
卢林 , 王和斌
, 王和斌
LU Lin, WANG Hebin
中图分类号: TG142
通讯作者:
收稿日期: 2014-12-31
修回日期: 2015-02-28
网络出版日期: --
版权声明: 2015 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
结合以铌代替部分钒的合金化思路和用喷射成形快速凝固技术制备出新型M3: 2高速钢, 研究了合金在950-1150℃和0.001-10 s-1条件下的热变形。根据实验得到的真应力-真应变曲线, 基于动态材料模型(DDM)建立合金热加工图并结合动力学分析和组织观察, 将加工图分为塑性失稳区(>1 s-1)、低应变速率区(0.001 s-1)、低变形温度区(<1000℃)和加工安全区, 重点讨论了低应变速率区和低变形温度区内裂纹产生的机制, 并由此确定了合金可进行热加工的区间为1050-1150℃, 0.01-0.1 s-1。为了得到晶粒细小、碳化物呈颗粒状且分布均匀的组织, 优化后的热变形加工参数为1150℃, 0.1 s-1。喷射成形含铌M3: 2高速钢经锻造和热处理后, 其硬度和弯曲强度等性能优于同等成分的粉末冶金高速钢。
关键词:
Abstract
The hot deformation behavior of as spray-formed Nb-containing AISI M3: 2 high speed steel has been investigated by compression tests at a temperature range of 950-1150℃ and a strain range of 0.001-10 s-1 with 50% reduction. Processing maps were developed according to the principles of Dynamic Material Model. It was found that the flow curves assumed the classic shape of dynamic recrystallization (DRX)-rising to a peak, following a softening to a steady state. The hot working process of the steel can be carried out safely in the domain of (Td: 1050-1150℃, : 0.01-0.1 s-1). To obtain microstructures of the steel with fine grains and uniform distribution of fine granular carbides, the hot working process should be carried out at 1150℃ and strain rate of 0.1 s-1. The flow instability took place when strain rates exceed 1 s-1. After a proper hot working and heat treatment, the hardness and bending strength of the spray-formed Nb-containing M3:2 high speed steel is 67 HRC and 3467 MPa, respectively.
Keywords:
基于提高AISI M3钢碳、钒含量而开发的M3: 2(国内牌号CW6Mo5Cr4V3)高钒高性能高速钢广泛用于制造拉刀、成形铣刀、车刀、钻头等刀具、加工中高强度钢和高温合金等难加工材料, 还可作为优良的冷作模具钢使用[1]。与M3相比, M3: 2高速钢具有更高的硬度、耐磨性和良好的韧性。为进一步提高高速钢的硬度和耐磨性, 开展了以强碳化物元素铌代替高速钢中部分钒的研究。由于传统铸造工艺的冷速较低, 含铌高速钢在凝固过程中容易形成粗大的共晶组织, 甚至在高铌含量的情况下粗大MC碳化物从熔体中直接析出, 影响高速钢性能的提高并影响含铌高速钢的发展和应用。粉末冶金工艺的出现, 为含铌高速钢的开发应用提供了新的契机。Thyssen Edelstahl[2]开发了两种含铌粉末冶金高速钢, 牌号分别为TSP1和TSP8, 并取得专利和实际应用。但是粉末冶金工艺复杂, 工序多, 成本高[3, 4], 限制了其产品的应用范围, 也制约着含铌高速钢的推广。而借助喷射成形工艺制备的高速钢具有细小等轴晶、无宏观偏析、共晶碳化物尺寸小且分布均匀等组织优点, 表现出与粉末高速钢相类似的组织特征。同时, 与粉末冶金工艺相比, 喷射成形工艺还有工艺简单、工序简洁和成本低等优点。
热加工图作为优化热加工工艺参数的有效工具, 已应用于镁合金[5-11]、钛合金[12, 13]、镍基高温合金[14]、钢铁[15, 16]、铝合金[17]等材料。目前, 已有关于喷射成形高速钢的热变形行为研究和建立本构方程的报道[18]。而利用热加工图研究高速钢的热变形行为以及热加工图在高速钢的应用, 却鲜见报道。Liu Y H等[19]采用等温热压缩研究了粉末冶金M3高速钢的热变形行为, 建立了粉末冶金M3高速钢的热加工图。但是这些研究的重点在于加工安全区内的组织变化, 而没有涉及塑性失稳区和低应变温度以及低应变速率情况下的组织变化及裂纹产生的机理。本文研究本课题组开发的具有自主知识产权(专利号: CN 102605263)的喷射成形含铌M3: 2高速钢在不同变形温度和变形速率下的组织变化规律以及变形过程中裂纹产生的机理, 并建立此合金的热加工图, 用于指导合金实际热加工工艺参数的制定, 为进一步推进新开发合金的实际应用奠定坚实基础。
用国产W6Mo5Cr4V2作为母合金, 在中频感应电炉熔炼过程中加入C, W, Mo, V(50% , 质量分数, 下同)-Fe, Nb(65%)-Fe等中间合金, 钢液在电磁搅拌作用下成分均匀之后浇注到预先加热的中间包, 浇注温度为1560℃, 通过中间包导流嘴进入雾化室, 经雾化压力为0.46 MPa氮气雾化成熔滴, 熔滴在雾化气体的作用下飞行直至到达接收基板, 沉积距离为450 mm, 最终形成直径为 180 mm, 高度70 mm的沉积坯。制备的含铌喷射成形M3:2高速钢的成分(质量分数, %)为: C 1.31; W 6.10; Mo 4.90; Cr 4.48; V 2.75; Nb 0.50。
从沉积坯上取样加工成直径8 mm长度12 mm的圆柱试样, 用于热压缩实验。热压缩试验在Gleeble-1500热模拟试验机进行, 变形温度分别为950, 1000, 1050, 1100, 1150℃, 应变速率分别为0.001, 0.01, 0.1, 1, 10 s-1, 变形量均为50%。将试样以10℃/s的速度加热至1180℃, 保温3 min后以3℃/s冷至变形温度后再保温3 min后变形, 对变形后的试样立即采用水冷淬火。将变形后的试样机械研磨抛光后用8%的硝酸酒精侵蚀, 用ZEISS SUPRA 55场发射扫描电镜观察分析组织。
根据热加工图选取热加工参数, 然后从沉积坯上取料进行锻造加工。为了避免产生较大的应力, 在锻造后埋沙缓冷。在整个锻造过程中用红外测温仪控制温度范围, 以保证锻造过程处于再结晶区域。
从锻造棒料取样品, 将其密封在充有Ar的真空石英管中进行热处理。热处理后的样品用于测试硬度、弯曲强度、冲击韧性等性能。热处理工艺为: 900℃, 90 min, 炉冷+1200℃, 20 min, 油冷+560℃, 60 min, 空冷(3次)。
在TH320洛氏硬度仪上测试硬度, 每个试样测取7个点, 去掉最大最小值之后求平均值作为硬度值。采用三点弯曲实验测试弯曲强度, 实验标准为GB/T 228-2002, 试样尺寸为5 mm×5 mm×35 mm, 跨距为30 mm; 用型号为JB-30B的试验机进行冲击试验, 无缺口试样的尺寸为 10 mm×10 mm×55 mm, 对4个长面都进行了精磨加工, 以保证表面具有较高的光洁度。
动态材料模型(DDM)[20]将热变形的工件视为一个能量耗散体。在任何时刻, 外界输入工件的总能量P将通过塑性变形耗散的能量(
式中的
式中T为绝对温度,
式(3)中A是与温度相关的材料常数。
根据以上模型, 当合金变形时其真应力-真应变曲线中流变应力与应变速率之间的关系满足以上式(3)时。在确定的变形温度和应变条件下, 组织变化耗散的能量(
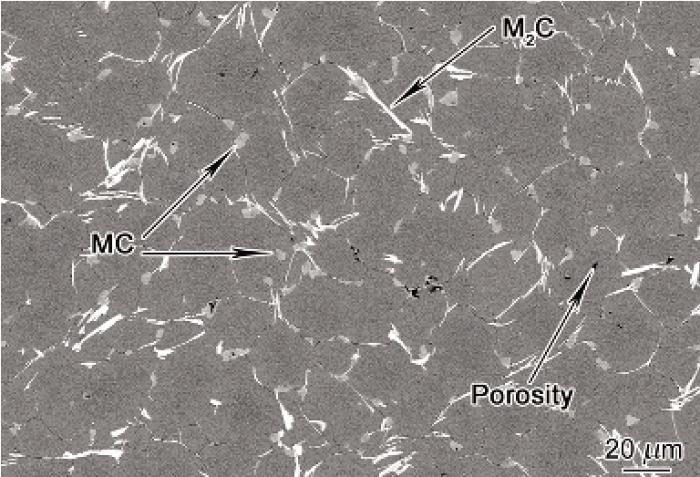
图1 喷射成形高速钢沉积态组织SEM像
Fig.1 As-deposited microstructures of spray-formed high speed steel
当
动态材料模型是在严格的不可逆热力学的基础上建立的。Prasad[21]结合不可逆热力学和能量耗散的可分性等原则提出了动态连续法则, 并提出了材料流变失稳的判据
根据
式中A是与材料相关的常数, n(=1/m)是应力指数, Q为激活能, R为气体常数。
喷射成形含铌M3: 2高速钢的沉积态组织, 如图1所示。可以看出, 喷射成形高速钢沉积态呈等轴晶组织, 平均晶粒尺寸为50 mm, 晶界上分布着不连续的呈层片状的M2C共晶碳化物和形状不规则的块状MC碳化物。同时, 沉积态组织也有一些微观的孔隙。层片状共晶碳化物和微观孔隙对高速钢的性能有不利的影响, 有必要经过后续的热加工处理改善碳化物的形态及分布, 消除沉积态的微观组织缺陷。
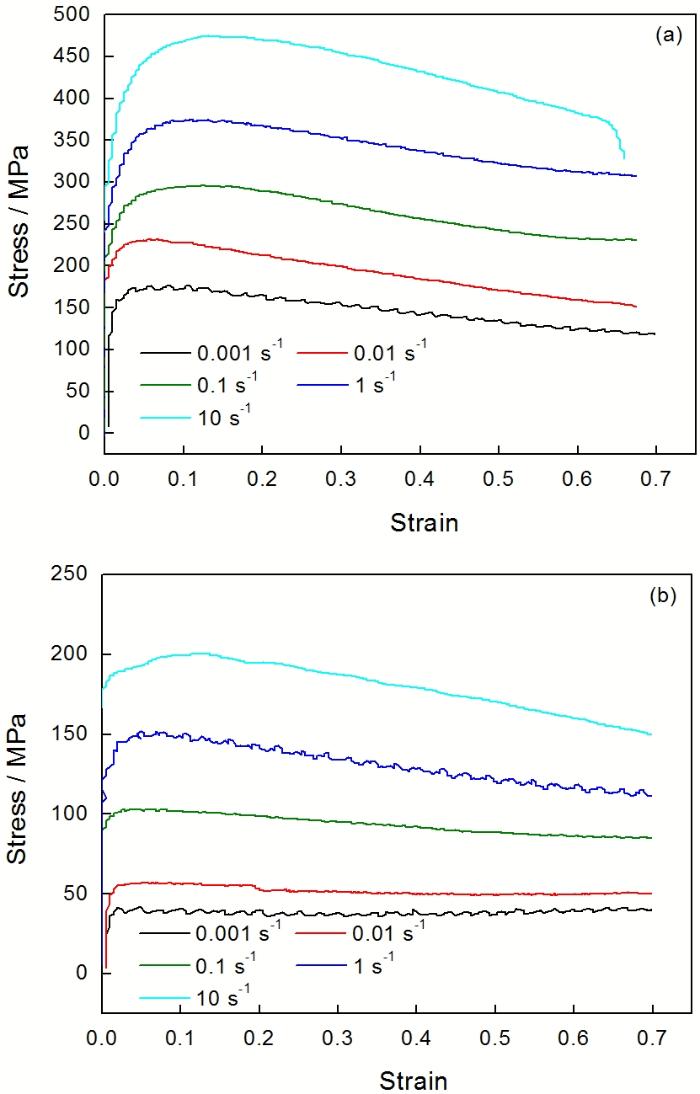
图2 喷射成形高速钢在不同温度下的真应力-真应变曲线
Fig.2 Hot deformation flow curves of spray-formed high speed steel at 950℃ (a) and 1150℃ (b) with different strain rates
合金在不同变形条件下的典型真应力-真应变曲线, 如图2所示。可以看出, 流变应力受变形温度和变形速率的影响显著。在高的应变速率条件下, 不同温度的流变应力均呈现出典型的动态再结晶流变应力曲线特征[22, 16]。在变形的初始阶段加工硬化促使流变应力迅速升高, 达到流变应力峰值后流变应力随应变的增加而缓慢下降。其原因是, 在变形过程中软化机理(如: 动态回复、动态再结晶)导致的软化能抵消掉加工硬化产生的硬化效果。当加工硬化产生的硬化和软化机理产生的软化趋于平衡时, 流变应力呈现出稳态特征。而在较低的应变速率(0.001 s-1)条件下不同温度的流变应力均表现出稳态特征, 并呈现出多峰特征。其原因是, 在热变形过程中位错必须积累到一定程度才能形成再结晶核心。而在较低的变形速率条件下位错的积累比较缓慢, 从一轮动态再结晶开始到其完成期间再结晶区域内变形导致的位错积累不足以启动再结晶区域内新的动态再结晶。在此种情况下整个过程由2个相反的过程叠加, 一是尚未发生再结晶的区域和已发生再结晶区的加工硬化, 二是当前再结晶继续进行引起的软化。在再结晶初期软化过程起主导作用, 流变应力表现为软化特征。而在再结晶后期加工硬化起主导作用, 流变应力又表现为硬化特征, 如此交替进行使流变应力曲线周期性的出现峰值。
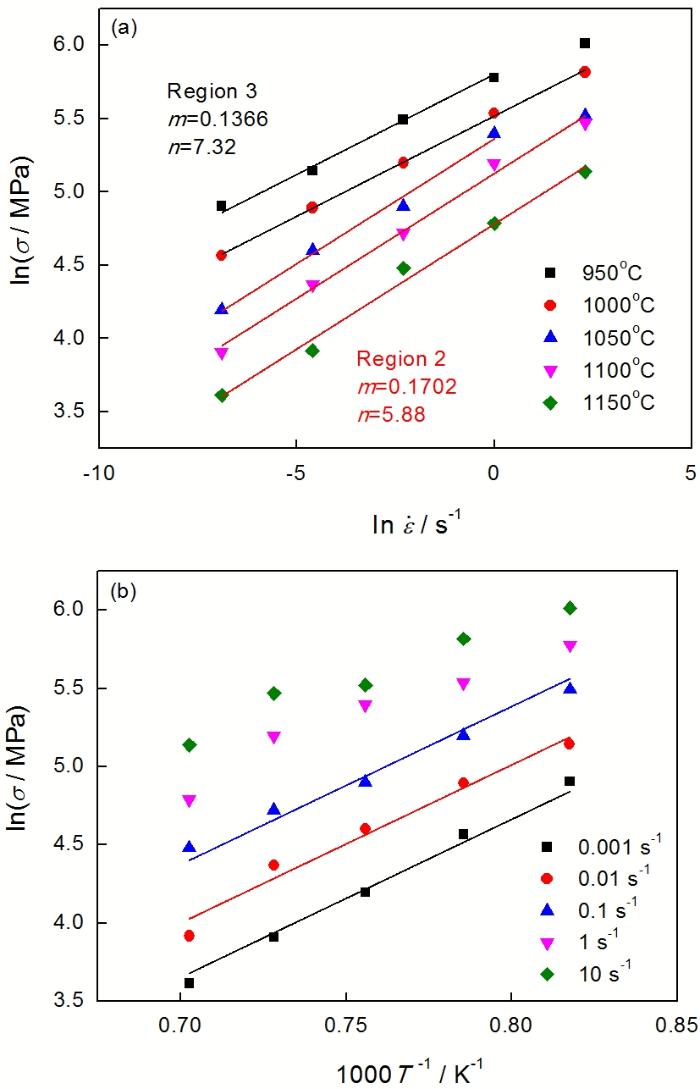
图3 应变为0.6时应力与应变速率、温度的关系图
Fig.3 Relationships between lnσ -lnε̇ (a) and lnσ -1 T (b) at ε =0.6
从图2还可见, 流变应力随着温度的升高而下降。一方面温度升高使金属原子热振动的振幅增加, 原子间的结合力减弱, 材料发生塑性变形的抗力下降。另一方面, 温度升高使动态再结晶更容易形核, 且晶界在高温下更容易移动, 使动态再结晶长大速率提高, 软化效果加快。综合以上原因, 在相同应变速率条件下流变应力会随着温度的升高而下降。而在相同的变形温度条件下, 流变应力随着应变速率的增加而增大。因为应变速率的增加产生更多的位错, 位错的增加导致变形抗力的增大, 同时较高的变形速率抑制了动态回复和动态再结晶等软化过程[23], 最终导致流变应力增大。
图3给出了应变为0.6时加工图中不同区域应力与应变速率、温度的关系拟合曲线, 可见曲线拟合效果良好。在高温条件下(1050-1150℃)应力指数为5.88, 低温区域(950-1000℃)的应力指数为7.32。根据式(7), 在变形速率一定的条件下变形激活能可表达为
根据式(8)可计算出在1050-1150℃, 应变速率在0.001-0.1 s-1范围内激活能为489 kJ/mol, 在950-1000℃, 0.001-0.01 s-1范围内的激活能为609 kJ/mol。应力指数和变形激活能有较大差异, 说明控制塑性变形的机理在不同区域内有所不同。
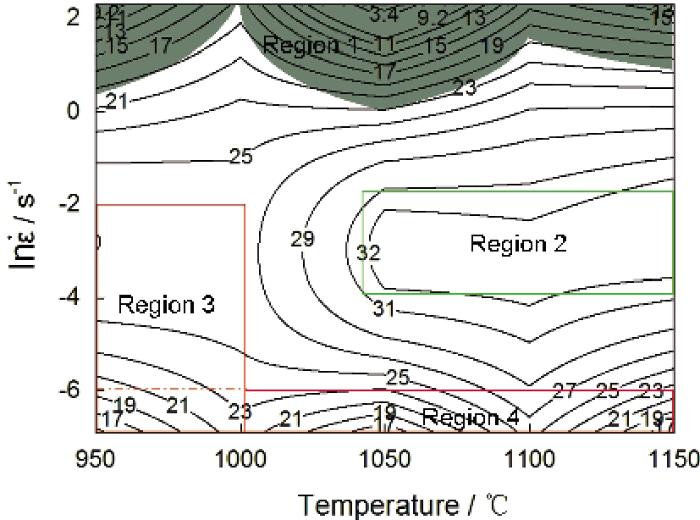
图4 喷射成形高速钢的热加工图, 阴影部分为塑性失稳区, 等高线的数字代表能量耗散效率( ε =0.6)
Fig.4 Processing map of spray-formed high speed steel at ε =0.6. The numbers associated with the contours indicate efficiency of power dissipation in percent and the shaded areas indicate the unstable regions
根据动态材料模型建立的喷射成形含铌M3:2高速钢在应变为0.6条件下的热加工图, 如图4所示。Raj[24]和Gandhi[25]利用原子模型对加工图不同区域内发生的组织变化进行了解释说明, 最终给出了安全区的边界条件。材料在安全区的变形机制, 主要有动态回复、动态再结晶、超塑性。而在失稳区的变形机制主要有晶间断裂、楔形开裂、硬质粒子延性断裂及绝热剪切带的形成。但是他们给出的安全区只考虑了避免缺陷的产生, 没有考虑组织优化。Prasad[26]认为, 对基于动态材料模型建立的加工图的应用, 低层错能材料发生再结晶的温度区间一般为0.7-0.8Tm(Tm为熔点), 应变速率为0.1-1 s-1, 能量耗散效率
结合以上说明和组织分析, 可以把真应变为0.6的加热图分为以下四个区域:
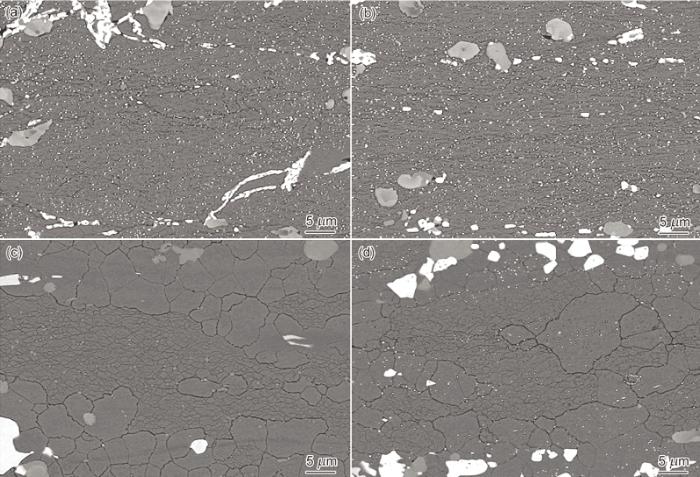
(1) 塑性失稳区(区域1) , 如图4阴影部分所示。该区域的变形温度范围为950-1150℃, 应变速率范围为1-10 s-1。图5给出了材料在本区域内变形后的显微组织。从图5a和b可以看出, 在变形温度较低(950℃)时失稳主要表现为局部塑性变形, 产生局部剪切带。同时, 随着应变速率的增高局部塑性变形程度增加, 局部剪切带的宽度略有增加。随着变形温度进一步提高, 高应变速率变形过程中的绝热效应和高速钢本身热导率低, 使局部变形带的温度快速升高, 降低了局部变形带的强度, 变形更易于在此变形带内发展, 最终形成绝热剪切带(图5c)。从图5b、c、d可以看出, 在变形速率相同的条件下, 随着温度的升高组织中发生塑性失稳的区域宽度增大。
图5 塑性失稳区内的变形组织
Fig.5 Microstructures of spray-formed Nb-containing high speed steels deformed at 950℃, 1 s-1(a), 950℃, 10 s-1(b), 1050℃, 10 s-1 (c), 1150℃, 10 s-1(d)
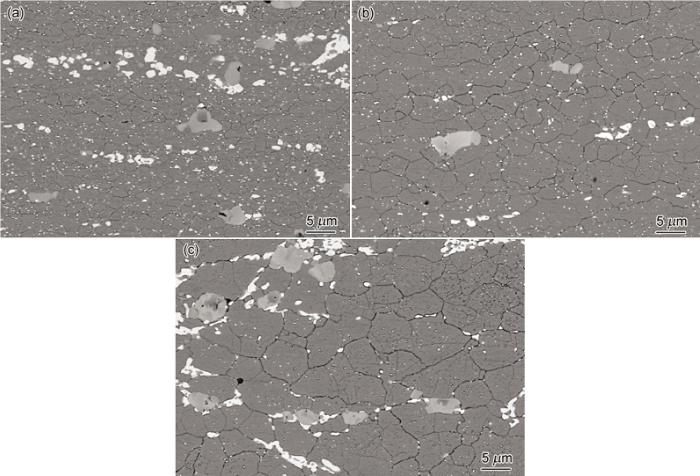
(2) 加工安全区(区域2), 如图4中绿色线框所示。该区域的温度区间为1050-1150℃, 应变速率范围0.01-0.1 s-1, 最大能效耗散效率为33%。图6给出了该区域内变形试样的组织照片。可以看出, 变形试样的原始组织被再结晶组织所取代, 晶粒尺寸较沉积态晶粒尺寸大大减小, 且沉积态组织中晶界上分布的层片状共晶碳化物得到不同程度的破碎。由此可知, 其区域变形的主要软化机理是动态再结晶。对比图6a、b, 在相同的应变速率下再结晶晶粒尺寸随着变形温度的升高而增大。根据动态再结晶晶粒尺寸与流变应力的关系[27]
随着温度的升高材料变形过程中的流变应力
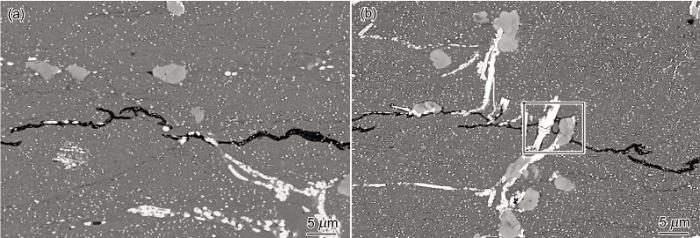
(3) 在低应变温度区(区域3), 位错滑移仍然是高温塑性变形的重要变形机理。不同于常温塑性变形, 在高温变形条件下位错可借助外应力和热激活(高温下热激活的方式主要是位错的攀移)的共同作用越过障碍继续滑移, 从而保证变形的继续进行。根据上文的动力学分析结果, 在低温度区域(950-1000℃)变形时热激活能(Q=609 kJ/mol)较高, 热激活程度较小, 位错难以越过障碍继续移动。同时, 在低温下组织中有大量的未溶解碳化物, 在位错滑移过程中阻力大, 必须通过外应力的增大来克服位错滑移的阻力, 保证滑移的继续进行。在较大的外应力作用下位错大量增值并产生滑移, 位错运动受到晶界阻碍时会在晶界产生大量位错塞积。当位错在晶界塞积导致的应力集中达到一定程度时会萌生微裂纹, 随着变形的进行不同晶界处裂纹扩展相连形成裂纹(图7)。从图7b线框中还可以看出, 在裂纹的扩展过程中可直接切断硬质的碳化物相, 而位错切过第二相粒子是非热激活过程。由此可见, 喷射成形高速钢在此区域的变形过程中热激活对位错克服障碍的作用相对较弱, 裂纹萌生的主要原因是位错在晶界塞积造成的应力集中。
图6 动态再结晶区域内的变形组织
Fig.6 Microstructures of spray-formed Nb-containing high speed steels deformed at 1050℃, 0.1 s-1 (a), 1150℃, 0.1 s-1 (b), 1150℃, 0.01 s-1 (c)
图7 应变速率为0.1 s-1时不同温度下的变形组织
Fig.7 Microstructures of spray-formed Nb-containing high speed steels deformed at 0.1 s-1 (a) 950℃, (b) 1000℃
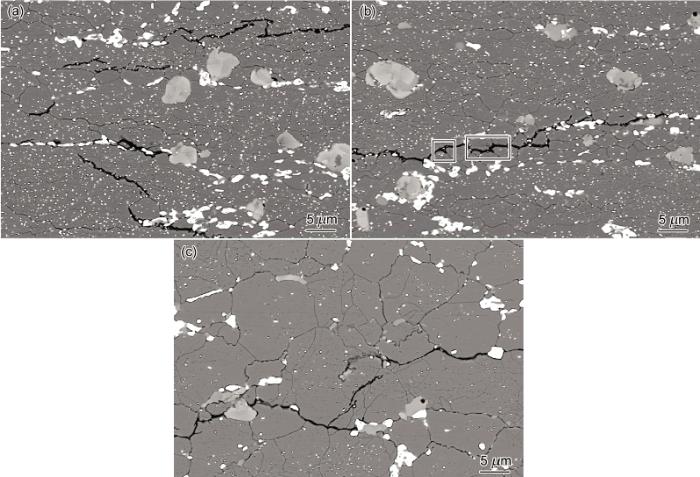
(4) 低应变速率区(区域4), 如图4红色线框部分所示。当应变速率为0.001 s-1时不同温度下的变形组织如图8所示。可以看出, 在低应变速率下变形试样组织中都出现了沿晶界分布的微裂纹。多晶材料的塑性变形, 需要依靠晶界的协调。在高温条件下晶界上的原子容易扩散, 在承受外力后晶界较容易产生滑动。由此, 在较高温度的变形条件下必须考虑晶界滑移对材料变形的影响。但是在喷射成形高速钢原始组织中大量沿晶界分布的硬质第二相(主要是M2C共晶碳化物和MC碳化物)阻碍了晶界滑移, 使硬质第二相与晶界界面处产生较大的应力集中。同时, 由于应变速率低位错密度的积累相对缓慢, 使作为主要软化机理的动态再结晶的驱动力较小, 软化过程不足, 应力集中难于释放。当应力集中程度超过第二相与基体界面的结合力时, 晶界处的第二相粒子脱落而形成孔洞, 这些孔洞在随后的变形过程中长大并连接最终形成裂纹。从图8b中的线框区域还可以看出, 在三晶粒晶界交界处产生了由晶界滑移受阻导致的楔形裂纹。综合以上分析, 此区域内的裂纹主要是晶界滑移在晶界上形成孔洞并逐渐扩展引起的。
图8 应变速率为0.001 s-1下的变形组织
Fig.8 Microstructures of spray-formed Nb-containing high speed steel deformed at strain rate 0.001 s-1 (a) 1050℃, (b) 1100℃, (c) 1150℃
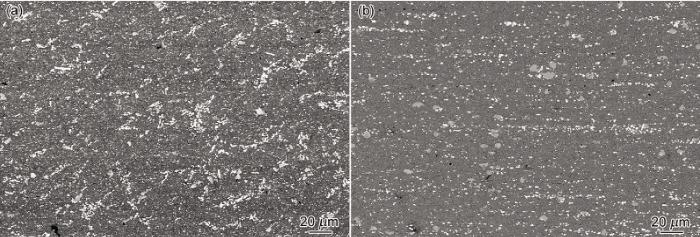
图9 喷射成形含铌M3:2高速钢的锻造态组织
Fig.9 As-forged microstructures of spray-formed Nb-containing high speed steel. (a) cross-section, (b) longitudinal section
图9给出了喷射成形含铌M3:2高速钢的锻造态组织(锻造比为6.25)。可以看出, 锻造态组织均匀细小, 其中碳化物的尺寸细小、多呈球状和近球状、分布均匀, 相对于沉积态得到较大的改善。从图9b可见, 喷射成形高速钢材料锻造态纵向组织碳化物呈轻微的带状分布, 这也是喷射成形高速钢材料各向同性不如粉末冶金高速钢的主要原因。
喷射成形含铌M3: 2高速钢锻造态试样经热处理后的力学性能, 列于表1。喷射成形含铌M3:2高速钢的硬度和弯曲强度已超过粉末烧结ASP23高速钢, 可媲美热等静压ASP23粉末冶金高速钢, 但其冲击韧性比热等静压高速钢低。
1. 喷射成形含铌M3:2高速钢的沉积态组织必须进行后续的热变形处理以消除沉积组织中的缺陷和改善碳化物的尺寸、形状及分布。
表1 喷射成形高速钢力学性能
Table 1 Mechanical properties of spray formed high speed steels
| Steel | Hardness/HRC | Bend strength/MPa | Impact toughness/J |
|---|---|---|---|
| SFM3:2 | 67.0 | 3467.6 | 20.98 |
| Sintering ASP23[28] | 63-66 | 2750 | - |
| HIP ASP23[29] | 64 | 3500 | 32.5-42 |
| Con M3:2[29] | 64 | 2500 | - |
2. 流变应力随着变形温度的升高和变形速率的降低而降低, 说明喷射成形含铌M3:2高速钢具有正应变速率敏感性和负温度敏感性。
3. 在低温变形区(950-1000℃, 0.001-0.1 s-1)热激活过程对位错克服障碍的作用较弱, 晶界位错塞积导致应力集中而萌生裂纹。而在低应变速率区(0.001 s-1)裂纹产生的机理是晶界滑移受阻于晶界碳化物, 最终形成孔洞并逐渐扩展引起的。
4. 喷射成形含铌M3:2高速钢的热加工工艺窗口为温度1050-1150℃, 应变速率0.01-0.1 s-1, 在此区域变形时主要软化机理为动态再结晶。当变形速率大于1 s-1时, 喷射成形含铌M3:2高速钢在950-1150℃温度范围内的热变形加工导致塑性失稳。锻造态的含铌M3:2高速钢经热处理后, 其硬度和强度达到甚至超过同等成分的热等静压粉末冶金高速钢。

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}