
齐先胜 , 薛祥义, 唐斌, 王川云, 寇宏超, 李金山
, 薛祥义, 唐斌, 王川云, 寇宏超, 李金山
西北工业大学凝固技术国家重点实验室 西安 710072
QI Xiansheng, XUE Xiangyi, TANG Bin, WANG Chuanyun, KOU Hongchao, LI Jinshan
中图分类号: TG457, TG407
通讯作者:
收稿日期: 2014-09-8
修回日期: 2014-12-9
网络出版日期: --
版权声明: 2015 《材料研究学报》编辑部 版权所有 2014, 材料研究学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
展开
摘要
采用高能喷丸方法在高Nb-TiAl合金表面引入塑性变形, 研究其对高Nb-TiAl合金扩散连接的影响。结果表明: 喷丸处理后待连接表面产生厚度约150 μm的变形影响区。表面变形区在扩散连接过程中未发生显著再结晶, 但是后续热处理后连接界面处发生强烈再结晶, γ相占据了原始平直界面。室温剪切强度的测试结果表明, 表面塑性变形可有效降低高Nb-TiAl合金的扩散连接温度, 连接接头的剪切强度最高达到420 MPa。
关键词:
Abstract
Surface plastic deformation was applied onto a high Nb containing TiAl alloy by means of high energy shot peening (HESP), and then the influence of surface plastic deformation on diffusion bonding of the high Nb containing TiAl alloy was investigated. The results show that a deformed region with a depth of about 150 μm was produced by HESP. No recrystallization was observed in the deformed region during the bonding process. However, the bonding interface disappeared and large number of recrystallized grains was found near the bonding interface after post bonding heat treatment (PBHT) process. The results of shear test at room temperature reveal that HESP was beneficial to lower the bonding temperature and to ensure a shear strength 420 MPa for the bonding joints.
Keywords:
TiAl合金具有低密度、高比强、比刚度、耐烧蚀、良好的高温力学性能和优异的抗氧化性能[1, 2], 是高温钛合金使用温度上限和高温合金使用温度下限区间减重的唯一候选材料。添加5%-10% Nb的高Nb-TiAl合金具有比传统的TiAl合金更优异的高温耐氧化和力学性能[3-5]。但是, 本质脆性和难加工性[6, 7]限制了TiAl合金的应用。连接技术是实现复杂结构件的重要成型手段, 发展钛铝合金的连接技术对于推动钛铝合金的实际应用有重要的意义。目前TiAl合金的连接技术, 主要有钨极焊[8]和电子束焊[9, 10]等熔焊技术和扩散连接等固态连接技术。由于熔焊完成后焊接结构件冷却快, 易在连接接头处形成热裂纹或生成亚稳相[11], 降低了连接接头的力学性能和高温组织稳定性。与熔焊技术相比, 扩散连接[12-14]在焊接过程中不出现液相、连接构件整体加热、焊后随炉缓冷却, 可避免热裂纹、亚稳相和连接接头组织改变等缺陷。因此, 扩散连接是制备TiAl合金连接件的技术手段之一。
TiAl合金的流变应力大、高温组织稳定, 实现高质量接头所需的连接温度高、压力大、时间长, 制约了扩散连接技术在TiAl合金构件成形过程中的应用。为了优化扩散连接工艺, 国内外学者做了大量的研究。He等[15, 16]研究了置氢TC4做为中间层对钛铝合金扩散连接的影响, 发现置氢TC4中间层可促进元素扩散, 降低连接温度和压力。Duarte等[12, 17]以纳米Ti/Al复合层作为中间层, 将连接温度降低至800-1000℃。此外, 采用纳米Ni/Al、Ti/Ni [13, 14, 18, 19] 复合层作为中间层, 也可降低扩散连接工艺参数。但是添加中间层一方面增加了扩散连接的成本, 另一方面限制了连接结构件的尺寸与形状, 不利于钛铝合金扩散连接技术的实际应用。Han等[20]发现, 表面塑性变形可促进原子扩散, 提高扩散连接质量。但是关于表面塑性变形对钛铝合金扩散连接影响的研究较少, 作用机制尚不明确。鉴于此, 本文采用高能喷丸的方式在高Nb-TiAl合金表面引入塑性变形, 研究表面塑性变形及焊后热处理对高Nb-TiAl合金扩散连接效果的影响。
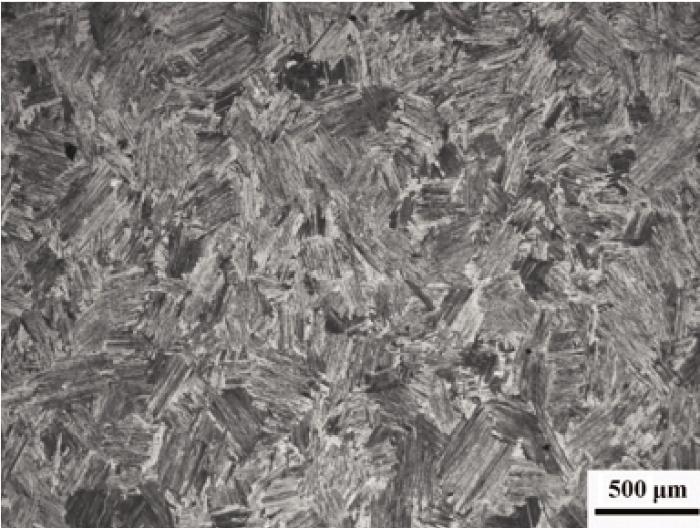
用真空电弧熔炼制备实验用高Nb-TiAl合金, 其名义成分为Ti-45Al-8.5Nb-0.2W-0.1B-0.1Y。熔炼完成后在1280℃/140 MPa条件下进行热等静压, 随后在1200℃条件下进行包套锻造, 最后在1380℃/90 min条件下进行退火处理, 其显微组织如图1所示。可以看出, 经过热处理后高Nb-TiAl合金具有近片层组织, 片层团尺寸约为250 μm, 片层间距约为1.5 μm, 少量等轴状γ相和β相分布在片层团界面处。
用电火花线切割切取尺寸为35 mm×8 mm×5 mm的方形试样, 用作扩散连接试样。在扩散连接前, 用高能喷丸的方式在高Nb-TiAl合金待连接表面引入表面塑性变形, 喷丸工艺为0.4 MPa-15 min。高能喷丸前需对试样进行抛光。高能喷丸后, 用X射线衍射(XRD)、扫描电子显微镜(SEM)和显微硬度以对喷丸表面进行表征。
喷丸后表面粗糙度明显增加, 由Ra 0.027增加至 Ra 2.765。为满足扩散连接要求, 喷丸表面经800#、1500#水砂纸打磨, 并经1.5#金刚石研磨膏抛光。采用真空扩散焊机在1000℃-30 MPa-45 min和1100℃-30 MPa-45 min的工艺条件下对高Nb-TiAl合金试样进行扩散连接, 扩散连接过程中真空度最低要求为3×10-3 Pa。扩散连接完成后将扩散连接试样在管式炉中实施再结晶退火, 工艺为1150℃-300 min。
用光学显微镜(OM)、扫描电镜(SEM)及其能谱分析对再结晶退火前后接头界面组织及成分进行表征, 用室温剪切试验评价连接接头的力学性能。
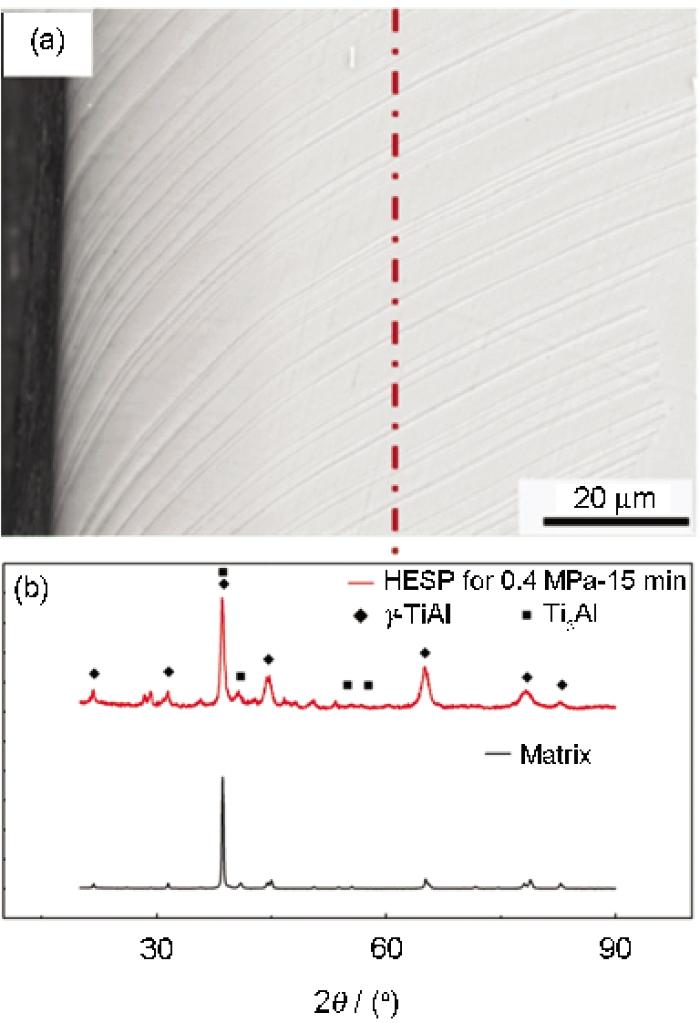
图2给出了经过0.4 MPa-15 min喷丸处理后试样表面的显微组织和X射线衍射图谱。由图2a可知, 经过高能喷丸处理后片层发生明显的弯曲, 弯曲片层厚度约为50 μm, 但是表面未产生晶粒细化现象。虽然高Nb-TiAl合金室温变形能力较差, 但是高能喷丸过程属于绝热温升过程, 随着喷丸的进行试样表面的温度逐渐升高, TiAl合金的变形能力增强, 最终喷丸表面发生塑性变形使片层组织弯曲[20]。试样表面X射线衍射分析结果表明(图2b), 高能喷丸后变形表面衍射峰的强度降低, 并发生了明显的宽化, 表明高能喷丸在试样表面产生了大量的晶体缺陷和残余压应力。因为未发现晶粒细化, 所以衍射峰半高宽的宽化是由晶格的微观畸变造成的。使用公式(1)和(2)对变形表面进行计算, 发现变形后表面的微观应变由原来的0.1701%(±0.01084)增加至0.5689%(±0.00705)。
图2 变形后试样截面的显微组织和表面的X射线衍射图谱
Fig.2 Microstructure of cross section (a) and X-ray diffraction pattern of deformed surface (b)
式中
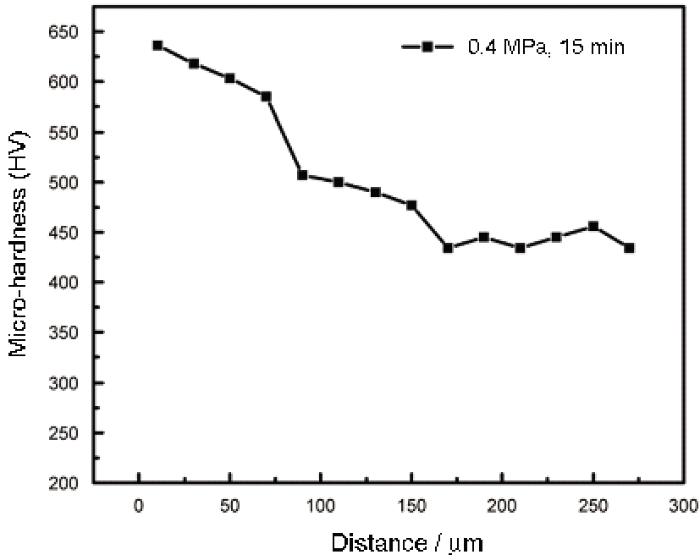
图3给出了变形表面沿厚度方向显微硬度的变化曲线。由图3可知, 经过表面塑性变形后显微硬度明显增加, 表面显微硬度最高为630 HV, 表明喷丸过程导致TiAl合金表面发生加工硬化。从表面至芯部显微硬度分为三个区域, 分别为: 硬度较高的塑性变形区域, 厚度约为50 mm; 硬度稍高于基体的塑性变形影响区, 厚度约为100 mm; 显微硬度未发生变化的基体区域。
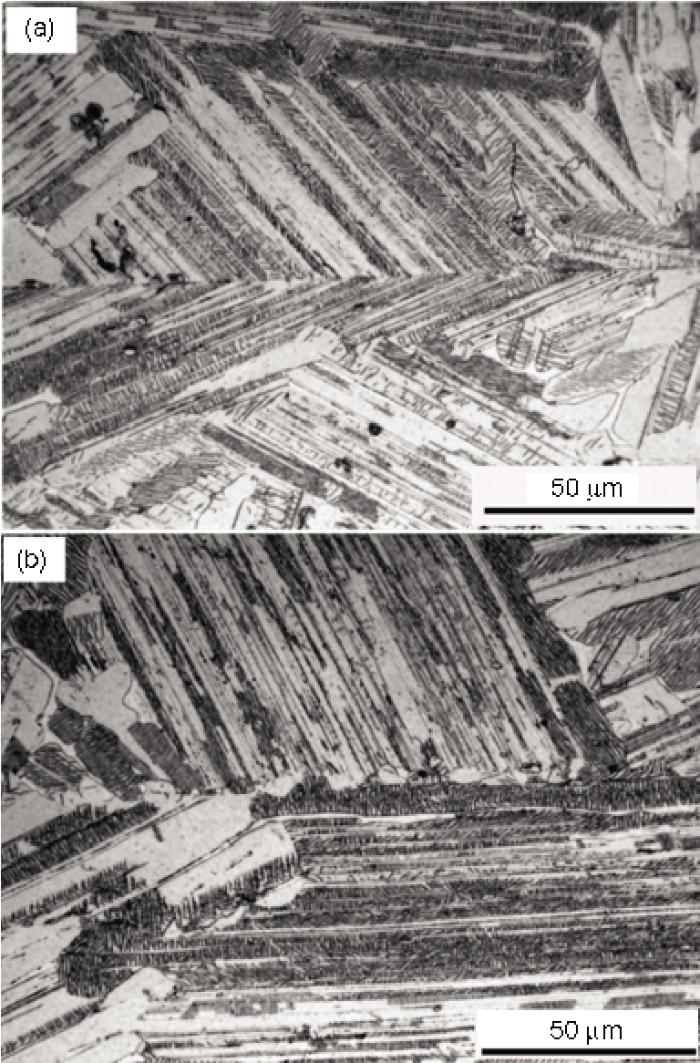
图4给出了未经表面塑性变形试样在不同工艺条件下获得的扩散连接界面显微组织。由图4a可见, 在1000℃-30 MPa-45 min工艺条件下进行扩散连接, 虽然可以得到无未闭合孔洞的连接接头, 但是连接界面平直且明显。扩散连接完成后, 片层组织未发生改变。在1100℃-30 MPa-45 min工艺条件下进行扩散连接, 界面处形成了晶粒尺寸约为5 μm的等轴晶粒, 如图4b所示。经EDS分析可知, 等轴晶粒为γ晶粒, 其成分列于表1。由于高Nb-TiAl合金的共析温度在1160℃附近, 在1100℃进行扩散连接时不会发生相变, 因此可以推断界面处形成的等轴晶粒为再结晶晶粒。界面处发生再结晶是以下原因造成的: 待连接表面不可避免的存在微观起伏, 在扩散连接过程中连接界面将会发生微区塑形变形, 界面两侧微区塑性变形所产生的畸变能作为再结晶驱动力使界面处发生再结晶。
图4 不同工艺条件下扩散连接接头的显微组织
Fig.4 Microstructure of bonding joint bonded at 1000℃-30 MPa-45 min (a) and 1100℃-30 MPa-45 min (b)
表1 连接界面处再结晶晶粒化学成分
Table 1 Composition of recrystallized grain at bonding interface (%, atom fraction)
| Ti | Al | Nb |
|---|---|---|
| 45%-46% | 45%-46% | 9%-10% |
经过0.4 MPa-15 min高能喷丸处理的高Nb-TiAl合金在不同工艺条件下进行扩散连接后的界面显微组织, 如图5所示。与未经表面塑性变形的试样相比, 在两种工艺条件下扩散连接界面均不明显。这主要是以下两方面的原因造成: (1) 经过表面变形后待连接表面产生了大量的晶体缺陷, 这些缺陷作为原子快速扩散通道加速界面两侧原子的互扩散, 提高了连接界面的演化程度; (2) 扩散连接完成后界面两侧的γ片层组织均发生一定程度的扭转, 使连接界面两侧片层组织的取向差减小, 使连接界面不明显。Imayev等[22]的研究结果表明, 在喷丸过程中变形主要发生在γ相中, 经过表面塑性变形, γ相中含有较高的畸变能, 使变形表面吉布斯自由能升高。为了降低变形表面的吉布斯自由能, 在扩散连接过程中变形程度较大的γ片层中位错重新排列形成位错墙, 且随扩散连接时间的延长, 位错墙进一步吸收位错等晶体缺陷, 形成小角晶界。通过小角晶界的移动、旋转形成片层扭转, 如图6所示。此外, 在1100℃-30 MPa-45 min条件下扩散连接界面处也发生了再结晶, 但是再结晶晶粒尺寸较小(约为2 μm)。高能喷丸在连接表面产生的畸变能远高于微区塑性变形, 因此界面处再结晶驱动力大, 提高了再结晶的形核率, 使再结晶晶粒尺寸减小。值得注意的是, 扩散连接后界面两侧弯曲的片层未完全消失, 说明高能喷丸所产生的畸变能在连接过程中未完全释放。
图5 高能喷丸后在不同工艺条件下扩散连接界面的显微组织
Fig.5 Microstructure near the bonding interface after HESP bonded at 1000℃-30 MPa-45 min (a) and 1100℃-30 MPa-45 min (b)
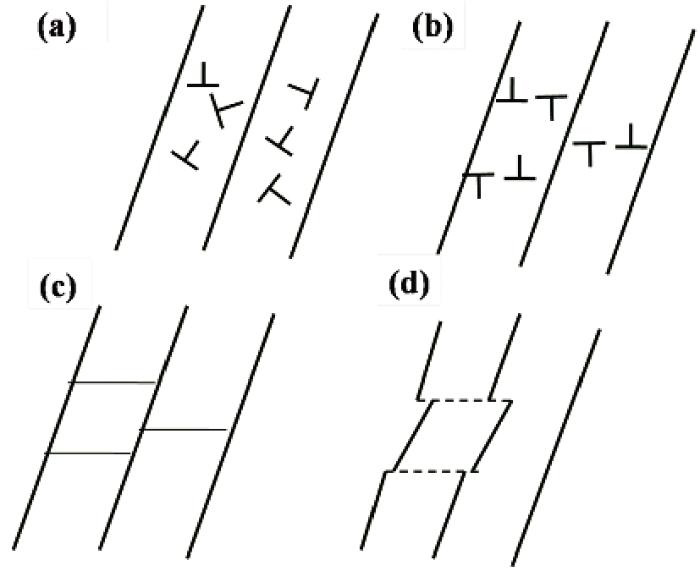
图6 片层扭转示意图, 包括位错分布、位错墙、小角晶界和片层扭转
Fig.6 Schematic drawing of lamellar rotation (a) distribution of dislocation; (b) dislocation wall; (c) low angle boundary; (d) lamellar rotation
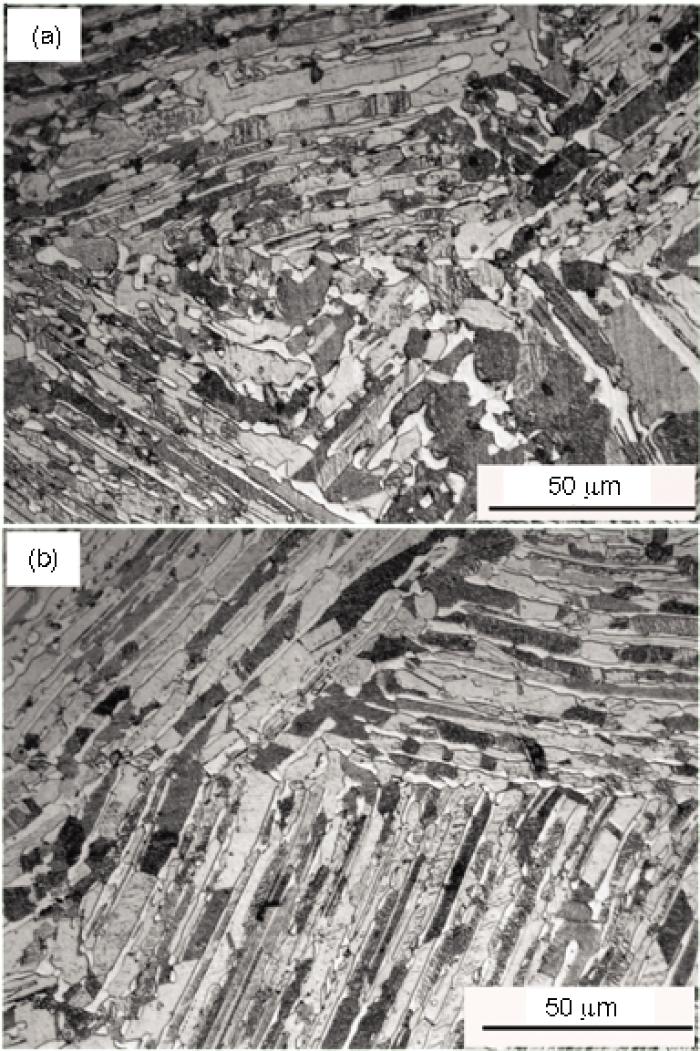
图7给出了表面变形试样经1150℃保温5 h后连接界面显微组织。由图7可知, 经过焊后热处理界面附近发生了明显的再结晶和球化现象, 界面处再结晶晶粒为γ晶粒。再结晶晶粒的形核与长大促进连接界面的迁移, 原平直的连接界面被γ晶粒占据。由于TiAl合金的变形难易程度与片层取向有关[23], 不同取向的片层在高能喷丸过程中变形程度是不同的, 这就为晶界突出形核提供了条件。为了降低体系自由能界面附近变形程度较小的片层向变形程度较大的片层凸出, 形成再结晶晶核, 在畸变能的作用下再结晶晶核发生长大, 晶界越过连接界面使其消失。
图7 在1150℃-5 h条件下热处理后变形试样连接界面的显微组织
Fig.7 Microstructure near the bonding interface after PBHT (a) 1000℃-30 MPa-45 min, (b) 1100℃-30 MPa-45 min
图8给出了不同工艺条件下连接接头的剪切强度。由图8可知, 高能喷丸处理可有效提高连接接头的剪切强度, 在1000℃-30 MPa-45 min条件下可将剪切强度由305 MPa提高至340 MPa, 在1100℃-30 MPa-45 min条件下可将剪切强度由345 MPa提高至365 MPa, 远高于在1150℃进行焊后热处理对连接接头剪切强度的提高幅度。表面塑形变形后的连接接头在1150℃条件下进行焊后热处理, 使接头剪切强度进一步提高, 连接强度高达420 MPa。经过表面塑性变形处理的扩散连接试样, 界面两侧的片层组织发生扭转现象, 使界面两侧片层组织的取向差减小, 进而使界面两侧的变形协调能力提高, 从而使连接接头的质量提高。
1. 高能喷丸处理后在待连接表面产生厚度约150 μm的变形影响区, 试样显微硬度沿表面至芯部逐渐降低, 表面处的硬度高达630 HV。
2. 表面塑性变形可促进连接界面附近元素的扩散, 进而促进连接界面的演化, 经1150℃焊后热处理后连接界面附近发生γ相晶粒的再结晶现象。
3. 在扩散连接试样待连接表面引入塑性变形可在保证连接强度的同时降低扩散连接工艺参数, 焊后热处理后连接接头的强度可提高到420 MPa。

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}