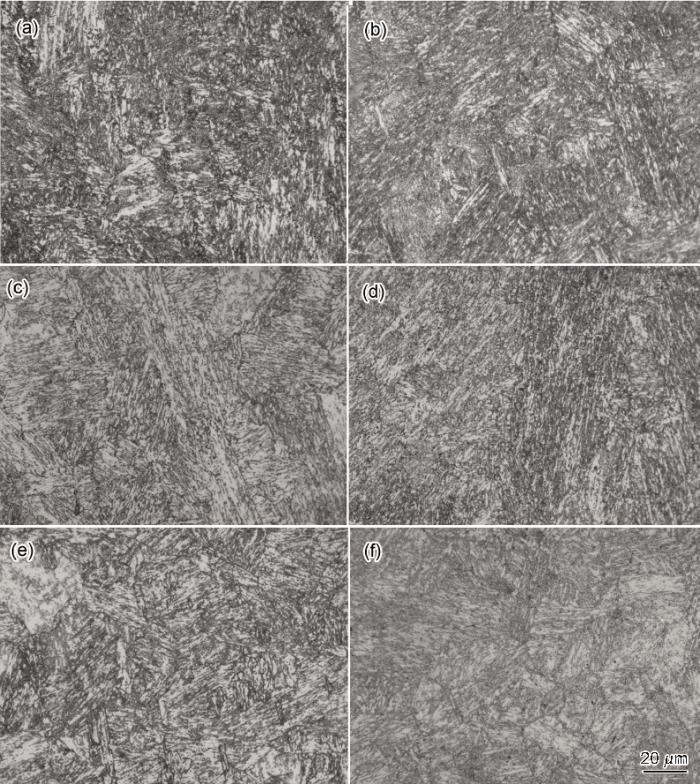
2.1.1 焊缝显微组织 图1给出了采用所设计的焊条实际施焊后, 经焊后热处理后A, B, C, D, E和F试样焊缝金属的组织形貌。由图1可以看出, 经过焊后热处理的6种焊条所获得的焊缝组织均以回火索马氏体和板条马氏体为主, 并有残余奥氏体和二次析出相出现, 其中板条马氏体呈平行状, 回火索马氏体与板条马氏体相互交错排列呈编织状。从图1a和b可见, A、B两试样的焊缝组织出现黑白分明的两种区域性组织, 部分组织保持马氏体形貌, 基体上可见较多析出相, 且呈明显的球状聚集。而C, D, E, F试样的焊缝时效处理后, 马氏体板条束位向清晰可见, 基本保持原板条马氏体板条位向特征, 基体上弥散析出沉淀相, 少量沉淀相颗粒开始聚集球化。综合比较图1中6种不同的焊缝组织, 虽然其母材、焊接工艺及热处理工艺均相同, 且焊缝组织也均以回火索氏体+板条马氏体+残余奥氏体+二次析出相为主, 但是随着合金元素Mn、Ni含量的增加焊缝组织变得更加细小致密, 而马氏体片层更加均匀细小, 分布更为弥散。
2.1.2 焊缝奥氏体量 对C, D, E和F试样的焊缝进行XRD分析, 测量焊缝中奥氏体的含量, 焊缝的XRD谱如图2所示。可以看出, 焊缝的组织主要是马  氏体, 不同焊缝的衍射峰强度也有所不同, 马氏体(110)面衍射峰最强, 奥
氏体, 不同焊缝的衍射峰强度也有所不同, 马氏体(110)面衍射峰最强, 奥  氏体(111)面衍射峰较为明显。奥氏体含量为[5]
氏体(111)面衍射峰较为明显。奥氏体含量为[5]
式中φγ为奥氏体的体积分数, Ιγ和Ια分别为(111)γ和(110)α衍射峰强。
选取(110)α、(200)α、(211)α, (111)γ、(200)γ计算焊缝奥氏体含量, 结果列于表3。可以看出, Mn, Ni元素的加入有助于提高焊缝中奥氏体的含量, 且Ni元素比Mn元素效果更加显著。同时添加Mn、Ni元素, 则焊缝奥氏体的含量的提高更为显著。主要原因是, Mn、Ni元素是奥氏体形成和稳定元素, 可降低钢的As和Ms点, 使焊缝中逆变奥氏体化学稳定性增加, 含量增多[6]。Ni元素奥氏体化效果比Mn元素更显著, 因为逆变奥氏体的增多与Ni元素的迁移有关[7]。当回火温度升至稍高于As点时逆变奥氏体相的核心就通过切变方式在高Ni区直接生成, 并沿板条界面纵向长大成极细的针条状逆变奥氏体。同时, 由于药皮中的锰铁是脱氧剂, Mn的氧化损失较大, 降低了过渡系数, 导致其对焊缝中奥氏体含量的影响不如Ni。
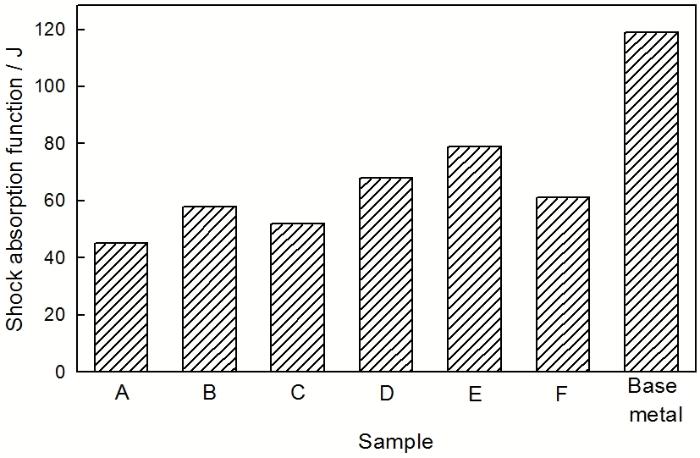
图3给出了A, B, C, D, E, F试样焊接接头的冲击试验结果。由图3可见, E试样焊缝的韧性最高, 与同为碱性药皮的C试样比较, 冲击吸收功增加了50%左右。比较E试样和F试样焊缝的冲击韧性可以看出, 药皮中添加镍粉可以有效提高焊缝的冲击韧性。其主要原因是, Ni在熔池结晶过程中增加了形核质点, 细化了晶粒, 并扩大了奥氏体相区, 使焊缝中残余奥氏体数量减少, 提高了焊缝韧性[8]。由图3还可以看出, 酸性焊条试样的冲击韧性明显低于碱性焊条。酸性焊条的药皮含有较多的氧化钛、氧化硅等酸性氧化物, 氧化性较强, 在焊接过程中合金元素烧损较多, 且扩散氢含量较高, 因此抗裂性较差。碱性焊条的药皮含有较多的大理石、萤石, 并有较高的铁合金作脱氧剂, 从而降低了焊缝中氧和氢的含量, 非金属夹杂少, 因此塑韧性较高。
表3 焊缝中奥氏体量
Table 3 Austenite content of welded metal (%, volume fraction)
| Sample | α(110) -γ(111) | α(200) -γ(200) | α(211) -γ(200) | Average |
|---|---|---|---|---|
| C | 18.0 | 17.7 | 19.6 | 18.5 |
| D | 22.3 | 26.5 | 24.4 | 24.4 |
| E | 24.2 | 24.4 | 26.9 | 25.2 |
| F | 19.2 | 22.6 | 20.9 | 20.9 |
图1 不同试样焊缝区的微观组织
Fig.1 Microstructure of weld area of different samples, (a) A, (b) B, (c) C, (d) D, (e) E, (f) F
与母材相比, 焊缝的冲击韧性明显较低。其原因一方面是焊后热处理工艺不足以充分改善焊缝的冲击韧性, 另一方面是焊条中不可避免的杂质元素S、P等会偏聚于晶界, 降低晶界表面能, 易产生沿晶脆性断裂, 从而降低了焊缝的韧性。
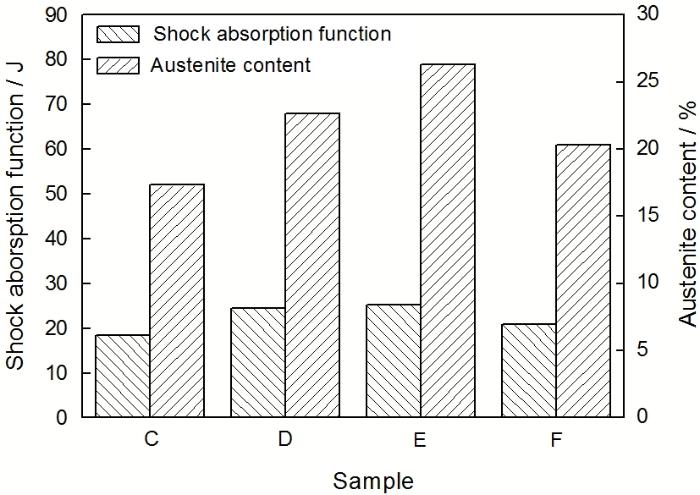
图4给出了C, D, E, F试样奥氏体量与冲击功的比较。由图4可以看出, 冲击吸收功与奥氏体量有相同的变化趋势, 也即焊缝中奥氏体含量直接影响焊缝冲击吸收功的大小。其原因是, 焊缝中奥氏体沿板条马氏体束之间呈薄片状分布, 裂纹遇残余奥氏体时将形成分枝, 使扩展所消耗的能量增加[9-11], 因此向焊缝过渡奥氏体化合金元素提高了焊缝中的奥氏体量, 使焊缝的冲击韧性提高。E试样焊缝的奥氏体量比C试样提高了6%, 冲击吸收功增大了30 J。比较E试样和F试样, 含Ni的E试样焊缝生成的奥氏体量更多, 提高焊缝韧性的效果更加显著, 故Ni提高焊缝韧性的效果优于Mn。
图3 不同试样焊接接头的冲击试验结果
Fig.3 Impact test results of welded joint of different samples
图4 不同试样奥氏体量与冲击吸收功的比较
Fig.4 Comparison of austenite content and shock absorption function of different samples
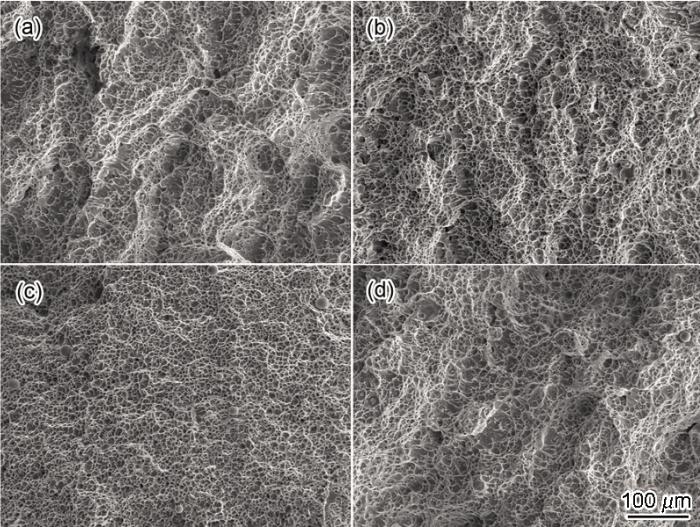
图5给出了C, D, E, F四种试样焊缝冲击断口纤维区的微观形貌。由图可见, 断口形貌均为等轴状韧窝, 这些韧窝都较浅。在有些韧窝的底部和解理平台上可以看出由于第二相粒子与基体脱落而留下的微孔。
对比D、E试样与C试样断口纤维区的微观形貌, 加入Ni的D、E试样断口的韧窝更加密集, 韧窝大小更加均匀, 在小韧窝的底部因二次析出相脱落而形成的细小微孔数量也较多。Ni的加入提高了焊缝中马氏体间奥氏体含量, 且连续分布在回火索氏体基体内, 且十分细小, 与回火索马氏体间的弥散度很大。这种形态的组织使断口韧窝分布更均匀, 数量更多, 从而提高了焊缝的冲击韧性。
图5 不同试样焊缝区冲击断口的扫描结果
Fig.5 SEM results of impact fracture of weld area of different samples, (a) C, (b) D, (c) E, (d) F
1. FV520(B)钢焊缝的组织主要以回火索马氏体和板条马氏体为主, 并且会有残余奥氏体和二次析出相出现, 随着合金元素Mn、Ni含量的提高, 焊缝组织更加细小致密, 马氏体片层更加均匀细小, 分布更加弥散。通过药皮向焊缝过渡合金元素Mn、Ni提高了焊缝奥氏体含量, 进而提高了焊缝的冲击韧性。
2. 与酸性药皮焊条相比, 使用碱性药皮焊条有利于提高FV520(B)钢焊接接头焊缝金属的冲击韧性。
3. FV520(B)钢焊缝的冲击断口形貌为等轴状韧窝, 过渡Ni的试样断口的韧窝更加密集, 大小更加均匀, 提高焊缝金属冲击韧性的效果比加入Mn更显著。

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}